Технология ремонта контроллера машиниста кв 1552




14. Контроллеры машиниста
Возможными неисправностями контроллера могут быть подгар и износ контактов, износ фиксирующих роликов и их осей, трещины и отколы кулачковых шайб и изоляторов, поломки и потеря упругости пружинами, износ деталей блокирующего устройства (храповиков, фиксатора, шестерен), валов и их подшипников.
Неисправности контактов, трещины и отколы деталей, поврежденные пружины выявляют при внешнем осмотре. Неисправности контактов могут вызывать нарушение последовательности срабатывания аппаратов, управляемых контроллером («пропадание позиции»).Износ храповиков, роликов и их осей приводит к нечеткой фиксации позиции. Если позиции контроллера плохо фиксируются, то во время работы тепловоза могут наблюдаться отключения аппаратов из-за кратковременного размыкания контактов контроллера машиниста вследствие вибрации.
Осмотр и проверка контроллера при техническом обслуживании ТО-3 и текущем ремонте ТР-1. Контроллер машиниста осматривают на тепловозе. При включенном рубильнике аккумуляторной батареи открывают смотровую дверцу и протирают детали контроллера безворсовыми салфетками, слегка смоченными бензином, а затем сухими. Затем проверяют состояние проводов, подходящих к контроллеру, плотность затяжки их наконечников, покачивая каждый наконечник за «трубку», наличие бирок на проводах, состояние штурвала 2, пружин 10 и 13 и контактных элементов 5 (рис. 47), а также четкость фиксации позиций. При люфте, превышающем 1°, у штурвала 2 подбирают и устанавливают между ним и валом прокладку из латуни размером 9*20 мм и толщиной 0,1-0,6 мм в зависимости от величины люфта. После установки прокладки плотно затягивают гайку штурвала.
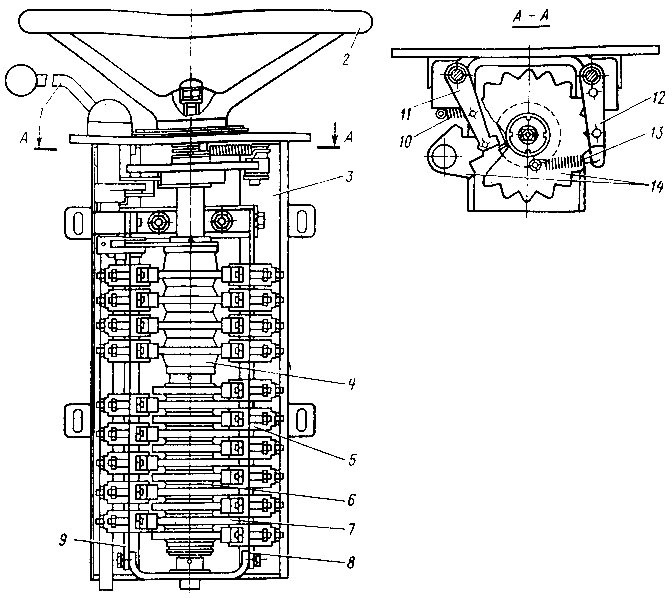
Рис. 47. Контроллер машиниста-КВ-1552:1 — реверсивная рукоятка; 2 — штурвал; 3 — корпус; 4 — реверсивный барабан; 5 — контактный элемент; 6 — главный барабан; 7 — кулачковая шайба; 8,9 — планки; 10, 13 — пружины; 11 — фиксатор; 12 — рычаг; 14 — храповики
В деталях корпуса 3 контроллера не должно быть трещин. Все ролики или шарикоподшипники должны свободно вращаться, пружины не иметь трещин и изломов. При обнаружении нечеткой фиксации позиций проверяют состояние рабочих поверхностей храповика главного барабана, износ ролика или шарикоподшипника и их оси, установленных на рычаге 12, и упругость пружины 13. Неисправные детали заменяют. Если это невозможно сделать на тепловозе, заменяют контроллер и ремонтируют его в электроаппаратном отделении изломов. При осмотре контактных элементов 5 в первую очередь проверяют контакты. При копоти и небольших подгарах контакты зачищают стальной хромированной пластинкой. Допускается зачищать контакты и стеклянной шлифовальной бумагой.
Рычаг 6 элемента (рис. 48) должен перемещаться свободно и без заеданий. Изолятор 8 с трещинами или отколами заменяют.
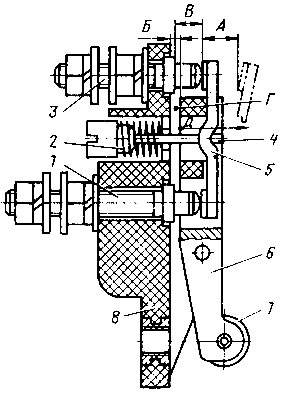
Рис. 48. Контактный элемент контроллера КВ-1552: 1,3 — контактные болты; 2 — пружина; 4 — держатель; 5 — подвижной контакт; 6 — рычаг; 7 — ролик; 8 — изолятор; Г — место установки шаблона при проверке провала контактов
При необходимости добавляют в подшипники вала главного барабана смазку ЦИАТИМ-221. В заключение проверяют диаграмму замыканий контактов контактных элементов главного и реверсивного барабанов.
Проверка диаграммы замыканий. Устанавливают реверсивную рукоятку в положение «Вперед» и штурвал или главную рукоятку (у контроллеров KB-1509 и КВ-0801) последовательно перемещают с нулевой позиции на максимальную. На нулевой позиции визуально или с помощью контрольной лампы фиксируют замыкания и размыкания контактов всех контактных элементов, а на рабочих позициях -только контактных элементов главного барабана. Замыкания и размыкания контактов при повороте штурвала должны происходить в соответствии с электрической, схемой тепловоза. Затем устанавливают реверсивную рукоятку в положение «Назад» и проверяют состояния контактов контактных элементов реверсивного барабана.
Ремонт контроллера с заменой деталей. Замену деталей контроллера чаще всего производят при выполнении ТР-2 и ТР-3. На ТР-2 производят все работы, выполняемые на ТО-3 и ТР-1, и дополнительно до проверки диаграммы замыканий проверяют и регулируют раствор, провал и нажатие контактов контактных элементов главного и реверсивного барабанов. Раствор контактов (размер А, см. рис. 48) проверяют при их разомкнутом положении. Раствор измеряют пластинчатым или конусным шаблоном. Провал контактов — это расстояние, на которое перемещается рычаг 6 после соприкосновения контактов (размер Б, см. рис. 48). Провал измеряют при включенном положении контактов с помощью специального шаблона. Место установки шаблона Г при измерении провала показано на рис. 48.
Раствор регулируют путем установки прокладок из текстолита марки Б толщиной 1 мм под планки 8 и 9 или под отдельные контактные элементы 5 (см. рис. 47). Конечное нажатие контактов проверяют с помощью приспособления ПР822. При замкнутом положении контактов закладывают между ними бумажную полоску. Приложив усилие в точке Д (см. рис. 48), оттягивают контакт в направлении стрелки. Усилие, зафиксированное приспособлением в момент освобождения полоски, и будет конечным нажатием контактов.
При невозможности отрегулировать раствор, провал или нажатие контактов заменяют отдельные детали или весь контактный элемент. На ТР-2 в подшипники вала добавляют по 2 г смазки ЦИАТИМ-221.
