- Ремонт червячных передач
- Техническое обслуживание и способы восстановления червячных передач. Типовые дефекты и методы устранения
- Ремонт червячных передач
- Технология ремонта червячного редуктора
- Назначение, устройство, принцип действия червячного редуктора с верхним расположением червяка. Химический состав и свойства стали 20Х. Измерительные инструменты, применяемые при ремонте. Техника безопасности при ремонте технологического оборудования.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Ремонт червячных передач
Червяк представляет собой вал с зубьями в виде винтовой линии. По числу винтовых линий червяки бывают однозаходными, двухзаходными, трехзаходными и т. д. Передаточное число червячной пары равно отношению числа заходов червяка к числу зубьев червячного колеса. При полном обороте однозаходного червяка колесо повернется на один зуб, двухзаходного – на два зуба и т. д.
Зубья на червячном колесе имеют эвольвентный профиль и расположены на цилиндрической поверхности колеса под углом, соответствующим углу подъема винтовой линии червяка. Вследствие непрерывного скольжения зубьев червяка по поверхности зубьев колеса червячная передача работает на истирание, требует лучшей смазки и быстрее изнашивается, чем зубчатая.
При ремонте червячную пару очищают от смазки, осматривают и исправляют мелкие дефекты, зачищают заусенцы на зубьях червяка и колеса, проверяют износ зубьев. Зубья червячного колеса изнашиваются быстрее зубьев червяка, поэтому в нереверсивных передачах часто переворачивают колесо на валу, заставляя зубья работать неизношенным профилем. При значительном износе червячную пару заменяют. Если заменяют только червяк или червячное колесо, новую пару прирабатывают.
Червячные передачи требуют точной сборки, при которой контролируют радиальные и боковые зазоры, отклонения межосевого расстояния, перекос осей и смещение червяка относительно среднего сечения колеса. Радиальные и боковые зазоры в зацеплении проверяют так же, как и в зубчатой передаче. По радиальному зазору определяют высоту расположения червяка над червячным колесом, т. е. межосевое расстояние, нарушение которого вызывает повышенный износ червяка и зубьев червячного колеса. Смещение оси червяка относительно среднего сечения колеса устанавливают отвесом или линейками (рис. 3.7, а). Вертикальная ось червяка должна совпадать со средним сечением колеса, что определяется равенством расстояний т.
Схема проверки межосевого расстояния показана на рис. 3.7, б. При правильной сборке расстояния п между осями червяка и червячного колеса с обеих сторон должны быть равны.
Контакт зубьев собранной червячной пары проверяют по отпечаткам краски, определяя характер и размер пятен касания. На рабочую поверхность витка червяка наносят тонкий слой краски, а затем поворачивают червяк, притормаживая колесо, если оно еще не сцеплено с валом механизма. Правильная форма отпечатка краски на зубьях червячного колеса показана на рис. 3,7, в. Размер отпечатка должен составлять 50–60 % высоты и 35–75 % длины зуба (в зависимости от точности изготовления пары). Если размер пятна недостаточен, червячную пару обкатывают. Смещение отпечатка от среднего положения указывает на неправильную сборку.
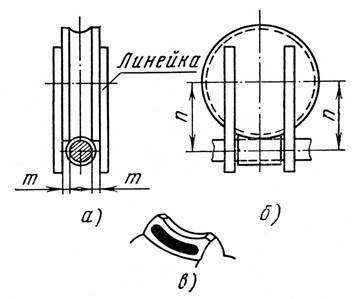
Рис. 3.7. Проверка сборки червячной пары по совпадению осей (а), межосевому расстоянию (б)и отпечаткам краски (в)
Вал червяка вместе с насаженными на него подшипниками качения должен иметь свободу для осевых перемещений. В зависимости от конструкции редуктора свобода для осевых перемещений предусматривается в одном подшипнике или в обоих. Осевые перемещения указаны на чертеже. При установке червяка в подшипниках скольжения свобода для осевых перемещений обеспечивается зазором между буртами вала и галтелями вкладышей.
