ТЕХНОЛОГИЯ РЕМОНТА ДЕТАЛЕЙ




![]()
![]()
Под восстановлением деталей газотермическим напылением понимают процесс нанесения покрытий распылением нагретого до жидкого или вязкотекучего состояния диспергированного (порошкообразного) материала газовой струей. Перед напылением восстанавливаемая поверхность подготавливается. Частицы распыленного металла достигают поверхности в пластическом состоянии, имея большую скорость полета.
При контакте с поверхностью детали они деформируются и, внедряясь в ее неровности, образуют покрытие. Сцепление покрытия с поверхностью детали носит в основном механический характер и только в отдельных локальных точках можно наблюдать мостики сварки.
Технологический процесс восстановления:
1. Обезжиривание и мойка детали (щелочными растворами и горячей водой).
2. Предварительная механическая обработка детали (с целью получения правильной геометрической формы детали).
3. Газопламенное напыление.
4. Выдержка детали в масле (1.5-2 часа).
5. Механическая обработка шлифовальными кругами.
Восстановление деталей газотермическими покрытиями имеет ряд неоспоримых преимуществ:
- Незначительный нагрев (до 200 °С ) детали;
- Высокая производительность процессов;
- Возможность регулирования в широком диапазоне (0,1 — 10 мм) толщины наносимого покрытия;
- Простота технологического процесса и оборудования;
- Широкий диапазон материалов, используемых для получения покрытий с заданными свойствами.
Рассмотренный способ позволяет не только придавать восстанавливаемым деталям требуемую форму и размеры, но и изменять в широких пределах поверхностные свойства металлопокрытий. В результате многие детали из дорогостоящих и дефицитных металлов и сплавов можно при ремонте заменить деталями более дешевых материален. Напыление на рабочие поверхности специальных сплавов с необходимыми физико-механическими свойствами обеспечивает более низкую себестоимость восстановления деталей, а показатели их надежности и долговечности не уступают соответствующим показателям деталей, изготовленных целиком из дорогостоящего металла. Этим объясняется широкое применение газотермических методов напыления не только при ремонте, но и при изготовлении новых деталей. Но не все детали подлежат восстановлению.
Восстановление геометрии – восстановление рабочих поверхностей штока, ремонт плунжера, ремонт вала, восстановление втулок, ремонт рабочих колес. Если деталь не изношена до дыр, возможно нарастить те миллиметры, которых не хватает для ее нормальной работы. Механическая и суперфинишная обработка позволяют вернуть детали первоначальный вид, неотличимый от того, в котором она вышла от производителя.
Восстановление посадочных мест – эта точка наиболее подвержена износу и здесь нельзя рисковать. Ведь от посадки зависит не только точность, но и сама работа оборудования. Высокая прочность и адгезия металлов, позволяет говорить о повышении ресурса напыленных посадочных мест, а не просто о его восстановлении.
Остановка коррозии и восстановление коррозионного износа – восстановить износ внутренних поверхностей тонких трубок или изделий сложной формы невозможно. Но наружные и боковые поверхности изделий вполне поддаются обработке. Коррозионные язвы счищаются пескоструйной или дробеструйной обработкой, затем на поверхность наносится нержавеющий металл, близкий по электрохимическим характеристикам к материалу детали, что предупреждает появление подпленочной коррозии. В особо агрессивных средах применяются двухслойные покрытия. При необходимости подбирается материал, защищающий и от коррозии, и от эрозионного износа.
Восстановление баббитовых подшипников – газопламенное напыление позволяет не терять время, деньги и ресурсы на выплавлении баббитового слоя и повторной его заливке.
Реновация, ремонтное восстановление деталей машин – актуальнейшая задача, позволяющая существенно сократить ремонтные бюджеты предприятий, повысить их экономическую эффективность.

Изобрёл данный метод нанесения покрытий Макс Ульрих Шооп. Распыляя свинец с помощью стационарной тигельной установки он получал покрытия на различных материалах. Стоит отметить, что в отличие от современных методов, где для переноса используются в основном газы, первая установка Шоопа переносила жидкий свинец с помощью водяного пара. На основе его технологии в Цюрихе в 1909 году был открыт завод по металлизации. В 1913 году Ульрих Шооп усовершенствовал и запатентовал конструкцию газопламенного распылителя, где материал для распыления подавался в пламя газовой горелки в виде проволоки. В 1918 году он с сотрудниками разработал электродуговой распылитель, позволяющий эффективно наносить покрытия из металла. Благодаря значимому вкладу в начальное развитие технологий, методы нанесения газотермических покрытий путём распыления стали называть шоопированием, по имени изобретателя технологии. В 1921 году Ульрих Шооп запатентовал технологию металлопорошкового газопламенного распыления.
