- Технология ремонта крышки цилиндров
- § 7. Ремонт цилиндровой крышки и клапанов
- Неисправности цилиндровых крышек и клапанов
- Разборка, очистка и гидравлическое испытание цилиндровых крышек
- Проверка и притирка клапанов. Притирочные станки и приспособления
- Постановка направляющих клапанов. Зазоры между направляющими и клапанами
- Пружины клапанов, их исправление и испытание
- Сборка крышек и постановка их на место
Технология ремонта крышки цилиндров




§ 7. Ремонт цилиндровой крышки и клапанов
При малом периодическом ремонте производится регулирование зазоров у рабочих клапанов, а в случае пропуска воды или газов — перестановка цилиндровых крышек; проверяется крепление наддувочного и выпускных коллекторов. При большом периодическом, подъёмочном и заводском ремонте цилиндровые крышки снимают, клапаны притирают; кроме того, при заводском ремонте притирают индикаторные краники. Внутренние полости крышек очищают от отложений и опрессовывают. Уплотняющий бурт у крышки проверяют по краске. Клапаны проверяют на магнитном дефектоскопе. Клапанную коробку опрессовывают для определения утечки масла.
Неисправности цилиндровых крышек и клапанов
У крышек в полости охлаждения отлагается шлам, а на поверхностях, подверженных действию выхлопных газов, — нагар. Кроме того, на крышках возможно появление трещин вследствие высокой температуры охлаждающей воды и толстого слоя отложений, нарушение плотности и уплотняющего бурта, а также выработка гнёзд рабочих клапанов. Клапаны могут иметь следующие неисправности: пропуск газов по притирочной поверхности, а также между стержнем клапана и направляющей, уменьшение высоты пружин вследствие остаточной деформации и появление у них трещин
Разборка, очистка и гидравлическое испытание цилиндровых крышек
Перед снятием цилиндровых крышек двигателей Д50 измеряют зазор между крышкой и блоком, отвёртывают болты, соединяющие фланцы наддувочного и выпускных коллекторов с крышками, а также гайки патрубков охлаждающей воды от водяного коллектора. Далее отвёртывают гайки шпилек, укрепляющие крышку клапанной коробки (корпуса привода клапанов), нагнетательные и контрольные топливные трубки форсунок. Освобождённые крышки клапанных коробок, сами коробки, штанги и все прокладки снимают и укладывают на стеллажи для осмотра и определения объёма ремонта. Наддувочный и выпускные коллекторы подвешивают, как это показано на фиг. 118, для тепловозов ТЭ2.
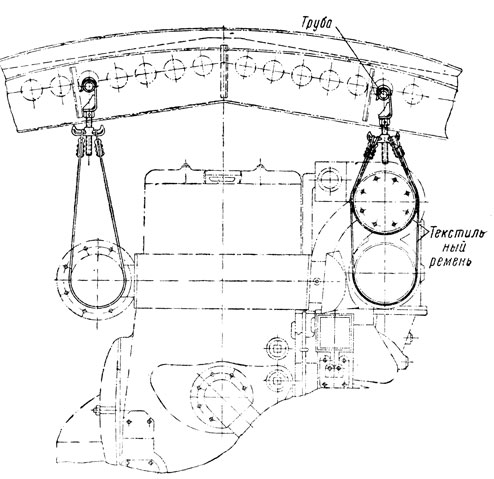
Фиг. 118. Подвешивание наддувочного и выпускных коллекторов двигателя на тепловозе ТЭ2
У цилиндровых крышек равномерно ослабляют, а затем отвёртывают торцевым ключом гайки шпилек; крышки снимают краном и укладывают на стеллаж. На цилиндровые втулки укладывают предохранительные щитки.
Крышки разбирают в такой последовательности : отвёртывают две гайки, крепящие патрубок отвода воды, после чего патрубок снимают, вывёртывают четыре шпильки, прикрепляющие клапанную коробку (производится при заводском ремонте), снимают с каждого клапана колпачок и вынимают пружинный замок, расположенный в тарелке над фибровыми прокладками.
Клапаны разбирают, используя приспособление (фиг. 119), которое состоит из тяги 1, прикрепляемой к шпилькам форсунки, рычага 2 и стойки 3, нажимающей на тарелку 5 пружины. Освобождённые фибровые прокладки и две половинки сухаря 4 вынимают, а пружины 6 отпускают. При износе выше допускаемых пределов из цилиндровой крышки выпрессовывают направляющие клапанов 7. Во время ремонта крышки следует тщательно сохранять уплотняющий бурт.

