Механизмы и технологии
Ремонт плуга
У корпусов плугов возможны следующие неисправности и износы: затупляется лезвие лемеха, с тыльной стороны появляется фаска, закругляется носок, лемех сужается по ширине. Часты случаи поломок лемеха и выкашивание его рабочей части в результате ударов о корни и камни при вспашке скоростных плугов при изнашивании груды отвала изменяется форма полевого обреза, скругляется его кромка, истирается Рабочая поверхность и обламывается носок, у крыла истирается  рабочая поверхность. Полевая доска и пятна изнашиваются со стороны борозды и снизу.
рабочая поверхность. Полевая доска и пятна изнашиваются со стороны борозды и снизу.
Ремонт лемеха.
Лезвие лемеха при затуплении затачиваются рабочей стороны до толщины
Лемеха а-самозачищающийся; б-составной сварной; 1-полоса;2-спинка
1…1,5 мм при ширине фаски 5…7 мм и угле заточки 25…40°. После износа до ширины менее 108мм (проверяют шаблоном) лемех восстанавливают кузнечной оттяжкой до нормального профиля (с отклонением по ширине не более 5 мм, а по длине не более 10 мм) за счет металла тыльной стороны (магазина). Оттяжку лемеха можно проводить не более четырех раз. Для оттяжки лемех нагревают в печах или на кузнечном горне до температуры 900. 1200 °С по всей длине и оттягивают на пневматическом молоте. Поверхность оттянутого лемеха должна быть ровной, без трещин. Отклонение его спинки от плоскостности допускается не более 2 мм, лезвия (выпуклость на рабочей поверхности) — до 4 мм. После оттяжки лемех затачивают с лицевой стороны, затем нагревают до 700 . 820 °С и закаливают по всей длине на ширину 20 . 45 мм в соленой воде при температуре 40 °С (время 5 . 6 с) со стороны лезвия до твердости 444 . 650 НВ. Затем подвергают отпуску при нагреве до 350 °С с охлаждением на воздухе. Более эффективна изотермическая закалка, когда лемех нагревают до температуры 880. 920 °С и охлаждают лезвие до 350 °С в течение 3,0 . 3,5 с в подогретой до 30 . 40 °С 10%-ной соленой воде. После этого его охлаждают на воздухе. Для повышения износоустойчивости лезвие лемеха делают самозатачивающимся наплавляя его тыльную сторону твердым сплавом. Перед наплавкой у лемеха оттягивают полосу шириной 25 . 30 мм со стороны лезвия и участок шириной 55.. 65 мм у носка долотообразного лемеха. Толщина слоя наплавки должна быть 1,4-2,0 мм. Наплавку ведут на установке ТВЧ сплавом сормайт № 1, ацетиленокислородным пламенем прутком 0 6 мм из сормайта № 1, электродами марки Т-590 и порошковыми проволоками. При износе до ширины менее 92 мм лемех восстанавливают приваркой полосы, делая его также самозатачивающимся. В глубокорыхлителях, плоскорезах и других орудиях для безотвальной вспашки изнашиваются: передние грани стоек, носок лапы, поверхности и кромки лап. Передние грани стоек и носки лап можно восстановить наплавкой твердыми сплавами (сормайт № 1, Т-540, Т-590 и др.) с последующей заточкой. Поверхности лезвий лап восстанавливают так же, как лапы культиваторов.
Ремонт отвалов
Форму изношенной рабочей поверхности отвала проверяют шаблоном. Отклонение от шаблона допустимо не более 6 мм. При обломе носка груди отвал можно восстановить. Для этого обломанную часть изготовляют из старого отвала, по шаблону, подгоняют по месту стыка и приваривают электросваркой с тыльной стороны к изношенному отвалу. Перед приваркой заготовку обрабатывают термически до получения твердости НКС 62 . 50. Для отвода теплоты при сварке участки рядом со швом обмазывают раствором глины с асбестом, под швом ставят подкладку из красной меди толщиной 5 мм, а под подкладку укладывают ветошь, смоченную водой. После приварки шов зачищают. При износах полевого обреза отвала его наплавляют последовательным наложением. валиков электродами марки Т-590 и затачивают под углом 45 . 50° к рабочей поверхности.
Ремонт полевых досок
При небольших износах полевые доски восстанавливают твердой наплавкой с последующей заточкой или используют неизношенную сторону доски, переворачивая ее. Для этого в ней изготовляют отверстия и закаливают.
Ремонт дисковых ножей.
Смятие лезвия ножа допускается не более чем в трех местах глубиной до 1,5 . 2,0 мм и длиной до 15 мм. Коробление диска допускается не более 3 мм. Покоробленные диски правят на плите в холодном состоянии. Затачивают их до толщины лезвия 0,5 мм на установке ОР-6112 для заточки дисковых ножей и на приспособлениях к токарному станку резцами с пластинами из твердых сплавов Т15К6 и др. Осевое и радиальное биение диска допускается не более 3 мм.