Источник
Техническое обслуживание и способы восстановления червячных передач. Типовые дефекты и методы устранения




![]()
![]()
Ремонт червячных передач
Так как червячные передачи используют как правило для передачи большого момента, основным видом поломок данного типа передач является износ. Изношенный червяк или червячное колесо как правило подлежит замене. При сборной конструкции колеса — выпрессовывают зубчатый венец и напрессовывают кольцо, на котором нарезают зубья. При износе зубьев лишь с одной стороны колесо переворачивают другой стороной. Способы устранения других дефектов рассмотрены в предыдущем разделе.
1)Наплавка боковых поверхностей зубьев;
2)Замена одного или нескольких зубьев новыми;
3)Замена целиком зубчатого венца (установка бондажа).
Технические, требования к ремонту и сборке червячных передач:
1. Степень точности передачи по всем нормам точности, а также вид сопряжения должны соответствовать назначению передачи. Для кинематических передач предусмотрены 3 — 6-я, а для силовых передач 5 — 9-я степени точности.
2. Рабочий профиль зубьев колеса и витков червяка не должен иметь царапин, раковин, трещин и других дефектов.
3. Предельные отклонения элементов червячных передач регламентированы ГОСТ 3675—81.
4. Отклонение межосевого расстояния не должно превышать допускаемых величин приведенных в справочных таблицах. Схемы контроля межосевого расстояния червячной передачи представлены на схеме.
5. Отклонение межосевого угла, выражающееся линейной величиной на ширине зубчатого венца червячного колеса, не должно превышать допускаемого.
6. Радиальное биение червяка и червячного колеса не должно превышать допускаемого
7. Гарантированный зазор в зацеплении должен соответствовать выбранному виду сопряжения.
8. Средняя плоскость червячного колеса должна совпадать с осевой плоскостью червяка. Допускаемое несовпадение плоскостей приведено в справочных таблицах.
Схема контроля положения червячного колеса относительно червяка представлена на схеме. При сборке передачи совпадение средней плоскости червячного колеса с осевой плоскостью червяка проверяют «по краске», для чего на рабочие поверхности витков червяка наносят тонкий слой краски и наблюдают перенос ее на зубья колеса. Смещением колеса вдоль оси неподвижного вала или вместе с ним добиваются центрального расположения пятна контакта на зубе колеса. Размеры пятна контакта и допускаемые отклонения следующие:
9. Средняя плоскость червяка должна совпадать с осевой плоскостью колеса, что особенно важно для глобоидных червячных передач. Схема контроля расположения червяка относительно осевой плоскости колеса представлена на рисунке. При сборке необходимую точность положения червяка получают за счет установки соответствующих компенсаторных прокладок под опору, воспринимающую осевое усилие червяка.
В червячной передаче основная форма износа — истирание витков червяка и зубьев червячного колеса, причем червяк изнашивается значительно быстрее. Ремонт червячных передач осуществляется поворачиванием червяка и червячного колеса, сдвиганием червяка вдоль оси, заменой элементов передачи. Поворачивание червяка и червячного колеса применяют для нереверсивных передач в случаях, когда конструкция передачи допускает его. Сдвигание червяка вдоль оси основано на том, что в работающем червяке витки изнашиваются неравномерно. Наибольшему износу подвергаются витки, расположенные вблизи осевой плоскости колеса. Учитывая это вводят в зацепление другие витки путем смещения червяка.
У червячных колес, изготовленных из цветных сплавов, с целью экономии сплавов и снижения стоимости ремонта можно протачивать ступицу под новый зубчатый венец. После напрессовывания новый зубчатый венец закрепляют винтами, протачивают и нарезают зубья. Замена элементов передачи наиболее распространенный способ ремонта червячных передач. В червячных передачах с закаленным червяком заменяют обычно венец червячного колеса, а в передачах с незакаленным червяком заменяют по мере надобности и венец колеса, и червяк. В зависимости от назначения передач зубчатые колеса проходят термическую обработку и упрочнение. Из существующих способов поверхностного упрочнения рабочих поверхностей зубьев зубчатых колес можно отметить поверхностную закалку т. в. ч. и кислородно-ацетиленовым пламенем.

Характерными дефектами зубчатых и червячных передач являются интенсивное изнашивание, выкрашивание или излом зубьев. Причиной повышения скорости изнашивания зубьев может быть недостаток смазки или применение несоответствующего сорта масла. В этом случае следует заменить масло и улучшить доступ его на смазываемые поверхности. При выкрашивании или изломе хотя бы одного зуба поврежденную шестерню необходимо заменить.