Для получения заданных параметров покрытий разработан электродуговой металлизатор, имеющий в своем составе механизм подачи проволоки, распылительную головку, пульт управления. Металлизатор имеет повышенную электрическую мощность. Эта мощность необходима для создания энергоемкой двухфазной (воздух – частицы напыляемого материала) струи.
Такая струя должна обладать определенным запасом энергии, т.к. KB дизельных двигателей имеют значительные габариты и минимальная дистанция напыления составляет 150 мм. На таком расстоянии от металлизатора напыляемые частицы должны сохранить свои скорость и температуру, поскольку их пластичность на поверхности детали зависит от начальной скорости, температуры и условий теплообмена в струе. Поэтому, металлизационная струя должна иметь высокие скорость и температуру и быть высококонцентрированной. Это обеспечивает распылительная головка. Были апробированы различные варианты создания металлизационных струй с высокими температурно-кинетическими параметрами, в т.ч. и применением сгорания пропана в специальной камере. В результате работ и газодинамических расчетов была создана распылительная головка, обеспечивающая высококонцентрированную сверхзвуковую металлизационную струю с полууглом расширения 4,5 – 6,0° и с применением только сжатого воздуха.
В качестве напыляемого материала использовалась порошковая проволока, имеющая в своем составе не менее 0,8% С, а также ряд легирующих элементов (Аl, Мп и др.). Проволока изготавливается на Череповецком сталепрокатном заводе. Использование порошковых проволок позволяет в широких пределах регулировать химический и фазовый состав покрытий и, следовательно, эксплуатационные свойства покрытий.
Адгезия покрытия с увеличением скорости истечения воздуха, следовательно, и скорости истечения металлизационной струи, повышается, а пористость снижается. При истечении воздуха с дозвуковой скоростью размер расплавленных частиц в среднем составляет 200 мкм. С увеличением скорости истечения воздуха до 2 М размер расплавленных частиц на 90% находится в пределе 30.80 мкм. Однако такое уменьшение размера расплавленных частиц напыляемого материала ведет к более интенсивному выгоранию из них легирующих элементов и, в первую очередь, углерода, что и вызывает повышенную твердость покрытий при дозвуковых скоростях истечения воздуха.
Содержание остальных легирующих элементов проволоки при увеличении скорости истечения воздуха из металлизатора и силы тока дугового разряда изменяется в меньшей степени.
Микроструктура покрытия претерпевает значительные изменения при увеличении скорости полета частиц. При дозвуковых скоростях истечения воздуха микроструктура покрытия крупнозернистая, с большим количеством пор. Отмечены частицы сферической формы, которые напор воздуха не разбил на более мелкие, и которые из-за низкой скорости полета, успели остыть до их столкновения с напыляемой поверхностью. Большинство частиц вытянутой, деформированной формы. По мере увеличения скорости истечения воздуха, покрытия имеют все более тонкую микроструктуру. Количество пор уменьшилось. Глобулярных частиц нет. Все частицы подверглись значительной пластической деформации. По всей толщине покрытия имеют равномерную структуру, что говорит о стабильности процесса. Переходная зона плотная. Отмечаются тонкие окисные пленки.
На заключительной стадии отрабатывались и уточнялись технологические параметры процесса, конструкция защитной оснастки, приспособлений и инструмента на конкретных коленчатых валах.
Источник
Лекция № 5. Методы и способы восстановления изношенных деталей, повышения их прочности и служебных характеристик.
Большое количество деталей машин и механизмов выходит из строя в процессе эксплуатации вследствие истирания, ударных нагрузок, эрозии и т. д. Современная техника располагает различными методами восстановления и упрочнения деталей для повышения срока их службы.