Фиг. 119. Разборка клапанов у цилиндровой крышки: 1 — тяга; 2 — рычаг; 3 — стойка; 4 — сухари; 5 — тарелка; 6 — пружина; 7 — направляющая клапана
Сторону крышки, обращённую к камере сгорания, впускные и выпускные каналы очищают от нагара в выварочных ваннах и при помощи шаберов.
Внутреннюю полость крышки очищают от шлама раствором, состоящим из одной части кальцинированной соды и трёх частей воды, с последующей промывкой проточной водой. При наполнении раствором отверстия для прохода воды закрывают пробками.
Отложения, которые не смываются содовым раствором, растворяют наливаемым в полость крышки кислотным раствором, состоящим из одной части соляной кислоты и четырёх частей воды. Раствор сливают после прекращения выделения газов. Для нейтрализации полость крышки промывают содовым раствором и проточной водой.
Очищенные от наружных и внутренних отложений крышки подвергают гидравлическому испытанию давлением 10 ати в течение 3 мин.
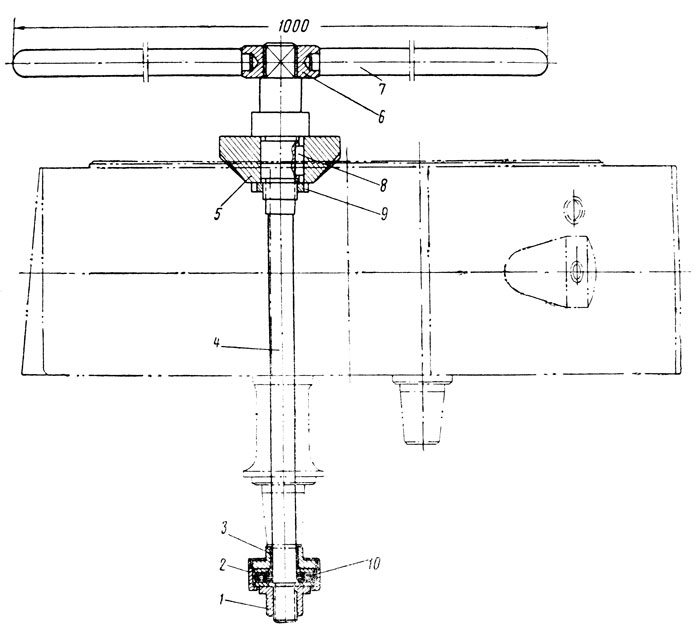
На фиг. 120 представлено приспособление для опрессовки цилиндровых крышек. Кольцо 1 приспособления, усиленное рёбрами 2, прижимается к цилиндровой крышке винтом 3 и гайкой 4, снабжённой приварными рукоятками 5. Для уплотнения отверстий, служащих для пропуска воды из блока в крышку, предусмотрены резиновые кольца 6, а для спуска воздуха — кран 7. Для подвода воды при опрессовке служит штуцер 9, ввёрнутый во фланец 8, который уплотняется с водяным патрубком крышки прокладкой 10.
Фиг. 120. Приспособление для опрессовки цилиндровых крышек: 1 — кольцо; 2 — ребро; 3 — винт; 4 — гайка; 5 — рукоятка; 6 — резиновое кольцо; 7 — кран; 8 — фланец; 9 — штуцер; 10 — резиновая прокладка
Проверка и притирка клапанов. Притирочные станки и приспособления
Впускные клапаны изготовляют из стали 30 X МА, а выпускные — из стали X10С2М. Клапаны подвергают термообработке до твёрдости: для впускных HВ=269÷321 и выпускных HВ=285÷341. Колпачок делают из стали 12ХН2А и подвергают цементации и закалке до твёрдости HRC≥58.
Клапаны изнашиваются по уплотнительным пояскам (тарели) и направляющей части, а колпачки — в месте соприкосновения с бойком ударника.
При каждой разборке проверяют, нет ли погнутости клапана. Трещины любого размера и расположения не допускаются. Погнутые клапаны исправляют с местным нагревом газовой горелкой.
Местные выгорания, раковины, забоины, поперечные риски на рабочей поверхности тарели, овальность и конусность направляющей части клапана устраняют проточкой и шлифовкой с последующей притиркой тарели по посадочному месту в крышке. Толщина тарели клапана может быть допущена при выпуске из текущего ремонта до 4,4 мм, а при выпуске из заводского — до 5,8 мм (у новых клапанов 8-0,2 мм).
