Разборка и сборка электродвигателей при ремонте
 Порядок разборки электродвигателей
Порядок разборки электродвигателей
Порядок разборки электродвигателя при ремонте следующий:
1. Снимают шкив или полумуфту.
2. Снимают крышки подшипников качения, отпускают хомуты траверс, отвинчивают гайки со шпилек, стягивающих фланцы шарикоподшипников.
3. Выпускают масло из подшипников скольжения.
4. Снимают подшипниковые щиты.
5. Вынимают ротор электродвигателя.
6. Снимают с вала подшипники качения, вытаскивают из щитов втулки или вкладыши подшипников скольжения.
7. Промывают бензином или керосином щиты, подшипники, траверсы, вкладыши, масленки, уплотнения и т. п.
8. Очищают обмотки от пыли или продувают их очищенным сжатым воздухом.
9. Загрязненные обмотки после продувки протирают чистой тряпкой, смоченной в бензине.
10. Производят распайку соединений и вынимают обмотки из пазов.
 Разборку электродвигателя следует проводить так, чтобы не повредить отдельных деталей. Поэтому при разборке не разрешается применять слишком больших усилий, резких ударов, пользоваться зубилами.
Разборку электродвигателя следует проводить так, чтобы не повредить отдельных деталей. Поэтому при разборке не разрешается применять слишком больших усилий, резких ударов, пользоваться зубилами.
Туго выворачивающиеся болты смачивают керосином и оставляют на несколько часов, после чего болты ослабляют и выкручивают.
При разборке электродвигателя все мелкие детали складывают в специальный ящик. Каждая деталь электродвигателя должна иметь бирку, на которой указывают номер ремонтируемого электродвигателя. Болты и шпильки после разборки лучше ввернуть на свои места, что предотвратит возможную их утерю.
Шкив, полумуфту и шарикоподшипник снимают с вала при помощи стяжки. (рис. 1). Желательно чтобы стяжка была с тремя скобами.
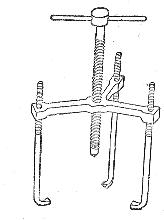
Конец болта стяжки упирают в торец вала электродвигателя, а концами скоб захватывают края шкива, муфты или внутреннюю обойму подшипника. При вращении болта снимаемая деталь сползает с вала электродвигателя. При этом нужно следить, чтобы направление усилия совпадало с осью вала, так как иначе возможен перекос, который вызовет повреждение цапфы вала электродвигателя.
Если подобной стяжки нет, то шкив или подшипник снимают с вала электродвигателя легкими ударами молотка через прокладку из твердого дерева или меди. Удары наносят по ступице шкива или внутреннему кольцу пошипника качения равномерно по всей окружности.
Для снятия подшипникового щита электродвигателя отвинчивают болты и легкими ударами молтка через прокладку по выступающим краям щита отделяют его от корпуса. Для избежания поломок при разборке больших электродвигателей ротор электродвигателя и щит при снятии должны находится в подвешенном состоянии, что обычно осуществляется с помощью специальных подъемных средств (тали, тельферы и т.д.).
В зазоре между ротором и статором электродвигателя прокладывают картонную прокладку достаточной толщины, на которую при снятии ложится ротор. Это предотвратит возможные повреждения изоляции обмоток электродвигателя.
При разборке небольших электродвигателей ротор вынимают вручную. На один конец вала, обернутый картоном, одевают длинную трубу, при помощи которой осторожно выводят ротор из расточки статора, поддерживая его все время на весу.
При ремонте подшипников скольжения необходимо вынуть из их подшипникового щита цельную втулку или вкладыш при помощи ударов деревянным молотком через деревянную выколотку. Щит при этом нужно ставить так, чтобы подшипник упирался в эту опору. При другом расположении подшипник может дать трещину. Необходимо также следить за тем, чтобы не повредить смазочных колец.

Порядок сборки электродвигателей
Сборку электродвигателя начинают со сборки отдельных узлов. В подшипниковые щиты запрессовывают перезалитые вкладыши или выточенные заново втулки. Их надо предварительно пришабрить по валу и выпилить в них по старым размерам канавки для смазки и прорези для смазочных колец.
