- Технология ремонта холодильных агрегатов бытовых холодильников компрессионного типа
- Технология ремонта компрессионных холодильников Минск-16
- Ремонт компрессионных холодильников
- Изучение классификации холодильников компрессионного типа, их устройства и технических требований. Основные неисправности холодильников и их причины. Разработка технологического процесса и оборудование, применяемое при ремонте, испытания результата.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- Подобные документы
Технология ремонта холодильных агрегатов бытовых холодильников компрессионного типа
2.2 Технология ремонта холодильных агрегатов бытовых холодильников компрессионного типа
При ремонте холодильника в зависимости от обнаруженной неисправности возникает необходимость в его частичной или полной разборке. Условия и способы демонтажа отдельных узлов в разных холодильниках могут различаться. Однако во всех случаях разборку следует производить в последовательности, исключающей излишний демонтаж узлов, не препятствующих выполнению работы. Например, в холодильниках с вводом испарителя через дверной проем перед демонтажем холодильного агрегата необходима частичная разборка облицовочных накладок и снятие дверки морозильного отделения. В холодильниках с вводом испарителя через люк в задней стенке шкафа этого делать не требуется.
При полной разборке рекомендуется придерживаться следующего порядка:
· обесточить холодильник, вынув вилку из штепсельной розетки сети;
· извлечь все принадлежности—сосуды, полки, поддон, стекло и др.;
· снять дверь шкафа с навесок;
· демонтировать дверку морозильного отделения и облицовочные накладки,
· демонтировать холодильный агрегат.
Последовательность демонтажа терморегулятора зависит от места его расположения.
Наиболее сложной в ремонте составной частью холодильника является холодильный агрегат. Технологическая схема ремонта холодильного агрегата должна содержать следующие обязательные операции:
· дефектация агрегатов с использованием современных средств и методов диагностирования;
· удаление из системы хладагента и масла;
· промывка и сушка узлов холодильного агрегата с целью удаления из них остатков влаги, масла и загрязнения;
· сушка и вакуумирование агрегата с целью удаления оставшейся в системе влаги и неконденсирующихся газов;
· сборка агрегатов и пайка стыков соединительных патрубков.
· проверка холодильного агрегата на герметичность;
· сушка хладагента и масла, регенерация цеолитовых патронов;
· вакуумирование и заполнение агрегата маслом и хладагентом со строгим дозированием;
· проверка на отсутствие утечки хладагента;
· обкатка холодильного агрегата (проверка инееобразования и потребление мощности) и проверка электрических параметров (сопротивление изоляции, пробой);
· проверка холодильного агрегата на соответствие требованиям нормативно-технической документации (РСТ, ТУ) на отремонтированный агрегат по уровню звука.
2.2.1 Операции по вакуумированию и заправке холодильных агрегатов компрессионного типа
Холодильный агрегат, собранный (спаянный) и проверенный на герметичность в ванне, поступает на участок вакуумирования и заправки.
При заполнении холодильного агрегата последовательно должны быть выполнены следующие операции:
— первичное вакуумирование агрегата до остаточного давления 1,3-2,7 кПа в течение 20-25 мин;
— заполнение агрегата 50-60 г хладона (технологическая доза);
— проверка холодильного агрегата на отсутствие утечки хладона галоидным течеискателем;
— стравливание хладона из системы агрегата;
— вторичное вакуумирование до остаточного давления 1,3-2,7 кПа в течение 20-25 мин;
— заполнение холодильного агрегата маслом ХФ-12-16 и хладоном-12.
Кривые зависимости остаточного давления от длительности вакуумирования показаны на рис. 2.2
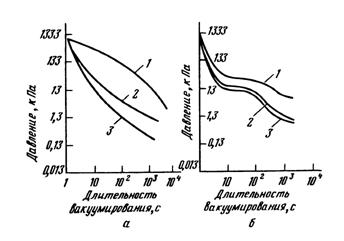
Рис. 2.2 Зависимость остаточного давления от длительности вакуумирования:
а – первичного; б – вторичного; 1 – в конденсаторе; 2 – в агрегате; 3 – в кожухе
Оборудование для вакуумирования и заправки:
1 вакуумный насос
2 галоидный течеискатель
1 заправочная станция
2 заправочный цилиндр
4 Электронное смотровое стекло
5 Механический термометр
7 Электронные весы и дозаторы
Операцию ведут до остаточного давления 10 мм рт.ст., после чего в агрегат вводят 60-80 г хладона для получения воздушно-фреоновой смеси. Как уже указывалось, вакуумирование с промежуточным заполнением агрегата небольшой дозой хладона и последующим вторичным вакуумированием обеспечивает низкое остаточное давление воздуха в агрегате.
Проверка агрегата на герметичность
Наличие в агрегате фреона при отсутствии в нем масла позволяет эффективно проверить герметичность при помощи галоидного течеиспускателя. Проверку ведут в специальной кабине, имеющей приточно-вытяжную вентиляцию. Агрегат желательно предварительно подогреть, что улучшит условия обнаружения течи.