Контроль сборки. Плуг после ремонта в агрегате с трактором устанавливают для проверки на контрольную стенд-площадку Ее делают на железобетонном основании 1 Со сменной (для разных тракторов) колеей из швеллеров 2 С упорами 3 Для трактора и контрольной плиты с трафаретом 4, На котором размечено положение рабочих органов, опор колес и других контрольных точек плуга. На стенде-площадке проверяют комплектность плуга, правильность установки его рабочих органов, жесткость крепления деталей и другие параметры. При рабочем положении в правильно собранном плуге лезвия лемехов, концы полевых досок, пятка задней полевой доски, бороздное и заднее колеса должны лежать в одной плоскости. Отклонения от параллельности полевых обрезов отвалов и лемехов допускаются только в сторону борозды, но не более10 мм. Носки и пятки корпусов должны лежать на одной прямой с отклонением не более ±5 мм. Расстояние между внутренней кромкой бороздного колеса и пяткой лемеха первого корпуса допускается 50 ± 5 мм. Смещение заднего колеса от прямой, проходящей через полевую кромку лемеха последнего корпуса, допускается не более 5 мм. Плоскость диска заднего колеса должна иметь наклон 6 . 10° от вертикали в сторону вспахиваемого поля. Просвет между пяткой лемеха или задним обрезом полевой доски и плоскостью контрольной плиты допускается до 10 мм. Расположение носка лемеха выше пятки или полевой доски не допускается. Отвал и лемех должны плотно прилегать один к другому, а лемех выступать над поверхностью отвала в месте стыка не более чем на 1 мм. Не допускается выступание поверхности и полевой кромки отвала над поверхностью и кромкой лемеха. Винтовые механизмы плуга должны свободно проворачиваться, если к штурвалу приложено усилие не более 150 . 200 Н. Технология ремонта навесных и прицепных плугов аналогична. Отремонтированные плуги на время длительного хранения красят-, а их рабочие поверхности покрывают антикоррозионным составом.
Ремонт борон, дисковых лущильников и кольчатых катков.
Изношенные и изогнутые зубья борон восстанавливают оттяжкой и правкой с нагревом кузнечным способом при разнице в их длине не более 10 мм. Рабочую часть зуба закаливают, нагревая до 820 . 840 °С и охлаждают в воде при температуре 30. 35°С. При сборке бороны зубья устанавливают ребром по ходу, а зубья из полосовой стали — узкой гранью по ходу. Затупившиеся диски лущильников и борон затачивают на установке для заточки дисковых ножей, на приспособлении к абразивно-шлифовальному станку или протачивают резцом на токарном станке. Протачивают диски с выпуклой стороны резцом с пластинкой из твердого сплава Т15К6, создавая угол заточки 37° при толщине лезвия диска 0,3 . 0,5 мм. Квадратное отверстие в дисках при износах скругляется и около него появляются трещины. Восстанавливают отверстие электросваркой с последующей обработкой или приваривают на диск накладку с нормальным размером отверстия. На время сварки на диск следует накладывать мокрый асбест или раствор глины. Для уменьшения износа отверстий и смятия граней валов на каждую батарею лущильника или дисковой бороны ставят компенсирующую упругую шайбу. В собранном подшипниковом комплекте батарей втулка должна прокручиваться рычагом длиной 330 мм с усилием не более 40 Н. Осевой зазор в подшипниках допускается не более 0,5 мм. В собранном дисковом орудии при проверке на контрольной плите просвет дисков и их осевое биение по диаметру допускается не более 4 мм. Чистики устанавливают на расстоянии 2 . 4 мм от дисков. Основные неисправности кольчато-шпоровых катков ЗККШ-6— износ и поломка шпор, дисков и кронштейнов из чугуна, износ валов, торцов ступицы дисков и подшипников.
Износ торцов ступицы дисков до 8 мм компенсируют постановкой шайб с таким расчетом, чтобы зазор между шпорами соседних дисков был не менее 4 мм. Чугунные детали с трещинами заваривают порошковой проволокой ПАНЧ-И электросваркой или горячей газовой сваркой чугунными прутками.
Ремонт культиваторов.
