РЕМОНТ БОРОН, ДИСКОВЫХ ЛУЩИЛЬНИКОВ И КОЛЬЧАТЫХ КАТКОВ.
ü Изношенные и изогнутые зубья борон восстанавливают оттяжкой и правкой с нагревом кузнечным способом при разнице в их длине не более 10 мм.
ü Рабочую часть зуба закаливают, нагревая до 820 . 840 °С и охлаждают в воде при температуре 30. 35°С.
ü При сборке бороны зубья устанавливают ребром по ходу, а зубья из полосовой стали — узкой гранью по ходу.
ü Затупившиеся диски лущильников и борон затачивают на установке для заточки дисковых ножей (Рис. 74.3 ), на приспособлении к абразивно-шлифовальному станку или протачивают резцом на токарном станке.
ü Протачивают диски с выпуклой стороны резцом с пластинкой из твердого сплава Т15К6, создавая угол заточки 37° при толщине лезвия диска 0,3 . 0,5 мм.
ü Квадратное отверстие в дисках при износах скругляется и около него появляются трещины.
ü Восстанавливают отверстие электросваркой с последующей обработкой или приваривают на диск накладку с нормальным размером отверстия.
ü На время сварки на диск следует накладывать мокрый асбест или раствор глины.
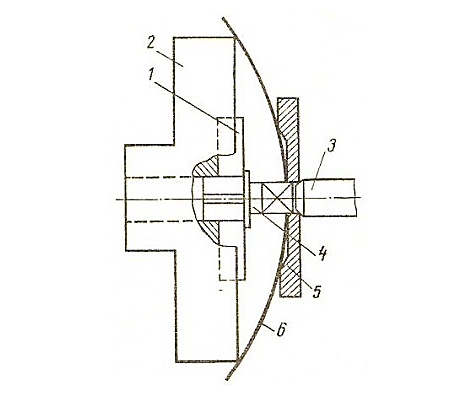
Рис. 74.3. Схема установки диска бороны на токарном станке:
1) — Кулачок патрона; 2) — Патрон;
3) — Центр задней бабки станка; 4) — Оправка
5) — Прижимной диск; 6) — Диск бороны.
Для уменьшения износа отверстий и смятия граней валов на каждую батарею лущильника или дисковой бороны ставят компенсирующую упругую шайбу.
В собранном подшипниковом комплекте батарей втулка должна прокручиваться рычагом длиной 330 мм с усилием не более 40 Н. Осевой зазор в подшипниках допускается не более 0,5 мм.
*В собранном дисковом орудии при проверке на контрольной плите просвет дисков и их осевое биение по диаметру допускается не более 4 мм.
Чистики устанавливают на расстоянии 2 . 4 мм от дисков.
Основные неисправности кольчато-шпоровых катков ЗККШ-6— износ и поломка шпор, дисков и кронштейнов из чугуна, износ валов, торцов ступицы дисков и подшипников.
ü Износ торцов ступицы дисков до 8 мм компенсируют постановкой шайб с таким расчетом, чтобы зазор между шпорами соседних дисков был не менее 4 мм.
ü Чугунные детали с трещинами заваривают порошковой проволокой ПАНЧ-И электросваркой или горячей газовой сваркой чугунными прутками.
РЕМОНТ КУЛЬТИВАТОРОВ.
Основные возможные дефекты у культиваторов: износ, приводящий к затуплению лезвий рабочих органов (стрельчатых, рыхлительных и окучников); износы втулок, осей колес, сальников, резьб на деталях; перекос и скручивание деталей рамы; перекос грядилей; износы деталей механизмов подъема рабочих органов и управления колесами, соединительного шарнира и др.
Большинство рабочих органов культиваторов (кроме рыхлительных лап) изготавливают самозатачивающимися, наплавленными твердыми сплавами с тыльной стороны, и восстановлению они не подлежат.
ü Рыхлительные лапы затачивают сверху до толщины режущих кромок не более 1 мм.
ü Стрельчатые лапы можно восстановить постановкой сменных лезвий на потайных заклепках или приваркой накладки на носок.
ü После постановки сменную лапу нагревают до 820 °С и закаливают в воде.
