- Строй-справка.ру
- Отопление, водоснабжение, канализация
- Ремонт теплообменника
- Изучение причин загрязнения и подготовка теплообменника к ремонту. Трудоемкие процессы при ремонте, монтаж и демонтаж резьбовых соединений. Извлечение трубных пучков и очистка поверхностей. Cпециальные методы очистки. Ремонт трубного пучка и корпуса.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- Подобные документы
Строй-справка.ру
Отопление, водоснабжение, канализация
Навигация:
Главная → Все категории → Монтаж холодильных установок
В процессе длительной работы происходит эрозионный и коррозионный износ труб и стенок корпуса: теплопередающие поверхности загрязняются и эффективность теплопередачи падает. Характерными дефектами являются уменьшение толщины стенки трубы, днища, корпуса, свищи в сварных швах, повреждение уплотнительных поверхностей, трещины на корпусных деталях и трубах, вмятины, неплотности и пропуски в вальцовке труб в трубных решетках, увеличение диаметра отверстий в трубных решетках, язвенная, межкристаллитная и другие виды коррозии, повреждение опор, резьбы на крепежных деталях, увлажнение или повреждение теплоизоляции.
Структура ремонтного цикла оборудования различна и зависит от характера производства, типа аппарата и холодильной установки в целом. Все теплообменное оборудование холодильных установок эксплуатируют с проведением через каждые три месяца профилактического осмотра, ежегодного текущего ремонта, среднего ремонта (через 3 года) и капитального.ремонта через 12 лет. В ряде случаев ограничиваются двумя видами ремонта — текущим и капитальным.
При профилактических осмотрах проверяют затяжку фланцевых соединений, устраняют неплотности, выполняют подтяжку или перебивку сальников запорной арматуры, осматривают приборы контроля, предохранительные устройства, проверяют натяжение приводных ремней в аппаратах с мешалками и вентиляторами, очищают желоба в оросительных конденсаторах.
При текущем ремонте проводят дополнительный объем работ: частичную разборку и демонтаж запорной арматуры, перебивку всех сальников, замену прокладок, проверку герметичности арматуры, ремонт предохранительных и обратных клапанов, в оросительных конденсаторах — демонтаж и очистку отбойных щитов и труб, очистку и регулировку водораспределительных устройств.
При среднем ремонте дополнительно к объему текущего ремонта проводят съем крышек теплообменников с очисткой труб и полостей от ила, накипи, продуктов коррозии, испытания на плотность для выявления возможных течей труб в трубных решетках, подвальцовку, зачеканку или подварку свищей и течей, глушение дефектных труб, проверку и наладку работы мешалок, выборочную проверку труб испарителей (типа ИА или ИП) и оросительных конденсаторов на коррозию, ремонт теплоизоляции, освидетельствование сосудов технической администрацией предприятия.
При капитальном ремонте дополнительно к объему среднего ремонта выполняют работы по замене всех ранее заглушённых трубок (при глушении более 15% трубок), замену труб и секций, имеющих течи, замену труб с износом более 25% по толщине стенки, ремонт и замену запорной арматуры, освидетельствование сосудов инспектором Госгортехнадзора СССР.
Очистка теплообменных аппаратов. Хорошая очистка тепло-передающей поверхности не только увеличивает теплопередачу, но и способствует удлинению срока службы аппаратов. Очистку проводят химическими, механическими, гидравлическими ультразвуковым или смешанным способами.