Основные возможные дефекты у культиваторов: износ, приводящий к затуплению лезвий рабочих органов (стрельчатых, рыхлительных и окучников); износы втулок, осей колес, сальников, резьб на деталях; перекос и скручивание деталей рамы; перекос грядилей; износы деталей механизмов подъема рабочих органов и управления колесами, соединительного шарнира и др. Большинство рабочих органов культиваторов (кроме рыхлительных лап) изготавливают самозатачивающимися, наплавленными твердыми сплавами с тыльной стороны, и восстановлению они не подлежат. Рыхлительные лапы затачивают сверху до толщины режущих кромок не более 1 мм. Стрельчатые лапы можно восстановить постановкой сменных лезвий на потайных заклепках или приваркой накладки на носок. После постановки сменную лапу нагревают до 820 °С изакаливают в воде. Лапы из стали 70Г закаливают в масле. Накладку изготовляют из выбракованных сегментов жаток и косилок или из дисков сошников сеялок. После приварки на выступающую часть накладки с тыльной стороны наплавляют газовой сваркой слой сормайта № 1 толщиной 0,7 . 1,0 мм, затем зачищают наплывы и затачивают лезвие. На ремонтных предприятиях лапы культиватора КРХ-4 восстанавливают по следующей технологии: правка с нагревом; газопламенная обрезка изношенной части; приварка пластины из стали 65Г и газопламенное напыление с нижней стороны лапы износостойкого материала — металлического порошка ПГ-12Н-3 для обеспечения эффекта самозатачивания. Стойки лап при отклонении от плоскостности правят в нагретом состоянии. Потайные головки крепления лап к стойкам должны утопать до 1,0 мм. Стойки закрепляют так, чтобы носки лап при проверке на плите не имели зазора более 1 мм, а кромки лезвия — 3 мм. Носок стрельчатой лапы может быть смещен от вертикальной оси симметрии грядиля на ±3 мм. На контрольной плите проверяют перпендикулярность уголков стойки прицепа и осей грядилей прицепных культиваторов к брусу рамы. Отклонение допускается не более 5 мм в крайних точка. Для установки колес и рабочих органов на требуемую глубину обработки под колеса культиватора ставят деревянные прокладки, толщина которых на 20 . 30 мм (погружение колес в почву) меньше требуемой глубины обработки почвы. При этом раму культиватора ставят параллельно плоскости контрольной плиты, а задние концы держателей рабочих органов и грядилей располагают на одинаковой высоте от нее. Зазор от плиты до носка лап рабочих органов, не регулируемых в вертикальном направлении, для стрельчатых лап не должен превышать 7 мм, для рыхлительных — 20 мм. Сжатая пружина на всех штангах культиватора должна быть одинаковой длины.
Предельные показ изношенных режущих органов почвообрабатывающих машин
Источник
Ремонт почвообрабатывающих, посевных, посадочных машин
Плуги. Наиболее распространённые неисправности и износы корпусов плугов: закругляется носок, затупляется лезвие лемеха, с тыльной стороны появляется фаска, лемех сужается по ширине. Также часто происходят поломки лемеха и выкрашивание его рабочей части вследствие ударов о корни и камни при вспашке. У скоростных плугов при изнашивании груди отвала изменяется форма полевого обреза, скругляется его кромка, истирается рабочая поверхность и обламывается носок, у крыла истирается рабочая поверхность. Полевая доска и пятна изнашиваются со стороны борозды и снизу.
Лемеха. Лезвие лемеха при затуплении нужно заточить с рабочей стороны до толщины 1-1,5 мм при ширине фаски 5-7 мм и угле заточки 25-40 град. После износа до ширины менее 108 мм (проверяется шаблоном) лемех восстановить кузнечной оттяжкой до нормального профиля (допустимое отклонение по длине не более 10 мм, по ширине – не более 5 мм) за счёт металла тыльной стороны (магазина). Оттяжка лемеха может проводиться не более четырёх раз.
Для проведения оттяжки лемех нужно нагреть в печах либо на кузнечном горне до температуры 900-1200 градусов Цельсия по всей длине и оттянуть на пневматическом молоте. Поверхность оттянутого лемеха должна быть ровной, без трещин. Отклонение его спинки от плоскости допускается не более 2 мм, лезвия (выпуклость на рабочей поверхности) — до 4 мм.
После проведения оттяжки лемех надо заточить с лицевой стороны, потом нагреть до 700-820 градусов Цельсия и закалить по всей длине на ширину 20-45 мм в солёной воде при температуре 40 градусов Цельсия в течение 5-6 секунд со стороны лезвия до твёрдости 444-650 НВ. Затем следует подвергнуть отпуску при нагреве до 350 градусов Цельсия с охлаждением на воздухе.
Наиболее эффективна изотермическая закалка, когда лемех нагревается до температуры 880-920 градусов Цельсия, затем лезвие охлаждают до 350 градусов Цельсия в течение 3,0-3,5 секунд в подогретой (температура 30-40 градусов Цельсия) 10%-ной солёной воде. После этого лемех охлаждают на воздухе.
С целью повышения износоустойчивости лезвие лемеха делают самозатачивающимся [рисунок 156], наплавляя его тыльную сторону твёрдым сплавом. Перед наплавкой у лемеха надо оттянуть полосу шириной 25-30 мм со стороны лезвия и участок шириной 55-65 мм у носка долотообразного лемеха. Толщина слоя наплавки должна быть в пределах 1,4-2 мм. Наплавка ведётся на установке ТВЧ сплавом сормайт №1, ацетиленкислородным пламенем прутком диаметром 6 мм из сормайта №1, электродами марки Т-590 и порошковыми проволоками.