ü Лапы из стали 70Г закаливают в масле.
ü Накладку изготовляют из выбракованных сегментов жаток и косилок или из дисков сошников сеялок.
ü После приварки на выступающую часть накладки с тыльной стороны наплавляют газовой сваркой слой сормайта № 1 толщиной 0,7 . 1,0 мм, затем зачищают наплывы и затачивают лезвие.
ü На ремонтных предприятиях лапы культиватора КРХ-4 восстанавливают по следующей технологии:
ü правка с нагревом;
ü газопламенная обрезка изношенной части;
ü приварка пластины из стали 65Г и газопламенное напыление с нижней стороны лапы износостойкого материала — металлического порошка ПГ-12Н-3 для обеспечения эффекта самозатачивания.
ü Стойки лап при отклонении от плоскостности правят в нагретом состоянии.
ü Потайные головки крепления лап к стойкам должны утопать до 1,0 мм.
* Стойки закрепляют так, чтобы носки лап при проверке на плите не имели зазора более 1 мм, а кромки лезвия — 3 мм. Носок стрельчатой лапы может быть смещен от вертикальной оси симметрии грядиля на ±3 мм.

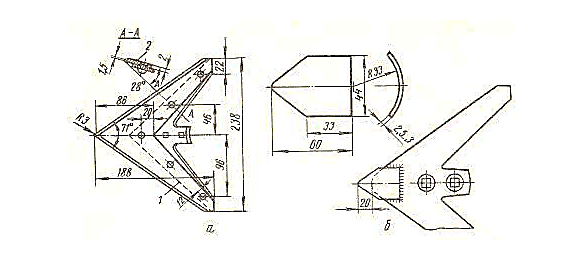
Рис. 74.4 . Восстановление лап культиватора.
а) — Постановкой сменных лезвий:
1) — Выровненное лезвие:
б) — Приваркой накладки на носок.
На контрольной плите проверяют перпендикулярность уголков стойки прицепа и осей грядилей прицепных культиваторов к брусу рамы.
* Отклонение допускается не более 5 мм в крайних точка.
Для установки колес и рабочих органов на требуемую глубину обработки под колеса культиватора ставят деревянные прокладки, толщина которых на 20 . 30 мм (погружение колес в почву) меньше требуемой глубины обработки почвы.
При этом раму культиватора ставят параллельно плоскости контрольной плиты, а задние концы держателей рабочих органов и грядилей располагают на одинаковой высоте от нее.
*Зазор от плиты до носка лап рабочих органов, не регулируемых в вертикальном направлении, для стрельчатых лап не должен превышать 7 мм, для рыхлительных — 20 мм. Сжатая пружина на всех штангах культиватора должна быть одинаковой длины.

Последнее изменение этой страницы: 2019-03-20; Просмотров: 494; Нарушение авторского права страницы
Источник
Ремонт борон, дисковых лущильников и кольчатых катков.
Ремонт почвообрабатывающих машин
Ремонт плуга
У корпусов плугов возможны следующие неисправности и износы: затупляется лезвие лемеха, с тыльной стороны появляется фаска, закругляется носок, лемех сужается по ширине. Часты случаи поломок лемеха и выкашивание его рабочей части в результате ударов о корни и камни при вспашке скоростных плугов при изнашивании груды отвала изменяется форма полевого обреза, скругляется его кромка, истирается Рабочая поверхность и обламывается носок, у крыла

истирается рабочая поверхность. Полевая доска и пятна изнашиваются со стороны борозды и снизу.