Притирка клапанов к цилиндровым крышкам осуществляется на станках или вручную. На фиг. 121 представлен станок для одновременной притирки всех четырёх клапанов. Центральный шпиндель 2 станка через зубчатый редуктор, размещённый в коробке У, приводит во вращение четыре валика 4, связанные с тарелями клапанов 5. Шпиндель при помощи рейки 3 может совершать прямолинейно — возвратное движение, благодаря чему происходит пристукивание клапанов.
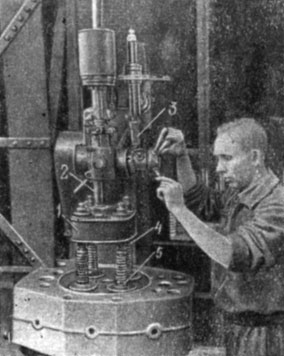
Фиг. 121. Притирка клапанов на станке: 1 — коробка; 2 -шпиндель; 3 — рейка; 4 — валик; 5 — клапан
Для исправления посадочных мест клапанов у цилиндровой крышки используют рейберы. Окончательную доводку притираемых мест осуществляют вручную, для чего под клапан подкладывают пружину, с помощью которой он поднимается во время притирки. Чтобы притирочная паста не попадала между стержнем клапана и его направляющей, под пружины подкладывают тонкое войлочное кольцо. Ширина притирочного пояска должна быть не менее 2 мм, независимо от того, где он расположен — в верхней, средней или нижней части по ширине фаски. Клапаны притирают при помощи пасты ГОИ-36 или карборундового порошка зернистостью 200, размешанного с дизельным маслом.
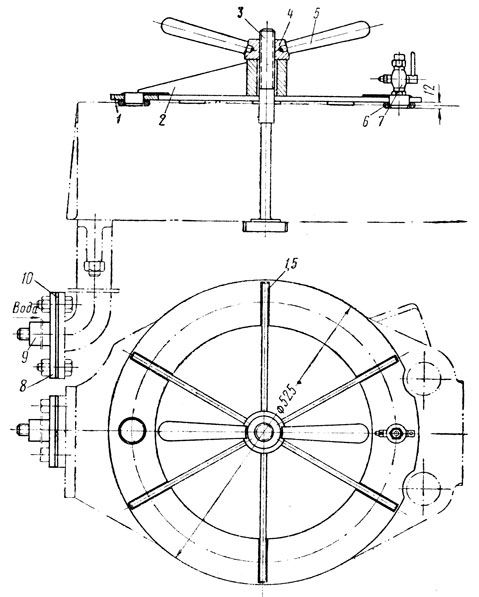
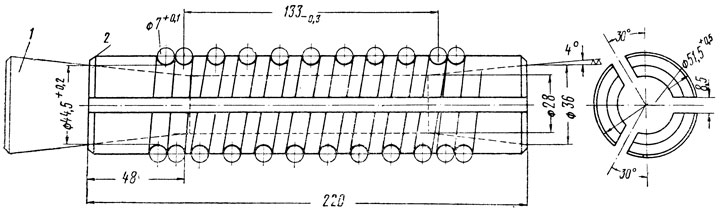
На фиг. 122 представлено приспособление для рейберовки посадочных гнёзд клапанов.
Фиг. 122. Приспособление для рейберовки посадочных гнёзд клапанов в цилиндровой крышке: 1 — гайка; 2 — корпус; 3 — крышка; 4 — стержень; 5 — рейбер; 6 — головка; 7 — рукоятка; 8 — шпонка; 9 — гайка; 10 — шарикоподшипник упорный
Рейбер 5 насаживают на стержень 4 и укрепляют на нём гайкой 9. Чтобы рейбер не провёртывался относительно стержня, ставят шпонку 8. На нижнем конце стержня в корпусе 2 смонтирован упорный шарикоподшипник 10, прижимаемый гайкой 1 к крышке 3. Для вращения стержня служат рукоятки 7, приваренные к головке 6. Для рейберовки гнёзд под впускные клапаны стержни 4 имеют меньшую длину в соответствии с высотой направляющих клапанов.
Углубление тарели клапана относительно днища цилиндровой крышки, вызываемое неоднократной притиркой, допускается против номинального размера (2,8-3,4 мм) до 7,4 мм, после чего днище крышки должно быть сторцовано по поверхности, обращённой к камере сгорания и уплотнительному пояску не более чем на 7 мм против чертёжного размера (216-0,3 мм). Суммарное утопление всех тарелей клапанов относительно торца крышки должно быть не более 28,4 мм.
