Цель книги —дать основные сведения по технологии ремонтных работ и о применяемых для этой цели материалах. Кроме того, в книге даются элементарные сведения по теории обмоток, а также сведения о способах обнаружения неисправностей электрических машин и влиянии их на рабочие свойства и поведение машины в эксплуатации. Такой состав материала способствует расширению кругозора ремонтного персонала и тем самым сознательному, творческому подходу к выполняемой работе. Для дальнейшего углубления знаний может быть использована литература, приведенная в конце книги. В связи с ограниченным объемом в книге не затрагиваются вопросы организации ремонтных цехов и восстановления обмоточных проводов. Литература по этим вопросам также указана в списке в конце книги.
ВВЕДЕНИЕ Лучшим способом обеспечения производительной безаварийной работы электрических машин является организация системы планово-предупредительного ремонта (ППР) машин, включающая ряд мероприятий, проводимых по заранее составленному графику. К числу этих мероприятий относятся: осмотры, текущие и капитальные ремонты. Такая система позволяет предупредить действие естественного износа деталей машины и обеспечить тем самым наибольший возможный срок службы. Изучение общих закономерностей износа в различных условиях, эксплуатации позволяет установить сроки проведения ремонтных работ. Объем ремонта (в особенности капитального) определяется на основании тщательной проверки состояния электрической машины. Только при тщательной проверке можно правильно наметить ремонтные работы, обеспечивающие безаварийную эксплуатацию. Такая проверка в особенности необходима в том случае, если ремонт является внеплановым и вызван какой-либо неисправностью (ненормальностью) в работе электрической машины.
СОДЕРЖАНИЕ: Глава первая. Разборка и сборка электрических машин. 1-1. Разборка машин средней мощности. 1-2. Разборка крупных машин. 1-3. Сборка машин после ремонта. Глава вторая. Основные сведения об изоляции и обмоточных проводах. 2-1. Общие сведения. 2-2. Обмоточные провода. 2-3. Лакоткани. 2-4. Электрокартон. Пленкоэлектрокартон. 2-5. Ленты. 2-6. Миканиты. Глава третья. Ремонт статорных обмоток машин переменного тока. 3-1. Число пар полюсов. Шаг витка. 3-2. Число фаз обмотки. Трехфазная обмотка. 3-3. Число пазов на полюс—фазу. Полюсная группа. 3-4. Соединение полюсных групп. 3-5. Обмотки с дробным числом пазов на полюс—фазу. 3-6. Конструкция обмоток. 3-7. Составление схемы обмоток. 3-8. Соединение фаз обмотки. 3-9. Обмотки многоскоростных асинхронных двигателей с короткозамкнутым ротором. 3-10. Обмотки однофазных асинхронных двигателей. 3-11. Расчет числа витков и сечения проводников. 3-12. Неисправности обмоток и их выявление. 3-13. Способы выполнения обмоток. 3-14. Всыпная обмотка. 3-15. Протяжная обмотка. 3-16. Шаблонная обмотка. Глава четвертая. Ремонт якорных и роторных обмоток. Ремонт обмоток возбуждения. 4-1. Обмотки якорей. 4-2. Выявление неисправностей обмотки. 4-3. Изготовление якорных секций. 4-4. Разметка якоря. 4-5. Укладка секций в пазы. 4-6 Пайка обмоток, коллекторов, бандажей. 4-7. Ремонт роторных обмоток. 4-8. Ремонт бандажей. 4-9. Ремонт обмоток возбуждения. Глава пятая. Сушка и пропитка обмоток. 5-1. Нормы на сопротивление изоляции машин. 5-2. Сушка горячим воздухом. 5-3. Сушка током. 5-4. Температура сушки. 5-5. Контроль и время сушки. 5-6. Пропитка обмоток. 5-7. Лаки. 5-8. Режимы сушки и пропитки. 5-9. Сушильные печи. 5-10. Компаундировка и вакуум-сушка. Глава шестая. Ремонт коллекторов и щеткодержателей. 6-1. Коммутация. 6-2. Конструкция коллектора. 6-3. Изготовление пластин. 6-4. Сборка пластин. 6-5. Сборка коллектора. 6-6. Изоляционные конусы. 6-7. Неисправности коллекторов и виды ремонта. 6-8. Ремонт кольцевого коллектора (контактных колец). 6-9. Ремонт щеткодержателей. Глава седьмая. Ремонт механических частей. 7-1. Ремонт сердечников статора и ротора. 7-2. Ремонт вала. 7-3. Ремонт станин и подшипниковых щитов. 7-4. Ремонт подшипников скольжения. 7-5. Ремонт подшипников качения. 7-6. Балансировка роторов. Глава восьмая. Испытание электрических машин. 8-1. Виды испытаний. 8-2. Проверка сопротивления изоляции. 8-3. Измерение сопротивления обмоток. 8-4. Проверка правильности маркировки выводных концов. 8-5. Определение коэффициента трансформации. 8-6. Опыт холостого хода. 8-7. Испытание на повышенную скорость вращения. 8-8. Испытание изоляции между витками обмоток. 8-9. Опыт короткого замыкания. 8-10. Испытание на нагревание. 8-11. Испытание электрической прочности изоляции. 8-12. Испытание деталей. 8-13. Ориентировочное определение номинальных данных асинхронного двигателя. Приложения.
