- РЕМОНТ КОЛЕНЧАТЫХ ВАЛОВ АВТОТРАКТОРНЫХ ДВИГАТЕЛЕЙ
- Коленвал трактора МТЗ-80, 82 двигателя Д-240
- Коленвал и его устройство
- Основные неисправности и ремонт
- Послесловие
- Как восстановить коленчатый вал автомобиля собственными силами?
- Особенности производства ДВС
- Ремонт моторов
- Как отремонтировать коленчатый вал двигателя?
- Наплавка электрической дугой
- Наплавка в среде флюса
- Наплавка в среде защитного газа
- Наплавка напылением
- Электроискровое напыление порошка
- Детонационное напыление
РЕМОНТ КОЛЕНЧАТЫХ ВАЛОВ АВТОТРАКТОРНЫХ ДВИГАТЕЛЕЙ
Основными дефектами коленчатых валов, возникающими в результате экс-
плуатации, являются: износ и задиры шатунных и коренных шеек: износ поса-
дочных мест под распределительную шестерню и шкив привода вентилятора:
износ стенок шпоночных канавок, итос поверхностей отверстий под шарико-
подшипник муфты сцепления и поверхности отверстий (гладких и с резьбой) во
фланце под болты крепления маховика: трещины и прогиб вала: грязевые отло-
жения в полостях шатунных шеек
Поверхности шатунных и коренных шеек изнашиваются неравномерно, на
них появляются конусность и овальность. Наибольший износ шатунных шеек
наблюдается на участках поверхностей, обращенных в сторону оси вращения
Основной операцией ремонта коленчатых валов является шлифование ко
репных и шатунных шеек на ремонтные размеры. Обычно для коленчатых валов |
автотракторных двигателей принято ? 4 ремонтных размера шеек (с интерва-
лом 0,25 . 0,5 мм), на которые имеются соответствующего размера стандарт-
ные ремонтные вкладыши. Шейки коленчатых валов шлифуют на круг лошлифо-
вальных станках типа 3423 или 3420. оснащенных необходимым набором при-
способлений. После шлифования шейки, с ислыо уменьшения шероховатости,
подвергаются полированию или счперфинишированию.
Валы, изношенные более последнего ремонтного размера, восстанавливаются нанесением металла на изношенные поверхности наплавкой, напеканием
порошков, приваркой ленты, напылением и другими методами. Восстановление
размеров шеек под распределительною шестерню и шкивы производится теми
же методами с последующей обработкой на номинальный размер. При износе отверстий во фланце коленчагого вала пол
болты крепления маховика их рассверливаю! на увеличенн!.|П ремонтный размер
по кондуктору или совместно с маховиком и нарезаю) в отверстиях резьбу большего размера Изгиб валов дизельных двигателей величиной не более 0,2 мм и карбюраторных не более 0.1 мм самоустраняется при перешлифовке шеек на
ремонтный размер. При более высоких значениях изгиба производят правку
коленчатого вала под прессом или наклепом щек После восстановления коленчатые валы проверяют на наличие трещин с помощью магнитных или ультразвуковых дефектоскопов и подвергают динамической балансировке на специальных машинах (типа БМ У4)
Допускаемая величина дисбаланса для коленчатых валов тракторных дви-
гателей 100 . 160 Гсм, двигателей грузовых автомобилей 70 . 120 Г-см,
легковых автомобилей — 10 . 50 Гсм. Неуравновешенность устраняют высвер-
ливанием отверстий в противовесах вала.
Дефектация коленчатого вала.
5 1.1 Установить коленчатый вал в призмах на поверочной плите.
5 1.2 Провести измерение диаметра шеек коленчатого вала, согласно схеме
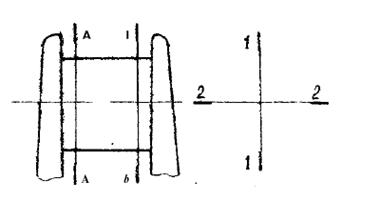
5.1.3 Измерить радиус кривошипа вала, его изгиб, радиус галтелей и биение
5.1.4 По результатам дефектации определить степень износа ремонтопри-
годность вала. Установить место максимального износа шеек и опре-
делить ремонтные размеры для перешлифовки коренных и шатунных
шеек коленчатого вала.5.3 Шлифование шеек коленчатого вала.Станок З.А423 для шлифования шеек коленчатых валов5.3.1 Установить коленчатый вал в патронах: фланцем в передней бабке ишейкой под шкив в задней бабке.5.3.2Устанозить индикаторное приспособление и проверить биение шли-фуемой шейки вала, которое должно быть не более 0.05 мм 6es учетаовальности шейки. При большем биении производят выверку (цен-тровку вала при помощи кентросместителей (в вертикальной плоско-сти) и поворотом вала в патронах (в горизонтальной плоскости).
Дата добавления: 2015-02-28 ; просмотров: 1305 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Коленвал трактора МТЗ-80, 82 двигателя Д-240