Лезвие лемеха при затуплении затачиваются рабочей стороны до толщины
Лемеха а-самозачищающийся; б-составной сварной; 1-полоса;2-спинка
1…1,5 мм при ширине фаски 5…7 мм и угле заточки 25…40°. После износа до ширины менее 108мм (проверяют шаблоном) лемех восстанавливают кузнечной оттяжкой до нормального профиля (с отклонением по ширине не более 5 мм, а по длине не более 10 мм) за счет металла тыльной стороны (магазина). Оттяжку лемеха можно проводить не более четырех раз. Для оттяжки лемех нагревают в печах или на кузнечном горне до температуры 900. 1200 °С по всей длине и оттягивают на пневматическом молоте. Поверхность оттянутого лемеха должна быть ровной, без трещин. Отклонение его спинки от плоскостности допускается не более 2 мм, лезвия (выпуклость на рабочей поверхности) — до 4 мм. После оттяжки лемех затачивают с лицевой стороны, затем нагревают до 700. 820 °С и закаливают по всей длине на ширину 20. 45 мм в соленой воде при температуре 40 °С (время 5. 6 с) со стороны лезвия до твердости 444. 650 НВ. Затем подвергают отпуску при нагреве до 350 °С с охлаждением на воздухе. Более эффективна изотермическая закалка, когда лемех нагревают до температуры 880. 920 °С и охлаждают лезвие до 350 °С в течение 3,0. 3,5 с в подогретой до 30. 40 °С 10%-ной соленой воде. После этого его охлаждают на воздухе. Для повышения износоустойчивости лезвие лемеха делают самозатачивающимся наплавляя его тыльную сторону твердым сплавом. Перед наплавкой у лемеха оттягивают полосу шириной 25. 30 мм со стороны лезвия и участок шириной 55. 65 мм у носка долотообразного лемеха. Толщина слоя наплавки должна быть 1,4-2,0 мм. Наплавку ведут на установке ТВЧ сплавом сормайт № 1, ацетиленокислородным пламенем прутком 0 6 мм из сормайта № 1, электродами марки Т-590 и порошковыми проволоками. При износе до ширины менее 92 мм лемех восстанавливают приваркой полосы, делая его также самозатачивающимся. В глубокорыхлителях, плоскорезах и других орудиях для безотвальной вспашки изнашиваются: передние грани стоек, носок лапы, поверхности и кромки лап. Передние грани стоек и носки лап можно восстановить наплавкой твердыми сплавами (сормайт № 1, Т-540, Т-590 и др.) с последующей заточкой. Поверхности лезвий лап восстанавливают так же, как лапы культиваторов.
Ремонт отвалов
Форму изношенной рабочей поверхности отвала проверяют шаблоном. Отклонение от шаблона допустимо не более 6 мм. При обломе носка груди отвал можно восстановить. Для этого обломанную часть изготовляют из старого отвала, по шаблону, подгоняют по месту стыка и приваривают электросваркой с тыльной стороны к изношенному отвалу. Перед приваркой заготовку обрабатывают термически до получения твердости НКС 62. 50. Для отвода теплоты при сварке участки рядом со швом обмазывают раствором глины с асбестом, под швом ставят подкладку из красной меди толщиной 5 мм, а под подкладку укладывают ветошь, смоченную водой. После приварки шов зачищают. При износах полевого обреза отвала его наплавляют последовательным наложением. валиков электродами марки Т-590 и затачивают под углом 45. 50° к рабочей поверхности.
Ремонт полевых досок
При небольших износах полевые доски восстанавливают твердой наплавкой с последующей заточкой или используют неизношенную сторону доски, переворачивая ее. Для этого в ней изготовляют отверстия и закаливают.
Ремонт дисковых ножей.
Смятие лезвия ножа допускается не более чем в трех местах глубиной до 1,5. 2,0 мм и длиной до 15 мм. Коробление диска допускается не более 3 мм. Покоробленные диски правят на плите в холодном состоянии. Затачивают их до толщины лезвия 0,5 мм на установке ОР-6112 для заточки дисковых ножей и на приспособлениях к токарному станку резцами с пластинами из твердых сплавов Т15К6 и др. Осевое и радиальное биение диска допускается не более 3 мм.