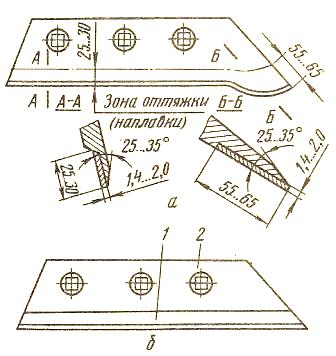
б) – составной, сварной;
При износе до ширины менее 92 мм лемех восстанавливают приваркой полосы, делая его также самозатачивающимся.
В плоскорезах, глубокорыхлителях и других орудиях для безотвальной вспашки изнашиваются поверхности и кромки лап, передние грани стоек, носок лапы. Передние грани стоек и носки лап восстанавливаются наплавкой твёрдыми сплавами (сормайт №1, Т-540, Т-590 и другими) с последующей заточкой. Поверхности лезвий лап восстанавливают так же, как лапы культиваторов.
Отвалы. Форма изношенной рабочей поверхности отвала проверяется шаблоном. Отклонение от шаблона допустимо не более 6 мм.
При обломе носка груди отвал подлежит восстановлению. Для этого обломанная часть изготовляется из старого отвала по шаблону, затем её нужно подогнать по месту стыка и приварить электросваркой с тыльной стороны к изношенному отвалу. Перед приваркой следует термически обработать заготовку до получения твёрдости HRC 62-50. Для отвода теплоты при сварке участки рядом со швом следует обмазать раствором глины с асбестом, под швом поставить подкладку из красной меди (толщина подкладки 5 мм), а под подкладку уложить ветошь, смоченную водой. После приварки шов зачистить.
При износах полевого обреза отвала его надо наплавить последовательным наложением валиков электродами марки Т-590, затем заточить под углом 45-50 град. к рабочей поверхности.
Полевые доски. Если износ полевой доски небольшой, то её следует восстанавливать твёрдой наплавкой с последующей заточкой либо использовать неизношенную сторону доски, переворачивая её. Для этого в ней изготовляют отверстия и закаливают.
Дисковые ножи. Смятие лезвия ножа допустимо не более чем в трёх местах глубиной до 1,5-2 мм и длиной до 15 мм. Коробление диска допустимо не более 3 мм.
Покоробленные диски следует править на плите в холодном состоянии. Затем заточить их до толщины лезвия 0,5 мм на установке ОР-6112 для заточки дисковых ножей и на приспособлениях к токарному станку резцами с пластинами из твёрдых сплавов Т15К6 и другими. Осевое и радиальное биение диска допустимо не более 3 мм.
Контроль сборки. Плуг после ремонта в агрегате с трактором устанавливается для проверки на контрольную стенд-площадку [рисунок 157].
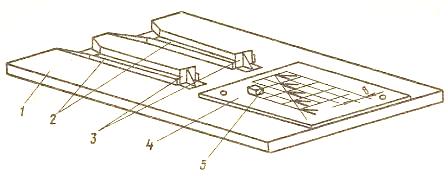
Рис. 157. Схема контрольного стенда-площадки.
2) – Колея и упоры для трактора;
3) – Колея и упоры для трактора;
4) – Плита с трафаретом;
5) – Подставка для опорного колеса;
В) – Ширина захвата корпуса плуга.
Стенд-площадку делают на железобетонном основании (1) со сменной (для разных тракторов) колеёй из швеллеров (2) с упорами (3) для трактора и контрольной плиты с трафаретом (4), на котором размечено положение рабочих органов, опор колёс и прочих контрольных точек плуга. На стенде-площадке проверяются комплектность плуга, правильность установки его рабочих органов, жёсткость крепления деталей и другие параметры.
В правильно собранном плуге при рабочем положении лезвия лемехов, концы полевых досок, пятка задней полевой доски, бороздное и заднее колёса должны лежать в одной плоскости.
Отклонения от параллельности полевых обрезов отвалов и лемехов допустимы только в сторону борозды, но не более 10 мм. Носки и пятки корпусов должны лежать на одной прямой с отклонением не более ± 5 мм. Расстояние между внутренней кромкой бороздного колеса и пяткой лемеха первого корпуса допустимо 50 ± 5 мм. Смещение заднего колеса от прямой, которая проходит через полевую кромку лемеха последнего корпуса, допускается не более 5 мм. Плотность диска заднего колеса должна иметь наклон 6-10 град. от вертикали в сторону вспахиваемого поля.
Просвет между пяткой лемеха либо задним обрезом полевой доски и плотностью контрольной плиты допускается до 10 мм. Расположение носка лемеха выше пятки либо полевой доски не допускается. Лемех и отвал должны плотно прилегать один к другому, а лемех должен выступать над поверхностью отвала в месте стыка не более чем на 1 мм. Выступание поверхности и полевой кромки отвала над поверхностью и кромкой лемеха не допускается.
Винтовые механизмы плуга должны свободно проворачиваться, если к штурвалу приложено усилие не более 150-200 Н.