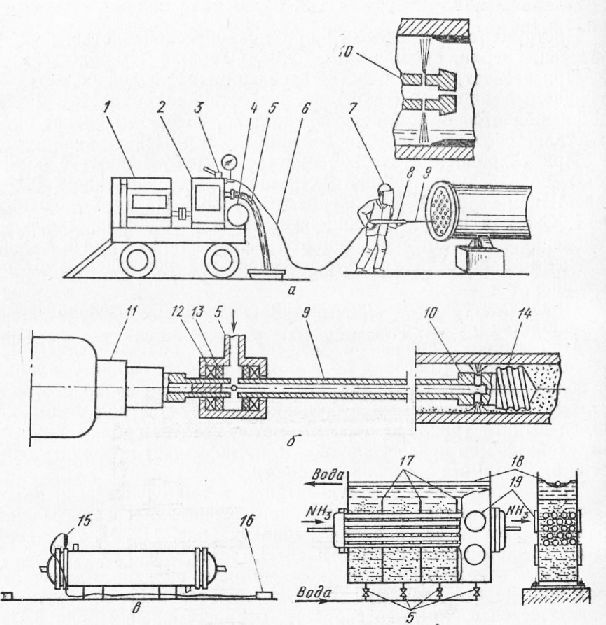
Механические способы очистки используют для очистки труб теплообменников. Устройство для очистки состоит из вращающейся штанги с режущим инструментом на конце. Штанга вместе с приводом (электродрель или пневмодвигатель) прикреплена к тележке, перемещающейся по монорельсу по мере продвижения штанги по трубе теплообменника. Вращающаяся штанга заключена в трубу, которая защищает руки рабочих и одновременно служит трубопроводом для подачи воды с целью промывки отложений. Горизонтально приспособление перемещается вручную. Для очистки У-образных труб теплообменных аппаратов и трубок малого диаметра используют гибкие валы, приводимые в движение различного рода двигателями.
Инструмент, применяемый при механической чистке, разнообразен: сверла, ерши, резцы, буры, шарошки.
При пескоструйной очистке песок вместе с водой подается в очищаемый аппарат («мокрая» пескоструйная очистка). Если песок подается в воду струей воздуха, то в этом случае осуществляется очистка смесью воды, воздуха и песка.
При гидропневматической очистке в трубу подают с помощью водовоздушного пистолета воду под давлением 0,5- 0,6 МПа и воздух под давлением 0,7-0,8 МПа в соотношении 1: 1. Сжатый воздух, расширяясь, резко увеличивает скорость движения воды, которая начинает двигаться толчками с интенсивными завихрениями, что способствует разрушению отложений.
Продолжительность очистки по сравнению с механической сокращается в 8-10 раз.
При гидромеханической очистке вода под давлением до 70 МПа подается насосом по высоконапорному гибкому шлангу в полую штангу, на конце которой укреплено сопло с отверстиями, располагаемыми в большинстве случаев под углом 45° к оси штанги. Этот метод требует соблюдения определенных мер предосторожности, но позволяет проводить очистку быстро и без эрозионного износа.
При подаче воды в полую штангу, в том случае если наконечник выполнен из твердосплавного резца или сверла, можно очищать трубки со сплошной забивкой. Давление воды в таком случае не превышает 1,0 МПа.
Самым простым и надежным методом предупреждения отложений на стенках труб является ультразвуковой. Суть его заключается в том, что скорости распространения волн в металле и в отложениях значительно различаются и при возникновении деформации в граничной зоне происходит непрерывное разрушение тонкого слоя отложений.
При техническом перевооружении промышленных установок, в тех случаях когда в водоохлаждающих оборотных циклах не предусмотрены эффективные устройства по очистке воды от ила, целесообразно использовать конденсаторы с псевдокипением («самоочищающийся» конденсатор). В процессе работы под действием ударов частиц песка поверхность труб очищается от ила и накипи (рис. 112, г). Недостатком этого эффективного конденсатора является коррозионно-эрозионный износ стенок конденсатора и необходимость изготовления по этой причине труб только из легированной стали.
Порядок ремонта. Порядок ремонтных операций после подготовки отключенного от схемы аппарата и сдачи его в ремонт следующий: демонтаж арматуры и трубопроводной обвязки, разборка резьбовых соединений, съем крышек, люков, выемка трубных решеток, если это позволяет конструкция аппаратов, проверка плотности и прочности труб и их крепление в трубных решетках путем пневматических или гидравлических испытаний, глушение и развальцовка (обварка) труб в трубных решетках, извлечение труб из корпуса при их замене, постановка новых труб с предварительной очисткой отверстий в решетках и зачисткой концов труб, ремонт корпусных деталей, вырубка и вырезка прокладок, подготовка крепежа, сборка аппарата, испытания на плотность и прочность, сдача в эксплуатацию.
Ремонт теплообменных аппаратов начинают с проверки их плотности. Течи в теплообменных аппаратах выявляют при их испытании давлением воды (опрессовка). При испытании неразъемных кожухотрубных аппаратов воду подают в межтрубное пространство и, поднимая давление до давления испытания, проверяют аппарат на отсутствие течей в трубной решетке и из полости трубок. В случае затруднений в удалении воды из аппаратов течи в холодильных теплообменных аппаратах определяют давлением сухого воздуха или азота (пневматическая опрессовка) с проверкой обмыливанием или течеискателями. Выявленные трубы с течами могут быть отглушены временными пробками для продолжения испытаний.
