Технология ремонта колесных пар со сменой элементов
Автор работы: Пользователь скрыл имя, 06 Апреля 2014 в 11:52, курсовая работа
Описание работы
Колёсные пары относятся к ходовым частям и являются одним из ответственных элементов вагона. Они предназначены для направления движения вагона по рельсовому пути и восприятия всех нагрузок, передающихся от вагона на рельсы при их вращении. Работая в сложных условиях нагружения, колёсные пары должны обеспечивать высокую надёжность, так как от них во многом зависит безопасность движения поездов. Поэтому к ним предъявляют особые, повышенные требования Госстандарта, Правила технической эксплуатации железных дорог, Инструкция по освидетельствованию, ремонту и формированию вагонных колёсных пар, а также другие нормативные документы при проектировании, изготовлении и содержании. Конструкция и техническое состояние колёсных пар оказывают влияние на плавность хода, величину сил, возникающих при взаимодействии вагона и пути, и сопротивление движению.
Файлы: 1 файл
МОЙ рем к.п. со сменой.doc
Московский Государственный Университет
Путей Сообщения (МИИТ)
Кафедра “Вагоны и вагонное хозяйство”
КУРСОВОЙ ПРОЕКТ
”Технология производства и ремонта вагонов”
“Технология ремонта колесных пар со сменой элементов”
Выполнил: студент гр. ТВГ-412
Проверил: доц. Петров А.А.
Колёсные пары относятся к ходовым частям и являются одним из ответственных элементов вагона. Они предназначены для направления движения вагона по рельсовому пути и восприятия всех нагрузок, передающихся от вагона на рельсы при их вращении. Работая в сложных условиях нагружения, колёсные пары должны обеспечивать высокую надёжность, так как от них во многом зависит безопасность движения поездов. Поэтому к ним предъявляют особые, повышенные требования Госстандарта, Правила технической эксплуатации железных дорог, Инструкция по освидетельствованию, ремонту и формированию вагонных колёсных пар, а также другие нормативные документы при проектировании, изготовлении и содержании. Конструкция и техническое состояние колёсных пар оказывают влияние на плавность хода, величину сил, возникающих при взаимодействии вагона и пути, и сопротивление движению.
Работая в современных режимах эксплуатации железных дорог и экстремальных условиях окружающей среды, колёсная пара вагона должна удовлетворять следующим основным требованиям: обладать достаточной прочностью, имея при этом минимальную необрессоренную массу с целью снижения тары подвижного состава и уменьшения непосредственного воздействия на рельсовый путь и элементы вагона при прохождении неровностей рельсовой колеи; обладать некоторой упругостью, обеспечивающей снижение уровня шума и смягчение толчков, возникающих при движении вагона по рельсовому пути; совместно с буксовыми узлами обеспечивать, возможно, меньшее сопротивление при движении вагона и возможно большее сопротивление износу элементов, подвергающихся изнашиванию в эксплуатации.
1. Анализ конструкции колесной пары.
Колесные пары, воспринимающие статическую и динамическую нагрузку, обеспечивают непосредственный контакт экипажа и пути и направляют подвижной состав в рельсовой колее, через них передается на рельсы нагрузка от вагона, а колесные пары жестко воспринимают все толчки и удары от неровностей пути. При следовании подвижного состава по кривым участкам пути появляются дополнительные нагрузки на колесные пары от воздействия центробежных сил, а при торможении — от тормозных сил. Бывают также случаи, когда колеса скользят по рельсам без вращения (идут юзом). Кроме того, оси колесных пар пассажирских вагонов взаимодействуют с элементами приводов электрогенераторов.
Изменение режима движения поезда, прохождение вагонов по кривым участкам и стрелочным переводам вызывают изменение направления действующих на колесную пару сил и перераспределение нагрузок на ее элементы. Поэтому при изготовлении и эксплуатации к колесным парам предъявляются высокие требования.
Типы колесных пар, их основные размеры и технические условия на изготовление определены государственными стандартами. Специальной инструкцией установлены порядок и сроки осмотра, освидетельствования и ремонта колесных пар, а также нанесения на них знаков и клейм. Наиболее важные для обеспечения безопасности движения нормы и требования изложены в Правилах технической эксплуатации железных дорог (ПТЭ).
Колесная пара (рис. 1) состоит из оси 1 и напрессованных на нее колес 2.
Рис.1. Колесная пара
Тип колесной пары (см. таблицу 1.1) определяется типом оси и диаметром колес.