Вследствие притирки клапанов величина возвышения стержня над верхней плоскостью крышки увеличивается, но это возвышение не должно превышать для впускного клапана при выпуске из текущего ремонта 134,2 мм, из заводского — 129,2 мм и для выпускного соответственно — 234,2 и 230,2 мм. Выступание стержня над крышкой проверяют по эталонному клапану.
Плотность притирки клапанов проверяют на «керосин» или на «карандаш». При проверке на «карандаш» притираемые поверхности вытирают насухо и на них наносят карандашом поперечные риски. Затем вставляют клапан в направляющую и поворачивают его в нажатом состоянии на 1 /3 оборота в одну и в другую сторону. Если карандашные риски будут стёрты на ширине 2 мм, притирку заканчивают. Проверка плотности притёртых клапанов на «керосин» производится следующим образом: вставляют и прижимают клапаны, в гнёзда клапанов заливают керосин, который должен находиться там в течение 10 мин; при этом течь не допускается.
Постановка направляющих клапанов. Зазоры между направляющими и клапанами
Направляющие клапанов двигателей Д50 изготовляются из специального чугуна того же химического состава и механических свойств, что и поршневые кольца (см. стр. 93). Твёрдость окончательно обработанных направляющих находится в пределах НВ=1874÷211.
Направляющие по посадочному месту в крышке изготовляют с таким расчётом, чтобы натяг при запрессовке находился в пределах 0,01-0,052 мм.
Для нормальной работы клапанов необходимо соблюдать диаметральный зазор между стержнем и новой направляющей для выпускных клапанов в пределах 0,18-0,253 мм и для впускных — 0,08-0,153 мм. Допускается выпуск из текущего ремонта с зазором для впускных клапанов до 0,35 мм и для выпускных — до 45 мм Предельный зазор в эксплуатации, при котором направляющая должна быть заменена, для впускных клапанов 0,4 мм, для выпускных — 0,5 мм, а в нижней части на высоте 35-40 мм допускается до 0,35 мм.
Новые направляющие, поставленные в крышку, проверяют на соосность отверстия и седла клапана при помощи калибра (фиг. 123). Направляющий стержень калибра вставляется в отверстие направляющей со стороны седла клапана. Отклонение оси седла относительно отверстия в направляющей клапана допускается не более 0,02 мм. В случае превышения этой величины производится рейберовка гнезда при помощи приспособления (см. фиг. 122).
Фиг. 123. Калибр для проверки совпадения оси седла и отверстия направляющей клапана
Пружины клапанов, их исправление и испытание
Пружины клапанов изготовляют из стали 50ХФА. Внутренняя и наружная пружины, а также пружины толкателя имеют диаметр проволоки 7 мм.
При каждой разборке клапанов пружины проверяют на контрольной плите. Неперпендикулярность торцов относительно оси на всей длине должна быть для внутренней пружины не более 0,7 мм и для наружной — 0,9 мм. В случае большей неперпендикулярности торцы пружин шлифуют, причём высота сечения конца опорного витка должна быть не менее 0,5 мм, а просвет между плитой и пружиной — не более 0,20 мм по длине до 1 /8 окружности.
Пружины, имеющие местные натиры витков более 1,5 мм и отломанные опорные витки, заменяют.
Внутренние пружины, имеющие высоту менее 137 мм (номинальный размер 140 мм), а наружные менее 191 мм (номинальный размер 194 мм), восстанавливают до номинального размера термической обработкой.
Внутренняя пружина, проверяемая на прессе, должна иметь высоту 90 мм при грузе 106 +7 -5 кг и наружная — 98 мм при грузе 77±6 кг. Несоблюдение этих условий вызывает перегрузку витков, что может повести к поломке пружин.
Пружины подвергают термообработке по следующему режиму: закалке с нагревом в соляной ванне при температуре 850-870° в течение 4-5 мин (в качестве охлаждающей среды служит масло), отпуску при температуре 440-460° в течение 90 мин с последующим опусканием в воду.
Для выдерживания равномерности шага витков при термообработке пружин используют приспособление, изображённое на фиг. 124.
Фиг. 124. Оправка для термофиксации пружин клапана: 1 — клин; 2 — оправка
Приспособление состоит из оправки 2, на наружной поверхности которой сделаны углубления для витков. Оправка разрезана вдоль оси на три части и с концов имеет конусные отверстия, куда забивают клинья 1. Все детали изготовлены из стали. Применение описанного приспособления позволяет добиться отклонения шага витков не более 0,4-0,5 мм.