На ТР-3 контроллер снимают с тепловоза, обдувают сжатым воздухом и протирают безворсовыми салфетками, слегка смоченными бензином и сухими. Проверяют четкость фиксирования позиций при положении реверсивной рукоятки «Вперед» и «Назад». По результатам этой проверки определяют объем работы и необходимость полной разборки контроллера. Снимают штурвал и осматривают ограничитель поворота. Износ ограничителя устраняют наплавкой припоем Л-63 с флюсом. После наплавки ограничитель обрабатывают до чертежных размеров. Люфт штурвала устраняют постановкой латунной прокладки.
Осматривают остальные детали контроллера, проверяют зазоры между осями и втулками и размеры и упругость пружин 10 и 13 (см. рис. 47), а также пружин контактных элементов. Изношенные детали и изоляторы и кулачковые шайбы с трещинами и отколами заменяют.
Контакты зачищают стальной хромированной пластинкой, удаляя с них только выступы. Впадины с площадью, занимающей не более 1 /3 площади рабочей поверхности контакта, разрешается оставлять без исправления. При уменьшении толщины металлокерамической контактной накладки менее установленного значения контакты заменяют. В эксплуатации допускается полный износ металлокерамических накладок.
Подшипники вала главного барабана промывают бензином и заправляют свежей смазкой ЦИАТИМ-221.
Допуски при ремонте контроллера. После ремонта контроллера KB-1552 на ТР-3 раствор контактов должен быть равен 8-12 мм, а провал — 1,5-2,5 мм. Нажатие контактов при выпуске из ТР-2 и ТР-3 должно быть 4-6 Н. Толщина металлокерамической накладки подвижного контакта 5 при выпуске тепловоза из ТР-3 должна быть 0,5-1,2 мм при толщине контакта вместе с накладкой 3,5-4,2 мм. У контактного болта толщина накладки должна быть 0,5-1,6 мм, а размер В (см. рис. 48) — 5,4-6,6 мм. Рычаг с роликом заменяют, если диаметр отверстия ролика превышает 4,16 мм, а диаметр его оси меньше 3,84 мм или наружный диаметр меньше 12 мм. Перемычки между контактами контроллера заменяют при трещинах или подгарах, уменьшающих их сечение более чем на 10 %.
У отремонтированного контроллера плотно затягивают все резьбовые соединения, устанавливают все шайбы и шплинты в соответствии с чертежом. Рабочие поверхности кулачковых шайб, шарикоподшипников и их осей и других трущихся деталей смазывают тонким слоем смазки ЖРО. Проверяют диаграмму замыканий контактов, а затем мегаомметром на 500 В измеряют сопротивление изоляции между планками 8 и 9 (см. рис. 47) и подвижными контактами при их разомкнутом положении, разомкнутыми контактами контактных элементов, планками 8 и 9 и неподвижными контактами. Сопротивление изоляции между всеми перечисленными точками должно быть не менее 100 МОм. Проверяют также электрическую прочность изоляции переменным током с частотой 50 Гц и напряжением 1500 В. Испытательное напряжение последовательно прикладывают к точкам, между которыми измерялось сопротивление изоляции, и выдерживают в течение 1 мин.
Источник
Технология ремонта контроллера машиниста кв 1552
21. Контроллер машиниста и реле тепловоза 2ТЭ10М, 3ТЭ10М
Контроллер машиниста КВ-1552 тепловоза 2ТЭ10М, 3ТЭ10М
Контроллер служит для переключений по заданной программе электрических аппаратов тепловоза. При переключении реверсивной рукоятки 1 контроллера (рис. 104) изменяется направление вращения якорей тяговых электродвигателей, а значит, и направление движения тепловоза. При изменении положения штурвала 2 контроллера меняется частота вращения вала дизеля, а следовательно, и его мощность. Контроллер состоит из сварного корпуса 3, стальной крышки, главного 6 и реверсивного 4 барабанов, набора кулачковых шайб 7, реверсивной рукоятки 1 и штурвала 2. На вал главного барабана набирают кулачковые шайбы, посредством которых замыкаются и размыкаются в определенной последовательности контактные элементы 5.
Позиции главного и реверсивного барабанов фиксируются посаженными на их валы храповиками 12. Храповик фиксируется на каждой позиции штурвала или реверсивной рукоятки специальным рычагом 10, фиксатором 9 и пружинами 8 и 11. Механическая блокировка исключает перемещение реверсивной рукоятки на ходовых позициях штурвала главного барабана и перемещение штурвала на нулевом положении реверсивной рукоятки. Это обеспечивается специальным фиксатором 9, расположенным между храповиками главного и реверсивного барабана.
Реверсивная рукоятка съемная, причем снять ее можно только при нулевом положении штурвала. Контактный элемент мостикового типа с двойным разрывом контактов состоит из пластмассового изолятора 17, рычага 13, контактных болтов 14, мостика 16, держателя и пружины 15, обеспечивающих начальное и конечное контактное нажатие. В рычаге закреплен шариковый подшипник, который, перемещаясь на поверхности шайбы, замыкает или размыкает контактный элемент.
Техническая характеристика контроллера
Способ управления . ручной
Число кулачковых элементов, всего. 19
главного вала. 11
реверсивного вала. 8
Число позиций. 15
Напряжение, В. 110
Продолжительный ток контактов, А. 20
Номинальный отключаемый ток, А. 7,5
Раствор контактов не менее,’ мм. 8
Провал контактов не менее, мм. 2
Контактное нажатие, Н. 4—6
Толщина подвижного контакта, мм. 1,2
Толщина неподвижного контакта, мм. 1,6
Угол поворота главного вала, град. 300
Угол поворота реверсивного вала от нулевого положения до положения «вперед»
или «назад», град. 35