Колеса насаживаются на ось на равных расстояниях от ее середины так, чтобы расстояние между их внутренними гранями было в установленных пределах (см. таблицу 1.1). Правильное положение колес и прочное соединение их с осью — важные условия обеспечения безопасности движения подвижного состава по рельсовому пути. Проверка колесных пар на соответствие этим условиям осуществляется в процессе эксплуатации вагонов постоянно.
У внутренней грани колеса имеется гребень высотой 28 мм. Такая высота достаточна для предотвращения схода подвижного состава с рельсов и вместе с тем исключает возможность повреждения деталей рельсовых скреплений и стрелочных переводов. Толщина гребня, измеряемая на расстоянии 18 мм от вершины, у новых и обточенных колес составляет 33 мм. Вследствие трения гребня о головку рельса в эксплуатации эта величина уменьшается, поэтому установлены предельные нормы износа.
Типы колесных пар и их основные размеры.
Тип колесной пары
Диаметр колес, мм
Используются для вагонов
Для роликовых на горячей посадке с торцевым креплением гайкой
Грузовых и пассажирских
Для роликовых на горячей посадке с торцевым креплением шайбой
Для роликовых на втулочной посадке с торцевым креплением гайкой
Грузовых и пассажирских
Основные размеры, мм:
Расстояние между внутренними гранями колес (L) у колесных пар вагонов, эксплуатируемых в поездах со скоростями движения:
-свыше 120 до 160 км/ч
Диаметры колес (D) по кругу катания колесных пар:
Разность расстояний между внутренними гранями колес в одной колесной паре, не более:
Разность диаметров колес по кругу катания в одной колесной паре, не более:
Расстояние от торца шейки оси / до внутренней грани колеса колесной пары типа:
Разность расстояний от торцов шеек оси до внутренних граней ободов колес с одной и другой стороны колесной пары, не боле:
Отклонение от соосности кругов катания колес относительно оси базовой поверхности, не более:
2. Анализ износов и повреждений колесных пар и причины их образования.
Колесные пары являются одним из основных элементов ходовых частей, от технического состояния которых существенно зависит надежность работы вагона в целом. При движении колесной пары по рельсовой колее на нее действует комплекс статических и динамических вертикальных и горизонтальных сил. Кроме того, ось колесной пары испытывает дополнительные напряжения сжатия в зонах напрессовки ступиц колес на оси и ряд других эксплуатационных факторов. Сочетание комплекса этих факторов способствует возникновению в элементах колесных пар ряда неисправностей. Неисправности осей колесных пар подразделяют в общем виде на износы, трещины, изломы.
В средней части оси в условиях эксплуатации образуется ряд неисправностей, расположение которых представлено на рис. 2.1.
Рис.2.1. Неисправности средней части оси
Наиболее опасными дефектами являются поперечные трещины 1. Выполненный анализ большого количества осей с изломами в средней части показал, что подавляющее большинство трещин имеет усталостный характер и вызван многократным повторением циклических нагрузок, усиленных дополнительным влиянием загрузки вагонов сверх установленных норм, неравномерным распределением груза по кузову , усталостью металла, наличием концентраторов напряжений, а также дефектами поверхностей катания колес (ползун, выщерблина и т.д.), вызывающими дополнительные динамические нагрузки. При обнаружении поперечных трещин в оси независимо от других параметров колесная пара подлежит расформированию.
Продольные трещины 2 образуются вследствие наличия в поверхностных слоях металла дефектов Технологического происхождения в виде неметаллических включений, закатов, плен, забоин. Оси колесных пар с продольной трещиной длиной более 25 мм заменяются исправными. Браковка наклонных трещин 3 зависит от угла наклона α к образующей оси. При угле наклона 30° и менее, трещина относится к продольным, а при угле α а более 30° — к поперечным.
Трещины можно обнаружить с помощью ультразвуковой или магнитной дефектоскопии, либо визуально (в условиях ПТО) по ряду внешних признаков. Практикой установлено, что пленка краски в зоне расположения трещины плотно не прилегает к оси, а в некоторых случаях вздувается в виде пузыря или отслаивается. Более глубокие трещины могут быть обнаружены летом по скоплению пыли, а зимой по наличию инея. Объясняется это тем, что в трещине концентрируется влага, к которой летом прилипает пыль, а зимой влага превращается в иней.