Восстановление изношенных деталей – сложный организационно-технологический процесс, при котором, в отличие от производства новых деталей в качестве заготовки используют изношенную, но уже сформированную деталь. В этом случае затраты на выполнение таких операций, как литье, ковка, штамповка и т.п., отсутствуют. В то же время при восстановлении изношенных деталей появляется ряд дополнительных операций: мойка, разборка, дефектация, комплектация, затраты на которые следует учитывать при выборе способа восстановления.
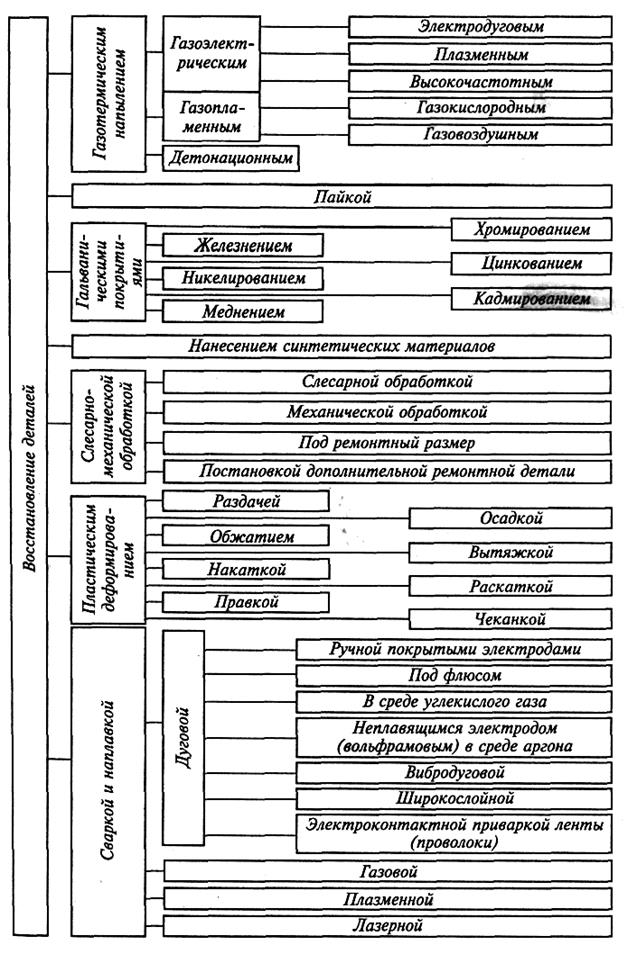
Изношенные детали восстанавливают следующими способами:
а) сварка дуговая ручная и автоматическая под флюсом и в углекислом газе; сваркой восстанавливают станины и корпусные детали;
б) наплавка — процесс увеличения размеров изношенных деталей электродуговым способом с последующей обработкой детали на заданные размеры; наплавку используют для восстановления валов, червячных роторов, втулок и т.п.;
в) металлизация — процесс нанесения расплавленного металла с помощью сжатого воздуха; такое напыление осуществляется послойно до 10 мм;
г) электрохимическое покрытие — это процессы хромирования, никелирования, цинкования до 3 мм;
д) пластические деформации — правка, раздача, обжатие и т.п.
Правка применяется для устранения изгиба, коробления и т.п. Обжатие и раздача применяются для изменения размеров деталей (втулок, пальцев).
Электродуговая металлизация. Этот способ нанесения покрытий очень распространен. Преимуществами электродуговой металлизации являются высокая производительность нанесения покрытий, получение покрытий в несколько миллиметров, высокая износостойкость (в 1,5-2 раза выше новой детали), простота и технологичность процесса, возможность нанесения покрытия на одну поверхность различных наплавочных материалов. Областью рационального применения электродуговой металлизации является антикоррозионная защита алюминием и цинком трубопроводов, цистерн, емкостей, металлоконструкций.
Плазменное напыление. Плазменное напыление является одним из эффективных способов нанесения защитных и упрочняющих покрытий на поверхность деталей. Это — процесс, при котором наносимый материал в виде порошка или проволоки вводится в струю плазмы, нагревается до температур, превышающих температуру его плавления, и разгоняется в процессе нагрева до скоростей порядка нескольких сотен метров в секунду. Плазменное напыление является наиболее сложным процессом плазменной обработки.