Технология ремонта навесных и прицепных плугов аналогична. Отремонтированные плуги на время длительного хранения следует покрасить, а их рабочие поверхности покрыть антикоррозионным составом.
Бороны, дисковые лущильники, кольчатые катки. Изогнутые и изношенные зубья борон восстанавливаются оттяжкой и правкой с нагревом кузнечным способом при разнице в их длине не более 10 мм. Рабочую часть зуба закалить, нагревая до 820-840 градусов Цельсия и охладить в воде при температуре 30-35 градусов Цельсия. При сборке бороны зубья устанавливаются ребром по ходу, а зубья из полосовой стали устанавливаются узкой гранью по ходу.
Затупившиеся диски лущильников и борон затачиваются на установке для заточки дисковых ножей, на приспособлении к абразивно-шлифовальному станку либо протачивают резцом на токарном станке [рисунок 158].
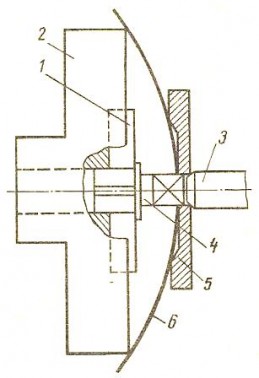
Рис. 158. Схема установки диска бороны на токарном станке.
1) – Кулачок патрона;
3) – Центр задней бабки станка;
5) – Прижимной диск;
Протачиваются диски с выпуклой стороны резцом с пластинкой из твёрдого сплава Т15К6, создавая угол заточки 37 град. при толщине лезвия диска 0,3-0,5 мм.
Квадратное отверстие в дисках при износах скругляется и около него появляются трещины. Отверстия восстанавливаются электросваркой с последующей обработкой либо приваривают на диск накладку с нормальным размером отверстия. На время сварки на диск нужно накладывать мокрый асбест либо раствор глины.
Для уменьшения износа отверстий и смятия граней валов на каждую батарею лущильника либо дисковой бороны нужно ставить компенсирующую упругую шайбу.
В собранном подшипниковом комплекте батарей втулка должна прокручиваться рычагом длиной 330 мм с усилием не более 40 Н. Осевой зазор в подшипниках допускается не более 0,5 мм.
В собранном дисковом орудии при проверке на контрольной плите просвет дисков и их осевое биение по диаметру допускается не более 4 мм. Чистики устанавливаются на расстоянии 2-4 мм от дисков.
Основные неисправности кольчато-шаровых катков ККШ-6 – это износ и поломка шпор, дисков и кронштейнов из чугуна, износ валов, торцов ступицы дисков и подшипников.
Износ торцов ступицы дисков до 8 мм компенсируется постановкой шайб с таким расчётом, чтобы зазор между шпорами соседних дисков составлял не менее 4 мм. Чугунные детали с трещинами завариваются порошковой проволокой ПАНЧ-11 электросваркой либо горячей газовой сваркой чугунными прутками.
Культиваторы. К основным возможным дефектам культиваторов относятся: износы втулок, осей колёс, сальников, резьб на деталях; перекос и скручивание деталей рамы; перекос грядилей; износ, приводящий к затуплению лезвий рабочих органов (стрельчатых, рыхлительных, окучников); износы деталей механизмов подъёма рабочих органов и управления колёсами, соединительного шарнира и других.
Большинство рабочих органов культиваторов (кроме рыхлительных лап) изготавливают самозатачивающимися, наплавленными твёрдыми сплавами с тыльной стороны, и восстановлению они не подлежат. Рыхлительные лапы затачиваются сверху до толщины режущих кромок не более 1 мм. Стрельчатые лапы восстанавливаются постановкой сменных лезвий на потайных заклёпках либо приваркой накладки на носок [рисунок 159, а].
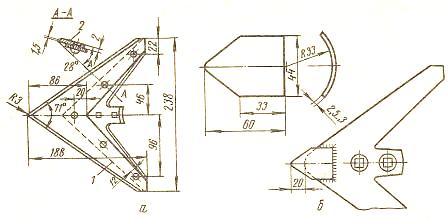
Рис. 159. Восстановление лап культиватора.
а) – Постановкой сменных лезвий;
1) – Выровненное лезвие;
б) – Приваркой накладки на носок.
После постановки сменную лапу нагреть до 820 градусов Цельсия и закалить в воде. Лапы из стали 70Г закалить в масле. Накладку [рисунок 159, б] изготовить из выбракованных сегментов жаток и косилок либо из дисков сошников сеялок. После приварки на выступающую часть накладки с тыльной стороны наплавить газовой сваркой слой сормайта №1 толщиной 0,7-1 мм, затем зачистить наплывы и заточить лезвие.
В условиях ремонтных предприятий лапы культиватора КРХ-4 восстанавливаются по следующей технологии:
правка с нагревом;
газопламенная обрезка изношенной части;
приварка пластины из стали 65Г и газопламенное напыление с нижней стороны лапы износостойкого материала – металлического порошка ПГ-12Н-3 для обеспечения эффекта самозатачивания.