Вкладыши и втулки запрессовывают в щит при помощи небольшого винтового или гидравлического пресса или осторожными ударами молотка через прокладку. При этих операциях сборки особенно опасны перекосы, которые могут привести к заклиниванию втулок и вкладышей.
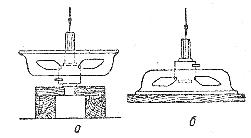
Рис. 2. Установка подшипникового щита электродвигателя при выбивании вкладыша: а — правильная, б — неправильная.
Шарикоподшипники необходимо туго посадить на вал. Для облегчения этой операции подшипник нагревают в масляной ванне до температуры 70 — 75°. При этом подшипник расширяется и легче надевается на вал электродвигателя. При нагревании подшипник не рекомендуется ложить на дно ванны, а надо подвешивать его на проволоке. Подогревать подшипник в пламени паяльной лампы не рекомендуется чтобы не допустить отпуск стали подшипника.
Насаживают подшипник на вал электродвигателя легкими ударами молотка по трубе, упирающейся во внутреннее кольцо подшипника. При дальнейшей сборке наружная обойма подшипника должна быть посажена нормально в гнездо подшипникового щита. Слишком тугая посадка может привести к зажиму шариков, а слабая вызовет проворачивание наружной обоймы подшипника в гнезде щита, что недопустимо.
Следующую операцию — введение ротора в расточку статора производят так же, как и при разборке. Затем устанавливают подшипниковые щиты, закрепляя их временно болтами. При этом необходимо, чтобы щиты были установлены на свое старое место, что проверяют по совпадению меток, нанесенных на корпусе и щите при разборке.
При одевании щитов на вал электродвигателя надо приподнять смазочные кольца подшипников скольжения, иначе они могут быть повреждены валом.
После установки щитов ротор электродвигателя проворачивают вручную. Ротор правильно собранного электродвигателя должен вращаться сравнительно легко.
Тугое вращение вала электродвигателя может быть вызвано: неправильной посадкой подшипника качения на вал (малый радиальный зазор), недостаточной расшабровкой втулки или вкладыша подшипника скольжения, наличием в подшипнике опилок, грязи, засохшего масла, перекосами вала, обработкой вала или корпуса, не соответствующей посадке, увеличенным трением кожаных или войлочных уплотнений о вал.
Затем окончательно затягивают болты подшипниковых щитов, заполняют соответствующей смазкой подшипники качения и закрывают их крышками. В подшипники скольжения заливают масло.
Ротор собранного электродвигателя еще раз проворачивают вручную, проверяют отсутствие задевания вращающихся частей за неподвижные, определяют и подгоняют необходимую величину разбега (осевого перемещения ротора).
После сборки электродвигатель подключают к сети и проверяют при работе вхолостую, а затем она поступает на окончательные испытания.

Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Не пропустите обновления, подпишитесь на наши соцсети:
Источник
Основы технологии ремонта машин, их узлов и деталей.
В процессе ремонта выполняют следующие основные операции: мойку; остановку; разборку на группы сборочных единиц и отдельных сборочных единиц на детали; чистку и мойку деталей; дефектовку и сортировку деталей; составление ведомости дефектов; восстановление или замену изношенных деталей; комплектацию; сборку; индивидуальные испытания и сдачу в наладку.
В процессе пусконаладочных работ оборудование выводят на устойчивый паспортный режим работы, затем, если требуется, его окрашивают и сдают отремонтированную машину в эксплуатацию.
Мойка оборудования.Перед началом ремонта оборудование тщательно моют и очищают от остатков молочных продуктов, смазки и прочих загрязнений. Поверхности, соприкасающиеся с молочными продуктами, чистят щетками и ершами, моют горячими растворами кальцинированной или каустической соды, горячей водой и обрабатывают паром.
Остановка оборудования.После чистки и мойки оборудование протирают насухо и отсоединяют от него все трубопроводы. Затем обесточивают электродвигатели, для чего в электрощите вынимают плавкие предохранители и при необходимости отсоединяют выводные концы электропроводки от клемм электродвигателя. При этом концы тщательно изолируют, а на пусковые устройства вывешивают таблички с надписью «Не включать! Работают люди!»
