Глава II. Ремонт тяговых генераторов
4. Тяговый генератор постоянного тока
На большинстве отечественных тепловозов установлены тяговые генераторы постоянного тока. Хотя они имеют различные технические характеристики, основные конструктивные элементы аналогичны друг другу. Генератор ГП-311Б (рис. 2) установлен на тепловозах типа ТЭ10, наиболее распространенных на сети дорог, поэтому технология его ремонта рассмотрена подробно, а по другим генераторам приведены Только особенности их ремонта и содержания.
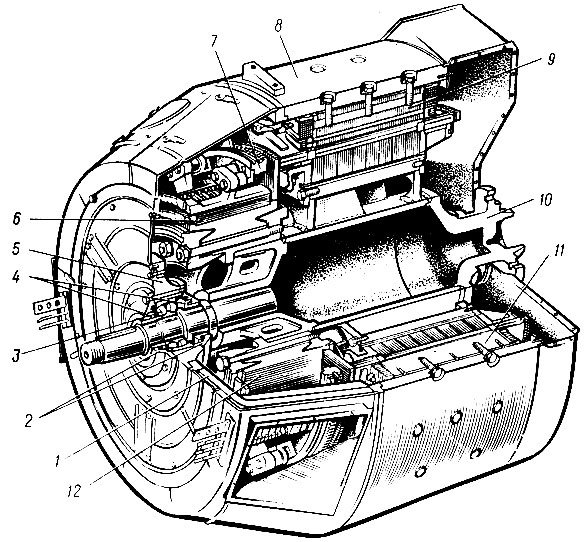
Рис. 2. Тяговый генератор ГП-311Б: 1 — подшипниковый щит; 2 — крышки подшипника; 3 — роликовый подшипник; 4 — лабиринтные кольца; 5 — съемная ступица; 6 — щеткодержатели; 7 — поворотная траверса; 8 — станина; 9 — главный полюс; 10 — якорь; 11 — добавочный полюс; 12 — коллектор
Основным несущим элементом тягового генератора является станина 8, к которой крепятся главные 9 и добавочные 11 полюсы, подшипниковый щит 1, соединительные провода и шины. Генератор установлен на поддизельной раме с помощью двух лап, приваренных к станине. В каждой лапе имеются отверстия для болтов крепления генератора и резьбовые отверстия для отжимных болтов, применяемых при отсоединении генератора от дизеля.
Якорь 10 генератора вращается в роликовом подшипнике 3, установленном в подшипниковом щите 1 и закрытом с двух сторон лабиринтными кольцами 4 с крышками 2. На подшипниковый щит крепится поворотная траверса 7 с зубчиками, к которой через изоляторы прикреплены бракеты с щеткодержателями 6 и щетками. Якорь с коленчатым валом дизеля соединен полужесткой муфтой (дизели типа Д100, Д40 и др.) или жесткой (дизели типа ПД). Противоположная от дизеля часть вала имеет конус, на который насаживают муфту для соединения с распределительным редуктором.
В процессе эксплуатации тепловозов имеют место отказы тяговых генераторов. Одна из основных причин отказов — несоблюдение технологии содержания генераторов в депо. В табл. 3 приведены основные причины появления неисправностей тяговых генераторов. Как видно из таблицы, многих неисправностей можно было бы избежать, если бы локомотивные бригады и слесари депо своевременно и в полном объеме выполняли требования технологии обслуживания и ремонта.
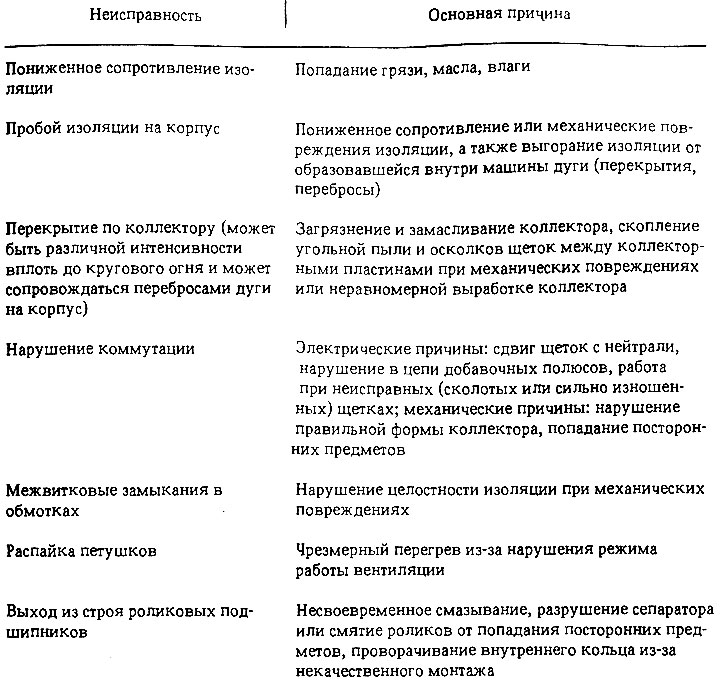
Таблица 3. Неисправности тягового генератора
Порядок снятия тягового генератора с тепловоза. При крупноагрегатном методе ремонта на текущем ремонте ТР-3 тяговый генератор отсоединяют от дизеля после снятия дизель-генераторной установки с тепловоза. В ряде депо из-за отсутствия мостовых кранов грузоподъемностью 30 т тяговый генератор снимают с тепловоза отдельно от дизеля. Эту операцию вынуждены выполнять и при обнаружении неисправностей генератора, устранение которых возможно только после его снятия с тепловоза.