Рис. 104. Контроллер машиниста КВ-1552:
1—реверсивная рукоятка; 2—штурвал; 3—корпус; 4—реверсивный барабан; 5—контактный элемент; 6—главный барабан; 7—кулачковая шайба; 8, 11, 15—пружины; 9—фиксатор; 10, 13—рычаги; 12—храповик; 14—контактный болт; 16—мостик; 17—изолятор
Источник
Технология ремонта контроллера машиниста кв 1552
Контроллер машиниста КВ-1552 тепловоза 2ТЭ116
(рис. 123) служит для управления электрической передачей тепловоза. При переключении реверсивной рукоятки 1 контроллера получает питание соответствующий электропневматический вентиль реверсора и изменяется направление движения тепловоза. При изменении положения штурвала 2 контроллера меняется частота вращения вала дизеля (за счет комбинационного переключения электромагнитов МР1—MP4 объединенного регулятора дизеля), а следовательно, и его мощность.
Контроллер КВ-1552 является новым типом контроллера, который имеет ряд конструктивных отличий от контроллеров КВ-16А-12, КВ-1501, КВ-1508, КВ-1509. Основными отличиями являются контактная система мостикового типа, подшипники качения в узлах трения контактных элементов, главного барабана и узла фиксации, управление главным барабаном осуществляется штурвалом, отсутствует зубчатая передача. Контроллер состоит из сварного корпуса 3, стальной крышки, главного 6 и реверсивного 4 барабанов, набора кулачковых шайб 7, реверсивной рукоятки 1 и штурвала 2. На вал главного барабана набирают кулачковые шайбы, посредством которых замыкаются и размыкаются в определенной последовательности контактные элементы 5. Позиции главного и реверсивного барабанов фиксируются насаженными на их валы храповиками 12. Фиксация храповика происходит на каждой позиции штурвала или реверсивной рукоятки специальным рычагом 10, фиксатором 9 и пружинами 8 и 11. Механическая блокировка исключает перемещение реверсивной рукоятки на ходовых позициях штурвала главного барабана и перемещение штурвала на нулевом положении реверсивной рукоятки. Это обеспечивается специальным фиксатором 9, расположенным между храповиками главного и реверсивного барабанов
Реверсивная рукоятка съемная, причем снять ее можно только при нулевом положении штурвала. Контактный элемент мостикового типа с двойным разрывом контактов, состоящий из пластмассового изолятора 17, рычага 13, контактных болтов 14, мостика 16, держателя и пружины 15, обеспечивающих начальное и конечное контактное нажатия. В рычаге имеется ролик (подшипник), который, перемещаясь по поверхности шайбы, замыкает или размыкает контактный элемент.
Источник
КОНСТРУКЦИЯ И УСЛОВИЯ РАБОТЫ МЕХАНИЗМА ГАЗОРАСПРЕДЕЛЕНИЯДИЗЕЛЯ 14Д40НА ТЕПЛОВОЗЕ
СОДЕРЖАНИЕ
ВВЕДЕНИЕ.. 4
1КОНСТРУКЦИЯ И УСЛОВИЯ РАБОТЫ КОНТРОЛЛЕРА МАШИНИСТА КВ-1552. 5
2НЕИСПРАВНОСТИ КОНТРОЛЛЕРА МАШИНИСТА КВ-1552, ИХ ПРИЧИНЫ И СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ.. 7
3ОБЪЁМ РАБОТ ПРИ РЕМОНТЕ КОНТРОЛЛЕРА МАШИНИСТА КВ-1552 9
3.1Общие требования к объёму работ по ремонтуконтроллера машиниста КВ-1552 согласно правилам ремонта тепловозов. 9
3.2 Ведомость объёма работ по ремонту контроллера машиниста
КВ-1552. 10
4РАЗРАБОТКА ТЕХНОЛОГИИ РЕМОНТА КОНТРОЛЛЕРА МАШИНИСТА КВ-1552. 12
4.1 Составление структурной схемы технологического процесса
ремонта. 12
4.2 Разработка технологических документов – маршрутной карты, технологической инструкции, карты эскизов. 14
4.3 Организация рабочего места и техники безопасности при ремонте котроллера машиниста КВ-1552. 14
5 КОНСТРУКЦИЯ, РАБОТА И РАСЧЁТ СПЕЦИАЛЬНОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ.. 21
5.1 Описание работы станка для наплавки валов контроллера машиниста КВ-1552. 21
5.2Расчёт и разработка чертежа станка для наплавки валов контроллера машиниста КВ-1552. 21
6 ЭКОНОМИЧЕСКИЙ РАЗДЕЛ.. 27
ЗАКЛЮЧЕНИЕ.. 36
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ.. 37
ПРИЛОЖЕНИЕ А Технологические документы для ремонта контроллера машиниста КВ-1552. 39
ВВЕДЕНИЕ
Надежность тепловозав процессе эксплуатации постепенно снижается вследствие изнашивания трущихся деталей, коррозии, усталости металла, старения материалов и других вредных процессов. Эти процессы вызывают повреждения, устранение которых становится необходимым для безотказной работы тепловоза.