При текущем ремонте электрических машин выполняют следующие работы: проверку степени нагрева корпуса и подшипников, равномерности воздушного зазора между статором и ротором, отсутствия ненормальных шумов в работе электродвигателя; чистку и обдувку электродвигателя без его разборки, подтяжку контактных соединений у клеммных щитков и присоединении проводов, зачистку колец и коллекторов, регулирование и крепление траверсы щеткодержателя, восстановление изоляции у выводных концов, смену электрощеток; смену и долив масла в подшипники. При необходимости производят: полную разборку электродвигателя с устранением повреждений отдельных мест обмотки без ее замены; промывку узлов и деталей электродвигателя; замену неисправных пазовых клиньев и изоляционных втулок, мойку, пропитку и сушку обмотки электродвигателя, покрытие обмотки покрывным лаком, проверку крепления вентилятора и его ремонт, проточку шеек вала ротора и ремонт беличьей клетки (в для подшипников с принудительной смазкой (0,05 + 0,08) Дш, где Дш — диаметр шейки вала.
Для создания более благоприятных условий образования масляного клина рекомендуют у разъемных подшипников делать боковые зазоры В = а. В этом случае подшипники растачивают на диаметр Д + 2а с применением прокладок толщиной а.
Допустимая разница воздушных зазоров электрических машин не должна превышать значений, указанных в заводских инструкциях, а если таких данных нет, то зазоры должны отличаться на величину не больше, чем указано ниже для машин: асинхронных — на 10 %; синхронных тихоходных — на 10 %; синхронных быстроходных — на 5 %; постоянного тока с петлевой обмоткой и зазором под главными полюсами более 3 мм — 5 %; постоянного тока с волновой обмоткой и зазором под главными полюсами более 3 мм — на 10 %; а также якорем и дополнительными полюсами — на 5 %. Разбег — осевая игра вала машины в подшипниках скольжения в одну сторону от центрального положения ротора не должен превышать 0,5 мм для машин напряжением до 10 кВт, 0,75 мм — для машин 10—20 кВт, 1,0 мм — для машин 30—70 кВт, 1,5 мм — для машин 70—100 кВт. Суммарный двусторонний разбег вала не должен превышать 2—3 мм. Зазоры в подшипниках качения
Осевая игра в однорядных шарикоподшипниках, мм» для серии
Радиальный зазор, мм
в новых однорядных шарикоподшипниках
в новых роликоподшипниках
наибольший допустимый при износе подшипников
В контрольно-дефектационные операции после разборки электромашин входят: внешний осмотр и обмер всех изнашиваемых поверхностей деталей; окончательное заключение о состоянии деталей в результате осмотра, проверок и испытаний. Результаты дефектации записывают в ремонтную карту, на основании которой технолог или мастер заполняет операционную карту и назначает вид ремонта. Дефектные детали и узлы ремонтируют способами, указанными ниже.
Технология ремонта узлов и деталей электрических машин. Конструкция коллектора.
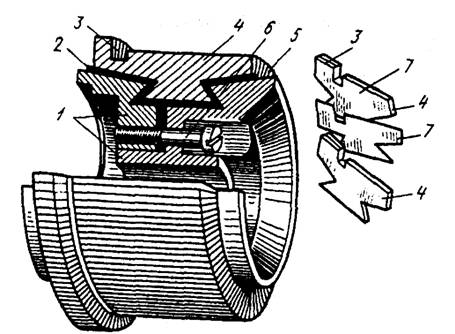
Дня большинства электрических машин применяют конструкцию коллектора, показанную на рис. 6. Коллектор машины должен быть очищен от грязи и смазки. Изоляция коллектора должна быть продорожена, с граней коллекторных пластин сняты фаски. Коллектор, имеющий неровности до 0,2 мм, должен быть отполирован, 0,2—0,5 мм — прошлифован, более 0,5 мм — проточен. Биение коллектора у машин (проверенное по индикатору) не должно превышать 0,02 мм для коллекторов диаметром до 250 мм и 0,03—0,04 мм для коллекторов диаметром 300-600 мм.
Ремонт коллекторов.