Исправленные пружины контролируют на прогиб, равномерность шага витков, перпендикулярность оси опорной поверхности и прилегание последней к контрольной плите. Трещины в витках не допускаются. Пружины, выдержавшие испытание, поступают в гальваническое отделение, где их оксидируют или оцинковывают, а затем покрывают маслом.
Сборка крышек и постановка их на место
Приготовленную к сборке крышку проверяют контрольным приспособлением (см. фиг. 35) по краске. Прилегание бурта должно быть непрерывным и по ширине составлять не менее 2 мм. Имеющиеся на бурте дефекты устраняют наплавкой и шабровкой.
Втулки форсунок при их постановке запрессовывают на герметике или на цинковых белилах. Пробки, закрывающие охлаждающую полость, при постановке на место после очистки полости от шлама ставят на белилах.
В случае обрыва шпилек или срыва резьбы отверстие разделывают до следующего размера резьбы.
Индикаторный кран перед постановкой притирают по седлу, а отверстие в крышке прочищают и продувают. Клапаны собирают при помощи приспособления, представленного на фиг. 119.
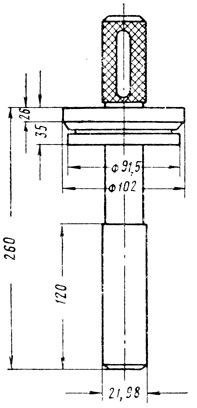
Перед постановкой на двигатель проверяют плотность клапанов и измеряют выход носка распылителя форсунки, который должен быть в пределах 4,5-5,8 мм. Выход носка распылителя проверяют калибром, как это показано на фиг. 125, и регулируют за счёт толщины и количества прокладных колец. Резиновые водо- и маслоуплотнительные кольца устанавливают по своим местам и крышки осторожно опускают на своё место так, чтобы боковые поверхности находились в одной плоскости к наддувочному коллектору.
Фиг. 125. Проверка выхода носка распылителя
Большое значение для нормальной работы крышки имеет затяжка гаек. Первыми затягивают болты, укрепляющие впускной и выпускной коллекторы, а затем гайки цилиндровых шпилек. Гайки цилиндровых шпилек, установленные по своим местам по номерам, крепятся в следующем порядке (фиг. 126). Вначале затягивают до упора гайки 1 и 2, затем 3 и 4 ключом, имеющим рукоятку длиной 300 мм; затем эти гайки завёртывают на 1 /4— 1 /2 грани в 3-4 приёма ключом с рукояткой длиной 1 200 мм усилием двух человек; далее затягивают до упора гайки 5, 6, 7 и 8. После этого отпускают полностью ранее завёрнутые гайки (1, 2, 3 и 4), устанавливают их вновь до упора и завёртывают все гайки на 1-1,5 грани в 4-6 приёмов с креплением противолежащих шпилек.
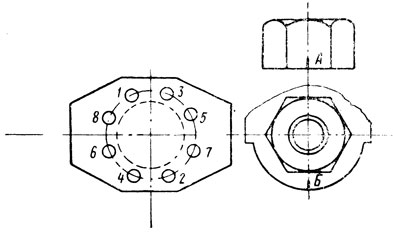
Фиг. 126. Схема затяжки гаек крепления крышки цилиндров двигателя Д50
У поставленных и затянутых крышек проверяют зазор между крышками и блоком, который должен быть не менее 0,4 мм и не более 1,2 мм, а разность зазоров у одной и той же крышки при текущем ремонте допускается не более 0,50 мм.
При ремонте цилиндровой втулки и крышки метки А и нанесённые на гайках и крышках, могут не совпасть. В этом случае старые метки зачищают и наносят новые. Несовпадение нанесённых при ремонте меток во время работы двигателя указывает на ослабление затяжки и самоотвинчивание гаек.
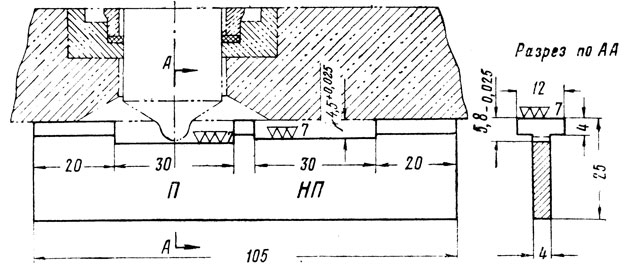
Если возникает сомнение в нормальной высоте камеры сжатия, то её проверяют через форсуночное отверстие при помощи приспособления (см. фиг. 117). Высота камеры сжатия должна быть у двигателя Д50 в пределах 4-5,83 мм.
Источник