В таких случаях на тепловозах типа ТЭ10 демонтируют вентилятор охлаждения генератора с приводным редуктором и нагнетатель второй ступени с охладителем наддувочного воздуха, рассоединяют полужесткие муфты между валом якоря, коленчатым валом дизеля и промежуточного вала. Во избежание касания якоря о полюса, что может повредить изоляцию, между якорем и сердечниками полюсов прокладывают картон.
Работу ведут в такой последовательности: отсоединяют токоведущие кабели, вынимают конические штифты, отвертывают болты крепления к поддизельной раме, отжимными болтами приподнимают станину и мостовым краном снимают генератор через верхний люк кузова.
Разборка тягового генератора. На участке ремонта электрических машин генератор перед разборкой в специальной камере продувают сухим сжатым воздухом, устанавливают на специальную подставку и очищают наружную поверхность от пыли и грязи обтирочными концами, смоченными в керосине, а затем вытирают насухо. Снимают крышки коллекторной камеры и осматривают генератор внутри, оценивая состояние рабочей поверхности коллектора, щеткодержателей, катушек полюсов, соединительных шин и др.
Чтобы определить объем ремонта, помимо осмотра, замеряют сопротивления изоляции генератора до разборки. Сначала оценивают сопротивление изоляции общей цепи, состоящей из цепей якоря и добавочных полюсов. Если сопротивление такой цепи нормальное, то дальнейшие замеры не производят. В случае значения меньше нормы — проверяют сопротивление каждой из цепей для выяснения имеющихся повреждений.
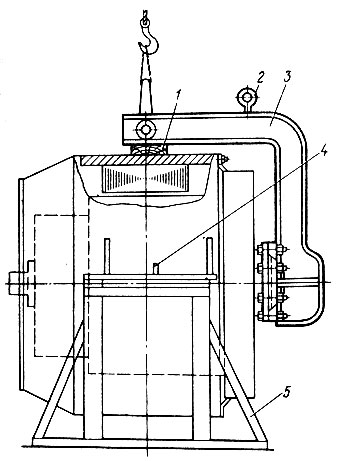
Рис. 3. Скоба и подставка для выемки якоря генератора: 1 — деревянная прокладка; 2 — рым; 3 — скоба; 4 — лапы; 5 — подставка
Проверив сопротивления изоляции, тяговый генератор подготавливают к разборке — отсоединяют токопроводящие провода и выводы добавочных полюсов, извлекают щетки из щеткодержателей, подсоединяют Г-образную скобу (рис. 3) к фланцу якоря. Разборка тягового генератора сводится к выемке якоря из станины и выпрессовке подшипникового щита. Для этого ослабляют болты, стягивающие наружную и внутреннюю крышки подшипника, отвертывают болты, крепящие съемную ступицу подшипника, выпрессовывают ее из подшипникового щита и снимают. Якорь вынимают из станины с применением Г-образной скобы. При выемке обязательно между станиной генератора и скобой кладут деревянную прокладку.
Якорь вынимают краном в горизонтальном положении, осторожно, не касаясь катушек полюсов, укладывают на специальную подставку с мягкой подложкой и отсоединяют скобу. Отвертывают болты, крепящие подшипниковый щит, и отжимными болтами выпрессовывают щит из станины. Перед выпрессовкой щита необходимо убедиться в наличии контрольных меток на станине и щите. Если меток нет, то следует отметить взаимное расположение щита и станины, что при сборке даст возможность монтировать щит в станину в прежнем положении. Выпрессовку производить с равномерным усилием, без перекосов, не прибегая к ударам.