При ремонте теплообменных аппаратов, как указывалось выше, допускается глушение не более 15% трубок. Правку мятых трубок осуществляют на винтовых приспособлениях путем протаскивания пробки-оправки на штанге. Трубы глушат с двух сторон пробками на резьбе или на припое.
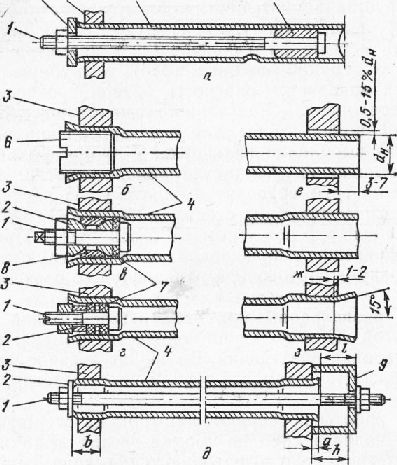
При замене вальцованные трубы подрезают за трубной решеткой специальным резцом или рассверливают для уменьшения толщины стенки и последующей выемки. Все эти операции проводят так, чтобы не повредить поверхности отверстий в решетке. Рассверливание ведут ступенчатым сверлом с центрирующим гладким концом, равным внутреннему диаметру трубы и режущей частью, равной 3/4 наружного диаметра труб. Уменьшение толщины труб резко снижает напряжение в вальцованном соединении, и труба легко вынимается. Чтобы не уронить трубу в межтрубное пространство, в нее вставляют с другой трубной решетки металлический прут или используют приспособления.
Трубы, закрепленные в трубной решетке с помощью сварки, удаляют из аппарата вырубкой вручную кольцевого шва или срезанием торца трубы и калинового шва фрезой с приводом от гибкого вала. До замены выбитых дефектных трубок новыми отверстия в трубных решетках зачищают, продувают и насухо протирают. Продольные риски на поверхностях отверстий зачищают шабером. Шероховатость поверхности в отверстиях под вальцовку должна быть не ниже Ra 0,80 мкм.
Концы труб зачищают, протирают, трубы вставляют в трубную решетку, зазоры продувают воздухом. Величина зазора не должна быть меньше 0,5 и больше 1,5% диаметра трубы. При малых зазорах трудно заводить трубы в трубную решетку, а при больших появляется опасность потери прочности трубы и плотности соединения. Развальцовку начинают с привальцов-кк — раздачи конца трубы для его закрепления в отверстии. Привальцовку выполняют вальцовкой с длиной роликов на 10- 12 мм, превышающей толщину трубной решетки. После при-вальцовки всех труб проводят окончательную развальцовку из расчета 15-20% толщины стенки вальцуемой трубы и отбор-тевывают концы труб под углом 15° к оси трубы. Привальцовку выполняют крепежной вальцовкой, окончательную привальцовку и отбортовку — бортовочной вальцовкой (с бортовочными роликами).
Сначала развальцовывают все трубки в одной решетке, а затем в другой. При большом количестве заменяемых трубок порядок вальцовки следующий. Вальцуют вначале четыре трубки крест-накрест, а затем все трубки по периметру, после чего все остальные.
Качество работы проверяют осмотром на отсутствие трещин и разрывов, подреза труб по кромке гнезда, а также убеждаются в отсутствии ярко выраженного перехода между вальцованной и невальцованной частью.
Приспособления. При ремонте теплообменных аппаратов могут быть использованы приспособления, работающие в полуавтоматическом режиме. Примером может служить развальцовочная машина, которая может быть использована при соответствующей смене инструмента для развальцовки, торцовки и удаления труб из теплообменника, а также для нарезания кольцевых канавок в отверстиях трубных решеток теплообменников с трубами диаметром от 14 до 57 мм. Машина работает в ручном, автоматическом и полуавтоматическом режимах. На раме машины расположена тележка, перемещаемая в горизонтальном направлении посредством цепного привода. На ней установлена вертикальная рама, по которой перемещается горизонтально расположенная рама с приводом для развальцовки. Вертикально рама с приводом перемещается также с помощью цепной передачи, а в поперечном направлении — с помощью рычага.
