- Ремонт ГБЦ на ВАЗ — что можно исправить своими руками?
- Замена направляющих клапана
- Зенкование сёдел
- Притираем клапаны
- Фрезеровка головки
- Трещины
- Курсовая работа: Ремонт головки блока цилиндров автомобилей ВАЗ
- 3 Характеристики материала
- Механические свойства при Т=20 °С материала Д21
- Химический состав в % материала Д21
- Механические свойства
- Физические свойства
- Магнитные свойства
- Свариваемость
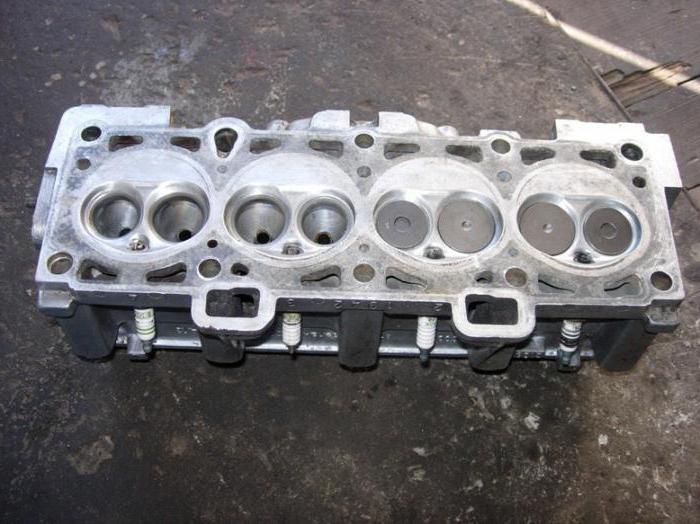
Ремонт ГБЦ на ВАЗ — что можно исправить своими руками?
Если ваш двигатель стал терять мощность, увеличился расход топлива и шум работающего мотора, значит, пришло время делать ремонт ГБЦ. ВАЗ — это автомобиль, где многое можно сделать самому, поэтому не спешите сразу ехать и записываться на автосервис. В головке блока цилиндров отремонтировать вам по силам если не всё, то многое.
Замена направляющих клапана
Критическая выработка направляющих втулок наступает при пробеге 150-200 тысяч км. Ремонт ГБЦ по замене втулок можно сделать и своими руками. Для их замены вам предстоит рассухарить все клапаны. Затем с помощью оправки для выбивания втулок следует удалить их из корпуса головки.
Немного сложнее будет установить новые втулки на место. Для правильной и лёгкой установки следует использовать температурный дисбаланс — головку блока нагреть (это расширяет металл, а значит, и посадочное место втулки), а новые втулки охладить до отрицательной температуры. Корпус головки в нужном месте следует нагревать до 100 градусов.
Сделать это можно с помощью электроплитки, разместив на ней ГБЦ так, чтобы место проведения работ находилось в зоне максимального прогрева. Смазав машинным маслом новые втулки (охлаждённые в морозильной камере обычного холодильника), вбиваем их в посадочные гнёзда. При соблюдении рекомендаций по температурной подготовке, описанных выше, втулки войдут легко, как «по маслу».
После остывания металла втулки необходимо развернуть до диаметра, позволяющего клапану ходить без заеданий и перекосов. При этом работу надо выполнить так, чтобы шток клапана не болтался. Для выполнения этой процедуры необходим специальный инструмент — развёртка. Особенность заключается в том, что работать им необходимо только с одной стороны, проворачивая развёртку до конца. Большой ошибкой является расточка направляющей втулки с двух сторон — всё закончится тем, что вам заново предстоит менять втулку.
Запомните, что ремонт ГБЦ — это сложный процесс, малейшая неточность которого может закончиться потраченными нервами и средствами. Как правило, оплошность даёт о себе знать уже после сборки и запуска двигателя. Не всегда это происходит сразу, но обязательно в первую тысячу пробега.
Зенкование сёдел
Делая ремонт ГБЦ своими руками, будьте готовы к самому монотонному и продолжительному процессу — зенкованию. От его качества зависит многое:
- плотность прилегания клапана к седлу;
- степень сжатия в камере сгорания.
Работы по притирке седла выполняются специальным инструментом — шарошкой (реже — зенкером). С его помощью не совсем сработанному седлу можно придать нужные формы, чтобы прилегание клапана было более плотным. Работу начинаете с зенкера в 60 градусов.

Как только начался съём металла по кругу, меняете насадку — берёте зенкер с углом конуса 120 градусов. Им работаете до появления чёткой круглой кромки. Заключительный этап зенкования делаем конусом в 90 градусов — он должен пройти рабочую фаску не более 1,5 мм. Дальнейшая притирка клапана увеличит её до необходимой величины.