Одной из главных задач локомотивного хозяйства является проведение технического обслуживания и текущего ремонта локомотивов, с целью постоянного поддержания их в работоспособном состоянии.
Большое значение в современном ремонтном производстве имеет технология восстановления изношенных поверхностей деталей, позволяющая существенно снизить стоимость ремонта узла и локомотива в целом.
Инженер по эксплуатации и ремонту локомотивов должен уметь разрабатывать технологические процессы по восстановлению и ремонту узлов, используя передовые методы отечественной и зарубежной практики. Неотъемлемой частью этой работы является также и экономическое обоснование предлагаемого технологического процесса, с целью выбора варианта с минимальными затратами труда и материалов на ремонт локомотива. В этом и состоит главная задача данного курсового проекта, а именно, проектирование технологического процесса ремонта механизма газораспределения дизеля 14Д40.
ОБЪЁМ РАБОТ ПРИ РЕМОНТЕ МЕХАНИЗМА ГАЗОРАСПРЕДЕЛЕНИЯдизеля 14Д40
3.1 Общие требования к объёму работ по ремонту механизма
газораспределения дизеля 14д40 согласно правилам ремонта тепловозов
При техническом обслуживании ТО-3 и текущем ремонте ТР-1 проверяют состояние рычагов, штанг и трубок, подводящих масло к подшипникам распределительного вала и рычагам толкателей. Проверяют зазоры у рабочих клапанов и регулируют их при необходимости.
При текущих ремонтах ТР-2 и ТР-3 снимают и очищают клапанные коробки и штанги толкателей, разбирают и ремонтируют рычаги толкателей, прочищают масляные каналы, снимают, отжигают и очищают трубки подвода масла к подшипникам распределительного вала и рычагам толкателей[8].
Разработка технологии РЕМОНТА МЕХАНИЗМА ГАЗОРАСПРЕДЕЛЕНИЯдизеля 14Д40
Экономический раздел
Себестоимость ремонта – один из важнейших показателей, характеризующих качественную сторону деятельности отделения локомотивного депо. В ней отражается степень использования трудовых и материальных ресурсов, результаты внедрения новой техники и технологии, уровень организации и эффективность труда и производства, рациональность существующей структуры управления.
Годовые затратына ремонт механизма газораспределениядизеля 14Д40 по циклу текущего ремонта ТР-3 определяются по формуле
 | (6.1) | ||
| где |  | – | затраты на основную заработную плату производственных рабочих, р.; |
 | – | затраты на доплаты и надбавки компенсационного характера, р.; | |
 | – | затраты на дополнительную заработную плату производственным рабочим, р.; | |
 | – | начисления на заработную плату, р.; | |
 | – | затраты на потребляемые материалы, р.; | |
 | – | затраты на полуфабрикаты собственного изготовления, р.; | |
 | – | затраты на покупные изделия, р.; | |
 | – | затраты на потребляемые энергоресурсы для технологических целей, р.; | |
 | – | затраты на эксплуатацию и содержание оборудования, р.; | |
 | – | затраты на амортизацию оборудования, р.; | |
 | – | накладные расходы, р. |
Затраты на основную заработную плату производственных рабочих определяются по формуле
 | (6.2) | ||
| где |  | – | явочный контингент производственных рабочих дизельного участка, чел.; |
 | – | месячная тарифная ставка, р.; | |
 | – | коэффициент учитывающий премию; принимаем  [14]. [14]. |
Явочный контингент производственных рабочих определяется по формуле
 | (6.3) | ||
| где |  | – | Трудоёмкость ремонта секции локомотива 2М62 для дизельного участка, чел.·ч/секцию; принимаем в соответствии cмаршрутной картой представленной в приложении А,  60,4 чел.·ч/секцию; 60,4 чел.·ч/секцию; |
 | – | календарный фонд рабочего времени, ч. |
Календарный фонд рабочего времени определим по формуле
 | (6.4) | ||
| где |  | – | число полных рабочих дней в году; в соответствии с производственным календарём на 2014 год Др = 244 дня[1]; |
 | – | продолжительность полного рабочего дня, ч; = 8 ч; | |
 | – | число предпраздничных дней в году; в соответствии с производственным календарём на 2014 год = 9 дней [1]; | |
 | – | продолжительность предпраздничного дня, ч; = 7 ч. |