В зависимости от типа оборудования и вида ремонта производят демонтаж всей машины (аппарата) или только отдельных групп сборочных единиц, или отдельных сборочных единиц. Демонтированную машину отправляют на ремонт в ремонтно-механические мастерские предприятия или в центральные мастерские.
Разборка. Для повышения производительности труда при разборке следует по инструкции завода-изготовителя изучить особенности конструкции машины и наметить порядок ее разборки. В первую очередь необходимо снимать те детали и сборочные единицы, которые препятствуют дальнейшей разборке. Сложное по конструкции оборудование разбирают в следующем порядке: сначала на группы сборочных единиц; группы — на отдельные сборочные единицы, сборочные единицы — на детали.
Детали необходимо укладывать в той последовательности, в которой их снимали с машины. Во избежание травматизма, а также повреждения деталей в результате падения нельзя их класть одна на другую. Для облегчения последующей сборки крепежные детали (гайки, болты и шайбы) следует устанавливать на одну часть сборочной единицы, например фланец. Болты, а также другие детали, которые при ремонте снимать запрещается, заранее окрашивают в красный цвет.
Чистка и мойка деталей.Грубую очистку деталей от загрязнений и ржавчины после разборки машины производят с помощью деревянных лопаток, стержней, скребков. Кроме того, детали отмачивают в керосине, для чего используют две емкости: первую — для предварительного отмачивания, вторую — для окончательной промывки. Продолжительность отмачивания предварительно очищенных деталей 1-.8 ч, после чего их вытирают насухо ветошью. Детали обезжиривают в горячем растворе каустической соды или горячей воде и просушивают.
Дефектовка, сортировка и хранение деталей.После мойки детали подвергают дефектовке и составляют ведомость дефектов. Затем их сортируют (разбраковывают) на 3 группы: годные без ремонта, подлежащие восстановлению и негодные. Негодные детали направляют на склад металлолома, а годные — на временное хранение. Хранят детали на специальных, лучше деревянных, стеллажах или в шкафах-стеллажах. Тяжелые детали укладывают на нижние полки или в ячейки, а легкие — на верхние. Одинаковые детали маркируют бирками. В случае длительного хранения годные детали насухо протирают, консервируют, погружая их в расплавленную мазь, и заворачивают в пергамент.
Восстановление деталей. Восстанавливают изношенные детали в том случае, когда это технически выполнимо и экономически выгодно. В остальных случаях изношенные детали заменяют новыми, которые получают со склада.
В ремонтной практике получили распространение следующие способы восстановления деталей: наплавка металла, сварка, установка втулок, паяние, склеивание и некоторые другие. В каждом конкретном случае рациональный способ восстановления деталей выбирают, исходя из местных условий.
Комплектация.Перед сборкой машину укомплектовывают всеми необходимыми деталями. При этом особое внимание обращают на наличие мелких деталей: прокладок, шайб, шплинтов, штифтов, гаек и контргаек. Отсутствие таких деталей может привести к потерям продукта, утечке смазочного масла, преждевременному износу деталей, а также аварии отдельных сборочных единиц или машины в целом.
Сборка.Собирают детали в порядке, обратном разборке. В общем объеме ремонтных работ сборочные операции составляют 20-40%.
В зависимости от назначения детали и сборочные единицы при сборке машин и механизмов соединяют в определенной последовательности, в результате чего образуются подвижные и неподвижные соединения. В подвижном соединении детали и сборочные единицы перемещаются во время работы относительно друг друга, совершая заданное движение. Детали неподвижных соединений перемешаться относительно друг друга не могут. Подвижных соединений в машинах значительно больше, чем неподвижных.
Соединения бывают также неразъемные и разъемные. Неразъемное соединение — это такое соединение, для разъединения которого необходимо полное или частичное разрушение деталей, составляющих его. Для получения неподвижного неразъемного соединения применяют сварку, клепку, паяние, развальцовку, склеивание и другие способы. Подвижное неразъемное соединение образуют шарики и кольца радиальных шариковых подшипников.