Притираем клапаны
После подготовки седла нас ждёт следующий этап ремонта — притирка клапанов. Для этого вам понадобится специальная притирочная паста. Наносится небольшой слой на клапан, затем вставляется последний в головку. На шток клапана надевается кусок резинового шланга (такого диаметра, чтобы налез с трудом).

Затем свободный конец размещаете между ладонями и начинаете, потирая руки, вращать клапан в разные стороны. Абразивная паста сделает своё дело, и ремонт клапана ГБЦ можно считать законченным.
Фрезеровка головки
Существует несколько неисправностей головки блока, которые вы самостоятельно не сможете устранить. При систематических перегревах двигателя происходит деформация алюминиевой головки блока. Идеально ровная поверхность прилегания головки к блоку двигателя перестаёт быть таковой.
Это приводит к тому, что прокладка между блоком и головкой начинает пропускать. Замена её на новую не решает проблему. В этом случае выходом может стать шлифовка прилегающей поверхности. Фрезеровка выполняется на специальном станке, что позволяет выполнить работу идеально точно.
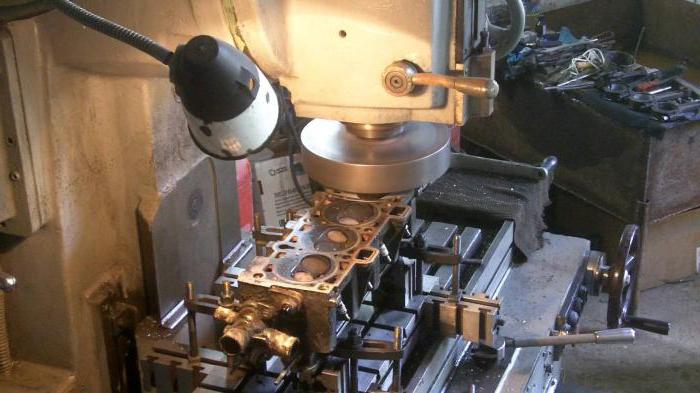
В условиях вашего гаража самостоятельно такую процедуру осуществить маловероятно. Использовать ручную шлифмашинку (как советуют некоторые гаражные «кулибины») для этой цели означает полностью испортить прилегающую поверхность. В таком случае ремонт ГБЦ приведёт к полной замене головки — шлифовать её до бесконечности невозможно.
Трещины
При перегревах также может наблюдаться разрыв корпуса в виде трещин. Не всегда они видны для глаза, однако их наличие сильно отражается на правильной работе двигателя. Если трещины образовались в местах прилегания головки и блока, клапанных сёдлах — вам не останется ничего другого, как заменить головку блока на новую. Все другие участки поддаются восстановлению с помощью аргонной сварки. Такой ремонт ГБЦ самостоятельно сделать не получится ввиду отсутствия специализированного оборудования — далеко не на всех СТО имеется такая сварка.
Как видим, не всё доступно для ремонта своими силами. Правильно оценив фронт работ, вы, тем не менее, сможете сэкономить средства своего бюджета.
Источник
Курсовая работа: Ремонт головки блока цилиндров автомобилей ВАЗ
| Название: Ремонт головки блока цилиндров автомобилей ВАЗ Раздел: Рефераты по транспорту Тип: курсовая работа Добавлен 09:23:43 06 ноября 2010 Похожие работы Просмотров: 2292 Комментариев: 17 Оценило: 4 человек Средний балл: 4.3 Оценка: неизвестно Скачать | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

| Марка: | Д21 |
| Классификация: | Алюминиевый деформируемый сплав |
| Применение: | для изготовления деталей двигателей и силовых элементов |
Механические свойства при Т=20 °С материала Д21
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| — | мм | — | МПа | МПа | % | % | кДж / м2 | — |
| Поковки | 400 | 260 | 6 |
Химический состав в % материала Д21
| Fe | Si | Mn | Ti | Al | Cu | Mg | Zn | Примесей |
| до 0.3 | до 0.3 | 0.4 — 0.8 | 0.1 — 0.2 | 90.75 — 93.25 | 6 — 7 | 0.25 — 0.45 | до 0.1 | прочие, каждая 0.1; всего 0.05 |
Примечание: Al — основа; процентное содержание Al дано приблизительно
Механические свойства
| sв | — Предел кратковременной прочности , [МПа] |
| sT | — Предел пропорциональности (предел текучести для остаточной деформации), [МПа] |
| d5 | — Относительное удлинение при разрыве , [ % ] |
| y | — Относительное сужение , [ % ] |
| KCU | — Ударная вязкость , [ кДж / м2] |
| HB | — Твердость по Бринеллю , [МПа] |
Физические свойства
| T | — Температура, при которой получены данные свойства , [Град] |
| E | — Модуль упругости первого рода , [МПа] |
| a | — Коэффициент температурного (линейного) расширения (диапазон 20° — T ) , [1/Град] |
| l | — Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | — Плотность материала , [кг/м3] |