В процессе разборки генератора следует выполнять меры предосторожности во избежание повреждения изоляции обмотки якоря, катушки полюсов и выводных кабелей. Снятые узлы и детали, которые не содержат изоляционных материалов, очищают в моечной машине. Перед разборкой на основных узлах и деталях генератора (якорь, подшипниковый щит, ступица и крышка подшипника, щеткодержатели и основные крепежные детали) выбивают номер для последующей сборки с той же станиной. Допускается замена отдельных узлов и деталей при выходе их из строя, когда невозможно восстановить их в объеме данного вида ремонта.
После разборки замеряют посадочные места: горловины станины; наружный диаметр подшипникового щита; отверстие под съемную ступицу в подшипниковый щит; наружный и внутренний диаметры съемной ступицы.
По полученным размерам определяют зазор посадки подшипникового щита в горловину станины и натяг или зазор посадки ступицы и крышки в подшипниковый щит. Кроме того, проверяют состояние резьбовых отверстий в станине, подшипниковом щите, ступице и крышке подшипникового щита, диаметры нерезьбовых (проходных) отверстий в опорных лапах, подшипниковом щите и ступице, толщины ступицы и подшипникового щита (по оси отверстий). Проведение контрольных замеров позволяет принять решение о целесообразности ремонта этих сборочных единиц.
Станина, главные и добавочные полюсы. После разборки станину краном устанавливают на тележку продувочной камеры и обдувают сухим сжатым воздухом. Затем возвращают на рабочую позицию, где производят очистку, осмотр и освидетельствование механической и электрической части станины. Очистку выполняют обтирочными концами, смоченными в керосине, а затем вытирают насухо. Катушки главных и добавочных полюсов, соединительные и выводные провода, шину пусковой обмотки обтирают салфетками, смоченными в бензине. Осмотр станины на выявление трещин выполняют при помощи лупы семикратного увеличения и обстукивания молотком, обращая особое внимание на горловину под подшипниковый щит, сварные швы у опорных лап и ушки для подъема генератора. При обнаружении трещины заваривают.
Проверяют резьбовые отверстия (М24, М36, М8) и, если резьба забита или сорвана, ее восстанавливают метчиком. При невозможности восстановить резьбу отверстия заваривают, размечают и сверлят новые, в них нарезают резьбу.
В процессе эксплуатации пыль от изнашивания щеток со взвешенными мельчайшими частицами масла и топлива в охлаждающем воздухе скапливается на катушках полюсов, удалить которую обычно обдувкой не всегда удается. В таких случаях очищают магнитную систему с применением волосяных щеток с последующей обдувкой сжатым воздухом. У очищенных катушек полюсов мегаомметром проверяют сопротивление изоляции. Сопротивление изоляции должно быть не менее 3 МОм. Один из выводов мегаомметра соединяют с выводом катушки главного или добавочного полюса, а другой — со станиной. Если сопротивление изоляции менее 3 МОм, станину подвергают сушке в сушильной печи. Если после сушки сопротивление изоляции будет также менее 3 МОм, проверяют обмотку на влажность. При влажной изоляции станину продолжают сушить, а при влажности в допустимых пределах выявляют катушку, которую следует заменить. Если сопротивление изоляции близко к нулю, то, проверяя последовательно (метод исключения), определяют катушку с низшим сопротивлением.
Добавочные полюсы соединены между собой в две параллельные группы. Чтобы определить, в какой из групп имеет место неисправная катушка, проверяют раздельно каждую группу, т. е. рассоединяют катушки внутри группы на две части, а далее по одной в группе, исключая каждый раз из проверки исправные. Проверяют катушки на отсутствие межвитковых замыканий. При повышенном значении сопротивления выявляют место неплотного контакта в межкатушечных соединениях или внутри катушек путем замера сопротивления каждой катушки.
Катушку, имеющую низкое сопротивление изоляции или витковое замыкание, снимают. Для этого станину устанавливают вертикально привалочной поверхностью к дизелю вверх, разъединяют межполюсные соединения, отвертывают болты и, захватив специальным ремнем, катушку краном вынимают из станины. Далее полюсы разбирают и катушки очищают от загрязнений салфеткой, смоченной в бензине. Катушка добавочного полюса имеет только два крайних изолированных витка, а остальные выполнены из голой меди. Поэтому загрязнение, особенно между витками, между сердечником и катушкой может вызвать низкое сопротивление и межвитковые замыкания. Ремонт добавочных полюсов в депо сводится в основном к очистке, сушке и покрытию изоляционной эмалью. Повреждения катушек главных полюсов чаще всего происходят из-за загрязнения в углах между отбортовкой металлического каркаса, на который намотана обмотка независимого возбуждения, в местах прилегания его к станине. Для очистки этих мест от загрязнения борты стального каркаса отгибают, места эти промывают бензином и сушат в печи, в горячем состоянии (температура 70-80 °С) напрессовывают на сердечник и бурты вновь отгибают на катушку.