Разъемным называют такое соединение, которое можно полностью разобрать, не повредив при этом соединенные и скрепляющие детали. К неподвижным разъемным соединениям относятся резьбовые, шпоночные и клиновые, а к подвижным разъемным — соединения шеек валов с подшипниками скольжения, зубьев колес зубчатых передач и пр. Классификация соединения деталей машин приведена на рис. 9.1.

Рис. 9.1. Классификация соединений деталей машин
В любой машине преобладают, как правило, типовые детали, сборочные единицы и механизмы. Изучив технологию их ремонта, значительно легче освоить ремонтные операции конкретных типов оборудования как отечественного, так и зарубежного.
К типовым сборочным единицам относятся неподвижные и подвижные разъемные и неразъемные соединения (см. рис. 9.1), сальники, а также сборные станины и рамы. Типовыми механизмами являются муфты, ременные, зубчатые, червячные и цепные передачи. Детали, входящие в указанные сборочные единицы и механизмы, называются типовыми деталями машин.
Для восстановления детали необходимо знать ее размеры до и после износа, характер других дефектов (трещины, пробоины и др.), а также режимы обработки или сборочную единицу разбирают и определяют дефекты деталей в процессе их дефектовки. Затем выбирают наиболее рациональный способ их устранения, т. е. восстановления, и разрабатывают ремонтный чертеж детали.
Источник
Технологический ремонта разборка дефектовка сборка испытание
8. ОБЩИЕ СВЕДЕНИЯ О ДЕМОНТАЖЕ, РЕМОНТЕ И СБОРКЕ[6]
8.1. Назначение и виды ремонта
Демонтажем называются операции разборки машины или оборудования на сборочные единицы, узлы и детали. При этом производится разборка разъемных, а в ряде случаев и неразъемных соединений.
Ремонтом машины называется восстановление работоспособности, точности, мощности, скорости и других параметров машины, определяющих ее служебное назначение. Ремонт может производиться в результате поломок, выхода из строя или износа как отдельных деталей, так и узлов или всей машины в целом.
Сборкой машины называются операции соединения деталей в сборочные единицы и узлы таким образом, чтобы после сборки они составили машину, годную к эксплуатации и отвечающую ее служебному назначению.
Для обеспечения технической исправности машин и оборудования нужно систематически следить за их техническим состоянием и обслуживать в соответствии с инструкциями по эксплуатации и ремонту. Кроме того, следует строго соблюдать сроки профилактических осмотров и планово-предупредительных ремонтов.
Различают следующие виды ремонта: технический осмотр, планово-предупредительный (текущий), средний и капитальный ремонт.
8.2. Место и условия ремонта
Место работы слесаря по ремонту находится при объекте, который подлежит ремонту (возле машины, оборудования, механизма и т. д.). Место работы слесаря по ремонту может быть постоянным или временным в зависимости от величины и места установки объекта ремонта, а также в зависимости от того, подвижный этот объект (может менять место установки с помощью собственных, приводящих его в движение средств) или неподвижный.
Место ремонта объекта оказывает значительное влияние на процесс и качество ремонта. При ремонте объекта, находящегося на открытом воздухе, подверженного воздействиям атмосферных явлений и пыли, а также при отсутствии вблизи объекта технической базы процесс ремонта должен быть организован таким образом, чтобы отрицательные факторы, связанные с местом ремонта, не влияли на его качество.
Желательно, чтобы место ремонта было постоянным. С этой целью на промышленных предприятиях строятся специальные ремонтные цехи и участки в производственных цехах, оснащенные соответствующим оборудованием и механизмами. Если размеры объекта, место его установки или цели, для которых он служит, не дают возможности проводить ремонт в закрытом помещении, следует специально подготовить место ремонта. В таких случаях рекомендуется использовать тенты, настилы, обогревательные устройства, подвижные тележки т. п.
В условиях мастерской или небольшого цеха место работы и объект готовят к ремонту руководители этих подразделений. Ремонт производится либо производственным персоналом, либо ремонтной бригадой.
В крупных цехах и на заводах подготовку к ремонту и ремонт могут осуществлять специализированные ремонтные организации или специализированные ремонтные службы завода и цеха. В случае ремонта оборудования специализированными ремонтными организациями предприятие или цех-заказчик обязаны провести полную подготовку места для ремонта и объекта, подлежащего ремонту, к его демонтажу, разборке и проведению ремонта. Они обязаны обеспечить ремонтной бригаде соответствующие условия для ремонта, снабдить подъемно-транспортными и вспомогательными средствами.