Кольцевые выработки на средней части оси 4 возникают от трения вертикальных рычагов и горизонтальных тяг, неправильно собранной или неправильно отрегулированной рычажной передачи тормоза или их падения на ось. Значительная глубина истирания может привести к излому оси, поэтому колесные пары с протертостью оси глубиной, более 2,5 мм бракуются.
Забоины и вмятины 5 – механические повреждения, которые характеризуются образованием местного углубления, возникающего в результате пластической деформации от удара каким-либо предметом (чаще всего в процессе погрузки или выгрузки колесных пар). Оси колесных пар бракуются по этим дефектам, если диаметр оси в месте его расположения меньше допускаемого.
Изогнутость оси колесной пары — механическое повреждение с образованием изгиба оси в результате деформации ее от ударов при авариях и крушениях. Изогнутость определяется измерением расстояния между внутренними гранями колес в четырех точках по окружности или как биение при вращении оси в центрах. Колесные пары с изогнутостью оси к эксплуатации не допускаются.
Дефекты в подступичной части оси в основном связаны с дополнительным влиянием запрессовки ступицы колеса на ось. Наиболее опасный дефект трещина — нарушение сплошности металла в зоне контакта оси и ступицы у торца. Сразу же от поверхности трещины распространяются под углом 70. 750 (рис. 2.2) внутрь подступичной части оси, а затем на глубине 2. 4 мм меняет свое направление на перпендикулярное к поверхности. Наклон трещины от поверхности оси связан с давлением, оказываемым концами ступицы колеса, в сечениях которых давление возрастает в 1,5. 1,8 раза от нормального давления ступицы колеса после посадки на ось.
Рис.2.2. Характер образования трещины в подступичной части оси.
Причиной резкого снижения выносливости оси в этой зоне является также повреждение поверхности оси вследствие коррозии трения (фреттинг-коррозии), которая развивается на поверхностях сопряженных деталей в процессе циклического нагружения. Кроме того, при контактном трении происходят процессы микроизнашивания, химического окисления поверхности, а также развиваются электроэрозионные явления за счет возникающего при трении двух металлов термоэлектрического тока.
Дефекты в шейках осей:
Трещины в шейках осей образуются чаще всего вблизи галтелей. Основной причиной их образования в шейках осей с роликовыми подшипниками является местная концентрация напряжения в зоне торца внутреннего кольца, особенно вблизи задней галтели. Характер этих трещин аналогичен характеру трещин в подступичной части, т.е. является следствием концентрации напряжений по сечению торца внутреннего кольца роликового подшипника. С целью снижения концентрации напряжений в этой зоне необходимо выполнять разгружающие канавки вблизи задней галтели глубиной 0,04 мм.
Задиры и риски на шейках и предподступичных частях — круговой неравномерный по поперечному профилю износ. На шейках и предподступичных частях с подшипниками качения поперечные задиры и риски образуются из-за проворачивания внутренних колец подшипников и лабиринтных колец при грении букс или недостаточном натяге колец при монтаже.
Неисправности цельнокатаных колес:
Техническое состояние поверхности катания и гребня оказывает огромное влияние на плавность хода вагона и взаимодействие с путями, особенно при прохождении стрелочных переводов. Различают следующие группы неисправностей: естественные износы, термомеханические повреждения, нарушения сплошности металла.
К группе естественного износа относятся такие износы как различные виды проката поверхности катания колеса, износы гребня, ползуны и другие.
Равномерный круговой износ — прокат поверхности катания колеса h (рис. 2.3, а) в плоскости круга катания происходит от взаимодействия колеса с рельсом и тормозной колодкой. Образование проката от взаимодействия с рельсом происходит вследствие одновременного действия двух процессов: смятие волокон металла на площадке контакта колеса с рельсом и истирания металла под действием сил трения, возникающих при торможении от проскальзывания колеса по рельсу и колодки по ободу. Нарастание проката связано также с пластической деформацией.
В начальный период приработки процесс образования проката протекает в 3 раза быстрее, чем после приработки. В период приработки; кроме интенсивного износа микронеровностей поверхности катаний, происходит уплотнение верхних слоев металла и образование наклепа. Твердость наклепанного слоя может достигать НВ 470. На втором этапе образования проката металл из зоны контакта колеса с рельсом перетекает в сторону наружной грани колеса с образованием круговых наплывов.
Источник
Ремонт колёсных пар со сменой элементов.