Источник
Ремонт червячных передач
Червяк представляет собой вал с зубьями в виде винтовой линии. По числу винтовых линий червяки бывают однозаходными, двухзаходными, трехзаходными и т. д. Передаточное число червячной пары равно отношению числа заходов червяка к числу зубьев червячного колеса. При полном обороте однозаходного червяка колесо повернется на один зуб, двухзаходного – на два зуба и т. д.
Зубья на червячном колесе имеют эвольвентный профиль и расположены на цилиндрической поверхности колеса под углом, соответствующим углу подъема винтовой линии червяка. Вследствие непрерывного скольжения зубьев червяка по поверхности зубьев колеса червячная передача работает на истирание, требует лучшей смазки и быстрее изнашивается, чем зубчатая.
При ремонте червячную пару очищают от смазки, осматривают и исправляют мелкие дефекты, зачищают заусенцы на зубьях червяка и колеса, проверяют износ зубьев. Зубья червячного колеса изнашиваются быстрее зубьев червяка, поэтому в нереверсивных передачах часто переворачивают колесо на валу, заставляя зубья работать неизношенным профилем. При значительном износе червячную пару заменяют. Если заменяют только червяк или червячное колесо, новую пару прирабатывают.
Червячные передачи требуют точной сборки, при которой контролируют радиальные и боковые зазоры, отклонения межосевого расстояния, перекос осей и смещение червяка относительно среднего сечения колеса. Радиальные и боковые зазоры в зацеплении проверяют так же, как и в зубчатой передаче. По радиальному зазору определяют высоту расположения червяка над червячным колесом, т. е. межосевое расстояние, нарушение которого вызывает повышенный износ червяка и зубьев червячного колеса. Смещение оси червяка относительно среднего сечения колеса устанавливают отвесом или линейками (рис. 3.7, а). Вертикальная ось червяка должна совпадать со средним сечением колеса, что определяется равенством расстояний т.
Схема проверки межосевого расстояния показана на рис. 3.7, б. При правильной сборке расстояния п между осями червяка и червячного колеса с обеих сторон должны быть равны.
Контакт зубьев собранной червячной пары проверяют по отпечаткам краски, определяя характер и размер пятен касания. На рабочую поверхность витка червяка наносят тонкий слой краски, а затем поворачивают червяк, притормаживая колесо, если оно еще не сцеплено с валом механизма. Правильная форма отпечатка краски на зубьях червячного колеса показана на рис. 3,7, в. Размер отпечатка должен составлять 50–60 % высоты и 35–75 % длины зуба (в зависимости от точности изготовления пары). Если размер пятна недостаточен, червячную пару обкатывают. Смещение отпечатка от среднего положения указывает на неправильную сборку.
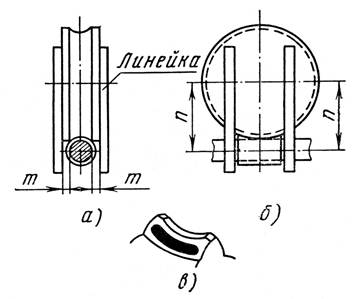
Рис. 3.7. Проверка сборки червячной пары по совпадению осей (а), межосевому расстоянию (б)и отпечаткам краски (в)
Вал червяка вместе с насаженными на него подшипниками качения должен иметь свободу для осевых перемещений. В зависимости от конструкции редуктора свобода для осевых перемещений предусматривается в одном подшипнике или в обоих. Осевые перемещения указаны на чертеже. При установке червяка в подшипниках скольжения свобода для осевых перемещений обеспечивается зазором между буртами вала и галтелями вкладышей.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
Технология ремонта червячного редуктора
Назначение, устройство, принцип действия червячного редуктора с верхним расположением червяка. Химический состав и свойства стали 20Х. Измерительные инструменты, применяемые при ремонте. Техника безопасности при ремонте технологического оборудования.