Стойки лап при отклонении от плоскостности следует править в нагретом состоянии. Потайные головки крепления лап к стойкам должны утопать до 1 мм. Стойки закрепляются так, чтобы носки лап при проверке на плите не имели зазора более 1 мм, а кромки лезвия — 3 мм. Носок стрельчатой лапы может быть смещён от вертикальной оси симметрии грядиля на ± 3мм.
На контрольной плите проверяется перпендикулярность уголков стойки прицепа и осей грядилей прицепных культиваторов к брусу рамы. Отклонение допускается не более 5 мм в крайних точках.
Для того чтобы установить колёса и рабочие органы на требуемую глубину обработки, под колёса культиватора ставят деревянные прокладки, толщина которых на 20-30 мм (погружение колёс в почву) меньше требуемой глубины обработки почвы. При этом раму культиватора следует ставить параллельно плоскости контрольной плиты, а задние концы держателей рабочих органов и грядилей располагать на одинаковой высоте от неё. Зазор от плиты до носка лап рабочих органов, не регулируемых в вертикальном направлении, для стрельчатых лап не должен превышать 7 мм, для рыхлительных лап – 20 мм. Сжатая пружина на всех штангах культиватора должна быть одинаковой длины. Отклонение носков лап от номинального положения по ходу культиватора допускается до 30 мм, а в поперечном направлении – не более 15 мм в обе стороны.
Сеялки и посадочные машины. Основные дефекты катушечных высевающих аппаратов: прогиб вала, выкрашивание рифов (рёбер) катушек, износ накладки, розетки и боковины.
Катушки с изношенными рёбрами подлежат замене.
При износе накладки (2) [рисунок 160] аппарат следует разобрать, срубая либо срезая заклёпки, накладку заменить.
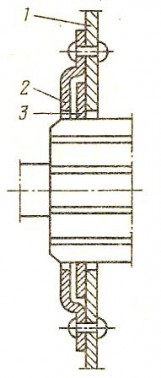
Рис. 160. Катушечный высевающий аппарат со стальной штампованной коробкой.
Накладка восстанавливается наплавкой в среде углекислого газа и обрабатывается до толщины 2,5 мм. Таким же методом можно восстановить розетку и боковину (1) аппарата при их толщине не менее 1 мм либо изготовить их штамповкой из листовой стали толщиной 2-3 мм. Катушка и муфты должны легко перемещаться рычагом регулятора высева, а валы должны свободно вращаться. Зазоры между розеткой и катушкой, муфтой и отверстием корпуса допускаются не более 1 мм.
Высевающие аппараты сеялок СЗ-3,6, СЗГ-3,6, СЗЛ-3,6. Просвет между краем клапана и рёбрами катушки в верхнем положении клапана составляет 6-8 мм, в среднем положении – 12-15 мм, в нижнем положении – 18-21 мм. Зазор между клапаном и соприкасающимися с ним стенками коробки не должен быть больше 1 мм.
Высевающие аппараты сеялок СЗУ-3,6, СЗТ-3,6. Просвет между нижним порогом и рёбрами катушки в рабочем положении должен составлять 7-8 мм со стороны розетки и 13-14 мм со стороны муфты.
Неравномерность высева отдельными высевающими аппаратами не должна превышать ± 5% при прокручивании на стенде в течение 10 минут при частоте вращения ходовых колёс 20 мин -1 .
Высевающие аппараты сеялок СКНК-6, СКНК-8. Износы в соединениях этих аппаратов представлены на [рисунке 161].
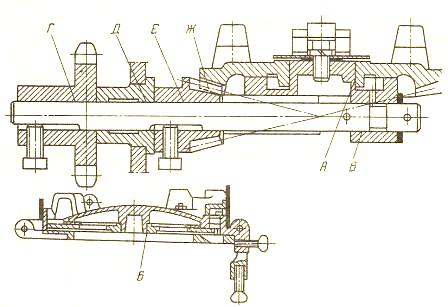
Рис. 161. Износы в соединениях высевающего аппарата сеялок СКНК-6, СКНК-8.
А – Кронштейн – большая коническая шестерня;
Е – Малая коническая шестерня-вал;
Ж – Зубья конической шестерни.
Подвержены сильному износу также рабочие поверхности зуба-отражателя и зуба-выталкивателя.
При зазоре более 1,2 мм между кронштейном и шестерней и опорными поверхностями дна и диска внутренние поверхности восстанавливаются постановкой втулки либо выстиланием ленты, а наружные – постановкой кольца.
Шестерни подлежат выбраковке при износе зубьев до заострения. Изношенные оси зуба-отражателя и зуба-выталкивателя заменяются (их изготавливают из проволоки), а дефектные поверхности указанных деталей восстанавливаются газовой наплавкой чугуном либо электродом ЦЧ-4, а затем обрабатываются абразивным кругом.