Аварийный ремонт может проводиться на месте постоянной установки или размещения объекта или (в зависимости от сложности ремонта) в условиях специализированного ремонтного участка, цеха или предприятия.
Расположение места аварийного ремонта зависит от степени сложности и необходимого срока ремонта, величины и сложности ремонтируемого объекта, от того, подвижный это объект или стационарный, от выполняемых ремонтируемым объектом функций, от наличия годных запасных деталей и узлов, вышедших из строя при аварии, от сложности заменяемых деталей, от условий и возможности доставки объекта к месту ремонта или ремонтной бригады на место расположения аварийного объекта, а также от расстояния, которое отделяет ремонтную базу или ремонтный участок от стационарного аварийного объекта.
Количество слесарей, занятых ремонтом объекта, зависит от вида и характера ремонта, его трудоемкости, а также от срока окончания ремонта.
Ремонтной бригадой руководит бригадир, а при ремонте больших объектов – мастер или начальник участка. Они отвечают за организацию и сроки проведения ремонтных работ, качество ремонта и безопасные условия труда подчиненного персонала.
Бригадир, независимо от его административно-технических обязанностей и руководства бригадой, должен непосредственно принимать участие в ремонте объекта. Он обязан досконально знать ремонтируемый объект, группу сложности ремонта, технические требования на детали и узлы, подлежащие ремонту или замене, должен осуществлять текущее наблюдение и техническое руководство всеми работами, должен принимать все необходимые решения по возникающим в процессе ремонта вопросам.
8.3. Оборудование, инструмент и приспособления
В зависимости от типа и вида машин и оборудования, а также от вида и характера ремонта используются соответствующий инструмент, приспособления и оборудование. Общим для любого вида ремонта является следующий инструмент: слесарный – молотки, постоянные и раздвижные ключи, зубила, напильники, ножовки, отвертки, выколотки, различного рода съемники, шаберы; универсальный мерительный – линейки, штангенциркули и др.; электрический и пневматический – дрели, гайковерты и др. При ремонте оборудования могут понадобиться паяльные лампы и инструмент для пайки. В ряде случаев может понадобиться оборудование для газовой или электрической сварки и резки, инструмент для клепки, приспособления для гибки, обжатия и развальцовки труб, а также вибрационные машинки для резки металла. Во всех случаях для работы слесарей-ремонтников необходимы верстаки с тисками.
При ремонте тяжелых и больших объектов применяются грузоподъемные средства (треноги с талями, лебедки, самоходные или стационарные краны, электро– или автопогрузчики, тележки или другие виды подъемно-транспортных средств).
К вспомогательным материалам, используемым при ремонте, относятся очищающие и моющие средства (керосин, щелочные растворы, моющие растворы и др.), масла, ветошь, древесина, асбест, бензин охлаждающие средства, хлорид цинка, краски, фетр, резина, присадочный материал для пайки, свинцовый сурик, смазки, кокс, уголь, вазелин, мел, соляная кислота и др.
Перед началом ремонта необходимо произвести наружный осмотр объекта и определить опасные места, произвести осмотр оборудования, проверить техническую исправность инструмента, приспособлений и оборудования. Места, угрожающие безопасности занятых ремонтом работников, следует обезопасить и обозначить так, чтобы они были хорошо заметны.
К обслуживанию подъемно-транспортных механизмов, кранов, сварочного и другого оборудования допускаются лица, имеющие необходимую квалификацию. Они должны быть хорошо обучены, знакомы с обслуживанием и эксплуатацией данного вида оборудования, а также должны иметь разрешение на выполнение этих видов работ.
8.4. Подготовка объекта к ремонту и демонтаж
Основанием и необходимым условием для выполнения ремонта является предварительно разработанный план осмотров и планово-предупредительных ремонтов. Основанием для ремонта может служить также преждевременная потеря объектом точности, мощности, скорости или других параметров, а также его аварийное состояние.