Якорь. После выемки якорь обдувают сухим сжатым воздухом в продувочной камере и переставляют на стеллаж для очистки и проверки состояния его деталей. Электрические части якоря протирают салфетками, смоченными в бензине, коллектор — сухими салфетками, а механические части (вал, внутреннее кольцо подшипника, крышку подшипника, заднюю нажимную шайбу и др.)- концами, смоченными в керосине, и затем сухими. Выступающую часть вала подвергают магнитному дефектоскопированию. При обнаружении трещин якорь отправляют на ремонтный завод.
Подшипник допускают к дальнейшей эксплуатации, если за время работы, предшествующей разборке, не было замечаний по его работе и при осмотре подшипник легко проворачивается, без заедания и стопорения, а также если в его деталях не обнаружено таких дефектов, как раковины, следы коррозии по беговой дорожке, трещины, сколы, задиры, цвета побежалости и лыски, а на рабочих поверхностях — следы шелушений или рифлености, вмятины, выкрашивания и глубокие риски, требующие зачистки. При каких-либо отклонениях от нормы роликовый подшипник снимают с вала со съемом или без съема внутреннего кольца. Все детали подшипника ремонтируют в депо в отделении по ремонту роликовых подшипников.
Разборку подшипника производят, как правило, без съема внутреннего кольца, а со съемом — только в случае необходимости дроверки шейки вала либо дефектов, имеющихся на внутреннем кольце.
При демонтаже внутреннего кольца роликового подшипника снимают переднее уплотнительное кольцо. Уплотнительное и внутреннее кольца подшипника снимают при помощи индукционных нагревателей (для каждого кольца свой тип нагревателя). Нагрев производят за 30-60 с до температуры 100-120 °С. Во время нагрева следят, чтобы внутреннее кольцо подшипника снималось с вала якоря немедленно при появлении его ослабления, чтобы недопустить перегрев кольца. Заднее уплотнительное кольцо снимают (при трещинах и ослаблении крепления на валу) механическим резьбовым съемником (рис. 4).
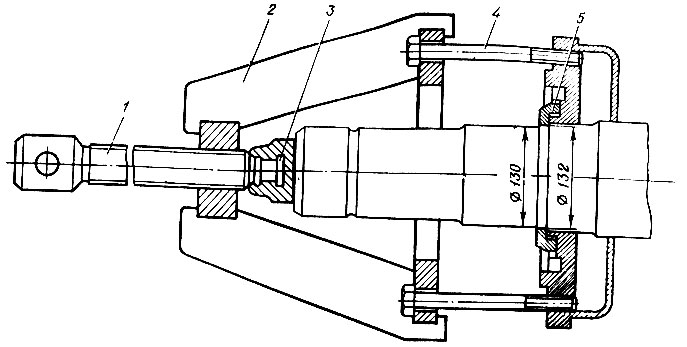
Рис. 4. Механический съемник для снятия заднего уплотнительного кольца: 1 — винт; 2 — ребро; 3 — пята; 4 — болт; 5 — кольцо
Конус вала якоря проверяют калибром по краске. Внутреннюю поверхность конусного калибра покрывают тонким слоем краски и одевают его плотно на конус. После снятия калибра по отпечаткам краски на конусе вала определяют площадь прилегания калибра к конусу, которая должна быть не менее 75 % притирочной поверхности. Если площадь прилегания меньше, притирают выявленные на конусе выпуклости стеклянным порошком и повторно проверяют.
Разрешается оставлять на конусной части вала отдельные вмятины или риски общей площадью не более 20 % посадочной поверхности конуса и глубиной не более 1,5 мм. После проверки по краске насаживают муфту на конус вала и замеряют расстояние от торца вала до выступа муфты под гайку, чтобы убедиться, что после горячей посадки муфты останется место для натяга гайки. В случае предельного износа конуса или наличия вмятин и рисок более допустимых, производят вибродуговую наплавку поверхности конуса под слоем флюса с последующей механической обработкой.