Перед вакуумированием агрегата откачивают воздушно-хладоновую смесь. Для этого используют холодильный компрессор, выпуская хладон в атмосферу либо ресивер. Откачку хладона ведут до остаточного давления примерно 0,1 ати, после чего оставшуюся воздушно-фреоновую смесь вакуумируют до остаточного давления не более 20 ати. Это будет соответствовать наличию в агрегате воздуха с остаточным давлением 0,08-0,1 ати. Такое вакуумирование агрегата не вызывает затруднений и обеспечивается в течении нескольких минут.
Заполнение агрегата маслом и фреоном
Вначале агрегат заполняют маслом, затем после включения мотор-компрессора – хладоном. Количество масла и хладона должно в основном соответствовать нормам, рекомендуемым заводами-изготовителями, однако в каждом отдельном случае они должны корректироваться.
Определение необходимой дозы смазочного масла
В настоящее время при ремонте холодильных агрегатов бытовых холодильников масло заменяют путем слива отработанного и заправки нового, предварительно взвешенного. Однако применение такого метода приводит к значительным потерям хладонового масла.
Рекомендуется дозирование осуществлять в установившемся режиме в соответствии с максимальным противодавлением с предварительной выдержкой агрегата и масла в режиме максимальных эксплуатационных температур и подачей в течение всего времени выдержки на обмотки встроенного электродвигателя стабилизированного напряжения, равного половине номинального. Причем дозирование заканчивают при стабилизации потребляемой мощности в соответствии с требованиями стандарта.
Источник
Технология ремонта компрессионных холодильников Минск-16
| 1. Введение | 1 |
| 2. Производственная программа | 2 |
| Техническая часть | |
| 3. Характеристики ремонтируемого прибора | 3 |
| 4. Электрическое оборудование | 4 |
| 4.1. Составные элементы электрической схемы с описанием её работы | 4 |
| 4.2. Техническая характеристика электродвигателя | 6 |
| 4.3. Обмоточная характеристика электродвигателя | 7 |
| 4.4. Проверочный расчёт электродвигателя | 8 |
| Технологическая часть | |
| 5. Возможные неисправности прибора и способы их определения | 17 |
| 6. Обоснование выбора базовой детали и описание схемы разборки | 18 |
| 7. Технологический процесс ремонта прибора | 19 |
| 7.1. Технологическая карта ремонта | 19 |
| 7.2. Попереходное описание технологического процесса ремонта | 22 |
| 8. Организация рабочего места | 35 |
| 9. Комплектование цеха оборудованием | 37 |
| 10. Описание проектируемого приспособления | 39 |
| 11. Техника безопасности, промышленная санитария и противопожарные мероприятия в цехе | 40 |
| 12. Список использованной литературы | 42 |
В настоящее время в нашей стране разработаны и поступают на экспорт более 100 наименований электромашин и приборов. В условиях рыночной экономики основными направлениями в развитии электробытовых приборов на отечественных предприятиях является разработка и создание новых, более совершенных их видов: двух, трёхкамерных холодильников, автоматических и полуавтоматических стиральных машин, более совершенных, удобных в эксплуатации пылесосов, полотёров и других бытовых приборов с применением совершенных технологий.
Любая машина или прибор, находящийся в эксплуатации, требует бережного постоянного отношения и периодического ремонта.
Ремонт осуществляется в специальных мастерских или на специальных предприятиях. Наиболее современные предприятия оснащены новейшим оборудованием, намного облегчающим труд рабочих. Чтобы не отставать от запросов населения, отрасль должна развиваться очень быстро, с использованием новейших достижений науки и техники.
2. Производственная программа
Производственная программа для ремонтного цеха даётся 10000 штук холодильников «Минск-16» в год.
От производственной программы выделяются для:
— капитального ремонта – 7000 штук в год
— среднего ремонта – 2000 штук в год
— ремонта на дому – 1000 штук в год
3. Характеристика ремонтируемого прибора
Холодильник «Минск-16» типа КШ-28П, выпускается на напряжение 220 В., имеет стальной наружный шкаф, сварной конструкции. Так же он имеет изоляцию из пенополиуретана.
Холодильник повышенной комфортности имеет полуавтоматическое устройство оттаивания испарителя с последующим отводом талой воды. Имеется устройство для ограничения угла открывания двери для предохранения от ударов о стену. Общий внутренний объём шкафа составляет 280 дм 3 ., в том числе объём морозильной камеры – 59 дм 3 .. В качестве хладагента в холодильнике применяется Фреон-12. На холодильнике установлен вертикальный кривошипно-шатунный компрессор типа ФГ с номинальной производительностью 125 ккал/час.
4.1. Составные элементы электрической схемы с описанием её работы.
Электрическая схема холодильника «Минск-16» состоит из:
— мотор-компрессора типа ФГ
— пускозащитного реле типа РТК
— прибора полуавтоматической оттайки типа ТО-11
— датчика-реле температур типа АРТ-2
— лампы освещения на 15 В.
Пускозащитное реле предназначено для запуска двигателя и защиты его от сверхдопустимых перегрузок. Пускозащитное реле состоит из пускового реле и защитного реле, смонтированных в одном корпусе. В момент запуска двигателя ток в силовой цепи выше номинального, сердечник пускового реле выталкивается и замыкает контакты пусковой обмотки. После запуска сердечник опускается и размыкает контакты. Пусковая обмотка выключается.