Из-за трения о дно высевающего аппарата у высевного диска заостряются кромки отверстий, и это может привести к дроблению семян. Кромки высевных отверстий нужно притупить напильником до закругления радиусом 1,5 мм.
В собранных высевающих аппаратах валик должен свободно вращаться в подшипниках при осевом перемещении не более 1,5 мм Осевой зазор может быть уменьшен постановкой шайб под приливы с условием сохранения правильного зацепления конических шестерен.
Зазор между отражателями и направляющими стенками дна сеялки не должен превышать 0,75 мм. Рабочие кромки отражателей должны находиться в одной плоскости.
После сборки высевающие аппараты проверяются путём прокручивания на стенде в течение 5минут при частоте вращения высевающего диска 30 мин -1 .
Посадочный механизм картофелесажалок. Основные дефекты этих механизмов – износ и изгиб рычажка зажима; ослабление пружин; излом ложечек и прорезей в них; погнутость дисков барабана, боковин и рукава питательного ковша; изгиб осей; износ поверхности направляющих шин. Вмятины на стенках бункера допускаются до 2 мм. Отклонение концов пальцев ворошителей картофелесажалки СН-4Б от нормального положения допускается до 2,5 мм. Изгиб ворошителей и шнека допускается до 0,5 мм, а осей вычерпывающего аппарата до 1 мм. Деформации и изгибы устраняют правкой.
В собранном посадочном механизме не допускается задевание вращающихся вычерпывающих дисков за боковины.
Дисковые сошники. Диски изнашиваются по диаметру, затупляются и деформируются, зазубриваются их рабочие кромки, изнашиваются детали соединения диск-вкладыш (сеялки СУК-24) либо подшипники (сеялки СЗ-3,6 и СЗУ-3,6), а также диск и резиновый уплотнитель (4) [рисунок 162].
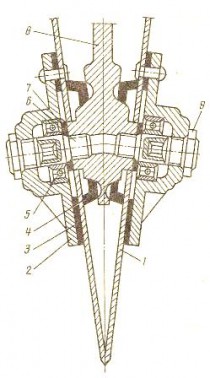
Рис. 162. Сошник сеялки СЗ-2,6.
4) – Резиновый уплотнитель (сальник);
Изнашивание дисков по диаметру и увеличение зазоров в подшипниковом узле приводят к образованию зазора в точке схождения дисков, который не должен превышать 2 мм в момент приложения усилия сжатия с противоположной стороны. Превышение зазора приводит к поверхностной заделке семян. Например, сошники с нормальным зазором заделывают 92% семян на требуемую глубину 30-50 мм, а изношенные – только на 43% при тех же условиях.
Во время ремонта сошники после очистки дефектуются в сборе. В случае коробления более 3 мм и зазоре более 2 мм в точке схождения дисков сошник разбирают на приспособлении.
Диски рихтуются в холодном состоянии, или ударами молотка на плите, или на установке, прижимая их к вращающимся роликам либо термофиксацией. В последнем случае их следует собрать в пакет между двумя параллельными плитами, нагрузить и поместить в электропечь. В печи их необходимо нагреть до температуры 450-480 градусов Цельсия и выдержать в течение 4-5 часов. Затем диски нужно наточить с внешней стороны резцом на токарном станке (зажать два диска) под углом 20 град. до ширины фаски 6-8 мм и толщины лезвия 0,1-0,5 мм. Допускается смятие лезвия не более чем в трёх местах глубиной и длиной не более 1,5 мм.
Отремонтированные диски могут иметь следующие ремонтные размеры:
первый – диаметром 342 ± 2 мм;
второй – диаметром 336 ± 2 мм;
третий — диаметром 328 ± 2 мм.
Изгиб семенаправителя (проверяется шаблоном) более 5 мм следует править. Если боковые поверхности счищалок имеют износ более 5 мм, то они подлежат выбраковке.
Если подшипниковый узел не нуждается в ремонте, диски в сборе затачиваются при помощи специального приспособления.
При сборке для создания нормального зазора в точке схождения дисков устанавливается дистанционное кольцо определённой толщины. Для диска, имеющего диаметр 350 мм, кольцо должно иметь толщину 2 мм; для диска диаметром 342 мм – 1,7 мм; для диска диаметром 334 мм – 1,4 мм; для диска диаметром 326 мм – 1,0 мм.
В собранном сошнике все диски должны быть одного ремонтного размера с перекрытием лезвий не более 4 мм, они должны проворачиваться от руки с усилием не более 50 Н., не задевать за корпус сошника (зазор не более 2 мм) и кромки направителя и счищалки (зазор не более 3 мм).
Трубчатые сошники. Наиболее распространённые дефекты: изгиб крыла, лапы, стойки, затупление лезвия. Затупленные лезвия устраняются заточкой, оттяжкой и наплавкой износостойким сплавом (аналогично, как и лап культиватора с тыльной стороны). Изгибы деталей устраняются правкой.