Контроль сборки. Плуг после ремонта в агрегате с трактором устанавливают для проверки на контрольную стенд-площадку Ее делают на железобетонном основании 1 Со сменной (для разных тракторов) колеей из швеллеров 2 С упорами 3 Для трактора и контрольной плиты с трафаретом 4, На котором размечено положение рабочих органов, опор колес и других контрольных точек плуга. На стенде-площадке проверяют комплектность плуга, правильность установки его рабочих органов, жесткость крепления деталей и другие параметры. При рабочем положении в правильно собранном плуге лезвия лемехов, концы полевых досок, пятка задней полевой доски, бороздное и заднее колеса должны лежать в одной плоскости. Отклонения от параллельности полевых обрезов отвалов и лемехов допускаются только в сторону борозды, но не более10 мм. Носки и пятки корпусов должны лежать на одной прямой с отклонением не более ±5 мм. Расстояние между внутренней кромкой бороздного колеса и пяткой лемеха первого корпуса допускается 50 ± 5 мм. Смещение заднего колеса от прямой, проходящей через полевую кромку лемеха последнего корпуса, допускается не более 5 мм. Плоскость диска заднего колеса должна иметь наклон 6. 10° от вертикали в сторону вспахиваемого поля. Просвет между пяткой лемеха или задним обрезом полевой доски и плоскостью контрольной плиты допускается до 10 мм. Расположение носка лемеха выше пятки или полевой доски не допускается. Отвал и лемех должны плотно прилегать один к другому, а лемех выступать над поверхностью отвала в месте стыка не более чем на 1 мм. Не допускается выступание поверхности и полевой кромки отвала над поверхностью и кромкой лемеха. Винтовые механизмы плуга должны свободно проворачиваться, если к штурвалу приложено усилие не более 150. 200 Н. Технология ремонта навесных и прицепных плугов аналогична. Отремонтированные плуги на время длительного хранения красят-, а их рабочие поверхности покрывают антикоррозионным составом.
Ремонт борон, дисковых лущильников и кольчатых катков.
Изношенные и изогнутые зубья борон восстанавливают оттяжкой и правкой с нагревом кузнечным способом при разнице в их длине не более 10 мм. Рабочую часть зуба закаливают, нагревая до 820. 840 °С и охлаждают в воде при температуре 30. 35°С. При сборке бороны зубья устанавливают ребром по ходу, а зубья из полосовой стали — узкой гранью по ходу. Затупившиеся диски лущильников и борон затачивают на установке для заточки дисковых ножей, на приспособлении к абразивно-шлифовальному станку или протачивают резцом на токарном станке. Протачивают диски с выпуклой стороны резцом с пластинкой из твердого сплава Т15К6, создавая угол заточки 37° при толщине лезвия диска 0,3. 0,5 мм. Квадратное отверстие в дисках при износах скругляется и около него появляются трещины. Восстанавливают отверстие электросваркой с последующей обработкой или приваривают на диск накладку с нормальным размером отверстия. На время сварки на диск следует накладывать мокрый асбест или раствор глины. Для уменьшения износа отверстий и смятия граней валов на каждую батарею лущильника или дисковой бороны ставят компенсирующую упругую шайбу. В собранном подшипниковом комплекте батарей втулка должна прокручиваться рычагом длиной 330 мм с усилием не более 40 Н. Осевой зазор в подшипниках допускается не более 0,5 мм. В собранном дисковом орудии при проверке на контрольной плите просвет дисков и их осевое биение по диаметру допускается не более 4 мм. Чистики устанавливают на расстоянии 2. 4 мм от дисков. Основные неисправности кольчато-шпоровых катков ЗККШ-6— износ и поломка шпор, дисков и кронштейнов из чугуна, износ валов, торцов ступицы дисков и подшипников.
Износ торцов ступицы дисков до 8 мм компенсируют постановкой шайб с таким расчетом, чтобы зазор между шпорами соседних дисков был не менее 4 мм. Чугунные детали с трещинами заваривают порошковой проволокой ПАНЧ-И электросваркой или горячей газовой сваркой чугунными прутками.
Ремонт культиваторов.