Сведения о возможных неисправностях, причинах их возникновения и способах ремонта коллекторов приведены в табл. Рис. 6. Устройство коллектора: 1 — стальной корпус; изоляция; 3 — петушки; 4 — пластина коллекторная; 5— шайба конусная натяжная; 6— винт стопорный; 7— прокладка миканитовая Рис. 7. Формовка коллектора на токарном станке
Неисправность коллектора
Неисправность
Искрение. Круговой огонь
Биение. Выступание пластин
Плохая сборка. Некачественный миканит
Выступание изоляции между пластинами
Износ пластин. Ослабление коллектора
Продороживание. Подтягивание. Обточка
Выступание пластин на краю коллектора
Предельная обточка. Слишком тонкие пластины
Замена комплекта пластин и межламельной изоляции
Обломана часть петушков (в шлице)
Неосторожная выбивка концов обмотки из шлица
Разборка. Ремонт или за мена пластин
Замыкание между пластинами
Заусенцы на поверхности. Прогар миканитной изоляции из-за попадания масла и медно-угольной пыли
Осмотр. Расчистка. Глубокая прочистка между пластинами. Промывание спиртом. Замазывание пастой
Замыкание внутри кол лектора
Замыкание на корпус
Пробой, прогар изоляционных конусов
Разборка, ремонт или за мена коллектора с формовкой на станке (рис. 7)
Ремонт контактных колец.
Комплект контактных колец показан на рис. 8. Незначительные повреждения поверхности контактных колец (подгары, биение, неравномерная выработка) устраняют зачисткой и полировкой без демонтажа колец. При больших повреждениях поверхностей кольца снимают и протачивают с уменьшением их толщины не более чем на 20 %. Пробой изоляции на корпус, а также предельный износ колец вызывают необходимость их замены. Замены целесообразно производить только в крупных ЭРЦ, где на каждый вид контактных колец составляют типовой технологический процесс разборки, изготовления, сборки и испытания с обеспечением соответствующими приспособлениями и оборудованием.
Ремонт сердечников.
Сердечники (активная сталь) одновременно служат магнитопроводом и остовом для размещения и укрепления обмотки. При ремонте и замене обмотки необходимо проверить сердечники и устранить обнаруженные дефекты. Основные неисправности сердечников статора и ротора, их причины, а также способы устранения приведены в табл. Неисправности сердечников статора и ротора
Неисправность
Выпадение вентиляционных распорок Ослабление стяжных болтов Отлом и выпадение отдельных зубцов
Ремонт распорок Подтянуть болты Забить и укрепить клинья
Распушение зуб цов
Слабые крайние листы или нажимные шайбы
Подпрессовка. Усилие крайних листов
Заусенцы. Зашлифованные места. Механические повреждения поверхности сердечников
Порча изоляции стяжных болтов
Пробой изоляции обмотки на сталь
Неправильная сборка или монтаж машины. Механические повреждения
Рис. 8. Кольца контактные в сборе: 1 — втулка; 2 — электрокартон; 3 — кольцо контактное; 4 — изоляция шпилек; 5 — шпильки контактные (выводы от колец)
Условия для безыскровой коммутации.
Если плотность тока, приходящаяся на единицу поверхности соприкосновения щетки с коллектором в каком-либо месте становится слишком большой, щетки искрят. Искрение разрушает щетки и поверхность коллектора. Надежный контакт между щеткой и коллектором обеспечивает гладкая зеркальная поверхность коллектора (без выступов, вмятин, подгаров, без эксцентриситета или биения). Механизм подъема щеток должен быть исправным. На одной машине нельзя применять щетки разных марок. Они должны быть установлены строго на нейтрали. Расстояние между щетками по окружности коллектора должны быть равными. Отклонения в расстояниях между сбегающими концами щеток не должны превышать 1,5 % для машин мощностью до 100 кВт. От обоймы до поверхности коллектора расстояние должно быть 2—4 мм. При наклонном расположении щеток острый угол щетки должен быть набегающим. Допустимые отклонения обойм щеткодержателя от номинального размера в осевом направлении — 0—0,15 мм; в тангенциальном направлении, при ширине щеток менее 16 мм —0—0,12 мм; при ширине щеток более 16 мм — 0—0,14 мм. Допустимые отклонения размеров щеток от номинальных размеров обоймы щеткодержателя могут быть только со знаком минус. Величины допустимых отклонений: в осевом направлении от — 0,2 до — 0,35 мм; в тангенциальном направлении (при ширине щеток до 16 мм) от — 0,08 до — 0,18 мм; в тангенциальном направлении (при ширине щеток более 15 мм) от — 0,17 до — 0,21 мм. Рис. 9. Формы валов электромашины: а — машин постоянного тока; б, в — асинхронных двигателей
Зазор щеток в обойме не должен превышать в осевом направлении — 0,2 -г- 0,5 мм; в тангенциальном направлении (при ширине щеток до 16 мм) 0,06 * 0,3 мм; в тангенциальном направлении (при ширине щеток более 16 мм) 0,07 + — 0,35 мм. Рабочая (контактная) поверхность щеток должна быть отшлифована до зеркального блеска. Удельное нажатие различных марок щеток должно находиться в пределах 0,15—4 МН/м 2 и приниматься по каталогам. Отклонение в величине удельного нажатия между отдельными щетками одного стержня допускается на ± 10 %. Для двигателей, подвергающихся толчкам и сотрясениям (крановые и др.), удельное нажатие допускается повышать на 50—75