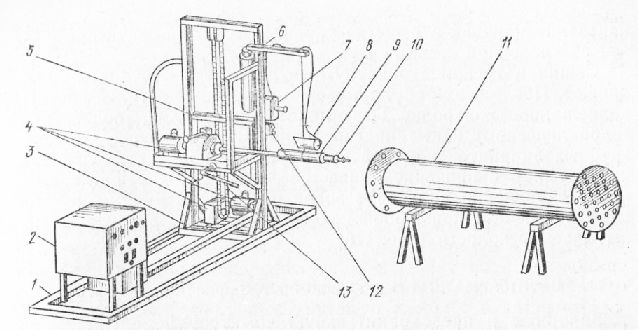
Управление приводами вертикального и горизонтального перемещений осуществляется с пульта-координатора, а управление и выбор режима работы привода развальцовки выполняют с выносного пульта, расположенного на защитном кожухе телескопического вала. Развальцовку труб в отверстиях трубных решеток выполняют инструментом, закрепляемым в головке, шарнирно соединенной с валом. При торцовке, подрезке и нарезании канавок в решетке управление мотор-редуктором ведут от кнопочной станции.
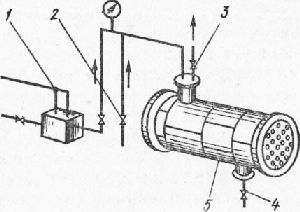
Свищи и трещины в корпусных деталях и обечайках заваривают. После всех работ по сварке корпусных деталей сосуды, подлежащие контролю Госгортехнадзора СССР, подвергают гидравлическому испытанию на прочность. Опрессовку кожухо-трубных аппаратов жесткой конструкции проводят со снятыми крышками и с проверкой качества вальцовки в решетках. Во время заполнения аппаратов водой перед испытаниями необходимо обеспечить при любой конструкции выход воздуха из испытываемой полости (рис. 3).
Навигация:
Главная → Все категории → Монтаж холодильных установок
Источник
Ремонт теплообменника
Изучение причин загрязнения и подготовка теплообменника к ремонту. Трудоемкие процессы при ремонте, монтаж и демонтаж резьбовых соединений. Извлечение трубных пучков и очистка поверхностей. Cпециальные методы очистки. Ремонт трубного пучка и корпуса.
| Рубрика | Производство и технологии |
| Вид | реферат |
| Язык | русский |
| Дата добавления | 13.10.2014 |
| Размер файла | 18,2 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
1. Загрязнения аппаратов
2. Подготовка теплообменника к ремонту
3. Трудоемкие процессы при ремонте теплообменников
3.1 Монтаж и демонтаж резьбовых соединений
3.2 Извлечение трубных пучков
4. Очистка поверхностей теплообменника
4.1 Химическая очистка
4.2 Механическая очистка
4.3 Гидромеханичекая очистка
4.4 Гидропневмотическая очистка
4.5 Пескоструйная очистка
5. Cпециальные методы очистки
6. Ремонт трубного пучка
7. Ремонт корпуса аппарата
8. Испытание теплообменника
Теплообменные аппараты являются очень распространённым типом аппаратуры. Например, на нефтеперерабатывающих заводах и предприятиях основной химии доля теплообменной аппаратуры составляет до 40%.
В процессе длительной работы теплообменные аппараты подвергаются загрязнению, коррозионному и эрозионному износу.
1. Загрязнения аппаратов
Проявляются в том, что поверхности их покрываются накипью, маслом, отложениями солей и смол, окисляются и т. п. С увеличением отложений возрастает термическое сопротивление стенки и ухудшается теплообмен.
Износ теплообменного аппарата выражается в следующем: нарушение целостности трубок; свищи, трещины, прогары на корпусе; прогиб трубных решёток и деформация трубок; заклинивание плавающих головок; повреждение сальниковых устройств; повреждение линзовых компенсаторов и др. теплообменник ремонт демонтаж очистка
2. Подготовка теплообменника к ремонту
Заключается в следующем: снижается избыточное давление до атмосферного и аппарат освобождается от продукта; отключается арматура и ставятся заглушки на всех подводящих и отводящих трубопроводах; проводится продувка азотом или водяным паром с последующей промывкой водой и продувкой воздухом; проводится отбор проб и выполняется анализ проб воздуха на наличие ядовитых и взрывоопасных продуктов; получение разрешения на огневые работы; составление акта сдачи в ремонт. Технология ремонта зависит от конструкции теплообменника.