| C | — Удельная теплоемкость материала (диапазон 20° — T ), [Дж/(кг·град)] |
| R | — Удельное электросопротивление, [Ом·м] |
Магнитные свойства
| Hc | — Коэрцитивная сила (не более), [ А/м ] |
| Umax | — Магнитная проницаемость (не более), [ МГн/м ] |
| P1.0/50 | — Удельные потери (не более) при магнитной индукции 1.0 Тл и частоте 50 Гц, [ Вт/кг ] |
| B100 | — Магнитная индукция Tл (не менее) в магнитных полях при напряженности магнитного поля 100, [ А/м ] |
Свариваемость
| без ограничений | — сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая | — сварка возможна при подогреве до 100-120 град. и последующей термообработке |
| трудносвариваемая | — для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки |
4 Снятие и установка головки блока цилиндров на автомобиле
Головку блока цилиндров снимают с двигателя на автомобиле, если например, необходимо удалить нагар с поверхности камер сгорания и клапанов, заменить клапаны или направляющие втулки клапанов. Для этого:
установите автомобиль на подъемник, затормозите его рычагом привода стояночной тормозной системы, снимите запасное колесо и отсоедините провод с отрицательного вывода аккумуляторной батареи;
поднимите автомобиль, снимите брызговики двигателя и слейте охлаждающую жидкость из радиатора и блока цилиндров (сняв пробку расширительного бачка, отвернув сливные пробки на радиаторе, блоке цилиндров и открыв кран отопителя);
снимите прижим приемной трубы глушителей и отсоедините приемную трубу от трубы глушителей;
опустите автомобиль и снимите воздушный фильтр, отсоединив шланги системы вентиляции картера от крышки головки цилиндров и карбюратора, а также шланг подачи теплого воздуха от терморегулятора воздушного фильтра, после чего закройте карбюратор технологической крышкой;
снимите провода высокого напряжения, отсоедините провода от датчика момента искрообразования, карбюратора и датчика указателя температуры охлаждающей жидкости;
ослабьте хомуты и отсоедините от термостата шланги, идущие к радиатору, насосу охлаждающей жидкости и расширительному бачку, а от патрубка отопителя — подводящий шанг радиатора отопителя;
отсоедините от топливного насоса шланг подачи топлива, а от впускной трубы — шланг отвода охлаждающей жидкости и шланг отбора разрежения к вакуумному усилителю тормозов;
отсоедините от двигателя тросы привода дроссельных и воздушной заслонок карбюратора;
отсоедините от головки блока цилиндров приемную трубу глушителей;
снимите бачок омывателя ветрового стекла, а за тем переднюю защитную крышку зубчатого ремня и крышку головки блока цилиндров;
установите рычаг переключения передач в нейтральное положение и поверните коленчатый вал по часовой стрелке в такое положение, чтобы метка на шкиве распределительного вала находилась против установочной метки на задней крышке зубчатого ремня;
отверните гайку крепления оси натяжного роли ка и снимите ось вместе с роликом и дистанцион ным кольцом;
снимите ремень со шкива распределительного вала, а затем, придерживая шкив от проворачивания приспособлением 67,7811.9509, отверните болт крепления и снимите его со шпонкой; ослабьте гайки крепления генератора к натяжной планке и кронштейну, отсоедините натяжную планку от головки блока цилиндров;
отверните гайку крепления задней крышки зубчатого ремня к головке блока цилиндров и болт крепления к блоку цилиндров;
отверните болты крепления и снимите головку цилиндров в сборе с карбюратором, топливным насосом и датчиком момента искрообразования.
Устанавливайте головку цилиндров в порядке, обратном снятию, соблюдая рекомендации изложен ные в главе 2.3. Прокладку между головкой и блоком цилиндров обязательно замените новой.
Если болты крепления головки блока цилиндров вытянулись и их длина превышает 135,5 мм — замените болты новыми. Болты затягивайте в четыре приема в порядке, указанном ранее в главе 2.3.