При снятии переднего уплотнитедьного и внутреннего колеи подшипника замеряют шейки вала для подборки деталей при последующей их сборке по натягу. Восстановление натягов при необходимости для посадки уплотнительного и внутреннего колец подшипника производят одним из следующих способов:
- полимерными пленками из эластомера ГЭН-150В, который наносят на шейку вала. В этом случае толщина наносимого слоя должна быть не более 0,2 мм на сторону;
- цинкованием (наносят на внутреннюю поверхность кольца), при отложении цинка до 0,1 мм на диаметр кольца дополнительная обработка на требуется, при слое цинка более 0,1 мм поверхность следует слегка зачистить шлифовальной шкуркой;
- вибродуговой наплавкой шеек вала под слоем флюса. О проведении наплавочных работ на валу тягового генератора делают отметку в паспорте генератора с указанием фамилии сварщика и даты наплавки. После вибродуговой наплавки вал дефектоскопируют. При обнаружении поперечных трещин любого размера и числа вал заменяют;
- напрессовкой переходной ремонтной втулки. Для этой цели обтачивают шейку (рис. 5). Втулку изготавливают из поковки либо из стальной цельнотянутой трубы марки 20ХНЗА с натягом по валу 0,06-0,08 мм. Для обеспечения плотной посадки втулки по галтели вала обязательно выполняют закругления внутреннего диаметра втулки по ее концам под радиус 3 мм. Втулку нагревают до температуры 160-180 °С и насаживают на вал якоря. После остывания на воздухе вал протачивают на станке до соответствующего диаметра шейки под посадку внутреннего кольца роликового подшипника. Затем протачивают торец втулки для обеспечения размера от торца вала до конца шейки под уплотнительное кольцо;
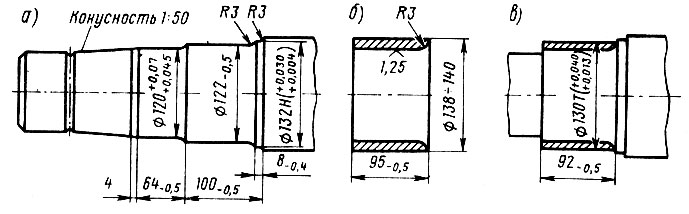
Рис. 5. Восстановление натяга с помощью переходной втулки: а — шейка вала; б — втулка; в — втулка на шейке
О проведении наплавки, так же как и в случае восстановления вала вибродуговой наплавкой, делают запись в паспорте генератора.
Резьбу на торце вала якоря восстанавливают двумя способами: срезают старую резьбу и нарезают ремонтную; срезают старую резьбу на глубину 2 мм на сторону, электродуговым способом заплавляют стороны, растачивают и нарезают резьбу. Об этой операции делают соответствующую запись в паспорте генератора.
Перед посадкой на вал внутреннего кольца роликоподшипника, заднего и переднего уплотнительных колец замеряют диаметры посадочных поверхностей под посадку подшипника (шейки вала и внутреннего диаметра внутреннего кольца) по трем направлениям под углом 120° и для определения натяга берут средний из трех размеров.
Для наиболее удовлетворительных условий работы подшипникового узла необходимо производить посадку подшипника I группы на вал I группы (например, для тяговых генераторов ГС-311 диаметр вала 130,040 — 130,025 мм, а подшипника — 130,00 — 129,985 мм) и на вал II группы подшипники II группы (вал 130,025 — 130,013 мм, подшипник 129,988 — 129,970 мм).
Замер колец, восстановленных эластомером ГЭН-150В, производят не ранее, чем через 2 ч после нанесения пленки.
Для посадки заднее и переднее уплотнительные кольца нагревают до температуры 140-160 °С и горячее кольцо одевают на вал до упора, используя монтажный стакан с двумя ручками. Роликовый подшипник нагревают в ванне с минеральным маслом до температуры 100-120 °С и одевают на вал до упора в уплотнительное кольцо. Остывшие кольца осматривают на отсутствие трещин.
При сборке роликового подшипника на валу якоря вставляют пять роликов подряд в сепаратор, который устанавливают на внутреннее кольцо. Затем вставляют еще один ролик (шестой) в среднее гнездо сепаратора, расположенное диаметрально противоположно установленным ранее пяти роликам, одевают наружное кольцо и вставляют в гнезда недостающие ролики. При установке наружное кольцо поворачивают (так же как и при снятии) на наибольший угол по отношению к внутреннему кольцу, чтобы наружное кольцо могло пройти через пустые гнезда сепаратора. После сборки проверяют радиальный зазор щупом, помещая его между роликом и внутренним кольцом в его верхней части (рис. 6).