Месячная тарифная ставка включает расчетную тарифную ставку и доплату по контракту и определяется по формуле
 | (6.5) | ||
| где |  | – | расчётная тарифная ставка, р.; |
 | – | доплата по контракту, р.; |
Доплата по контракту определяется по формуле
 | (6.6) |
Расчётная тарифная ставка определяется по формуле
 | (6.7) | ||
| где |  | – | месячная тарифная ставка I разряда, р; для локомотивных депо – 341220 р. [14]; |
 | – | коэффициент повышения тарифных ставок по технологическим видам работ, р.; для ремонта подвижного состава = 1,2 [3]; | |
 | – | средневзвешенный тарифный коэффициент работ на участке. |
Средневзвешенный тарифный коэффициент определим по формуле
 | (6.8) | ||
| где |  | – | объем выполняемых на участке работ по i-му разряду, чел.·ч; |
 | – | тарифный коэффициент i-го разряда [2]. |
Тарифные коэффициенты разрядов приведены в таблице 6.1.
Таблица 6.1 – Тарифные коэффициенты разрядной сетки
| Разряд | |||||||
| Тарифный коэффициент | 1,88 | 2,20 | 2,54 | 2,95 | 3,25 | 3,56 | 3,81 |
Трудоёмкость по IIIразряду составила 4,7 чел.·ч/секцию, по IV разряду составила 44,1 чел.·ч/секцию, по V – 9,6чел.·ч/секцию.
Тогда средневзвешенный тарифный коэффициент