![]()
![]()
Этот вид ремонта требует более высокой квалификации работников и сложного оборудования, чем ремонт без смены элементов, так как, кроме колёсно-токарных станков, требуются прессы для выполнения прессовых работ: осеотрезные, осеобдирочные, осетокарные и карусельные станки. Разметка видов ремонта колёсных пар производится обозначениями в местах, указанных в таблице 3.
Колёсные пары со сменой элементов ремонтируют и в вагонных колёсных мастерских, колёсных цехах заводов и депо, которые имеют вышеуказанное оборудование.
Смена оси производится при её неисправности или маломерности. Колёсная пара, имеющая забракованную ось, исключается из инвентаря, а вместо неё формируется другая колёсная пара с использованием новой оси и старогодных колёс или полностью из старых элементов.
Весь процесс смены оси состоит из распрессовки колёсной пары, обработки новой или старогодной оси, упрочняющей накатки, ремонта и проверки ступиц колёс и запрессовки колёс на ось.
Смена колёс, имеющих толщину обода менее допускаемой или другие повреждения и неисправности, при наличии которых они подлежат замене, производится в той же последовательности, как и при смене оси.
Для замены негодных колёс используются новые и старогодные колёса. Предварительно их тщательно осматривают, проверяют размеры, а затем ступицы колёс растачивают до размера диаметра подступичной части оси с учётом необходимого для запрессовки натяга.
| Вид ремонта | Условные обозначения видов ремонта | Место на колесной паре для разметки условного вида ремонта |
| Ремонт колесных пар со сменой элементов | ||
| Смена оси | СО | Внутренняя грань одного из ободьев колес |
| Смена одного или двух колес | СО | То же |
| Переформирование колесной пары вследствие несоответствия расстояния между внутренними гранями ободьев колес установленным размерам | ШГ | То же |
| Переформирование колесной пары вследствие наличия разницы расстояний между торцами оси и внутренними гранями колес с одной и другой стороны колесной пары более допускаемых размеров | РК | То же |
| Смена оси и одного или двух колес | СОК | То же |
| Опробование на сдвиг одной или двух ступиц колес имеющих признаки ослабления | ОС | Внутренние грани ободьев ослабевших колес |
| Ремонт колесных пар без смены элементов | ||
| Обточка поверхности катания колес | ОК | Внутренняя грань одного из ободьев колес |
| Наплавка одного или двух изношенных гребней колес | НГ | Внутренняя грань обода колеса с изношенным гребнем |
| Полная ревизия роликовых букс | РБ | Внутренняя грань одного из ободьев колес |
| Промежуточная ревизия роликовых букс | ПР | То же |
Подступичную часть старогодной оси перед напрессовкой колеса обтачивают с целью удаления продуктов коррозии, наминов, рисок и других дефектов, с последующей упрочняющей накаткой роликами.
Распрессовка колёсных пар производится, как правило, на специально выделенном для этой цели прессе. В тех случаях, когда распрессовка выполняется на том же прессе, что и запрессовка, самопишущий манометр (индикатор) и рабочий манометр, предназначенный для контроля усилий при запрессовке, необходимо выключить во избежание повреждений. Контроль за усилиями сдвига в этом случае осуществляется по второму рабочему манометру.
При установке колёсной пары на прессе необходимо обеспечить совпадение её геометрической оси колёсной пары и плунжера пресса. После этого включается пресс и снимается колесо с оси. Аналогично производится съём второго колеса.
У колёсных пар с осями для роликовых подшипников для предотвращения деформации резьбы, повреждения торцов, развальцовки цилиндрической части шейки при расформировании применяют специальный стакан.
Если колёсная пара не поддаётся расформированию предельным усилием пресса, разрешается подогревать ступицу колеса газовой горелкой. Но если и после подогрева колеса невозможно снять с оси, то при неисправности оси – разрезается ступица колеса, а при неисправности оси – колёсная пара сдаётся в металлолом.

После распрессовки колёсных пар, ранее забракованные и размеченные элементы (колёса, оси) транспортируют на площадки и стеллажи для бракованных элементов. Элементы, ранее признанные годными для дальнейшего использования, тщательно осматривают и измеряют. По результатам осмотра и измерения решается вопрос дальнейшего использования элементов колёсной пары. На забракованные элементы светлой краской ставится знак “Б” (брак) и условный номер, присвоенный мастеру.
Годные для дальнейшего использования элементы транспортируют на соответствующие стеллажи.