| Рубрика | Производство и технологии |
| Вид | дипломная работа |
| Язык | украинский |
| Дата добавления | 28.04.2013 |
| Размер файла | 1,1 M |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru
1.1 Назначение, устройство, принцип действия
1.2 Химический состав и свойства стали 20Х
1.3 Измерительные инструменты, применяемые при ремонте
2.1 Технология ремонта оборудования
2.2 Техника безопасности на территории предприятия и при ремонте технологического оборудования
Размещено на http://www.allbest.ru
Внедрение в промышленность, строительство и сельское хозяйство новой техники требует высокой квалификации рабочих, способных освоить и полностью использовать все виды технического оснащения. Становясь физически более легким, труд постепенно начинает приобретать все более творческий характер, требует обширных знаний. Например, чтобы успешно осуществлять регулирование, ремонта, наладку и подкладку сложного оборудования, нужно хорошо знать его конструкцию; чтобы осмыслить характер протекания каких-либо процессов, необходимо иметь знания в области механики, электроники и др.Современный рабочий должен знать принципы действия автоматических систем, чтобы управлять ими, а также уметь производить расчеты, разбираться в чертежах и другой технической документации. Профессиональные учебные заведения являются основной школой подготовки для народного хозяйства высококвалифицированных рабочих. Среди рабочих профессий профессия слесаря является одной из самых распространенных. В основу подготовки рабочих-слесарей наряду с теоретическим обучением положено участие в производительном труде. На уроках производственного обучения в учебных мастерских, а затем во время производственной практики на предприятиях учащиеся приобретают навыки и умения выполнять работы по специальности, а на уроках по теории они изучают теоретические основы техники и технологии выполнения работы, предусмотренных квалификационными характеристиками, оборудование,приспособления,инструменты,применяемые при выполнении этих работ, материаловедение, черчение, предмет >,экономику производства, безопасность труда, техническую эстетик, а также овладевают основами правовых знаний.
1.1 Назначение, устройство, принцип действия
На рис. 1.1.1 показан червячный редуктор с верхним расположением червяка, он предназначен для передачи вращающего момента между двумя перекрещивающимся под углом 90* валами.
Редуктор рассчитан на передачу мощности Р1=15 кВт, при частоте вращения червячного вала п1=1450мин, передаточном числе и=16 межосевом расстоянии а=160 мм.
Корпус редуктора литой чугунный с рёбрами, увеличивающими теплоизлучение, необходимое для охлаждения червячной пары. В червячных редукторах большие осевые усилия на валах, поэтому подшипники применены радиально-упорные.
Червячное колесо в целях экономии дорогостоящей бронзы сделано составным: венец — из бронзы, ступица- из чугуна. Для подъёма редуктора в корпусе предусматривают устройство для захвата канатом или тросом. Для подъёма крышки ввёрнуты специальные грузовые винты, так называемые рым-болты. Размеры грузовых винтов подбирают в зависимости от массы редуктора. Редуктор является широко распространённым механизмом, используемым в приводах современных машин. Будучи сравнительно по конституции, редуктор тем не менее требует при проектировании определённых навыков, является базовой моделью для развития первоначального конструкторского мышления в процессе обучения конструированию.
Рисунок 1.1.1 Червячный редуктор.
1.2 Химический состав и свойства стали 20Х
Механические свойства стали 20 Х .
Технологические свойства стали 20 Х.
1.3 Измерительные инструменты, применяемые при ремонте
Рис. 1.3.1. Штангенциркуль ШЩ — 1
Штангенциркуль ШЦ-1 применяют для измерения наружных и внутренних поверхностей, диаметров и глубины отверстий и выточек. Основной частью штангенциркуля (рис, 1.3.1) является штанга 1 с миллиметровыми делениями, на одном конце которой имеются неподвижные измерительные губки А я Б, а на другом — линейка 5 для измерения глубины. По штанге передвигается рамка 2 с губками В и Г. Рамку при измерении закрепляют на штанге винтом 4. На скошенной грани рамки нанесена шкала (нониус). Нижние губки служат для измерения наружных размеров детали, верхние — для внутренних размеров. Шкала нониуса длиной 19 мм разделена на 10 равных частей, каждое деление нониуса равно 19 : 10 = 1,9 мм, т. е. короче расстояния между двумя делениями, нанесенными на шкале штанги, на 0,1 мм. Рамка 2 после перемещения фиксируется в нужном положении пластинчатой пружиной 3. При сомкнутых губках начальные деления нониуса совпадают с нулевым штрихом шкалы штанги, и последний, десятый, штрих нониуса — с девятнадцатым штрихом шкалы.