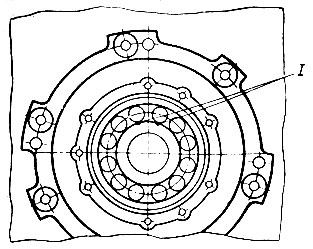
Рис. 6. Места измерения I радиального зазора в роликовых подшипниках
Коллектор якоря осматривают, замеряют его диаметр, выработку под щетками и глубину продорожки между коллекторными пластинами. Забоины, задиры, местные выжиги глубиной до 0,5 мм и износ устраняют проточкой коллектора на токарном станке. Перед проточкой проверяют биение вала, которое должно быть не более 0,4 мм со стороны коллектора и не более 0,5 мм — с противоположной стороны. Рабочую поверхность коллектора протачивают с минимальным снятием металла.
Следует иметь в виду, что при любых видах механической обработки коллектора с него снимается поверхностная (оксидная) пленка, называемая «политура». Цвет и рисунок политуры характеризуют общее состояние электрической машины. Нормально отполированная поверхность имеет равномерный темно-коричневый цвет с фиолетово-красноватым или каштановым оттенком. Удаление политуры приводит к ухудшению коммутации. Поэтому рабочую поверхность коллектора протачивают и полируют в случае необходимости, т. е. если не удается снять загрязнение или подгар чистой салфеткой, смоченной в бензине.
При продорожке коллектора на станке-полуавтомате для надежного попадания фрезы в меж ламе льную канавку производят разделку коллекторных пластин с торца коллектора трехгранным напильником под углом 15-20°. Продорожку изоляции ведут на глубину 1,0 мм, не допуская подрезки стенок пластин. После снятия фаски 0,3*45° по всей длине рабочей части коллектора, удаляют остатки миканита, снимают заусенцы, коллектор шлифуют шлифовальной шкуркой или абразивными брусками типа Р-17.
Обмотку якоря проверяют на межвитковое замыкание, обрыв витков и качество пайки петушков-методом падения напряжения, сравнивая падение напряжения между каждой парой соседних коллекторных пластин. Восстановление пайки обмотки в петушках выполняют так, чтобы исключалось попадание капель или протекание припоя за петушки во избежание закорачивания коллекторных пластин. После пайки зачищают запаянные места напильником.
При осмотре якоря обращают внимание на состояние бандажа. Технология осмотра и ремонта бандажа подробно описана в главе III. Динамическую балансировку якоря установкой или снятием балансировочного груза производят во всех случаях ремонта тягового генератора с разборкой.
Щеткодержатели. Для замера сопротивления изоляции токособирающих шин и подсоединенных к ним бракетов с изоляторами относительно траверсы подшипниковый щит устанавливают бракетами вверх на специальной подставке. Сопротивление изоляции, замеряемое мегаомметром на 1000 В, должно быть неявнее 5 МОм. При заниженном или нулевом сопротивлении отсоединяют бракеты от токосборной шины и замеряют сопротивление изоляции у каждого бракета с изоляторами в отдельности. Сопротивление изоляции должно быть не менее 50 МОм (замер производят мегаомметром на 2,5 кВ). При сопротивлении изоляции менее нормируемого значения бракеты с изоляторами и щеткодержателями подлежат снятию с траверсы для сушки. Сушку производят в шкафу при температуре 110-130 °С с последующей проверкой электрической прочности изоляции, которую проверяют напряжением 3500 В переменного тока частотой 50 Гц в течение 1 мин.
При обнаружении в корпусе бракета трещины, захватывающей более 30 % сечения, бракет демонтируют с подшипникового щита (предварительно снимают щеткодержатели). Заварку трещины выполняют газосваркой, разделав трещину и засверлив ее концы сверлом диаметром 5-6 мм.
Изоляторы с трещинами и отколотыми краями заменяют. Следы перебросов огня на изоляторе зачищают шлифовальной шкуркой с последующей протиркой салфеткой, смоченной в бензине. Поврежденную изоляцию шин восстанавливают наложением ленты из стеклолакоткани, пропитанной в лаке. Изолированную шину покрывают тремя слоями эмали.
Корпуса щеткодержателей проверяют на наличие оплавлений, трещин, износа окна под щетку и отверстий под ось. Небольшие оплавления корпуса опиливают, не снимая щеткодержатель с бракета. При трещинах, большом износе окна или отверстия щеткодержатель снимают с бракета и ремонтируют. Технология ремонта щеткодержателей тяговых генераторов постоянного тока аналогична ремонту того же узла у тягового электродвигателя и подробно описана в главе III.