Аварийный ремонт производится в случае неожиданного выхода из строя машины или механизма и связанной с этим остановки производства. Перед началом ликвидации последствий аварии необходимо выяснить причину повреждения и оценить причиненный ущерб.
Перед сдачей объекта в ремонт следует подготовить ремонтную документацию. В этой документации указываются вид и характер ремонта, график ремонта, определяющий сроки начала и окончания ремонта, а также сроки этапов его проведения, спецификация деталей, подлежащих замене при ремонте объекта, спецификация покупных деталей и деталей, подлежащих изготовлению, спецификация необходимых вспомогательных материалов. В случае привлечения для ремонта сторонних организаций (электриков, сантехников и др.) с ними необходимо заключить соответствующий договор. Обязательным является составление сметы на ремонт с соответствующей калькуляцией.
Перед началом ремонта объект следует очистить от грязи, смазки, при необходимости – от старой краски (при ремонте кузовов автомобилей, вагонов, судов и т. д.). Подлежащие ремонту машины или механизмы, отправляемые для ремонта на специализированные ремонтные предприятия, должны быть освобождены от специальных видов оснащения, инструмента и вспомогательного оборудования, не подлежащих ремонту. Передача объекта для ремонта оформляется соответствующим приемно-сдаточным документом, в котором указывается вид необходимого ремонта и комплектность сдаваемого в ремонт оборудования.
Место ремонта объекта также необходимо очистить от грязи, металлического лома и стружки, ненужного материала и средств организации рабочего места (тумбочек, стеллажей, рольгангов и т. д.). Пол должен быть ровным и чистым, без следов смазки и масел. Подход или подъезд к месту ремонта должен быть свободным, а вокруг подлежащего ремонту объекта должна быть достаточная свободная площадь для свободного передвижения ремонтников и размещения снимаемых с объекта при демонтаже деталей и узлов. Помещение, где должен производиться ремонт, должно иметь достаточное освещение, как естественное, так и искусственными источниками (общее и местное – напряжением, соответственно, 220 и 24 В). При ремонтах крупных объектов на месте ремонта необходимо наличие аптечки или пункта оказания медицинской помощи травмированным при ремонте работникам, а также противопожарных средств (огнетушитель, ведро, топор, багор и др.).
При ремонте объекта на открытом воздухе кроме выше указанных мер должно быть предусмотрено устройство тента или перекрытия для защиты работающих от атмосферных осадков и действия прямых солнечных лучей; в зимний период должно быть предусмотрено временное утепление места ремонта.
Перед началом демонтажа (разборки) необходимо произвести наружный осмотр объекта ремонта или ознакомиться с ним по технической документации (чертежам, технических условиям и др.). После ознакомления с объектом ремонта приступают к его разборке. Разборку производят в соответствии с указанной в технической документации последовательностью. Сначала машина или механизм разбираются на отдельные сборочные единицы или узлы, которые, в свою очередь, разбираются на детали.
Для поддержания определенного порядка на рабочих местах при ремонте каждый слесарь-ремонтник должен иметь металлический ящик легкой конструкции или корзину, в которые при разборке в определенном порядке складываются детали. Это обеспечивает сохранность деталей, облегчает проверку их годности, предохраняет от возможных потерь.
Подшипники качения, зубчатые колеса и шкивы снимаются при помощи специальных съемников.
Детали машин или сборочные единицы и узлы неразъемных соединений разбираются с помощью зубила и молотка, сварочного оборудования, ножовки или путем расклепки деталей. Эти операции должны выполняться осторожно, чтобы не повредить поверхности деталей, которые в дальнейшем будут опять использованы.
Демонтаж и разборка деталей и сборочных единиц разъемных соединений выполняются с использованием разного рода ключей, выколоток, различного вида и конструкции съемников, а также других инструментов. Разборку винтовых соединений можно облегчить, смазывая резьбовые детали керосином, маслом или непродолжительное время нагревая гайки.
После разборки детали следует обезжирить и тщательно промыть. Для этой цели используют керосин, а также специальные щелочные или другие составы и химические растворы. Детали промывают в специальных бачках или ваннах; при этом используют кисти или сжатый воздух. В специализированных ремонтных цехах или на участках в ряде случаев применяются специальные моечные машины с подачей моющей жидкости под давлением. После промывки деталей в моющем растворе они должны быть повторно промыты в горячей воде и высушены в струе теплого воздуха.