Обработка новых и старогодных осей производится на осетокарных станках. Шероховатость обработанной поверхности и размеры должны соответствовать чертежам и техническим требованиям. Шероховатость поверхностей осей проверяют стандартными эталонами.
Размеры старогодных осей, допускаемых к напрессовке на них колёс, после обработки должны быть не менее указанных в таблице 10.
| Тип оси | Наименьшие диаметры частей оси, мм | Максимальная длина шейки оси, мм | |
| подступичной | предпод- ступичной | средней | шейки |
| РУ-1 |
Для плавного захода оси в ступицу при запрессовке наружный конец подступичной части оси обтачивают на корпус с разностью диаметров не более 1мм и длиной не менее 7 мм.
Переход от запрессованного корпуса к цилиндрической подступичной части оси должен быть плавным. Середину оси обозначают кернером.
После окончательной обработки перед запрессовкой новые и старогодные оси проверяют дефектоскопом.
Для повышения предела выносливости, улучшения условий работы осей и осмотра их новые оси обтачивают по всей длине, в том числе и среднюю часть, и подвергают упрочняющей накатке.
Поверхность, подвергающаяся упрочнению накатыванием, должна иметь шероховатость поверхности не ниже 20. Припуск под накатывание оставляется исходя из того, что уменьшение диаметра после накатывания составит 0,04-0,06мм. Шероховатость поверхности после накатывания должна быть не ниже 1,25.
Накатывание подступичных и средних частей оси производится на специальных накатных станках, а также на обычных универсальных при помощи двухроликовых приспособлений с пневматическим или гидравлическим нагружением роликов, оборудованных регулятором, автоматически обеспечивающим усилие накатывания требуемой величины.
Для необходимого повышения твёрдости и шероховатости накатывание производится упрочняющим и сглаживающим роликами за один проход с подачей не более 0,6 мм за оборот при частоте вращения оси не более 160об/мин. Нагрузка на ролики при накатывании принимается в зависимости от диаметра оси и ролика. В процессе накатывания упрочняющая поверхность смазывается жидким машинным маслом. После накатывания подступичные части оси дополнительной обработке перед запрессовкой не подвергаются.
Обработка нового или старогодного колеса производится на карусельных станках.
Отверстия ступиц новых и старогодных колёс растачиваются до размера подступичной части оси с учётом необходимого для запрессовки натяга. При этом, как правило, колёса притачиваются к осям.
Перед обработкой колёс проверяют клейма маркировки и приёмки, а так же наличие сертификатов на партию колёс, поступивших для формирования колёсных пар. Для уменьшения снимаемого при обточке колёс металла их укрепляют в планшайбе станка так, чтобы ось отверстия в ступице колеса была перпендикулярна торцевым поверхностям ступицы и боковым граням обода.
Шероховатость поверхности, размеры и допуски колёс должны соответствовать чертежам и техническим условиям.
Чтобы избежать задиров при запрессовке, а так же для снижения концентрации напряжения в осях кромки ступицы закругляют радиусом 5мм. Переходы закруглений кромок к цилиндрической части ступицы должны быть плавными. Отверстия в ступицах колёс необходимо иметь цилиндрические, без вмятин и забоин, концентричными ободу, а их ось перпендикулярной торцевым поверхностям ступицы и боковым граням обода. Шероховатость поверхности отверстия ступицы должна соответствовать установленному классу.
На всей длине отверстия допускается: конусность не более 0,10 мм при условии, что большой диаметр отверстия для оси обращён к середине оси, овальность не более 0,05 мм, волнистость не более 0,02 мм.
При наличии на посадочных поверхностях ступицы раковин, черновин, а так же во всех случаях нарушения установленных размеров отверстий ступиц их восстанавливают наплавкой с последующей механической обработкой, отверстие ступицы может быть расточено для посадки на ось большого диаметра. Увеличение или уменьшение диаметра отверстий ступиц допускается в пределах установленных норм на размеры подступичных частей осей. Если требуется расточить ступицу старогодного колеса, то его устанавливают на станок обточенной поверхностью обода.
Разность толщины стенок ступицы в различных местах по окружности допускается не более 10 мм. При этом толщина стенки ступицы колёсных пар должна быть не менее допускаемой.
Напрессовка колёс на ось выполняется на специальном гидравлическом прессе, оборудованным двумя манометрами и самопишущим прибором (индикатором) для записи диаграммы запрессовки. Один манометр предназначен для контроля усилия при напрессовке колёс, другой – при распрессовке, на его шкале нанесена контрольная черта, показывающая наибольшее допустимое усилие для пресса.