Штангенциркуль ЩЦ — 2
Рисунок 1.3.2 штангенциркуль с точностью отчета по нониусу 0,05 мм ( а ) и отсчет по нониусу штангенциркуля ( б ) :
1 — штанга; 2 — хомутик; 8, 5 — стопорные плиты; 4 — рамка; 6, 9 — подвижные измерительные губки; 7, 8 — неподвижные измерительные губки; 10 — нониус; 11 — гайка; 12 — микрометрический винт.
На рисунке , а показан штангенциркуль типа ШЦ-2,который состоит из штанги 1 с неподвижными измерительными губками 7 и 8 и рамки 4 — с подвижными измерительными губками 6 и 9.На штанге нанесена основная шкала штангенциркуля с делениями через 1 мм, а на рамке, которая может перемещаться вдоль штанги, закреплен нониус 10.
Наружные размеры измеряются при помощи обеих пар губок. Но, кроме того, верхние губки 6 и 7 заострены и могут быть использованы для разметочных работ.
Для измерения внутренних размеров на концах нижних губок 8 и 9 штангенциркуля имеются уступы с цилиндрическими измерительными поверхностями. Губки имеют суммарную толщину 9 или 10 мм ( размер маркируется на губках ).Таким образом, измеряемый размер равен величине отсчета штангенциркуля плюс толщина губок.
Штангенциркуль имеет микрометрическое устройство, позволяющее точно регулировать перемещение рамки с подвижной губкой, и быстро устанавливать заданный размер.
Микрометрическое устройство состоит из хомутика 2,микрометрического винта 12,одним концом скрепленного с рамкой 4,стопорного винта 3 и гайки 11,помещенной в прорези хомутика 2.При зажатом стопорном винте 3 и вращении гайки 11 рамка плавно перемещается вдоль штанги.
Шкала нониуса 10 закреплена на подвижной рамке 4 штангенциркуля. Шкала нониуса имеет длину 39 мм и разделена на 20 равных частей, следовательно, каждое деление нониуса, составляющее 39:20=1,95 мм, короче каждый двух делений, нанесенных на шкале штанги на 0,05 мм ( 2,0 — 1,95 ) ( см.рис. 68,б ).
Для удобства отсчета результатов измерения на нониусе, через каждые пять делений последовательно нанесены числа 25;50;75 и 1.Первое от нуля деление нониуса, совпавшее с каким — либо делением шкалы на штанге, показывает 0,05 мм, второе — 0,10 мм, третье 0,15 мм, четвертое 0,20 мм и т.д.
Отсчет размеров производиться следующим образом. Предположим, что нулевое деление нониуса не совпадает с делением основной шкалы. Оно находиться между 20 и 21 — м делениями основной шкалы, а 11 — е деление шкалы нониуса совпало с делением основной шкалы. Тогда действительный размер будет состоять из 20 мм целых и 11х0,05=0,55 мм, т.е. будет равна 20+(11х0,05)=20,55 мм.
Чтобы избежать ошибок при измерении, необходимо при отсчете размера смотреть на шкалу под прямым углом. Иногда на шкалу смотрят под разными углами, что приводит к значительным погрешностям.
2.1 Технология ремонта червячных передач редуктора
В червячных передачах наибольшему износу подвергается зубчатое зацепление, при этом витки червяка, как правило, изнашиваются значительно больше, чем зубья червячного колеса. В связи с этим при ремонте изготовляют новый червяк, который сцепляют с ним в паре колесом. Однако в точных передачах заменяют новыми и червяк, и колесо.
Ремонт зубчатых передач. В сборочных единицах строительных машин часто применяют открытые передачи, в которых зубчатые колеса и звездочки испытывают большие нагрузки и не защищены от действия влаги и пыли. Это является причиной сравнительно быстрого износа зубчатых колес. Кроме того, используют закрытые зубчатые передачи в виде отдельных сборочных единиц: редукторов, коробок передач и др.