Промывать детали следует в защитной одежде и очках, соблюдая необходимые меры безопасности.
Очищенную, промытую и высушенную деталь нужно проверить на соответствие требованиям чертежа. Проверка и оценка технического состояния детали покажет, может ли она вновь быть использована в машине. С этой целью следует произвести наружный осмотр детали, проверку ее размеров, а также установить, находятся ли действительные размеры поверхностей детали в пределах допусков, в которых данная деталь может работать. Проверка производится, как правило, с помощью универсального мерительного инструмента.
Основанием для замены детали во время ремонта является выход детали из строя в результате ее износа в процессе эксплуатации, конструктивных недостатков, отклонений в технологии ее изготовления, неправильного обслуживания при эксплуатации или в результате аварии. Если заменяемой детали нет на складе, то вышедшую из строя деталь можно изготовить заново или восстановить путем сварки, наплавки с последующей обработкой или перешлифовкой на ремонтный размер.
Новая деталь изготавливается на основании производственной документации. В случае изготовления детали на специализированном ремонтном предприятии это заказ на изготовление, рабочий чертеж и технические условия. На базе этих документов на ремонтном предприятии разрабатывается технологический процесс изготовления детали.
После получения новой детали перед ее установкой в машину необходимо проверить ее соответствие чертежу и техническим условиям по точности, шероховатости обработки, твердости и другим показателям. Проверка качества детали производится точным мерительным инструментом.
8.5. Организация ремонта
Организатором ремонта является механик мастерской или цеха. Ремонтной службой завода руководит главный механик завода, которому подчинен ремонтный цех или мастерская завода. Непосредственным организатором выполнения ремонтных операций является бригадир или мастер.
Организация ремонта основана на системе планово-предупредительных и капитальных ремонтов, постоянном контроле технического состояния оборудования, а также на твердых знаниях характеристик эксплуатируемого оборудования и технологии ремонтных работ.
Хорошая организация ремонта предусматривает тщательный подбор специалистов при формировании ремонтных бригад, подготовку и полное обеспечение бригад необходимым инструментом, приспособлениями и оборудованием, а также материалами и запасными частями к ремонтируемому оборудованию.
Сроки и качество ремонта зависят от квалификации и организаторских способностей руководителя ремонтных работ.
8.6. Сборка деталей и узлов
Различают сборку, основанную на полной взаимозаменяемости, частичной взаимозаменяемости, селективной подборке деталей, подгонке, а также сборке с регулировкой.
Непосредственно перед началом сборки следует еще раз произвести наружный осмотр всех деталей, входящих в сборочный комплект или узел. При этом необходимо убедиться, что детали соответствуют собираемому узлу или сборочной единице и могут быть установлены на соответствующие места. Перед самой сборкой они должны быть тщательно промыты и (при необходимости) покрыты тонким слоем смазки. Перед сборкой детали, определяющие внешний вид изделия, должны быть загрунтованы и подготовлены к окраске после сборки.
Последовательность сборки деталей и узлов должна быть обратной последовательности разборки. Сборка должна производиться согласно разработанным технологическим картам. Правильная подготовка деталей к сборке ускоряет сам процесс сборки и улучшает его качество.
Заклепочные и болтовые соединения должны обеспечивать надежное и плотное соединение собираемых деталей. Для этого следует использовать хорошо и правильно изготовленные детали (соединяемые детали, заклепки, болты, гайки, шайбы и т. д.), тщательно выполнять подготовительные и основные операции, использовать для выполнения этих операций соответствующий исправный инструмент.
В зависимости от условий работы детали, узла или сборочной единицы, гайки в резьбовых соединениях должны быть установлены на разрезные шайбы, зашплинтованы, законтрены, зафиксированы отгибающимся усиком шайбы или проволочной скруткой.
Оси и валы должны быть выполнены в соответствии с чертежами. Цапфы подшипников должны быть выполнены в соответствии с установленным допуском и величиной допустимой шероховатости, указанными на чертеже; не должно быть радиального и осевого люфта.