Конструктивные особенности коленчатого вала. Информация по ремонту и эксплуатации коленвала.
Отечественный трактор – надёжное и производительное транспортное средство, используемое для решения максимально широкого спектра задач и способное работать в наиболее сложных климатических условиях. Двигатель трактора состоит из целого ряда узлов и деталей, слаженная работа которых обеспечивает необходимый результат и позволяет решать все поставленные задачи. Особо стоит выделить коленвал МТЗ – механизм, преобразующий колебания, идущие от поршня при его работе во вращательные движения самого вала.
Коленвал и его устройство
 При изготовлении коленвала трактора МТЗ применяется исключительно высококачественная сталь, подвергнутая длительной термообработке и дополнительно покрытая особыми антикоррозийными материалами, что позволяет гарантировать длительную и безопасную работу агрегата. Рассматривая устройство коленчатого вала необходимо отметить, что первая, четвёртая, пятая и восьмая коленвальная шейка имеют противовесы съёмной конфигурации. Это позволяет в значительной мере снизить центробежное воздействие, поступающее с масс кривошипов и не имеющее балансировки, а кроме этого и продлевает срок эксплуатации подшипников из коренной группы. Шейки коленвала шатунного типа внутри полые, что позволяет, при условии установленных заглушек, проводить очистку поступающего масла за счёт воздействия центробежной силы.
При изготовлении коленвала трактора МТЗ применяется исключительно высококачественная сталь, подвергнутая длительной термообработке и дополнительно покрытая особыми антикоррозийными материалами, что позволяет гарантировать длительную и безопасную работу агрегата. Рассматривая устройство коленчатого вала необходимо отметить, что первая, четвёртая, пятая и восьмая коленвальная шейка имеют противовесы съёмной конфигурации. Это позволяет в значительной мере снизить центробежное воздействие, поступающее с масс кривошипов и не имеющее балансировки, а кроме этого и продлевает срок эксплуатации подшипников из коренной группы. Шейки коленвала шатунного типа внутри полые, что позволяет, при условии установленных заглушек, проводить очистку поступающего масла за счёт воздействия центробежной силы.
Передняя часть коленчатого вала оснащена приводными шестерёнками распределительного типа, шкивом привода, отвечающим за работу водяного насоса и приводной шестерёнкой маслонасоса. Задний фланец коленвала имеет маховик с венцом зубчатого типа.
Упорные полукольца выполнены из сплава алюминия, что позволяет уберечь коленчатый вал от смещения по своей оси. Данные элементы установлены с двух сторон от коренного подшипника и зафиксированы с помощью особых выступов.
Основные неисправности и ремонт
Как показывает практика, чаще всего коленвал оказывается подвержен следующим проблемам:
- Влияние динамических нагрузок;
- Колебания и вибрация;
- Трение;
- Излишне высокая температура;
- Воздействие статического характера от близлежащих деталей;
- Недоработки при сборке двигательной системы.
Исходя из типа поломки и объёма работ, различают два вида ремонта – текущий и капитальный. В первую очередь необходимо осмотреть агрегат – его поверхность должна быть ровной и гладкой, без каких-либо сколов, трещин или иных повреждений. Если же они имеются, ни о каком ремонте и речи быть не может – необходим срочный демонтаж коленвала и установка на его место новой и исправной детали. Что же касается непосредственно ремонта, то сначала нужно произвести обмеры всех основных деталей коленвала – шеек и шатунных вкладышей. Чтобы это сделать, нужно демонтировать поддон двигателя, снять со своего места масляный насос и систему маслопроводов и открутить крышки шатунов. Замеры следует проводить по двум плоскостям – параллельно и перпендикулярно по отношению к продольной оси шатуна.
Если показатели их овальности превышают допустимые нормы, коленвал следует снять и произвести его шлифовку вплоть до достижения следующего ремонтного размера. Несмотря на то, что согласно рекомендациям завода-изготовителя ремонтные размеры тракторных коленвалов должны чередоваться с шагом в 0,5 мм, на практике, при условии несущественного износа, его значение может составлять и 0,25 мм.
Послесловие
Коленчатый вал – один из наиболее важных и значимых элементов двигательной системы, который, несмотря на своё, довольно простое устройство, требует к себе постоянного внимания. Его отсутствие или несвоевременность ремонта могут повлечь за собой достаточно серьёзные проблемы и привести к выходу двигателя из строя.