При работе передач в подобных условиях возникают в зацеплении дополнительные динамические нагрузки, вызываемые деформациями зубчатых колес и валов, а также опор и корпусов вследствие неизбежных неисправностей изготовления и монтажа. Помимо того, передачи могут работать со значительными знакопеременными кратковременными перегрузками.
При ремонте строительных машин на местах их использования зубчатые колеса с изношенными зубьями, как правило, не восстанавливают, а заменяют новыми.
Для замены зубчатых колес в закрытых передачах часто требуется демонтаж с полной разборкой сборочной единицы.
Зубчатые колеса относятся к категории дорогостоящих деталей. Поэтому на ремонтных базах, не оснащенных необходимым оборудованием для изготовления колес, возможно восстановление наплавкой изношенных зубьев, напрессовкой зубчатых венцов, вдавливанием и другими способами.
Способ восстановления зубчатых колес выбирают в зависимости от характера неисправности, материала, класса точности и производственных возможностей ремонтного предприятия.
Поступающие в ремонт зубчатые колеса могут иметь следующие неисправности: изнашивание рабочей поверхности зубьев; выкрашивание и поломка зубьев; образование трещин, задиров, вмятин и раковин; износ посадочных мест зубчатых колес и шпоночных пазов; нарушение правильного положения зубчатых колес и дефекты сборки.
Степень износа зубьев определяют зубомером. Для этого по чертежу находят необходимую глубину замера и на этой глубине — размер зуба с помощью штангензубомера. Сравнивая полученный результат с номинальным размером (размер по чертежу), определяют величину износа.
Зубчатые передачи считаются непригодными для эксплуатации, если величина их износа превысила предельно допустимое значение, которое устанавливается для каждой передачи техническими условиями на ремонт данной машины. Для большинства строительных машин небольшой износ зубьев открытых зубчатых передач, не вызывающий уменьшения толщины зуба по делительной окружности более чем на 10…12%, не вызывает необходимости особых способов ремонта. В этих случаях разрешается зачистка зубьев от заусенцев без проведения других восстановительных операций.
Изношенная зубчатая передача может быть отремонтирована: наплавкой отдельных зубьев, сплошной наплавкой всего обода, методом деформации, методом ремонтных размеров и слесарно-механическими способами.
Зубья шестерен после обычной наварки зачищают и наплавляют тонким слоем твердого сплава сормайт. Размер зубьев после механической обработки перед наплавкой должен быть меньше номинального на величину до 1,5 мм. Наплавка зубьев производится в ванне с водой.
Для наплавки боковых поверхностей зубьев шестерню устанавливают в ванне и наплавку начинают со второго зуба от поверхности воды. Пламенем газовой горелки наплавляемый зуб разогревают, после чего прутком сормайта наносят флюс-буру и наплавляют зуб до требуемого размера. После этого шестерню поворачивают так, чтобы наплавленный зуб не касался поверхности воды, и наплавляют следующий (третий) зуб. После того, как наплавленный второй зуб охладится (до темно-вишневого цвета), его погружают в воду для закалки.
Таким же способом производится наплавка зубьев мартенситовым чугуном. Отремонтированные зубья после этого обрабатывают абразивным кругом с зернистостью 36…46. Профиль обработанных зубьев проверяется специальными шаблонами.
Износ и выкрашивание торцов зубьев шестерни из сталей марок 40Х и 45Х устраняют, наплавляя газовой горелкой в нейтральном пламени проволоку из стали марки 40Х. Наплавку можно производить также электродуговой сваркой, используя проволоку клапанной пружины со специальными обмазками.
Наварку сталинитом сильно изношенных зубьев необходимо вести методом комбинированного слоя. Слой шихты сталинита при этом насыпают в месте наварки и расплавляют металлическим электродом или же применяют металлические стержни с обмазкой сталинита.
Рис. 2.1.1 Наплавление зубьев
При сборке зубчатых колес следует исходить из предусмотренных стандартами норм точности: кинематической, контакта зубьев и гарантированного зазора.
Для нормальной работы зубчатых колес должны быть соблюдены два основных условия: линия касания зубьев должна находиться на начальной окружности обоих колес; переход от одного зуба к другому должен быть плавным, без толчков и рывков. Зазор между зубьями имеет большое значение для правильной работы зубчатых колес. При сборке цилиндрических шестерен величину бокового зазора между зубьями измеряют щупом или прокаткой свинцовой пластинки, пропускаемой между зубьями, которая после этого измеряется. Замер величины бокового зазора производят между тремя парами сопряженных зубьев в трех местах под углом 120° и принимают наибольший зазор.