Подшипниковый щит. После отсоединения от остова подшипниковый щит разбирают (снимают бракеты с щеткодержателями), продувают сжатым воздухом, протирают обтирочными концами, смоченными в керосине, а затем насухо, осматривают для выявления возможных трещин и определяют износы по посадочным поверхностям щита и ступицы.
Наиболее часто встречающаяся неисправность — износ посадочных поверхностей. При износе менее 0,2 мм на сторону восстановление поверхностей производят нанесением пленки эластомера ГЭН-150В, а при большем износе — автоматической или полуавтоматической наплавкой под слоем флюса. Допускается наплавку щита выполнять и вручную. После наплавки щит обрабатывают на станке под номинальный размер.
Чтобы разобрать роликовый подшипник, в месте, где внутреннее кольцо имеет небольшую выемку, один из роликов приподнимают латунной стамеской с торца внутреннего подшипника, а другой стамеской ролик выталкивают из гнезда сепаратора, предварительно повернув наружное кольцо подшипника на возможно больший угол относительно внутреннего. Таким порядком все ролики извлекают и наружное кольцо снимают. Ролики с каждой дорожки (подшипник сферический двухрядный) укладывают раздельно, чтобы при сборке подшипника ролики были установлены на свою дорожку.
Осмотр и ремонт подшипников производят в отделении по ремонту роликовых подшипников. Подшипники очищают, тщательно осматривают, каждый ролик при этом поворачивают и осматривают по всей поверхности. Проверяют состояние сепараторов и их заклепок, осматривают кольца и их беговые дорожки, замеряют зазоры. При разборке ролики и кольца подвергают магнитному контролю, после чего все детали размагничивают. Подшипники, имеющие предельные износы рабочих поверхностей, трещины и деформации сепаратора, раковины, шелушение, трещины и отколы роликов и колец, заменяют. Сепараторы, имеющие ослабшие или оборванные заклепки, ремонтируют.
Сборка тягового генератора. Собирают тяговый генератор в порядке, обратном разборке. Генератор устанавливают на универсальную подставку. К фланцу якоря крепят скобу для ввода его в остов. Заводят якорь краном, установив предварительно между станиной и скобой, полюсами и якорем прокладки. Эту операцию выполняют крайне осторожно во избежание повреждения магнитной системы станины и якоря. Далее запрессовывают подшипниковый щит на подшипник и в станину, обеспечив совмещение рисок на щите и станине, нанесенных на них перед разборкой. Крепление щита к станине производят равномерно с разных сторон во избежание перекоса щита. После установки щита монтируют вентиляционный патрубок.
При сборке тяговых генераторов разрешается замена якоря с петлевой ступенчатой обмоткой якорем с «лягушачьей» обмоткой, при этом необходимо уменьшить зазор между якорем и каждым добавочным полюсом на 2 мм путем постановки четырех прокладок толщиной по 0,5 мм со стороны станины с последующей настройкой коммутации. Отличительным признаком генератора с петлевой обмоткой является пайка выводов обмотки якоря со стороны привода.
Проверка и испытание тягового генератора после ремонта. После ремонта тяговые генераторы проверяют и испытывают на испытательной станции депо с записью параметров в журнал испытаний. Во время испытания фиксируют:
- сопротивление изоляции обмоток в холодном состоянии, которое должно быть не менее 20 МОм для всех типов тяговых генераторов постоянного тока;
- сопротивление обмоток при температуре наружной среды +20 °С (±10 °С), значение которого для основных типов генераторов должно быть для обмотки якоря 0,00205, 0,00114 и 0,00112 Ом для МПТ 99/47А, ГП-311Б и ГП-312 соответственно. Для этих же типов генераторов сопротивление обмотки возбуждения должно соответствовать 0,985, 0,857 и 0,890 Ом, добавочных полюсов — 0,00147, 0,000865 и 0,000855, пусковой обмотки — 0,0037, 0,00473 и 0,004 Ом;
- электрическую прочность витковой изоляции в течение 5 мин напряжением, подаваемым на коллектор, для указанных выше типов генераторов не менее 850, 750 и 630 В соответственно;
- сопротивление изоляции обмоток в горячем состоянии для генераторов МПТ 99/47А, ГП-311Б и ГП-312 должно быть не менее 1 МОм;
- вибрационное смещение (вибрация) в режиме холостого хода при максимальной частоте вращения якоря для всех типов тяговых генераторов — не менее 0,07 мм.
Коммутацию проверяют при реостатных испытаниях тепловоза.