Тогда расчётная тарифная ставка

Доплата по контракту

Следовательно, месячная тарифная ставка

Затраты на основную заработную плату производственных рабочих составили

Доплаты и надбавки к тарифной заработной плате компенсационного характера определяются по формуле
 | (6.9) | ||
| где |  | – | доплатаi-го вида (вредные условия труда, непрерывный стаж работы, профессиональное мастерство); принимаем  [3]. [3]. |
Подставив численные значения для дизельного участка получим

Дополнительная заработная плата производственных рабочих составляет примерно 10% от суммы основной заработной платы, доплат и надбавок компенсационного характера, и определяется по формуле
 | (6.10) |

Начисления на зарплату принимаются от суммы  :
:
– начисления в фонд социальной защиты населения – в размере 34 %;
– страховой взнос по обязательному страхованию от несчастных случаев на производстве и профзаболеваний – в размере 0,6 %.
Начисления на зарплату определяются по формуле
 | (6.11) |

Затраты на потребляемые материалы определяются по формуле
 | (6.12) |

Затраты на полуфабрикаты собственного изготовления определяются по формуле
 | (6.13) |

Затраты на покупные изделия определяются по формуле
 | (6.14) |

Затраты на потребляемые энергоресурсыi-го вида для технологических целей определяются по формуле
 | (6.15) | ||
| где |  | – | объем выполняемых работ по i-му разряду, чел.·ч; |
 | – | цена единицы энергоресурса i-го вида, р. |
Определим общую стоимость электрической энергии потребляемой при ремонте механизма газораспределения дизеля 14Д40

Стоимость остальных энергоресурсов, потребляемых при ремонте механизма газораспределения дизеля 14Д40, приведена в таблице 6.2.
Таблица 6.2 – Стоимость энергоресурсов, потребляемых при ремонте механизма газораспределения блока дизеля 14Д40
| Вид энергоносителя | Расход энергоресурса на секцию | Стоимость единицы, р. | Общая стоимость, р. |
| Электроэнергия, кВт·ч | |||
| Вода техническая, м 3 | 10,0 | ||
| Энергия тепловая, Гкал | 0,2 | ||
| Кислород, м 3 | 7,0 | ||
| Воздух сжатый, м 3 | 10,0 | ||
| Итого |
Расходы на содержание и эксплуатацию оборудования
 | (6.16) | ||
| где |  | – | восстановительная стоимость оборудования, р; принимаем  |

Расходы на амортизацию определяются по формуле
 | (6.17) | ||
| где |  | – | норматив амортизацииi-го вида оборудования, %. |
Расходы на амортизацию оборудования принимаем Ао = 7300000 р. [15].
Накладные расходы определяются по формуле
 | (6.18) | ||
| где |  | – | норматив накладных расходов; для локомотивных депо  |

Годовые затраты на ремонт механизма газораспределения дизеля 14Д40 по циклу текущего ремонта ТР-3 составят

Себестоимость ремонта механизма газораспределения дизеля 14Д40, по циклу текущего ремонта ТР-3, определим по формуле
 | (6.19) |

Применение станка для притирки посадочных поясков клапана при ремонте механизма газораспределения дизеля 14Д40 позволит сократить трудоёмкость ремонта на 2 час 00 мин. или 2,00 ч. Определим себестоимость ремонта механизма газораспределения дизеля 14Д40 после внедрения в производственный процесс станка. Результаты определения эффективности модернизации приведены в таблице 6.3.
Таблица 6.3 – Результаты определения эффективности модернизации
| Показатель | Величина |
| , чел·ч/секцию | 58,4 |
 , чел , чел | 1,738 |
 | 2,956 |
 , р , р | |
 , р , р | |
 , р , р | |
 , р , р | |
 , р , р | |
 , р , р | |
 , р , р | |
 , р , р | |
 , р , р | |
 , р , р | |
 , р , р | |
 , р , р | |
 , р , р | |
 , р , р | |
 , р , р | |
 , р./секцию , р./секцию |
Экономия, полученная от совершенствования технологического процесса, рассчитывается на годовой период по формуле
 | (6.20) | ||
| где |  | – | себестоимость ремонта до внедрения модернизированного оборудования, р.; |
 | – | себестоимость ремонта после внедрения модернизированного оборудования, р. |