Лезвие затачивается с лицевой стороны до толщины 0,4-0,5 мм, ширина фаски при этом 7 мм. Лапа восстанавливается оттяжкой на молоте до ширины лезвия 15+5 мм на всей длине.
Изгиб стойки устраняется правкой на приспособлении, нагревая место изгиба газовой сваркой до температуры 800-1000 градусов Цельсия.
После ремонта трубчатые сошники не должны иметь вмятин на поверхности воронок. Отклонение конца наральника от плоскости симметрии корпуса сошника не должно быть больше 4 мм.
Передние и задние поводки сошников должны поворачиваться в шарнирах свободно на угол до 45 град. от горизонтали.
Картофелесажалки. Могут иметь следующие дефекты: погнутость дна и трещины сварных швов, износ осей ротора, износ поверхности крыльев сошника, погнутость и разрывы лопастей, отламывание их от ступиц, износ нижней передней части сошника.
Сошники. При изгибе грядили следует выправлять на наковальне, предварительно разогрев их до температуры 900-950 градусов Цельсия. Стенки сошников со сквозным износом наплавляются электродами Т-590, Т-620. Носок сошника при износе на 8-10 мм оттягивают кузнечным способом и наплавляют сормайтом №1. При этом носок нагревают до 100 градусов Цельсия и наплавляют на его рабочую поверхность газовым пламенем слой сормайта толщиной 1 мм и шириной 15-20 мм. Затем на обдирочно-шлифовальном станке затачивают с тыльной стороны переднюю кромку лезвия под углом 25-30 град. до толщины 1 ± 0,2 мм.
Сошники со сквозными износами восстанавливаются приваркой накладки толщиной 4 мм из отходов рессорной стали, старых лемехов, дисков. Накладка приваривается внахлёст электродом типа Э42.
Измятые лопасти ротора рихтуются, разрывы и места отрывов лопастей от ступицы завариваются газовой сваркой стальными прутками. Отверстия в ступице ротора при зазоре более 1,0 мм развёртывают под ось увеличенного размера.
Спирально-ленточные семяпроводы. Их наиболее частые дефекты – растянутые, смятые, поломанные витки. Их следует править на конусной стальной оправке деревянным молотком. Растянутые семяпроводы сжимают до нормальной длины, фиксируют её с помощью проволочных крючков, нагревают до 850 градусов Цельсия, затем в вертикальном положении опускают на 1-2 секунды в подогретую до 50 градусов Цельсия воду. После этого проводят самоотпуск охлаждением на воздухе до 200-230 градусов Цельсия и далее в воде.
При растягивании семяпроводов усилием до 40 Н не должно быть остаточной деформации витков.
Дефектные семяпроводы из прорезиненной ткани подлежат замене.
Для проверки качества семяпровода его нужно скрутить на 360 град. и согнуть пополам. Исправный семяпровод после снятия нагрузки должен вернуться в исходное положение без следов деформации.
Мундштуки семяпроводов с разрывами подлежат выбраковке. Новые изготавливаются из листового железа толщиной 1 мм.
Контроль качества ремонта сеялок и сажалок. Сеялки проверяются на контрольной площадке размером 6500х3500 мм. Расстановка сошников контролируется на доске с метками. Установка рабочих органов сошников должна соответствовать принятому междурядью с отклонением не более ± 5 мм. Поводки сошников должны быть прямыми.
В нормальном положении нижние кромки дисков сошников касаются плоскости установочной доски; допускается просвет до 5 мм, в транспортном положении — не менее 110 мм.
Механизмы передачи, подъёма и заглубления сошников, рычаги, регулятор высева и вал с катушками перемещаются плавно. Семенной ящик должен быть без щелей, крышка должна плотно прилегать.
Сеялки обкатываются с включенным механизмом передачи в течение 15 мин при частоте вращения ходовых колёс 15-25 мин -1 . Надёжность работы автоматов проверяется трёхкратным подъёмом сошников.
Храповая муфта передачи высевающего аппарата при опускании сошников должна включаться, а при подъёме – выключаться. При этом зазор между концами зубьев должен составлять 4 мм.
Высевающий аппарат каждого сошника должен легко поворачиваться, а валик иметь продольный разбег не более 2 мм.
Диски вычерпывающих аппаратов картофелесажалок при включении храповых муфт колёс должны свободно вращаться, ложечки и зажимы – не задевать за боковины, фартук, днище. Предохранительная муфта должна пробуксовывать при усилии на ободе 0,45-0,55 кН.
Рычаги зажимов должны без заедания заходить на плоскость шин, а концы зажимов при этом отстоять от боковой поверхности дисков не менее чем на 5 мм. При сходе с шины концы зажимов должны входить в прорези ложечек. Встряхиватели и ворошители должны двигаться свободно, а ротор свободно вращаться в сошнике, не задевая за другие детали.
Отремонтированную картофелесажалку нужно обкатывать в течение 30 минут на каждой передаче. При обкатке не должно быть заеданий и деформаций в деталях, ослабления их креплений.
Источник