Защитное реле состоит из нихромовых нагревателей и биметаллической пластины. При нагреве двигателя увеличивается ток, нагреватель нагревает биметаллическую пластину и она, изгибаясь, через рычаг размыкает контакты, тем самым, отключая двигатель.
Прибор полуавтоматической оттайки типа ТО-11. При нажатии на кнопку отключается мотор-компрессор. При повышении температуры в камере до +4-8 0 С давление в сильфоне, который является упругим элементом, возрастает. Термосистема поворачивает рычаг и включает мотор-компрессор.
Датчик-реле температур АРТ-2 смонтирован в пластмассовом корпусе и состоит из термочувствительной системы, упругим элементом которой является сильфон, узла настройки температур замыкания контактов и колодки с контактной группой. Сильфон термосистемы воздействует на двуплечий рычаг, шарнирно-закреплённый на оси. В режиме статирования термосистемы рычаг размыкает контакты и отключает компрессор. При повышении температуры окружающей среды на величину зоны нечувствительности рычаг замыкает контакты, и мотор вновь начинает работать.
При открытии двери на угол 15 0 дверной выключатель включает лампу освещения в холодильной камере.
Источник
Ремонт компрессионных холодильников
Изучение классификации холодильников компрессионного типа, их устройства и технических требований. Основные неисправности холодильников и их причины. Разработка технологического процесса и оборудование, применяемое при ремонте, испытания результата.
| Рубрика | Производство и технологии |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 02.06.2014 |
| Размер файла | 26,8 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
1. Аналитический раздел
1.1 Классификация холодильников компрессионного типа
1.2 Устройство холодильников компрессионного типа
1.3 Технические требования к холодильникам компрессионного типа
2. Технологический раздел
2.1 Основные неисправности холодильников компрессионного типа и их причины
2.2 Анализ существующего технологического процесса ремонта
2.3 Разработка технологического процесса ремонта холодильников компрессионного типа
3. Конструкторский раздел
3.1 Оборудование, применяемое при ремонте холодильников компрессионного типа
3.2 Испытание холодильников компрессионного типа после ремонта
3.3 Охрана труда и техника безопасности при ремонте холодильников компрессионного типа
Для хранения скоропортящихся продуктов в домашних условиях применяют небольшие машины искусственного холода — бытовые холодильники. холодильник компрессионный ремонт
Бытовые холодильники служат для кратковременного хранения продуктов в домашних условиях и для производства небольшого количества льда. Они являются последним звеном непрерывной холодильной цепи.
В домашних условиях для хранения продуктов пользуются, холодильниками и морозильниками.
Холодильник — прибор, заключенный в теплоизоляцию и имеющий приемлемый для бытового использования объем и оборудование, охлаждаемый устройством, потребляющим электроэнергию, с одним или более отделением для хранения пищевых продуктов, в одном из которых поддерживается температура более О °С.
Жизнь, здоровье, работоспособность, да и просто самочувствие человека в значительной степени зависит от продуктов, которыми питается человек.
Человек издавна старался сохранить продукты от порчи, путем помещения продукта, например (овощи и фрукты), в погреба, землянки и т. п.
Только в конце нашего века люди изобрели холодильные агрегаты, а в нашем веке уже каждый имеет бытовой холодильник. Притом технология холодильников так развилась, что можно их увидеть любой конфигурации, модели, с различными температурами, методами охлаждения, объемами, и т. п.
Холодильник — устройство, поддерживающее низкую температуру в теплоизолированной камере. Применяется обычно для хранения пищи или предметов, требующих хранения в прохладном месте. В развитых странах бытовой холодильник имеется почти в каждой семье. Работа холодильника основана на использовании холодильной машины, переносящей тепло из рабочей камеры холодильника наружу, где оно рассеивается во внешнюю среду.
1. Аналитический раздел
1.1 Классификация холодильников
Бытовые холодильники компрессионного и абсорбционного вроде выпускаются согласно с требованиями ГОСТ 16317-87 «Приборы холодильные электрические бытовые».
Стандарт распространяется на бытовые электрические абсорбционные и компрессионные холодильники и бытовые электрические компрессионные холодильники-морозильники, предназначенные для хранения и (или) замораживания пищевых продуктов в бытовых условиях.
Холодильные приборы подразделяют по назначению на :
По способу получения холода на:
По способу установки на:
· напольные вроде шкаф (Ш);
· напольные вроде стол (С).
По числу камер на:
По способности трудиться при максимальных температурах внешней среды подразделяют на выполнения:
· холодильники :SN , N — не выше 32 °С;ST — не выше 38 °С;Т — не выше 43 °С;
· морозильники и холодильники-морозильники :N — не выше 32 °С;Т — не выше 43 °С.