ЗАКЛЮЧЕНИЕ
В данном курсовом проекте была проведена следующая работа:
– описана конструкция и условия работы механизма газораспределения дизеля 14Д40;
– определены основные неисправности, их причины и способы устранения;
– разработана ведомость объёма работ и технология ремонта механизма газораспределения дизеля 14Д40;
– разработаны технологические документы – маршрутные карты, технологические инструкции, карты эскизов;
– подобрано оборудование и его оптимальное расположение на дизельном участке в соответствии с требованиями по охране труда;
– произведено внедрение в производство станка для притирки посажочных поясков клапанов дизеля 14Д40;
– произведён расчёт экономического эффекта полученного в ходе проведения модернизации.
Приложение А
Технологические документы для ремонта механизма газораспределения
СОДЕРЖАНИЕ
ВВЕДЕНИЕ.. 4
1КОНСТРУКЦИЯ И УСЛОВИЯ РАБОТЫ КОНТРОЛЛЕРА МАШИНИСТА КВ-1552. 5
2НЕИСПРАВНОСТИ КОНТРОЛЛЕРА МАШИНИСТА КВ-1552, ИХ ПРИЧИНЫ И СПОСОБЫ ПРЕДУПРЕЖДЕНИЯ.. 7
3ОБЪЁМ РАБОТ ПРИ РЕМОНТЕ КОНТРОЛЛЕРА МАШИНИСТА КВ-1552 9
3.1Общие требования к объёму работ по ремонтуконтроллера машиниста КВ-1552 согласно правилам ремонта тепловозов. 9
3.2 Ведомость объёма работ по ремонту контроллера машиниста
КВ-1552. 10
4РАЗРАБОТКА ТЕХНОЛОГИИ РЕМОНТА КОНТРОЛЛЕРА МАШИНИСТА КВ-1552. 12
4.1 Составление структурной схемы технологического процесса
ремонта. 12
4.2 Разработка технологических документов – маршрутной карты, технологической инструкции, карты эскизов. 14
4.3 Организация рабочего места и техники безопасности при ремонте котроллера машиниста КВ-1552. 14
5 КОНСТРУКЦИЯ, РАБОТА И РАСЧЁТ СПЕЦИАЛЬНОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ.. 21
5.1 Описание работы станка для наплавки валов контроллера машиниста КВ-1552. 21
5.2Расчёт и разработка чертежа станка для наплавки валов контроллера машиниста КВ-1552. 21
6 ЭКОНОМИЧЕСКИЙ РАЗДЕЛ.. 27
ЗАКЛЮЧЕНИЕ.. 36
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ.. 37
ПРИЛОЖЕНИЕ А Технологические документы для ремонта контроллера машиниста КВ-1552. 39
ВВЕДЕНИЕ
Надежность тепловозав процессе эксплуатации постепенно снижается вследствие изнашивания трущихся деталей, коррозии, усталости металла, старения материалов и других вредных процессов. Эти процессы вызывают повреждения, устранение которых становится необходимым для безотказной работы тепловоза.
Одной из главных задач локомотивного хозяйства является проведение технического обслуживания и текущего ремонта локомотивов, с целью постоянного поддержания их в работоспособном состоянии.
Большое значение в современном ремонтном производстве имеет технология восстановления изношенных поверхностей деталей, позволяющая существенно снизить стоимость ремонта узла и локомотива в целом.
Инженер по эксплуатации и ремонту локомотивов должен уметь разрабатывать технологические процессы по восстановлению и ремонту узлов, используя передовые методы отечественной и зарубежной практики. Неотъемлемой частью этой работы является также и экономическое обоснование предлагаемого технологического процесса, с целью выбора варианта с минимальными затратами труда и материалов на ремонт локомотива. В этом и состоит главная задача данного курсового проекта, а именно, проектирование технологического процесса ремонта механизма газораспределения дизеля 14Д40.
КОНСТРУКЦИЯ И УСЛОВИЯ РАБОТЫ МЕХАНИЗМА ГАЗОРАСПРЕДЕЛЕНИЯДИЗЕЛЯ 14Д40НА ТЕПЛОВОЗЕ
На тепловозе серии 2М62 устанавливается двухтактный дизельный двигатель. Для обеспечения работы дизеля необходимо в определенные моменты освобождать его цилиндры от продуктов сгорания, что осуществляется выпускными клапанами.
К механизму привода выпускных клапанов относятся: стойки с рычагами, траверсы с гидротолкателями, толкатели со штангами, распределительный вал.
В каждой крышке цилиндра, установлено по четыре выпускных клапана из жаростойкой стали. Рабочие фаски клапанов наплавлены твердостойким сплавом.