Нормальный боковой зазор между зубьями шестеренчатых передач выбирается по техническим условиям на сборку. Для строительных машин боковой зазор находится в пределах 0,06.. .0,1 модуля. Радиальный зазор должен быть не менее 0,16…0,20 модуля.
Ремонт цепных передач. Цепные передачи могут терять работоспособность по следующим причинам:
1. Износ шарниров цепи, вследствие чего цепь удлиняется и нарушается правильность ее зацепления со звездочками.
2. Усталостные явления в пластинах цепи, вызывающие разрушение проушин.
3. Выкрашивание и раскалывание роликов, появляющиеся обычно при скоростях и>20 м/с.
4. Ослабление запрессовки в пластинах валиков и втулок.
5. Износ зубьев звездочек.
Звездочки цепных передач имеют профиль зубьев, соответствующий типу цепи. Профилирование зубьев звездочек производится в соответствии с ГОСТом. Для изготовления звездочек используются углеродистые и легированные стали, стальное и чугунное литье, пластмассы.
У звездочек цепных передач износ затрагивает, главным образом, вершины зубьев Изношенные зубья звездочек восстанавливаются наплавкой специальными электродами или комбинированным слоем. Последний способ заключается в том, что изношенное место сначала наплавляется металлическим электродом, затем твердым сплавом, и так чередование слоев производится до заполнения места износа Наплавка ведется через 3…4 зуба, что создает более равномерный нагрев детали и предотвращает ее коробление. При наплавке специальными электродами применяют трубчатые электроды диаметром 6 мм, заплавляя зазор между медным шаблоном и зубом Перед наплавкой каждого последующего слоя необходимо тщательно очищать шлак.
После наплавки зубья обрабатываются на фрезерных, долбежных или строгальных станках.
Сборка цепной передачи состоит в установке и закреплении звездочек на валах, надевании цепи и регулировании. Установку звездочек на валах при обычном креплении с помощью шпонок осуществляют так же, как и установку зубчатых колес. После закрепления звездочки на валу ее следует проверить на радиальное и торцовое биение. Для правильной работы цепной передачи оси звездочек должны быть параллельны. Положение звездочек проверяют по уровню, путем промера межцентровых расстояний, прикладыванием стальной линейки к торцам звездочек и замером зазора щупом. При больших межосевых расстояниях параллельность осей валов проверяют по шнуру. Допустимая величина перекоса зависит от диаметра звездочки, ее устанавливают для каждого механизма в отдельности.
Рис. 2.1.2. Восстановление зубьев звездочки: а — профиль изношенного зуба; б — наплавка металлическим электродом; в — наплавка комбинированными слоями.
Допустимые величины смещения звездочек зависят от расстояния между осями валов и от типа передач.
Цепные передачи должны иметь такое натяжение, при котором стрела провисания нерабочей части при полностью натянутой рабочей ветви равнялась бы величине расстояния между центрами, умноженной на коэффициент провисания.
Для замера стрелы провисания по касательной к звездочкам прикладывают линейку или протягивают шнур. Стрелу провисания замеряют масштабной линейкой.
Неправильное натяжение ускоряет износ и сокращает срок службы цепей.
Рис. 2.1.3. Наплавка зубьев звездочки: 1 — медный шаблон; 2— зазор между шаблоном и зубом, заплавляемый при наплавке трубчатыми электродами.
Ремонт ременных передач. В ременных передачах, работающих на принципе использования трения, применяется гибкая связь (ремень) между ведущими и ведомыми звеньями (шкивами) передачи. В ременных передачах используются прорезиненные, хлопчатобумажные, шерстяные и кожаные ремни.
Наибольшее распространение для строительных машин имеют тканевые прорезиненные ремни.
а) чугунными литыми (например, чугун СЧ15-32) при скоростях v до 30 м/с;
б) стальными литыми (например, сталь 25 л) или сварными при скоростях v до 60 м/с;
в) из легких сплавов для снижения массы и инерционных нагрузок, особенно при больших скоростях; г) из пластмасс для снижения массы и инерционных нагрузок, повышения технологичности и пр.