Высокоскоростное напыление. В основе метода лежит нагрев порошковых частиц и их нанесение со скоростью 2000 м/с на поверхность детали. Частицы порошка посредством газовой струи переносятся на деталь, обладая высокой кинетической энергией, которая при ударе о подложку превращается в тепловую. В качестве напыляемых материалов используются различные металлические и металлокерамические порошки.
Метод позволяет наносить покрытия толщиной от 50 мкм до нескольких миллиметров. Оптимальную же толщину покрытия следует выбирать в каждом конкретном случае исходя из эксплуатационных, технологических и экономических соображений. Так, например, при защите от коррозии оптимальная толщина покрытия варьируется в диапазоне от 150 до 350 мкм. При нанесении износостойких покрытий их толщина выбирается в диапазоне от 300 до 600 мкм.
При восстановлении деталей толщина покрытия может быть значительно больше оптимальных значений. Этим методом может быть нанесено покрытие на сталь, чугун и цветные металлы. Материал покрытия — металлы и сплавы. Кроме того, метод позволяет наносить высококачественные покрытия из металлокерамики (карбид вольфрама, карбид хрома и др. с микротвердостью до 74 HRC), обладающей высокой твердостью. Такой ассортимент материалов позволяет обеспечить очень широкий спектр свойств покрытий. В подавляющем большинстве случаев путем подбора покрытия достигается многократное увеличение ресурса новых деталей. Применение современных высококачественных газотермических покрытий позволяет эффективно решать ряд проблем — износ трущихся деталей, снижение коэффициента трения, гидроабразивный износ, коррозия и др.
Высокоскоростной метод напыления позволяет получить более плотное в 1,5-3 раза прилегание покрытия, меньшую в 5-12 раз пористость и большую твердость, повышает эксплуатационные характеристики.
Газопламенное напыление полимеров. Напыление полимеров — метод получения тонкослойных покрытий и тонкостенных изделий путем нанесения порошкообразных полимерных композиций на поверхность детали или формы. Сплошная защитная пленка (или стенка изделия) образуется при нагревании детали (или формы) с нанесенным слоем порошка выше температуры плавления полимера или при выдержке в парах растворителя, в котором полимер набухает. В промышленности применяют различные способы напыления полимеров: газопламенное, вихре и коленчатые валы, клапаны, шкивы, маховики, ступицы колес и т. д. Наплавку можно производить почти всеми известными способами сварки плавлением. Каждый способ наплавки имеет свои достоинства и недостатки.
Для наплавки используют электроды диаметром 3-6 мм. При толщине наплавленного слоя до 1,5 мм применяются электроды диаметром 3 мм, а при большей толщине — диаметром 4- 6 мм. Для обеспечения минимального проплавления основного металла при достаточной устойчивости дуги плотность тока составляет 11-12А/ММ 2 . Основными достоинствами ручной дуговой наплавки являются универсальность и возможность выполнения сложных наплавочных работ в труднодоступных местах. Для выполнения ручной дуговой наплавки используется обычное оборудование сварочного поста.
Для восстановления размеров изношенных деталей помимо электродов и присадочных прутков применяют наплавочные проволоки Нп-30; Нп-40; Нп-50 и т. д. Для наплавки штампов применяют легированные наплавочные проволоки Нп-45 Х 4ВЗФ, Нп-45 Х 2В8Т и др. (Нп — обозначает наплавочная).
Для износостойкой наплавки широкое применение находят порошковые проволоки в соответствии с ГОСТ 2601-84. Например, для наплавки деталей, работающих в условиях абразивного изнашивания с умеренными ударными нагрузками применяют порошковые проволоки марок ПП-Нп-200 х 12М; ПП-Нп- 200 х 12ВФ и т.д. (ПП обозначает «проволока порошковая»),
Микродуговое оксидирование. Метод используется для нанесения покрытий на алюминиевые и магниевые сплавы и позволяет получать покрытия с высокими механическими, диэлектрическими и теплостойкими свойствами. Покрытия на алюминиевых и магниевых сплавах по износостойкости превышают все существующие материалы, используемые в современной технике. Например, при одинаковой микротвердости с корундом износостойкость покрытий, полученных этим методом, может быть в несколько раз выше.
Основные области применения:
— создание коррозионностойких и износостойких покрытий для бурового, нефтедобывающего и нефтеперерабатывающего оборудования;
пары трения, подшипники скольжения, зубчатые передачи, поршни, цилиндры, торцевые уплотнения.
Источник