Основные возможные дефекты у культиваторов: износ, приводящий к затуплению лезвий рабочих органов (стрельчатых, рыхлительных и окучников); износы втулок, осей колес, сальников, резьб на деталях; перекос и скручивание деталей рамы; перекос грядилей; износы деталей механизмов подъема рабочих органов и управления колесами, соединительного шарнира и др. Большинство рабочих органов культиваторов (кроме рыхлительных лап) изготавливают самозатачивающимися, наплавленными твердыми сплавами с тыльной стороны, и восстановлению они не подлежат. Рыхлительные лапы затачивают сверху до толщины режущих кромок не более 1 мм. Стрельчатые лапы можно восстановить постановкой сменных лезвий на потайных заклепках или приваркой накладки на носок. После постановки сменную лапу нагревают до 820 °С изакаливают в воде. Лапы из стали 70Г закаливают в масле. Накладку изготовляют из выбракованных сегментов жаток и косилок или из дисков сошников сеялок. После приварки на выступающую часть накладки с тыльной стороны наплавляют газовой сваркой слой сормайта № 1 толщиной 0,7. 1,0 мм, затем зачищают наплывы и затачивают лезвие. На ремонтных предприятиях лапы культиватора КРХ-4 восстанавливают по следующей технологии: правка с нагревом; газопламенная обрезка изношенной части; приварка пластины из стали 65Г и газопламенное напыление с нижней стороны лапы износостойкого материала — металлического порошка ПГ-12Н-3 для обеспечения эффекта самозатачивания. Стойки лап при отклонении от плоскостности правят в нагретом состоянии. Потайные головки крепления лап к стойкам должны утопать до 1,0 мм. Стойки закрепляют так, чтобы носки лап при проверке на плите не имели зазора более 1 мм, а кромки лезвия — 3 мм. Носок стрельчатой лапы может быть смещен от вертикальной оси симметрии грядиля на ±3 мм. На контрольной плите проверяют перпендикулярность уголков стойки прицепа и осей грядилей прицепных культиваторов к брусу рамы. Отклонение допускается не более 5 мм в крайних точка. Для установки колес и рабочих органов на требуемую глубину обработки под колеса культиватора ставят деревянные прокладки, толщина которых на 20. 30 мм (погружение колес в почву) меньше требуемой глубины обработки почвы. При этом раму культиватора ставят параллельно плоскости контрольной плиты, а задние концы держателей рабочих органов и грядилей располагают на одинаковой высоте от нее. Зазор от плиты до носка лап рабочих органов, не регулируемых в вертикальном направлении, для стрельчатых лап не должен превышать 7 мм, для рыхлительных — 20 мм. Сжатая пружина на всех штангах культиватора должна быть одинаковой длины.
К основным дефектам катушечных высевающих аппаратов относятся: износ накладки, розетки и боковины, прогиб вала, выкраивание рифов (ребер) катушек. Катушки с изношенными ребрами заменяют. При износе накладки 2 (рис. 160) аппарат разбирают, срубая или срезая заклепки, накладку заменяют. Накладку восстанавливают наплавкой в среде углекислого газа и обрабатывают до толщины 2,5 мм. Так же можно восстановить розетку и боковину 1 Аппарата при их толщине не менее 1 мм или изготовить их штамповкой из листовой стали толщиной 2 . 3 мм. Катушка и муфты должны легко перемещаться рычагом регулятора высева, а валы свободно вращаться. Зазоры между розеткой и катушкой, муфтой и отверстием корпуса допускаются не более 1 мм.
Высевающие Аппараты Сеялок СЗ-3,6, СЗГ-3,6, СЗЛ-3,6. Просвет между краем клапана и ребрами катушки в верхнем положении клапана составляет 6…8 мм, в среднем — 12 . 15, в нижнем — 18 . 21 мм. Зазор между клапаном и соприкасающимися с ним стенками коробки не должен превышать 1 мм.
Высевающие аппараты сеялок СЗУ-3,6, СЗТ-3,6. Просвет между нижним порогом и ребрами катушки в рабочем положении должен составлять 7 . 8 мм со стороны розетки и 13 . 14 мм со стороны муфты. Неравномерность высева отдельными высевающими аппаратами не должна превышать ±5% при прокручивании на стенде в течение 10 мин при частоте вращения ходовых колес 20 мин1.