Клапан прижимается к седлу двумя пружинами. Пружины упираются в тарелки, верхняя из которых, соединена со шпинделем разрезным сухарем. На верхний конец клапана насажен колпачок, застопоренный пружинным кольцом. Открытие клапанов производится траверсой, нажимающей одновременно на два клапана через гидротолкатели.
Стойки и рычаги, устанавливается на крышке цилиндра. Стойка крепится к крышке цилиндра шпильками и фиксируется коническими штифтами. В стойке крепятся крышками две бронзовые втулки подшипников цапф рычага. В рычаг запрессована головка, которая упирается в штангу толкателя. Со стороны выпускного коллектора в рычаг ввернуты два нажимных болта с контргайками 16, каждый из которых упирается в сухарь, запрессованный в траверсу.
Толкатель движется в чугунной направляющей и имеет в нижней части вилку с осью, на которой сидит ролик. Ось стопорится штифтом и имеет канал, закрытый винтом. В нижней части направляющей имеется прорезь, не позволяющая ролику сместиться из плоскости вращения распределительной шайбы.
Штанга состоит из трубы и двух запрессованных головок.
Масло для смазки толкателей поступает по продольным каналам, расположенным в лотке. По отверстиям в направляющей втулке, толкателе и оси ролика масло поступает на смазку ролика.
Поверхности толкателя и нижней головки штанги смазываются маслом, стекающим внутрь кожуха из крышки цилиндра.
Возвратно-поступательное движение толкателей передается выпускным клапаном с помощью штанг через трехплечие рычаги, смонтированные на крышках цилиндров.
Распределительный вал с задней стороны имеет фланец, к которому крепятся болтами и фиксируются штифтами приводная шестерня распределительного вала и шестерня привода топливного насоса.
Распределительный вал вращается в семи подшипниках, из которых крайний с передней стороны является опорно-упорным. Шейка вала, лежащая в крайнем подшипнике с задней стороны, выполнена за одно целое с валом, остальные шейки представляют собой круглые шайбы с закаленной поверхностью.Шайбы насаживаются на вал в горячем состоянии на шпонках и от осевого перемещения застопорены винтами.
Диск, препятствующий осевому передвижению распределительного вала, прикреплен к торцу шайбы болтами и расположен между торцом упорного подшипника и его крышкой, так же диск закрывает отверстие вала.
Масло для смазки подшипников распределительного вала подводится к крайнему подшипнику с задней стороны, далее по кольцевой канавке на шейке и по радиальным отверстиям в валу поступает в осевой канал вала и по отверстиям в валу и шайбах поступает в остальные подшипники.
На вал в горячем состоянии насажены на шпонках и застопорены винтами двенадцать кулачков.
Распределительный вал получает вращение от коленчатого вала, с которым он соединен шестеренчатым приводом[8].
Механизму газораспределения приходится работать в тяжелых условиях. Механические нагрузки вызываются силами давления газов на тарелку клапана, силами инерции движущихся частей. В момент начала открытия клапана его скорость возрастает, при этом, силы инерции клапанного механизма направлены в сторону, противоположную движению толкателя. К моменту полного открытия клапана его скорость уменьшается до нуля, при этом, силы инерции стремятся оторвать ролик толкателя от кулачной шайбы, но этому препятствуют клапанные пружины. В период закрытия клапана действия сил инерции и клапанных пружин будут аналогичными. Отрыв ролика толкателя от кулачной шайбы приводит к повреждению их рабочих поверхностей, ударами в клапанном механизме, разбиванию фасок клапана и седла, нарушению фаз газораспределения. Поэтому сила упругости пружин должна быть больше сил инерции клапанного механизма. Клапанные пружины испытывают знакопеременную нагрузку и их материал работает на усталость. Во время работы их температура возрастает, а также может возникать резонанс, приводящий в ее поломке. Высокие термические нагрузки газораспределительных клапанов обусловлены их соприкосновением с горячими газами. Высокие температуры ухудшают механические свойства материала, вызывают высокотемпературную коррозию, эрозию, коробление и неплотное прилегание клапана к седлу. Поэтому клапаны должны иметь хороший и равномерный теплоотвод.
Источник