После установки головки блока цилиндров отрегулируйте момент зажигания, привод карбюратора, а также натяжение ремней привода распределительного вала и генератора.
5 Разборка и сборка головки блока цилиндров
Разборка. Если требуется замена только какой-либо одной детали, можно не разбирать полностью головку блока цилиндров и снять только то, что необходимо для замены.
Установите головку блока цилиндров на подставку, снимите тягу привода дроссельных заслонок карбюратора, отверните гайки и снимите карбюратор с прокладкой, а затем впускную трубу.
Снимите датчик момента искрообразования и отводящий патрубок рубашки охлаждения двигателя. Выверните датчик указателя температуры охлаждающей жидкости и свечи зажигания.
Отверните гайки и снимите топливный насос с прокладками, проставкой и толкателем. Отсоедините от головки блока цилиндров корпус вспомогательных агрегатов.
Снимите корпус подшипников 4 распределительного вала. Выньте распределительный вал 5 из опор головки цилиндров и снимите с него сальник.
Выньте из отверстий головки блока цилиндров толкатели 11 клапанов с регулировочными шайбами 10. Освободите клапаны от сухарей 9, сжимая пружины клапанов приспособлением 67.7823.9505 . Снимите пружины с тарелками. Поверните головку цилиндров и выньте с нижней стороны клапаны. Снимите маслоотражательные колпачки с направляющих втулок и опорные шайбы пружин.
Сборка. Установите опорные шайбы пружин. Смажьте моторным маслом клапаны и новые маслоотражательные колпачки (старые использовать не допускается). Оправкой 41.7853.4016 напрессуйте на направляющие втулки колпачки. Вставьте клапаны в направляющие втулки, установите пружины и тарелки пружин.
Сжимая пружины приспособлением 67.7823.9505 установите сухари клапанов. Вставьте в отверстия головки цилиндров толкатели клапанов с регулировочными шайбами.
Очистите сопрягающиеся поверхности головки блока цилиндров и корпуса подшипников от остатков старой прокладки, грязи и масла. Поставьте установочные втулки корпусов подшипников распределительного вала.
Смажьте моторным маслом опорные шейки и кулачки распределительного вала и уложите его в опоры головки цилиндров так, чтобы кулачки первого цилиндра были направлены вверх, а второго — вниз.
На поверхности головки блока цилиндров, сопрягающиеся с корпусами подшипников, в зоне крайних опор распределительного вала нанесите герметик КЛТ-75ТМ или аналогичный ему герметик типа ТВ-1215 фирмы «Three Bond».
Примечание. Запускать двигатель разрешается не ранее, чем через 1 ч после нанесения герметика.
Установите корпус подшипников и затяните гайки его крепления в следующей последовательности:
предварительно затяните гайки до прилегания поверхностей корпусов подшипников к головке цилиндров, следя за тем, чтобы установоч ные втулки корпуса свободно вошли в свои гнезда;
окончательно затяните гайки моментом 21,6 Н • м (2,2 кгс • м) в том же порядке.
Немедленно после затяжки гаек тщательно удалите остатки герметика, выдавленные из зазоров при затягивании в зонах, сопрягаемых с прокладкой крышки головки блока цилиндров и с корпусом вспомогательных агрегатов. Неудаленные затвердевшие остатки герметика в указанных местах приведут к подтеканию масла через уплотнения.
Оправкой 67.7853.9580 запрессуйте новый сальник распределительного вала, предварительно смазав его моторным маслом.
Установите отводящий патрубок рубашки охлаждения с прокладкой и корпус вспомогательных агрегатов с уплотнительным кольцом.
В соответствии с указаниями по монтажу установите теплоизоляционную проставку с прокладками, толкатель и топливный насос.
Наденьте на шпильки головки блока цилиндров прокладку и установите впускную трубу. Установите карбюратор с прокладкой и тягу привода дроссельных заслонок карбюратора. Закройте карбюратор технологической крышкой.
Заверните в головку блока цилиндров свечи зажигания и датчик указателя температуры охлаждающей жидкости.
Зазоры в клапанном механизме отрегулируйте после установки головки блока цилиндров на двигатель.
6 Проверка технического состояния и ремонт
Головка блока цилиндров. Тщательно вымойте головку блока цилиндров и очистите масляные каналы. Удалите нагар из камер сгорания и с поверхности выпускных каналов металлической щеткой.
Осмотрите головку блока цилиндров. На опорах под шейки распределительного вала и в отверстиях под толкатели клапанов не должно быть задиров и повреждений. Трещины в любых местах головки цилиндров не допускаются. При подозрении на попадание охлаждающей жидкости в масло проверьте герметичность головки цилиндров.