Монтаж тягового генератора. При крупно-агрегатном методе ремонта тяговый генератор на тепловоз подают в сборе с дизелем, а сборку дизеля с генератором производят в основном пролете цеха текущего ремонта ТР-3. В депо, не имеющих кранов грузоподъемностью 30 т, или в случаях выемки на неплановом ремонте одного тягового генератора, генератор краном подают к верхнему люку тепловоза, опускают на поддизельную раму и придвигают к муфте дизеля, чтобы болты вошли в замаркированные отверстия муфты. Опускать генератор следует осторожно, чтобы не повредить улитку вентилятора, входящую в раму тепловоза.
Для правильного монтажа генератора необходимо в первую очередь отрегулировать положение якоря относительно станины. Для этого снимают крышку подшипника и на съемную ступицу устанавливают глубиномер 9, замеряют расстояние от торца ступицы до наружного кольца подшипника А, которое должно быть 9±1 мм (рис. 7). Взаимное положение якоря и станины регулируют передвижением станины с помощью приспособления, в котором установленные на раме дизеля два упора 1, 2 прикреплены шпильками 3 и 4 с гайками, С другой стороны генератора к раме дизеля при помощи клиньев 6 закрепляют упоры 7 и 8. Перемещение генератора в продольном и поперечном направлениях производят винтами 5.
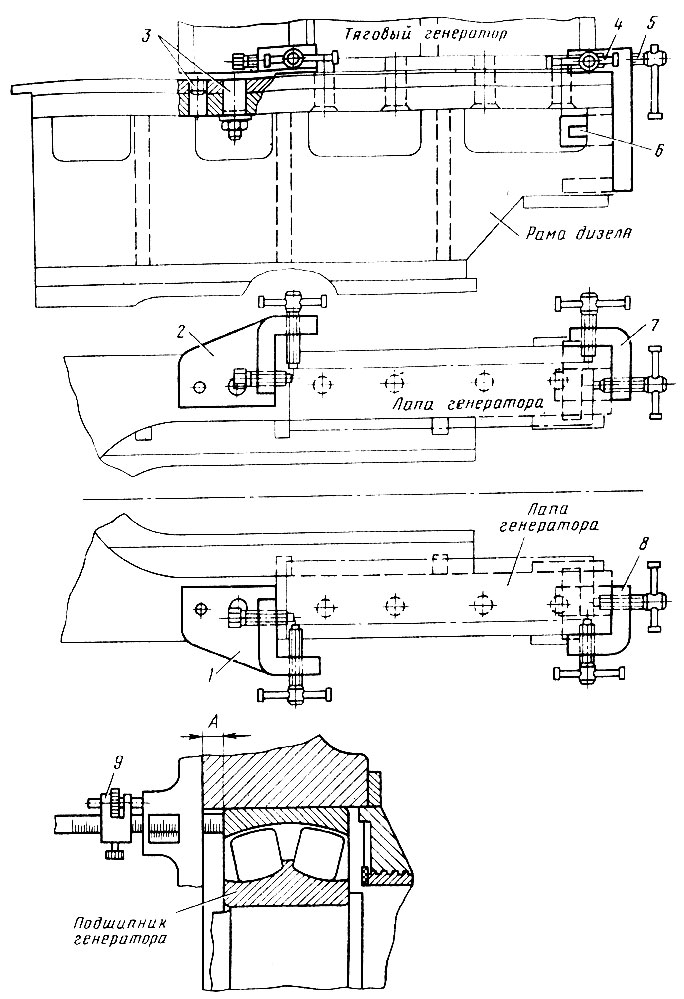
Рис 7. Приспособление для регулировки положения тягового генератора на раме дизеля
Определяют зазор между якорем и полюсами. Зазор измеряют со стороны коллектора щупом длиной 500 мм и шириной не более 8 мм. Зазор для главного полюса в пределах 4,2-5,5 мм и для добавочного — 15,5 мм. Разница между наибольшим и наименьшим значениями зазоров в одном генераторе не должна превышать 0,8 мм. Регулировку зазора между якорем и полюсами осуществляют перемещением станины в вертикальном направлении при помощи отжимных болтов, ввернутых в лапы генератора, и установки прокладок.
Проверяют соосность вала якоря с коленчатым валом дизеля приспособлением для контроля биения муфты. Замеры производят в четырех положениях муфты при повороте ее на 360°. При биении более 0,15 мм выполняют дополнительную центровку генератора путем перемещения его по посадочным поверхностям.
Гайки соединительной муфты затягивают последовательно через три болта на четвертый, каждый раз не более одной грани. Далее устанавливают болты в лапы генератора и прикрепляют его к раме дизеля. После крепления лапы генератора штифтуют. Выступание штифтов над поверхностью лап генератора допускается на 1-5 мм.
Источник