1.2 Устройство холодильников компрессионного типа
В верхней части холодильника расположен испаритель (1). Он изготавливается из двух слоев алюминия, между которыми проходит множество желобков. По ним циркулирует холодильный агент (хладон) — сжиженный газ, который способен кипеть при низкой температуре. Пары сжиженного газа из испарителя засасываются по одной из трубок (5) компрессором (2) и сжимаются. В результате повышения давления (в 6-10 раз больше атмосферного) их температура возрастает и становится на 15-20°С выше температуры окружающей среды. Далее хладон поступает в конденсатор (3). Это зигзагообразная трубка, укрепленная снаружи на задней стенке холодильника. Здесь хладон отдает свое тепло окружающему воздуху (по существу, греет комнату) и, остывая, конденсируется — превращается в жидкость. Но кипеть он здесь не может — мешает высокое давление. Дальше хладон пропускают через тонкую трубку-капилляр (6), где давление его резко снижается, становясь почти равным атмосферному. Поступая затем в испаритель, хладон начинает кипеть и испаряться при минусовой температуре благодаря низкому давлению. Снижению давления способствует работа компрессора, отсасывающего пары хладона из испарителя. На кипение и испарение холодильного агента расходуется тепло, отбираемое из холодильной камеры, — и продукты охлаждаются. Цикл регулярно повторяется.
Очевидно, что круговорот хладона, а следовательно, и нормальная работа холодильника возможны лишь при условии полной герметичности всей системы. Малейшее нарушение герметичности приводит к утечке холодильного агента, и устранить её последствия домашними средствами невозможно.
Домашние холодильники в современном виде существуют уже более 50 лет. За это время их научились делать очень надежными. Компрессор вместе с электродвигателем расположен в герметическом стальном кожухе, который подвешен на пружинах (4). Благодаря этому снижается шум и вибрации. Нормальный срок службы компрессионных холодильников — 15 лет, но нередко они служат более 20 лет. Однако ничто не вечно. причиной поломок бывают и скрытые производственные дефекты, и износ деталей, и усталость материалов.
Разумное, бережное отношение к технике — один из признаков культуры человека, его уважения к чужому труду. Необходимо понимать и правильно оценивать возможности техники. Нередко, стремясь ускорить оттаивание намерзшего льда, применяют силу, ковыряют его ножом. Но толщина стенок испарителя очень мала, и совсем легко повредить их. В инструкциях к холодильникам запрещается также пользоваться кипятком для ускорения оттаивания. Почему? Да потому, что при этом находящийся в испарителе хладон может перегреться и давление его станет настолько высоким, что герметичность испарителя нарушится.
У иных неряшливых хозяев морозильная камера зарастает снегом настолько, что в неё не умещаются продукты, и лишь тогда холодильник выключают и начинают оттаивать. Это не допустимо не только потому, что холодильник приобретает неприятный запах, который передается продуктам. толстый слой льда на стенках испарителя ускоряет износ агрегата. Поясним подробнее.
Каждый компрессионный холодильник имеет регулятор, отключающий компрессор, как только температура в холодильной камере достигнет заданной величины. При этом работа компрессора чередуется с остановками таким образом, что агрегат большую часть времени бездействует, успевает остыть и поэтому меньше изнашивается. Если образуется слой льда, то периоды работы удлиняются, компрессор перегревается. Это легко заметить, если приложить руку к его корпусу. Растет расход энергии, агрегат быстрее изнашивается. Большинство холодильников имеет защитное реле, которое отключает двигатель при перегреве, но оно не дает 100% гарантию защиты. В инструкциях по эксплуатации некоторых бытовых холодильников, например, STINOL, сказано, что их повторное включение в сеть допускается не ранее чем через 4. 5 мин после отключения. Это время необходимо для конденсации и спада давления хладона. В противном случае пусковая нагрузка на электродвигатель компрессора слишком велика, что вызывает перегрев его обмоток. Именно в этой ситуации отказ двигателя наиболее вероятен.
1.3 Технические требования к холодильников компрессионного типа
Технологические характеристики холодильников:
· корректированный уровень звуковой мощности (шум), дБ;
· объём морозильной камеры, л;
· температура хранения в морозильной камере, не выше, °С;
· температура хранения в холодильной камере, °С;
· номинальная потребляемая мощность, Вт;
· суточное потребление электроэнергии, кВт*час/сутки;
· годовое потребление электроэнергии, кВт*час/год;
· мощность замораживания, кг/сутки;
· время повышения температуры в морозильной камере до ?9 °С при отключении электроэнергии;
· наличие системы автоматического оттаивания;
· наличие зоны свежести.