Для проверки герметичности закройте отверстия охлаждающей рубашки заглушками и нагнетайте насосом в рубашку охлаждения головки цилиндров воду под давлением 0,5 МПа (5 кгс/см2). В течение 2 мин не должно наблюдаться утечки воды из головки.
Можно проверить герметичность головки блока цилиндров сжатым воздухом. Для этого заглушите отверстия рубашки охлаждения заглушками, опустите головку цилиндров в ванну с подогретой до 60-80°С водой и дайте ей прогреться в течение 5 мин. Затем подайте внутрь головки сжатый воздух под давлением 0,15-0,2 МПа (1,5-2 кгс/см2). В течение 1-1,5 мин не должно наблюдаться выхода пузырьков воздуха из головки.
Седла клапанов. На рабочих фасках седел (зона контакта с клапанами) не должно быть точечных раковин, коррозии и повреждений. Небольшие повреждения можно устранить шлифованием седел как вручную, так и с помощью шлифовальной машин ки. При этом снимайте как можно меньше металла.
Шлифуйте в следующем порядке:
вставьте в направляющую втулку клапана центрирующий стержень А.94059, профрезеруйте фаску 15° фрезой А.94092 для седла впускного клапана и А.94003 — для выпускного (фрезы надеваются на шпиндель А.94058);
профрезеруйте фаску 20° фрезой А.94031 для седла впускного клапана и А.94101 — для выпускного;
прошлифуйте фаску 45°, обеспечивая ширину фаски согласно рис. 2-52 и базовые диаметры 34 и 30,5 мм. Фаски шлифуются коническими кругами А.94100 для седел впускных клапанов и А. 9407 8 — для выпускных (круги надеваются на шпиндель А. 94069).
В момент соприкосновения круга с седлом шлифовальная машинка должна быть включена, иначе возникнет вибрация и фаска будет неправильной.
После шлифования тщательно промойте седла и каналы головки блока цилиндров и продуйте сжатым воздухом.
Направляющие втулки клапанов. Проверьте зазор между направляющими втулками и стержнями клапанов, измерив диаметр стержня клапана и отверстие направляющей втулки.
Расчетный зазор (округленный до 0,01 мм) для новых втулок: 0,02-0,05 мм для впускных клапанов и 0,03-0,06 мм — для выпускных; максимально допустимый предельный зазор (при износе) 0,3 мм при условии отсутствия повышенного шума газораспределительного механизма.
Если увеличенный зазор между направляющей втулкой и клапаном не может быть устранен заменой клапана, замените втулки клапанов, пользуясь для выпрессовки и запрессовки оправкой A60153/R.
Запрессуйте направляющие втулки с надетым стопорным кольцом до упора его в тело головки цилиндров.
После запрессовки разверните отверстия в направляющих втулках клапанов развертками А.90310/1 (для втулок впускных клапанов) и А.90310/2 (для втулок выпускных клапанов). Затем прошлифуйте седло клапана и, при необходимости, доведите ширину рабочей фаски до нужных размеров.
Маслоотражательные колпачки направляющих втулок при ремонте двигателя всегда заменяйте новыми.
Поврежденные маслоотражательные колпачки заменяйте на снятой головке блока цилиндров. Для напрес-совки колпачков пользуйтесь оправкой 41.7853.4016.
Клапаны. Удалите нагар с клапанов. Проверьте, не деформирован ли стержень и нет ли трещин на тарелке. Поврежденный клапан замените.
Проверьте состояние рабочей фаски клапана. При мелких повреждениях ее можно прошлифовать, вы держивая угол фаски 45°30’±5′. При этом расстояние от нижней плоскости тарелки клапана до базовых диаметров (34 и 30,5 мм) должны быть в пределах1,3-1,5 и 1,8-2,0 мм.
Пружины. Убедитесь, что на пружинах нет трещин и не снизилась их упругость, для чего проверьте деформацию пружин под нагрузкой.
Толкатели клапанов. Проверьте состояние рабочей поверхности толкателя. На ней не должно быть задиров и царапин. При повреждениях замените толкатель.
Болты крепления головки блока цилиндров. При длине болта Lсвыше 135,5 мм замените болт новым.
Регулировочные шайбы. Рабочие поверхности шайб должны быть гладкими, без забоин, царапин и задиров. На них не должно быть ступенчатого или одностороннего износа, натира металла. Допускаются концентричные следы от приработки с кулачками распределительного вала.
4. Автомобили «Жигули» ВАЗ 2104, 2105, 2107. Устройство.Ремонт. Москва транспоот 1992.
Источник