При ремонте теплообменников жёсткой конструкции или с линзовым компенсатором на кожухе выполняются следующие работы: демонтаж обвязки и арматуры; снятие крышек аппарата; очистка теплообменных поверхностей; проверка целостности трубок, выявление дефектов вальцовки и обварки трубок гидравлическим испытанием на рабочее давление; отключение или частичная смена дефектных трубок; гидравлическое испытание трубного пучка; сборка теплообменника с крышками; гидравлическое испытание трубной части аппарата.
В тех случая, когда число дефектных трубок велико (более 15% трубок в каждом ходе), то они все заменяются полностью.
При ремонте теплообменников с плавающей головкой и U-образными трубками пучок извлекается из корпуса.
3. Трудоёмкие операции при ремонте теплообменников
Наиболее трудоёмкими операциями при ремонте теплообменной аппаратуры являются: монтаж и демонтаж резьбовых соединений; извлечение трубных пучков; очистка теплообменной аппаратуры; ремонт и изготовление трубных пучков и их установка; испытание теплообменников.
3.1 Монтаж и демонтаж резьбовых соединений
Демонтаж и монтаж резьбовых соединений производится с помощью гаечных ключей. Снижение трудоёмкости работ по монтажу и демонтажу резьбовых соединений достигается применением пневматических и гидравлических гайковёртов.
3.2 Извлечение трубных пучков
Извлекать трубные пучки можно только из теплообменников с плавающей головкой и U-образными трубками. Извлечение трубного пучка является весьма трудоёмкой операцией.
В большинстве случаев для снижения трудоёмкости работ используются экстракторы, т. е. приспособления для захвата трубного пучка в сочетании с грузоподъёмным механизмом. Применяются следующие способы:
1) с помощью лебёдки и автомобильного крана.
2) с помощью лебёдки и стационарного монорельса на монорельсе размещаются два тельфера, что позволяет без затруднений проводить демонтаж и монтаж трубного пучка;
3) с помощью лебёдки и передвижного монорельса с помощью неподвижного монорельса можно обслуживать несколько параллельно стоящих теплообменника;
4) с помощью лебёдки и передвижной тележки.
Извлечение трубного пучка из вертикальных теплообменников проще, чем из горизонтальных, и осуществляется принципиально теми же способами.
4. Очистка поверхностей теплообменника
Для очистки теплообменных поверхностей (внутренних и наружных поверхностей трубок) используются следующие методы:
— специальные методы очистки.
4.1 Химическая очистка
Выполняется без вскрытия и разборки теплообменника.
Для очистки от накипи применяют 5-15% раствор соляной кислоты с добавками ингибиторов.
Очистку от твёрдых отложений проводят путём заполнения теплообменника на сутки 5% раствором соляной кислоты с добавкой жидкого стекла. Твёрдый осадок разрыхляется в этом растворителе и потом легко смывается водой.
Для очистки от органических отложений (масла, мазута и т. п.) используют углеводородные растворители.
Достоинства метода — нет необходимости в разборке теплообменника, можно чистить межтрубное пространство.
Недостаток — необходимость утилизации отработанных продуктов.
4.2 Механическая очистка
Осуществляется при помощи шомполов, свёрл, щёток, резцов, буров с подачей воды или воздуха для удаления продуктов очистки.
Простейшим приспособлением является стальной пруток с ершом из стальной проволоки, приваренным к прутку.
Для механизации процесса механической очистки используются приспособления, состоящие из пневмо или электродрели, полого вала и бура. После первичной обработки трубок буром их подвергают окончательной очистке стальным ершом.
Недостатки механической очистки: трудоёмкость и отсутствие возможности очистки межтрубного пространства.
4.3 Гидромеханическая очистка
Осуществляется с помощью воды, подаваемой под высоким давлением (от 15 до 70 МПа) в полую штангу, на конус которой установлено сопло с несколькими отверстиями. Струи воды при выходе из сопла режут и отрывают отложения от стенок очищаемых поверхностей. Время очистки трубы составляет 10-15 с. Широкий диапазон изменения давления (от 15 до 70 МПа) даёт возможность удалять отложения практически любой твёрдости.