Высевающие Аппараты Сеялок СКНК-6 и СКНК-8. Износы в соединениях показаны на рисунке 161. Сильно изнашиваются также рабочие поверхности зуба-отражателя и зуба-выталкивателя. При зазоре более 1,2 мм между кронштейном и шестерней и опорными поверхностями дна и диска внутренние поверхности восстанавливают постановкой втулки или выстиланием ленты, а наружные — постановкой кольца. Шестерни выбраковывают при износе зубьев до заострения. Изношенные оси зуба-отражателя и зуба-выталкивателя заменяют, изготавливая их из проволоки, а дефектные поверхности этих деталей восстанавливают газовой наплавкой чугуном или электродом ЦЧ-4 и обрабатывают абразивным кругом. У высевного диска вследствие трения о дно высевающего аппарата заостряются кромки отверстий, что может привести к дроблению семян. Кромки высевных отверстий притупляют напильником до закругления радиусом 1,5 мм
Картофелесажалки. Возможны следующие дефекты: износ поверхности крыльев сошника, погнутость дна и трещины сварных швов, износ осей ротора, погнутость и разрывы лопастей, отламывание их от ступиц, износ нижней передней части сошника.
Ремонт сошников
При изгибе грядили выправляют на наковальне, предварительно разогрев до температуры 900…950 °С. Стенки сошников со сквозным износом наплавляют электродами Т-590, Т-620. Носок сошника при износе на 8 . 10 мм оттягивают кузнечным способом и наплавляют сормайтом № 1. При этом носок нагревают до 1000 °С и наплавляют на его рабочую поверхность газовым пламенем слой сормайта толщиной 1 мм и шириной 15…20 мм. После этого на обдирочно-шлифовальном станке затачивают с тыльной стороны переднюю кромку лезвия под углом 25…30° до толщины 1 ± 0,2 мм.
Сошники со сквозными износами восстанавливают приваркой накладки толщиной 4 мм из отходов рессорной стали, старыхлемехов, дисков. Накладку приваривают внахлестку электродом типа Э42.
Измятые лопасти ротора рихтуют, разрывы и места отрывов лопастей от ступицы заваривают газовой сваркой стальными прутками. Отверстия в ступице ротора при зазоре более 1,0 мм развертывают под ось увеличенного диаметра.
Спирально-ленточные семяпроводы. Дефекты— смятые, растянутые и поломанные витки. Их правят на конусной стальной оправке деревянным молотком. Растянутые семяпроводы сжимают до нормальной длины, фиксируют ее с помощью проволочных крючков, нагревают до 850 °С, затем в вертикальном положении опускают на 1 . 2 с в воду, подогретую до 50 °С, и проводят само пуск охлаждением на воздухе до 200…230 °С и далее в воде. При растягивании семяпроводов усилием до 40 Н не должно быть остаточной деформации витков. Дефектные семяпроводы из прорезиненной ткани заменяют. Для проверки качества семяпровода его скручивают на 360° и сгибают пополам. Исправный семяпровод после снятия нагрузки должен вернуться в исходное положение без следов деформации. Мундштуки семяпроводов с разрывами выбраковывают и изготавливают новые из листового железа толщиной 1,0 мм.
В режущем аппарате затупляются и выкрашиваются лезвия сегментов ножа и вкладыши пальцев; изнашиваются поверхность отверстия головки шатуна, зубья щечек головки шатуна и установочных реек, посадочные места шарнира крепления коромысла-; изгибаются уголки пальцевого бруса, изгибаются и скручиваются пальцы и перекашиваются секции.
При разрушении сегментов ножей на участке более 5 мм сегменты заменяют, используя стенд или приспособление для ремонта режущих аппаратов. На стенде нож подают с рамы правых секций в штамп пресса, где пуансонами удаляют? заклепки изношенных сегментов, отсоединяя их от спинки ножа. На раме левых секций проверяют прямолинейность и правят спинку ножа. Отклонение от плоскостей допускается не более 1 мм на длине ножа 1 м. Заменив блок в штампе, приклепывают новые сегменты. В собранном режущем аппарате нож должен передвигаться от усилия руки легко, без заеданий. В крайних положениях ножа оси сегментов должны совпадать с осями пальцев с точностью до 5 мм (в силосоуборочном комбайне до 3 мм). При необходимости регулировка достигается изменением длины шатуна. Сегменты свободно прилегают к вкладышам пальцев при зазоре возле носка сегмента до 0,5 мм и у основания — 1,5 мм. Отклонение от плоскостности вкладышей пальцев допускается не более 0,6 мм. Проверяют это расстояние щупом, замеряя зазор между вкладышами и линейкой, устанавливаемой поочередно на три ряда расположением вкладыша
Источник