2. Технологический раздел
2.1 Основные неисправности холодильников компрессионного типа и их причины
Повышенный шум, дребезжание 1 Неустойчивое положение холодильника
2 Нарушено крепление конденсатора или конфигурация трубопроводов
3 Дребезжание электроарматуры
4 Не сняты транспортировочные болты
5 Неисправен компрессор Отрегулировать положение опорными ножками
Конденсатор закрепить. Трубопроводы слегка отогнуть в нужном направлении
Не работает компрессор, нет внутреннего освещения 1 Нет напряжения в розетке
2 Нет контакта в вилке
3 Нарушена электропроводка Проверить тестером наличие напряжения в сети
Разобрать вилку и устранить повреждение
Проверить электропроводку и устранить обрыв
Компрессор не работает, освещение камеры имеется, слышно гудение компрессора 1 Низкое напряжение сети
2 Неисправно пусковое реле
3 Нарушена электропроводка, идущая к защитному реле
4 Неисправен компрессор Проверить тестером, установить автотрансформатор
Проверить визуально или тестером и устранить обрыв
То же, но гудения компрессора не слышно 1 Неисправен терморегулятор
2 Неисправно защитное реле или электропроводка
3 Неисправен компрессор Отсутствие щелчка терморегулятора при вращении ручки говорит о его неисправности. Снять провода с клемм терморегулятора и замкнуть их. Включить холодильник в сеть. Если холодильник заработает заменить терморегулятор
Заменить реле, устранить обрыв цепи
Проверить целостность обмоток измерительным прибором. При целых обмотках сделать трехкратную (кратковременным включением) попытку пустить двигатель повышенным напряжением
Охлаждения нет, компрессор работает 1 Утечка хладона из агрегата
2 Замерзла влага в капиллярной трубке
3 Засорился фильтр Место утечки обнаруживается по масляным пятнам. Неисправность устранить в мастерской
Подогреть конец капиллярной трубки у входа в патрубок испарителя
Нет освещения в камере 1 Перегорела лампа
2 Неисправен выключатель Заменить лампу
Компрессор работает непрерывно 1 Высокая окружающая температура (свыше 32оС)
2 Недостаточное охлаждение трубки терморегулятора
3 Неисправен терморегулятор
4 При отсутствии обмерзания испарителя — утечка хладона
5 Засорилась или замерзла капиллярная трубка Установить регулятор температуры в положение , близкое к положению «включено». Обдуть вентилятором конденсатор
Прикрепить надежно конец трубки к испарителю
Проверить терморегулятор. При необходимости заменить
Неисправность устранить в мастерской
Прогреть капиллярную трубку в месте входа в испаритель. При отсутствии результата — заменить агрегат
2.2 Анализ существующего технологического процесса ремонта
Производственным процессом ремонта называется вся совокупность действий, осуществляемых с момента поступления объектов ремонта на завод или в мастерскую до получения полностью отремонтированной продукции.
Ремонтным фондом называются детали, агрегаты и бытовые машины, поступающие на ремонтные предприятия для ремонта. В процессе ремонта необходимо выполнять различные работы, в том числе: принять в ремонт, получить материалы и запасные детали, проверить их, организовать транспортировку и хранение, подготовить и разобрать агрегаты и бытовые машины; очистить от грязи и масла детали, рассортировать детали на годные и негодные, отремонтировать детали с дефектами; собрать узлы и агрегаты, собрать и испытать машину, обеспечить снабжение рабочих мест электроэнергией, воздухом и т. п.
Технологическим процессом ремонта называется часть производственного процесса, связанная с разборкой, сборкой и воздействием на изношенные детали с целью получения требуемых размеров, формы, взаимного расположения поверхностей, их шероховатости, а также физико-механических свойств.
Многообразие производственных процессов обусловливается уровнем развития специализации ремонтных предприятий. При ремонте бытовых машин целесообразны все три формы специализации, т. е. предметная, технологическая и подетальная. Степень расчлененности производственного процесса ремонта бытовой машины зависит от ее конструкции и программы ремонтного предприятия. При большой программе производственный процесс расчленяется на большое число составных частей и выполняется на большем числе рабочих мест, при небольшой — на меньшем. Если машина состоит из легко отделяемых компактных агрегатов, то производственный процесс можно расчленить более четко и многие операции ремонта выполнять параллельно (ремонт мотор-компрессора, испарителя, конденсатора и т. д.). Типы ремонтных производств. В связи с тем, что ремонтные заводы между собой существенно различаются по величине производственной программы, оснащенности оборудованием и организацией производства, целесообразно различать следующие три типа ремонтных производств: массовое, серийное, индивидуальное.
Под массовым ремонтным производством подразумевается такое, в котором бытовые машины, агрегаты или детали ремонтируются в большом количестве непрерывно и в течение длительного времени. Характерной особенностью массового ремонта производства является закрепление за большинством рабочих мест только одной операции, постоянно повторяющейся в течение всего времени ремонта данного объекта. Закрепление за рабочим местом постоянно повторяющейся технологической операции при большом количестве ремонтируемых деталей, обусловливает возможность использовать специальное оборудование, специальные приспособления, механизировать трудоемкие процессы и расположить оборудование по ходу технологического процесса ремонта в виде поточных линий.
Серийным ремонтным производством называется такое, в котором бытовые машины, агрегаты и детали ремонтируются сериями (партиями), регулярно повторяющимися через определенные промежутки времени. Характерной особенностью этого вида производства является то, что на большинстве рабочих мест выполняется несколько повторяющихся технологических операций. По такому принципу организуется обработка ремонтируемых деталей на большинстве ремонтных заводов по ремонту полнокомплектных бытовых машин и с полным комплексом ремонтных работ. В зависимости от размера серии серийное производство бывает крупносерийным, серийным и мелкосерийным.