При установке колёсных пар на пресс строго следят за тем, чтобы геометрические оси прессуемых элементов колёсной пары и упорных приспособлений совпадали с геометрической осью плунжера пресса. Перед запрессовкой проверяют размеры элементов колёсных пар, посадочные поверхности ступиц колёс и подступичные части осей тщательно очищают, насухо протирают, смазывают натуральной олифой или другим варёным растительным маслом.
Запрессовку осей в колёса производят усилиями 37-35 тс на каждые 100 мм диаметра подступичной части оси.
Натяги для достижения требуемых запрессовочных усилий должны находиться в пределах 0,1-0,25мм в зависимости от конструкции колеса. Диаметры посадочных поверхностей оси при подборе по натягу измеряют в трёх точках по длине посадки и по двум взаимно перпендикулярным направлениям.
Правильность положения элементов относительно середины оси в момент запрессовки и после запрессовки проверяют специальными шаблонами. Разница расстояний от внутренних граней колёс до середины оси 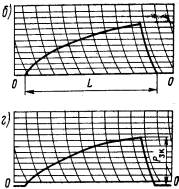
 |
допускается не более 3мм.
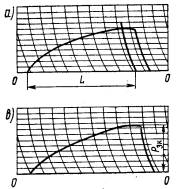
Рисунок 9-Примерные диаграммы запрессовки осей колесных пар
а,в- удовлетворительные; б,г- неудовлетворительные
В процессе запрессовки необходимо следить за согласованностью показаний манометра и самопишущего прибора (индикатора). По форме нормальная индикаторная диаграмма запрессовки имеет плавно нарастающую, несколько выпуклую вверх кривую по всей длине с начала до конца запрессовки. Минимально допускаемую длину сопряжения l (рисунок 9,а и б) определяют по диаграмме запрессовки, для колёс диаметром 950 мм она равна 145 i (где i – масштаб диаграммы по длине).
Длина сопряжения на диаграмме запрессовки определяется размером возрастающей ветви кривой, т.е. расстояниями от начала запрессовки до точки перехода в горизонтальную или наклонную прямую в конце (рисунок 9,а). При отсутствии горизонтального или наклонного участка в конце, длина сопряжения равна длине диаграммы (рисунок 9,б).
Если при напрессовке колеса на ось будет получена не удовлетворительная диаграмма (рисунок 9,г) или усилие не будет соответствовать требованиям инструкции, колёсную пару бракуют.
Распрессованное колесо разрешается вторично насаживать на тот же конец оси при условии, что на посадочных поверхностях подступичной части оси нет задиров. При этом конечное усилие запрессовки должно быть выше нижнего предела на 15%.
На бланке диаграммы, кроме кривой изменения давления, записывают следующие данные: дату запрессовки, тип колёсной пары, номер оси, тип и номер колеса, диаметры подступичной части оси, измеренные с точностью до 0,01мм, конечное давление в тоннах, порядковый номер диаграммы и принятый натяг при запрессовке.
Годные и забракованные диаграммы запрессовки и контрольных проверок на сдвиг после оформления и приёмки колёсных пар хранятся 12 лет.
Опробование на сдвиг ступиц колёс производится при наличии у колёсной пары признаков ослабления колёс на осях, а так же при поступлении в ремонт на вагоноремонтные заводы, если со дня последнего формирования колёсной пары прошло 12 лет и более.
Поступившие колёсные пары для опробования на сдвиг ступиц колёс тщательно осматривают и измеряют элементы для выявления других неисправностей. Затем колёсную пару устанавливают на пресс, строго соблюдая при этом все требования по совмещению геометрических осей элементов и не допуская перекосов.
Опробование на прессе производится в направлении распрессовки колёс усилием в пределах 75-85тс с записью результатов на индикаторной диаграмме. Если при опробовании колесо сдвинется, то колёсная пара подлежит расформированию и ремонту.
На бланке диаграммы при опробовании ступиц колёс на сдвиг записывают следующие данные: дату опробования, тип колёсной пары, конструкцию колеса, диаметр подступичной части, сторона, которая была опробована, и усилие опробования.
Порядок оформления и хранения бланков диаграмм опробования прессовых соединений такой же, как и диаграмм запрессовки.
Колёсную пару, выдержавшую испытание, опробуют на сдвиг, вторично осматривают и измеряют.
Источник