Конструкция шкивов проста. Стандартом рекомендуются только диаметры и размеры обода шкива. В остальном конструкция может быть разнообразной. Для высоких скоростей шкивы балансируют. С этой целью часто обтачивают все поверхности шкива (в том числе и нерабочие).
ремонт червячный редуктор
При эксплуатации ременных передач с течением времени возникают следующие дефекты: вытягивание и пробуксовывание ремня; сход ремня в сторону вплоть до спадания со шкивов; разрыв ремня; износ подшипников и валов; дефекты сборки и регулировки.
В клиноременных передачах используются в основном сплошные бесконечные прорезиненные (преимущественно кордтканевые) ремни трапецеидального профиля. В качестве корда используют также стальные канатики и полиамидное волокно. При разрыве клиновых ремней их заменяют новыми.
В плоскоременных передачах разрыв ремня наблюдается чаще всего в месте соединения его концов. Концы соединяют (склейкой, металлическими соединителями и сшивкой). Иногда при ремонте обнаруживаются трещины в ободе и спицах чугунных шкивов. Обычно такие шкивы заменяют новыми. Износ и смятие стенок шпоночных канавок шкивов восстанавливают сваркой или слесарно-механическими способами.
2.2 Техника безопасности на территории предприятия и на рабочем месте
Перед началом работы необходимо : привести в порядок спецодежду и правильно надеть ее ; обшлага рукавов и полы куртки застегнуть ; волосы убрать под плотно облегающий головной убор ; лишние предметы убрать с рабочего места ; проверить исправность инструмента, приспособлений , отражений и специальных устройств ; отрегулировать местное освещение таким образом , чтобы рабочее место было хорошо освещено и свет не падал в глаза.
При выполнение ремонтных работ ручным инструментом следует убедиться в его исправности слесарные молотки и кувалды должны быть надежно насажены на ручку и закреплены стальными завершенными клиньями ; зубила, Крей смесили, просечки не должны иметь косых и сбитых затылков, трещин и заусенцев, а их боковые грани — острых ребер; гаечные ключи должны соответствовать размерам гаек и головок болтов и не иметь трещин и забоин.
При выполнение ремонтных работ с применением пневматического инструмента также требуется соблюдение определенных правил безопасности : запрещается работать на приставленных лестницах ; при смене инструмента вентиль воздухопровода должен быть закрыт ; запрещается перекручивать или зажимать шланг для прекращения доступа воздуха .
При выполнение работ на сверлильных станках правила безопасности следующие : необходимо пользоваться имеющимся на станке ограждениями ; на многошпиндельных станках должно быть предусмотрено устройство для пуска и выключения шпинделя.
При выполнение ремонтных работ на заточном станке возможны травмы от отлетающим мелких частиц металла и абразивов , а также контроль за состоянием станка , абразивного круга и оградительных устройств , которые должны отвечать ряду требований.
Тема моей письменной экзаменационной работы >
Он предназначен для передачи вращающего момента между двумя перекрещивающимся под углом 90* валами.
Редуктор рассчитан на передачу мощности Р1=15 кВт, при частоте вращения червячного вала п1=1450мин, передаточном числе и=16 межосевом расстоянии а=160 мм.
Корпус редуктора литой чугунный с рёбрами, увеличивающими теплоизлучение, необходимое для охлаждения червячной пары. В червячных редукторах большие осевые усилия на валах, поэтому подшипники применены радиально-упорные.
Червячное колесо в целях экономии дорогостоящей бронзы сделано составным: венец — из бронзы, ступица- из чугуна. Для подъёма редуктора в корпусе предусматривают устройство для захвата канатом или тросом. Для подъёма крышки ввёрнуты специальные грузовые винты, так называемые рым-болты. Размеры грузовых винтов подбирают в зависимости от массы редуктора. Редуктор `является широко распространённым механизмом, используемым в приводах современных машин. Будучи сравнительно по конституции, редуктор тем не менее требует при проектировании определённых навыков, является базовой моделью для развития первоначального конструкторского мышления в процессе обучения конструированию.
В своей работе я рассмотрел химический состав и свойства стали 20 Х.
Источник