Смонтированные на валу подшипники качения не должны иметь люфта и трещин в обоймах. Должна быть выдержана соосность подшипников.
Подшипники скольжения должны быть выполнены и подогнаны шабрением таким образом, чтобы подшипник всей внутренней поверхностью прилегал к поверхности цапфы, а всей наружной поверхностью – к поверхности гнезда в корпусе. Отверстия и канавки для смазки нужно выполнять строго в соответствии с чертежом так, чтобы смазка надежно и постоянно поступала в подшипники.
Условием нормальной работы фрикционных и зубчатых механизмов привода является соосность валов и подшипников. Детали фрикционных механизмов при их сборке должны прилегать друг к другу всей обработанной поверхностью. Монтаж зубчатых цилиндрических колес нужно проводить так, чтобы обеспечивалось правильное зацепление зубьев колес. Правильность зацепления должна достигаться постоянством расстояния между осями валов, на которых смонтированы зубчатые колеса, строгой параллельностью осей и расположением валов и осей в одной плоскости.
Условием нормальной передачи вращательного движения от одного вала к другому является правильная сборка валов и полумуфт на выходных концах валов.
При сборке муфт сцепления цапфы валов должны быть плотно посажены в гнездах подшипников; при этом не должно быть биения. Валы должны быть соосны, а полумуфты должны быть уравновешены.
8.7. Операции после сборки
После сборки машины или механизма необходимо провести их осмотр с целью контроля правильности произведенной сборки, ликвидации замеченных недостатков, проверки наполнения маслом или смазкой силовых передач различных механизмов, удаления из собранной машины или механизма забытого инструмента, лишних деталей и вспомогательных материалов.
В процессе ремонта объекта его наружные поверхности или отдельные детали могут утратить товарный вид, может снизиться их сопротивляемость коррозии. Для защиты отремонтированной машины или механизма от коррозии и придания им товарного вида после ремонта и испытания их окрашивают, а детали, не подлежащие окраске, подвергают специальной обработке для придания им коррозионной стойкости.
После осмотра и проверки готовности машины или механизма к работе следует приступить к проверке объекта на холостом ходу, соблюдая при этом правила охраны труда и безопасности.
После проверки машины или механизма на холостом ходу производят повторный осмотр как всей машины, так и ее отдельных узлов и наиболее ответственных деталей. Выявленные при осмотре дефекты должны быть устранены.
В процессе работы машины или механизма на холостом ходу в течение определенного времени (различного для разных машин и механизмов) некоторые дефекты технического состояния или эксплуатационных качеств отремонтированной машины могут быть не выявлены. Поэтому после проверки работы на холостом ходу производится испытание машины под нагрузкой в рабочем режиме. Нагрузку увеличивают постепенно до предельно возможной в эксплуатационных условиях.
Отремонтированную машину (механизм), показавшую в процессе испытания под нагрузкой эксплуатационную исправность и соответствие техническим требованиям, передают заказчику. При передаче составляется акт испытания и передачи, в котором указываются полученные технические данные, отмечаются обнаруженные и неустра-ненные дефекты, а также рекомендации по эксплуатации.
Заказчику выдается также гарантийный талон (обязательство). Для потребителя гарантийный талон или обязательство является документом, подтверждающим, что отремонтированный объект или его отдельные узлы и детали не выйдут из строя в течение гарантийного срока при нормальной эксплуатации и техническом обслуживании объекта в процессе его работы. Если в этот срок отремонтированный объект, его деталь или узел выйдут из строя, или если в течение гарантийного срока будут меняться технические характеристики объекта (точность, скорость и т. д.), мастерская или предприятие, производившие ремонт, обязаны безвозмездно устранить выявленные неисправности своими силами.
По окончании ремонта рабочее место должно быть приведено в порядок. Весь металлический лом, отходы должны быть рассортированы и убраны с территории участка. Очищенный и законсервированный инструмент, приспособления и оборудование, оставшиеся древесину, моющие средства, масла и смазки необходимо сдать на соответствующие склады.
Если ремонт производился на территории заказчика, приведенное в порядок место ремонта сдается заказчику.
Источник