Достоинства метода: высокая степень очистки; возможность очистки поверхности трубок на месте установки аппарата.
Недостаток: требуемое высокое давление предъявляет высокие требования к охране труда.
4.4 Гидропневматическая очистка
Осуществляется с помощью воды и воздуха. В загрязнённую трубку одновременно подаётся вода и сжатый воздух. Сжатый воздух, расширяясь, резко увеличивает скорость движения воды, которая начинает перемещаться по трубке последовательными водяными «пробками» с интенсивными завихрениями. Совместное движение воды и воздуха быстро разрушает отложения на стенках трубок, очищая их.
Одновременная подача в трубку воды и воздуха осуществляется при помощи воздушного «пистолета». Воздух под давлением 0,7-0,8 МПа и вода под давлением 0,5-0,6 МПа при соотношении 1:1 подаются шлангами.
Гидропневматическая очистка позволяет сократить время очистки по сравнению с механической в 8-10 раз, значительно реже подвергать очистке теплообменники, повысить производительность труда.
4.5 Пескоструйная очистка
Позволяет добиться наиболее полной очистки труб, в результате чего коэффициент теплопередачи восстанавливается до значений, соответствующих отсутствию термических сопротивлений, обусловленных загрязнениями. Сущность пескоструйной очистки заключается в обработке очищаемой поверхности взвесью песка в воздухе или воде, подаваемой с большой скоростью. Засасывание песка осуществляется эжекционными установками.
5. Специальные методы очистки
Относится ультразвуковая очистка. Ультразвуковые преобразователи через посредство головок с вибраторами, устанавливаемыми в жидкости (воде) внутри очищаемого объёма, позволяют полностью удалить твёрдые отложения, разрушаемые под действием ультразвуковых колебаний и вымываемые звукопередающей средой.
6. Ремонт трубного пучка
При ремонте трубного пучка допускается установка пробок на 15% трубок в каждом потоке (ходе) пучка. При выходе из строя более 15% трубок все они заменяются полностью. Выбор материала трубок осуществляется с учётом характеристики среды, её параметров и в соответствии с действующими нормами. Применение бывших в употреблении трубок допускается, если они потеряли вследствие износа не более 30% первоначального веса.
При замене завальцованные трубки, не выступающие над решёткой, отрезают специальным приспособлением за трубной решёткой. Трубки, выступающие над трубной решёткой, отрезают головкой с резцом. Оставшиеся в гнёздах решёток концы трубок сплющивают и выбивают.
Удаление дефективных приваренных труб проводится вырубкой сварного кольцевого шва или срезанием торца трубы и валикового шва специальной фрезкой с приводом от гибкого вала или переносной дрели.
Вставляемые новые трубки отрезают по длине трубного пучка с прибавкой 8-10 мм длины. Концы трубок зачищают до металлического блеска на длину, равную толщине решётки с прибавкой 10 мм на сторону. В трубной решётке все отверстия зачищают от заусенцев, ржавчины и грязи. Наличие продольных рисок в отверстиях трубной решётки не допускается. Перед установкой трубок отверстия в решётке продувают воздухом и насухо протирают.
Зазор между наружным диаметром трубки и отверстием в решётке должен быть не более 1,5% диаметра трубки.
Крепление труб в трубных решётках производится:
3) комбинированным способом (обварка + развальцовка, развальцовка + обварка ) и др.
Отверстия под развальцовку обрабатываются не ниже седьмого класса шероховатости. Концы трубок должны выступать на 3-5 мм у наружного торца каждой решётки и быть отбортованными. Ввиду того, что трубки при развальцовке удлиняются, сначала развальцовывают все концы трубок в одной решётке, а потом в другой. При этом вальцуют четыре трубки крест-накрест, затем все трубки по периметру и далее остальные.
В теплообменных аппаратах жёсткой конструкции применяется также сварное крепление трубок в трубной решетке. При этом трубки и решётки должны быть изготовлены из хорошо свариваемых металлов. (9)
7. Ремонт корпуса аппарата
Корпус аппарата, имеющий различные выпучины и вмятины, выправляется ударами кувалды по медной подкладке. Устранение небольших вмятин при толщине стенки корпуса или крышки, выполненных из углеродистой стали, не более 3-4 мм осуществляется нагревом. Если невозможно устранить указанные выше дефекты ударами и нагревом, то повреждённые части либо удаляются, либо на них ставятся накладки.