Индивидуальным ремонтным производством называется производство, в котором подвергают ремонту небольшое количество машин и агрегатов без обезличивания деталей. Характерной особенностью этого производства является выполнение на большинстве рабочих мест неповторяющихся технологических операций и повторяющихся через неопределенные промежутки времени. В индивидуальном ремонтном производстве также используется универсальное оборудование и универсальные приспособления, но машины и агрегаты разбираются и собираются непоточно; также непоточно обрабатываются ремонтируемые детали.
В соответствии с назначением, характером и объемом выполняемых работ ремонты подразделяются на следующие виды: текущий, средний и капитальный. Осуществление всех перечисленных видов ремонта необязательно для всех машин и зависит от их конструктивной сложности. Ремонт бытовых машин можно выполнять следующими методами.
При индивидуальном методе все агрегаты, узлы и детали после ремонта должны быть установлены на ту же машину, с которой они были сняты. Основным недостатком является длительный простой машины в ремонте, так как между окончанием разборки и началом сборки проходит значительное время, требующееся для ремонта деталей.
При обезличенном методе машину подвергают разборке на узлы и детали, поступающие в ремонт, обезличенно. Ремонтируемую машину собирают частично или полностью из узлов и деталей (для однотипной машины), ранее отремонтированных или новых, взятых со склада. Этот метод ремонта является более прогрессивным. Применение этого метода требует создания необходимого фонда оборотных узлов и агрегатов.
При агрегатно-узловом методе ремонта отдельные агрегаты и узлы по мере возникновения необходимости в капитальном ремонте должны быть сняты с машины и заменены запасными, заранее отремонтированными или новыми. Этот метод ремонта применяется для машин, конструктивно легко расчленяемых на узлы и агрегаты при абонементном техническом обслуживании. Основными преимуществами этого метода являются: сокращение сроков нахождения машин в ремонте, повышение коэффициента технической готовности мащин, равномерность загрузки цехов ремонтных предприятий и улучшение использования их площадей, возможность специализации рабочих на ремонте отдельных узлов, повышение производительности труда и снижение себестоимости.
Последовательно-узловой метод ремонта, сущность которого состоит в том, что узлы, подлежащие ремонту, заменяют не на ремонтном предприятии, а непосредственно на месте работы бытовой машины у потребителя. Этот метод перспективен при абонементном техническом обслуживании.
2.3 Разработка технологического процесса ремонта холодильников компрессионного типа
При ремонте холодильника в зависимости от обнаруженной неисправности возникает необходимость в его частичной или полной разборке. Условия и способы демонтажа отдельных узлов в разных холодильниках могут различаться. Однако во всех случаях разборку следует производить в последовательности, исключающей излишний демонтаж узлов, не препятствующих выполнению работы. Например, в холодильниках с вводом испарителя через дверной проем перед демонтажем холодильного агрегата необходима частичная разборка облицовочных накладок и снятие дверки морозильного отделения. В холодильниках с вводом испарителя через люк в задней стенке шкафа этого делать не требуется.
При ремонте холодильника в зависимости от обнаруженной неисправности возникает необходимость в его частичной или полной разборке. Условия и способы демонтажа отдельных узлов в разных холодильниках могут различаться. Однако во всех случаях разборку следует производить в последовательности, исключающей излишний демонтаж узлов, не препятствующих выполнению работы. Например, в холодильниках с вводом испарителя через дверной проем перед демонтажем холодильного агрегата необходима частичная разборка облицовочных накладок и снятие дверки морозильного отделения. В холодильниках с вводом испарителя через люк в задней стенке шкафа этого делать не требуется.
При полной разборке рекомендуется придерживаться следующего порядка:
обесточить холодильник, вынув вилку из штепсельной розетки сети;
извлечь все принадлежности—сосуды, полки, поддон, стекло и др.;
снять дверь шкафа с навесок;
демонтировать дверку морозильного отделения и облицовочные накладки,
демонтировать холодильный агрегат.
Последовательность демонтажа терморегулятора зависит от места его расположения.
Наиболее сложной в ремонте составной частью холодильника является холодильный агрегат. Технологическая схема ремонта холодильного агрегата должна содержать следующие обязательные операции:
дефекация агрегатов с использованием современных средств и методов диагностирования;
удаление из системы хладагента и масла;
промывка и сушка узлов холодильного агрегата с целью удаления из них остатков влаги, масла и загрязнения;
сушка и вакуумирование агрегата с целью удаления оставшейся в системе влаги и неконденсирующихся газов;
сборка агрегатов и пайка стыков соединительных патрубков.
проверка холодильного агрегата на герметичность;
сушка хладагента и масла, регенерация цеолитовых патронов;
вакуумирование и заполнение агрегата маслом и хладагентом со строгим дозированием;
проверка на отсутствие утечки хладагента;
обкатка холодильного агрегата (проверка инееобразования и потребление мощности) и проверка электрических параметров (сопротивление изоляции, пробой);
проверка холодильного агрегата на соответствие требованиям нормативно-технической документации (РСТ, ТУ) на отремонтированный агрегат по уровню звука.
3. Конструкторский раздел
3.1 Оборудование, применяемое при ремонте холодильников компрессионного типа
Значительное количество на мировом рынке холодильников и морозильников приводит к необходимости улучшения технического обслуживания их при эксплуатации.