Источник
Как восстановить коленчатый вал автомобиля собственными силами?
Автомобиль давно перестал быть источником поклонения. Транспортное средство имеется почти в каждой второй семье. Некоторые владеют двумя и большим количеством автотранспорта. Иногда возникает необходимость восстановить работоспособность всего авто или его отдельных частей. Сердцем автотранспорта является его двигатель. При необходимости ремонта иногда может возникнуть восстановить коленчатый вал ДВС.
Дорогостоящий ремонт проводится разными способами. Предприятия автосервиса чаще предлагают приобрести мотор с разборки, так как капитальный ремонт требует полно разборки двигателя и замены запасных частей. Но никто не даст гарантии, что подобная замена окажется лучшим выходом из ситуации. Достаточно примеров от автомобилистов, которые утверждают, что установленные ДВС с автомобилей с пробегом, служат значительно меньше ожидаемого срока. Поэтому капитальное восстановление родного двигателя позволит эксплуатировать своего «железного коня» в течение всего расчетного срока жизни.
Особенности производства ДВС
Для ремонта двигателей внутреннего сгорания предусмотрены десятки разных способов, способных вернуть их к жизни. Современные моторы производят на заводах, специализирующихся на выпуск только этой продукции.
Используя несколько базовых изделий энергосиловой установки, разные производители автомобилей выпускают различные модели со своим брендом. Внешне авто могут заметно отличаться друг от друга, а силовой агрегат внутри этих транспортных средств будет один и тот же.
- Мотористы выпускают не один тип мотора, у них предусмотрена линейка ДВС, отличающихся системой впуска, количеством клапанов, наличием или отсутствием турбонаддува, присутствием тех или иных опций. Чаще всего блок и ряд корпусных элементов практически не отличаются.
- Из литейного цеха на последующую доработку на территории механических цехов приходят корпуса и крышки. На металлорежущих станках из заготовок изготавливают детали.
- Сборочные участки собирают узлы и агрегаты. Комплектуются будущие изделия.
- Главный конвейер производит окончательную сборку.
- Потом готовые изделия поступают на участок обкатки. Здесь двигатель устанавливается на обкаточный стенд.
- В течение первых двух часов запуск мотора не производится. Выполняется холодное обкатывание. В результате происходит притирка сопрягающихся деталей. Проверяют наличие дисбаланса у коленчатого вала и других механизмов.
- Потом подается топливо. Двигатель запускается. Ему позволяют поработать на разных режимах в течение часа.
- Отработанное моторное масло сливается, заменяется и фильтр очистки.
- Ставится новый фильтр, заливается свежее масло в картер двигателя. Его упаковывают для реализации на автомобилестроительный завод.
Ремонт моторов
Эксплуатационный ремонт сводится только к регулировкам отдельных узлов. Выполняется техническое обслуживание, при котором заменяют фильтрующие элементы и расходные материалы.
Проверяют работоспособность систем питания, искрообразования, охлаждения, смазки. Современные ДВС оборудованы датчиками, которые регистрируют имеющиеся отклонения от номинальных значений. Используя соответствующие диагностические приборы, проводят экспресс-анализ всех систем ДВС. По возможности восстанавливают регулировки, отлаживают режимы работы.
Наибольшему износу подвержены:
- Цилиндры ДВС. Внутри них происходит процесс горения. Температура горючих газов достигает до 2200…2500 ⁰С. Часть металла может выгорать. На внутренней поверхности образуются задиры, повреждается зеркало цилиндра.
- Изнашиваются поршни, они совершают миллионы возвратно-поступательных движений. В результате происходит износ по наружной поверхности. Уплотнение достигается использованием компрессионных и маслосъемных колец, изготавливаемых из ковкого чугуна. Канавки, в которые устанавливают кольца, изнашиваются.
- Нагрузку от поршней получают шатуны. Они опираются на поршневые пальцы и шатунные шейки. В зоне контакта происходит износ. Увеличивается зазор в пальцах и шатунных шейках.
- Коленчатый вал устанавливается на опоры, после совершения нескольких десятков миллионов оборотов изнашиваются коренные шейки. Зазоры увеличиваются. Моторное масло перестает поступать к шатунам и вытекает через неплотности снова в картер.