Свищи и трещины удаляются путём заварки или постановки накладок с предварительным удалением дефектного участка.
При помощи цветной дефектоскопии определяют протяжённость и положение концов трещин, обнаруженных в корпусе. Эти концы до заварки засверливаются свёрлами диаметром 3-4 мм. Несквозные трещины глубиной не более 0,4 толщины стенки разделываются под заварку односторонней вырубкой на максимальную глубину трещины со снятием кромок под углом 50 — 60°. При толщине более 100 мм сварку ведут обратноступенчатым методом. Сквозные и несквозные трещины глубиной более 0,4 толщины стенки разделывают на всю толщину вырубкой зубилом или газорезкой. При появлении гнездообразных трещин повреждённые места вырезаются и закрываются заплатами, которые не должны иметь острых углов. Заплаты ввариваются заподлицо с основным металлом. Площадь заплаты не должна превышать 1/3 площади листа аппарата.
Дефектные штуцеры и трубные решётки при достижении максимальных величин износа и прогиба подлежат замене.
8. Испытание теплообменника
Опрессовка теплообменников жёсткой конструкции и с линзовым компенсатором на корпусе проводится при снятых крышках. Вода при гидравлическом испытании подаётся в межтрубное пространство. Появление воды в любой из трубок или в месте вальцовки трубки в трубной решётке указывает на дефекты в ремонте. (10)
После ремонта аппарат испытывают на герметичность, размещают теплоизоляцию, облицовку, крепят ее крепежными винтами, присоединяют трубопроводы, монтируют приборы и средства автоматизации и готовят аппарат к пуску.
1. Лебедев П.Д., Щукин А.А. «Теплоиспользующие установки промышленных предприятий. (Курсовое проектирование). Учеб. пособие для энергетических вузов. «Энергия», Москва, 2007г.
2. Лебедев П.Д. «Теплообменные сушильные и холодильные установки». Учебник для студентов технических вузов. 2-е издание. «Энергия», Москва, 2007г.
3. Основные процессы и аппараты химической технологии: Пособие по проектированию/ Г.С.Борисов, В.П.Брыков, Ю.И.Дытнерский и др. Под. ред. Ю.И.Дытнерского, 2-е изд., перераб. и дополн. М.: Химия, 2009. — 496 с.
4. Ульянов Б.А., Бадеников В.Я., Ликучёв В.Г. Процессы и аппараты химической технологии. Учебное пособие — Ангарск: Издательство Ангарской государственной технической академии, 2010 г. — 903 с.
Размещено на Allbest.ru
Подобные документы
Ремонт и монтаж насоса ЦНС-180. Расчеты на прочность следующих элементов насоса: корпуса, фланцевых соединений, вала, муфты, шпоночных соединений. Требования безопасности при ремонте и монтаже. Экономическая эффективность проведения капитального ремонта.
дипломная работа [2,4 M], добавлен 08.12.2011
Конструкция, устройство и принцип работы конденсатора. Механический расчет конструктивных элементов. Правила подготовки оборудования к ремонту. Испытание теплообменника водой с установленными деталями крепления и прокладками, порядок его монтажа.
курсовая работа [548,2 K], добавлен 25.03.2014
Подготовительные работы к ремонту. Способы очистки резервуаров. Ремонт оснований и фундаментов. Удаление дефектных мест без применения сварочных работ. Контроль качества ремонтных работ и испытание резервуаров. Приемка резервуаров после ремонта.
контрольная работа [37,4 K], добавлен 12.12.2010
Ремонт и техническое обслуживание деревоообрабатывающего станка ЦДК5-2: подготовка к капитальному ремонту узла, организация работ. Испытание станка после монтажа, установка и выверка, сдача в эксплуатацию. Техника безопасности при ремонте и монтаже.
курсовая работа [1,3 M], добавлен 16.04.2012
Компрессорная машина: понятие и функциональные особенности, назначение, принцип действия и внутренняя структура. Подготовка к ремонту и разборка машины, его промывка и прочистка, а также дефековка и сборка. Техника безопасности при ремонте нагнетателя.
контрольная работа [30,6 K], добавлен 27.11.2013
Источник