Бытовую холодильную технику в основном (до 95 %) ремонтируют на дому у владельцев. При определении дефектов используется портативная диагностическая аппаратура, а при выполнении ремонта помимо стандартного инструмента и приспособлений — еще малогабаритное оборудование.
Созданы специальное оборудование и аппаратура для диагностики неисправностей и проверки качества работы отремонтированной бытовой холодильной техники. Применение современных диагностических и измерительных приборов позволяет повысить качество ее ремонта и с большой точностью диагностировать причины отказов при эксплуатации.
Для восстановления неисправных сборочных единиц холодильной бытовой техники организованы специализированные предприятия.
Оборудование и контрольно-измерительная система таких предприятий представляют собой технический комплекс, на котором последовательно выполняют все необходимые ремонтные работы.
Устройство для заполнения холодильного агрегата хладагентом и маслом.
С помощью этого устройства достигаются повышение точности заполнения агрегата хладагентом и уменьшение возможности аварии.
Принцип действия устройства следующий: паровая часть баллона 1 через фильтр-осушитель 2 и редукционный клапан 3 соединена с заправочной магистралью 4, к которой через вентиль 5 и быстросъемную муфту 7 подсоединяется холодильный агрегат 8. Одновременно через клапан 10 магистраль 11 для отвода паров хладагента через вентиль 9 также подключается к холодильному агрегату 8. На линии подключения холодильного агрегата установлен манометр 6. Редукционный клапан 3 настраивают на давление, равное давлению насыщения масла, находящегося в картере компрессора, а клапан 10 — на давление, соответствующее температуре кипения хладагента в испарителе в рабочем режиме.
3.2 Испытание холодильников компрессионного типа после ремонта
ГОСТ Р50939-96 на отремонтированные холодильники, морозильники, холодильники-морозильники компрессионного типа предусматривает технические требования, которыми следует руководствоваться при выполнении ремонтных работ.
Отремонтированные холодильные приборы должны соответствовать следующим техническим требованиям и эксплуатационным показателям:
1. Допускается отклонение эксплуатационных показателей отремонтированных холодильников в течение срока службы не более чем на 20% по сравнению с новыми. После срока службы показатели могут быть установлены по согласованию с заказчиком при приеме холодильника в ремонт.
2. Расход электроэнергии, потребляемой холодильником, должен соответствовать данным, установленным в нормативной документации изготовителя.
3. Средняя температура в холодильной камере холодильника на одной из установок терморегулятора при температуре окружающей среды (20±5) °С должна быть от 5 до 7°С.
Температура в низкотемпературном отделении — согласно звездочной маркировке:
* для холодильников, маркированных одной звездочкой — не выше — 6 °С;
* для холодильников, маркированных двумя звездочками, — не выше — 12 °С;
* для морозильников, маркированных тремя звездочками — не выше — 18 °С.
При отсутствии маркировки о низкотемпературном режиме холодильного прибора температура должна соответствовать паспортным данным изготовителя.
4. Прибор автоматического или полуавтоматического управления должен функционировать безотказно и обеспечивать надежное поддержание заданных режимов работы в соответствии с нормативной документацией на конкретную модель.
5. Крепежные детали холодильника должны быть затянуты равномерно, без перекосов. Головки винтов и шурупов не должны иметь сорванных шлицев, а головки болтов и гаек — деформированных граней. Испаритель морозильной камеры должен быть надежно закреплен по месту монтажа.
6. Двери холодильных приборов при открывании должны легко проворачиваться на осях, без заеданий и перекосов. Уплотнители дверей в закрытом положении должны плотно прилегать к корпусу шкафа по всему периметру.
7. Затвор двери, где это предусмотрено конструкцией, должен обеспечивать надежное ее закрывание.
8. Освещение холодильной камеры должно включаться при открывании двери и выключаться при ее закрывании.
9. Подвеска мотор-компрессора должна обеспечивать свободную амортизацию во время работы.
10. Ручка терморегулятора холодильной камеры должна проворачиваться легко и плавно, без заеданий.
11. Лакокрасочное покрытие и окраска шкафа холодильника производится по согласованию с заказчиком.
12. Холодильные агрегаты должны быть герметичны. Замена неисправных участков трубопроводов холодильных агрегатов осуществляется пайкой.
13. Ребра испарителя морозильной камеры должны быть равномерно покрыты тонким слоем инея.
14. Уровень шума работающего холодильного прибора, измеренный на расстоянии 1 м, не должен превышать 45 дБА.
3.3 Охрана труда и техника безопасности при ремонте холодильников компрессионного типа
К показателям, обеспечивающим безопасность работы отремонтированного холодильника (с учетом требований ГОСТ 27570.0), относятся:
а) защита от поражения электрическим током;
б) сопротивление изоляции;
в) состояние конструкции;
г) внутренняя проводка;
д) пуск прибора с электроприводом;
е) потребляемая мощность.
Не допускается снижение показателей безопасности отремонтированных холодильных приборов (в пределах, установленных изготовителем) в течение срока службы и после его истечения.