Двигатель в разрезе:
1 – распределительный вал; 2 – поршень; 3 – цилиндр; 4 – коренная шейка коленчатого вала; 5 – шатунная шейка коленчатого вала.
Многие детали заменяются довольно легко. Производители ДВС, кроме базовых деталей, производят еще дополнительную партию комплектующих, изготовленных с ремонтными размерами:
- На место изношенных поршней устанавливают новые.
- На хонинговальных станках выполняется полировка внутренней поверхности цилиндров, восстанавливается форма. Внимание! Некоторые производители поступают проще, они комплектуют моторы новыми съемными цилиндрами. Остается только приобрести рем-комплект, и заменить поршневую группу.
- Заменяют поршневые пальцы, предварительно растачивают посадочные отверстия в головке шатунов.
- Шлифуют шатунные и коренные шейки коленчатого вала. У большинства производителей предусмотрены по 3…4 ремонтных размера вкладышей. Поэтому реальный моторесурс может быть продлен в 3…4 раза по сравнению с базовым.
После проведения всех операций собирают двигатель. Ставят его на родной автомобиль.
Схема диагностики коленвала:

Как отремонтировать коленчатый вал двигателя?
Коленчатый вал устанавливается на станок. С помощью индикаторных головок выполняют диагностику. Проводят анализ биения поверхностей и величину износа:

Большинство производителей предусматривает возможность шлифовки шеек вала на ремонтные размеры. Обычно они отличаются от номинального значения по 0,25…0,50 мм. После переточки под новое значение устанавливают новые вкладыши. Именно они компенсируют изменение параметра на новое. Для шлифовки используют комбинации станков: токарный и центрово-шлифовальный.
На поверхности видны следы износа:

- На токарный станок в центрах устанавливают коленчатый вал. Возможны две установки: в главном центре вала или центрование по шатунам.
- Потом производится проверка биения. Здесь используют индикаторные головки.
- После уточнения реальных размеров производится уточнение возможных размеров после шлифования.
- Включается станок, подается смазывающая охлаждающая жидкость (СОЖ). Выполняется процесс. Все однотипные шейки шлифуют на свой размер.
- После выполнения работы проверяют значения. Если получен ожидаемый результат, заказ отдается заказчику.
Коленчатый вал после проведения шлифовки поверхностей:


Возможный вариант полировки поверхностей шеек коленвала:

Наплавка электрической дугой
Когда износ выходит за допустимые значения, то восстановить одной шлифовкой невозможно. Нужно восстановить изначальный диаметр, а только потом приступать к проточкам и шлифовальным работам.
Самый простой способ заключается в наплавке. Используют специальные электроды, изготовленные из легированных сталей. После наплавки получают наплавленный слой высокой твердости.

При выполнении этой операции стремятся выполнить несколько основных требований.
- Нужно отрегулировать процесс так, чтобы основной металл, расположенный на шейках, проплавлялся минимально. Здесь возможны варианты изменения наклона электрода. Его позиционируют в разных направлениях.
- При наплавлении поверхностный слой должен минимально перемешиваться с телом детали. Тогда не произойдет перегрев, который может привести к деформации коленвала и нарушению его геометрии.
- При проведении наплавки сразу после завершения наплавления слоя на определенной шейке нужно оперативно охладить деталь. Поэтому производственный цикл может иметь высокую продолжительность, требуется частое охлаждение изделия.
- Выполняя наплавку, необходимо минимизировать толщину наплавляемого слоя. Последующая обработка механическими приспособлениями обязана быть минимальной. Поэтому сварочное оборудование наносит слой, измеряемый долями миллиметра.
Технология наплавки на поверхность детали:

Несколько ремонтных предприятий, разбросанных по стране, производят восстановление коленчатых валов и других деталей методом наплавки. Особенно актуальна подобная работа для импортных автомобилей, у которых возникают трудности с приобретением ремонтных комплектов запасных частей (у некоторых подобные опции не предусмотрены вообще, изготовитель предусматривает полную замену ДВС).
Наплавка в среде флюса
Наплавку проводят под защитой флюса. Это порошкообразная среда, которая ограничивает попадание воздуха в зону образования дуги. Флюс расплавляется и образует плотную корку. После наплавки и остывания металла эту корку сбивают и приступают к шлифовальным и полировальным работам.
Схема процесса наплавки под слоем флюса:

Наплавка в среде защитного газа
При использовании электродов защита зоны сварки происходит за счет расплавления обмазки. Покрытие образует слой, который затем нужно сбивать.