Защита от поражения электрическим током должна включать:
* обеспечение соответствующей защиты от случайного контакта с токоведущими частями, а для холодильников класса II , кроме того, — с основной изоляцией или металлическими частями, отделенными от токоведущих частей только основной изоляцией;
* сопротивление изоляции холодильника в холодном состоянии между токоведущими частями и корпусом должно быть не менее 2 МОм для основной изоляции и не менее 7 МОм — для усиленной изоляции.
Состояние конструкции и внутренняя проводка холодильных приборов должны отвечать следующим требованиям:
а) защитные оградительные устройства, где они предусмотрены конструкцией, должны быть исправными и исключать механическую опасность при работе холодильника;
б) токоведущие детали холодильного прибора должны быть изолированы от металлических нетоковедущих частей и защищены от случайного прикасания к ним;
в) монтаж электропроводки должен соответствовать принципиальной электросхеме холодильного прибора конкретной модели и обеспечивать надежный электрический контакт и механическую прочность соединений;
г) пайка электропроводки должна быть чистой, места пайки должны быть закрашены и изолированы;
д) включение, отключение холодильника должно осуществляться плавно, без рывков, заеданий, повторных включений;
е) помехоподавляющее устройство, где оно предусмотрено конструкцией, должно быть исправно и соответствовать модели холодильника; ж) крепежные сборочные единицы и детали должны быть затянуты равномерно, без перекосов и обеспечивать надежность крепления;
з) сигнализация, где она предусмотрена конструкцией, должна включаться и отключаться одновременно с включением и отключением холодильного прибора;
и) термовыключатели должны обеспечивать отключение холодильника при нарушении режима работы или его неправильной эксплуатации;
к) соединительный шнур должен быть армирован штепсельной вилкой и иметь надежную изоляцию. Оголение проводов не допускается.
Холодильные приборы следует запускать при напряжении сети питания в пределах от 0,85 до 1,06 от номинального значения напряжения.
Потребляемая мощность холодильного прибора при номинальном напряжении сети питания не должна превышать 20% значений, указанных в нормативной документации предприятия-изготовителя.
Отечественная промышленность выпускает холодильники различных конструкций, которые классифицируются по различным признакам.
По итогам проделанной работы мною был проведен анализ и разработка технологического процесса ремонта холодильников компрессионного типа.
Рассмотрен принцип работы холодильников компрессионного типа, и классификация представленных на рынке моделей. Был проведен обзор характерных неисправностей холодильников компрессионного типа и методы их устранения.
1.Большаков С.А. «Холодильная техника и технология продуктов питания.»Учебник:М-АСАДЕМА 2003г.
2.Цуранов О.А. Крысин А.Г. «Холодильная техника и технология.» учебник:ООО «Лидер» 2004г.
3.ЛошутинаН.Г. Верхова Т.А. Суедов В.П. «Холодильные машины и установки.» учебник:Колос,2007г.
4.Архипцев Н.Е. «Технологические средствахолодильной технологии» учебное пособие:МУПК 1995г.
5.Архипцев Н.Е. «Торговое холодильное оборудование».» лекция:учебный комплекс потребительской кооперации «МКИ» 1990г.
6.Архипцев Н.Е. «Оборудование для предприятия кооперативной торговли.» Каталог:Информ реклама «Центрсоюз» 1991г.
7.Архипцев Н.Е. «Технические средства холодильной технологии.» Каталог :ЦРИБ Главкомпотребрекламы 1983г.
8.Архипцев Н.Е. «Оборудование для предприятий кооперативной торговли.» каталог:Информреклама Центрсоюза 1991г.
9.Архипцев Н.Е. «Средство механизации и инвентарь для кооперативной торговли.» каталог:Информреклама для Центрсоюза ,1991г.
10.Мещеряков Ф.Е. «Основы холодильной технологии.» Пищевая промышленность 1984г.
Размещено на Allbest.ru
Подобные документы
Основы эксплуатации компрессионных холодильников и установок. Компрессорные холодильные машины: описание принципиальной схемы и особенности ее применения, расчет показателей экономичности, расхода хладагентов. Маркировка холодильников, сфера применения.
курсовая работа [347,9 K], добавлен 18.02.2011
Классификация и устройство испарителей бытовых холодильников, основные технические требования к ним. Существующие неисправности испарителей и разработка усовершенствованного технологического процесса ремонта. Планирование мероприятий для осушки масла.
курсовая работа [3,2 M], добавлен 23.01.2011
Общие сведения о компрессионных холодильных агрегатах. Требования к отремонтированным холодильникам. Причины неисправностей бытовых холодильников. Операции по вакуумированию и заправке. Устройство для заполнения холодильного агрегата маслом и хладагентом.
курсовая работа [1,4 M], добавлен 13.01.2011
История изобретения холодильника. Первые способы искусственного охлаждения. Сравнительный анализ строения и принципов работы одно- и двукамерных, двухкомпрессорных холодильников, а также холодильников системы «No frost» и с электромагнитными клапанами.
реферат [22,6 K], добавлен 29.12.2009
Назначение и классификация клинкерных холодильников. Устройство и принцип их действия, схема. Типы барабанных холодильников в зависимости от способа охлаждения обрабатываемого материала. Техника безопасности при работе с клинкерными холодильниками.
реферат [950,6 K], добавлен 21.02.2014
Источник