Схема процесса дуговой сварки в среде инертных газов:
1 – электрод; 2 – присадочная проволока; 3 – изделие; 4 – сварной шов; 5 – дуга; 6 – поток защитного газа; 7 – горелка.
Получение наплавленного шва более высокого качества достигается наплавлением проволоки в среде защитного газа. Для удаления кислорода из зоны сварки используют углекислый газ, аргон или газовую смесь, в которой аргон составляет 80 %, а остальную представляет углекислота.
При наплавлении стараются перемещать наплавляемый слой по спирали. Специальные приспособления на станке организуют подачу проволоки в автоматическом режиме. Для этого применяют ходовой винт, он согласует перемещение подающей головки в соответствии с вращением вала на станке.
Наплавка напылением
Перспективным способом восстановления коленчатых валов является напыление на поверхность шеек окислов титана. Напыление выполняется порошком, имеющим размер гранул, измеряемый микронами.
Создается разность потенциалов, в результате которой формируется стабильный процесс притяжения между частицами порошка и телом восстанавливаемой детали. Чтобы увеличить интенсивность процесса создается струя, в которой разность потенциалов достигает десятки тысяч Вольт. Попутно происходит разогрев струи, температура повышается до 4000…6000 ⁰С. Длительность процесса составляет всего несколько долей секунды. Поток порошка направляется на поверхность. Между частицами и телом детали возникает диффузия. Частичка припаивается к поверхности.
Газопламенное напыление окиси титана:

Электроискровое напыление порошка
При плазменном напылении происходит заметный нагрев детали. Чтобы не перегревать весь коленвал, предусматривают иной способ организации припайки частиц. Подаваемый порошок прикатывается роликом.
Между роликом и деталью создается разность потенциалов. Она небольшая, здесь важна сила тока. Она достигает десятков Ампер. В результате в зоне контакта температура увеличивается до 1900…2200 ⁰С. При таких значениях между частицами и порошком образуется прочная диффузионная связь. Теперь покрытие будет удерживаться довольно прочно.
На практике проверено, что получаемая поверхность не представляет идеальное зеркало. При рассмотрении под микроскопом видны небольшие точки. Оказывается, свободное пространство заполняется смазкой. В результате происходит влажный контакт между сопрягаемыми поверхностями.
Установка для электроискрового напыления:

Детонационное напыление
Самым перспективным способом восстановления параметров коленвала считается детонационное напыление. В этом процессе разгон потока порошка из бункера накопителя до поверхности происходит за счет энергии взрыва, произведенного внутри газового потока.
Используется детонационная пушка. У нее присутствует с одного конца охлаждаемый водой ствол. Его заполняет газовая смесь, которая при достижении нужной концентрации может взорваться.
В результате взрыва в ограниченном пространстве возникает струя, скорость которой 1000…1200 м/с. При соударении с твердой поверхностью в результате удара в зоне контакта температура повышается до 2000…2200 ⁰С. Происходит мгновенное разогревание зоны контакта, частица образует с телом жесткую связь. Ее крайне трудно разрушить механическим путем. Микросварка соединяет разнородные порошок и стальную поверхность.
Детонационное напыление твердых порошков:

После «выстрела» производится продувка ствола негорючим газом. Поток попадает не только на ствол, он направляется в зону сварки, охлаждает ее до 20…30 ⁰С. Затем возобновляется процесс. Происходит очередной выстрел. Еще определенное количество порошка подается на наплавку.
Этот способ наплавки (напыления) превосходит по своим параметрам любой другой вариант.
В настоящее время по заказу заинтересованных предприятий может быть спроектировано и изготовлено индивидуальное высокотехнологичное оборудование. Конечно, цена на него может быть достаточно высокой. Высокое качество восстанавливаемых деталей позволит окупить капиталовложения.
Видео: восстановление коленвала.
Источник