Технология ремонта кшм трактора дт 75
Кривошипно-шатунный механизм служит для преобразования прямолинейного возвратно-поступательного движения поршня во вращательное движение коленчатого вала.
Основными деталями кривошипно-шатунного механизма являются: поршни с поршневыми кольцами и пальцами, шатуны, коленчатый вал и маховик.
Поршни изготовлены из алюминиевого сплава и имеют по пять канавок для установки поршневых колец — три компрессионных и два маслосъемных кольца, одно из которых расположено ниже поршневого пальца.
Рекламные предложения на основе ваших интересов:
В канавках под маслосъемные кольца выполнены радиальные, а под канавками — наклонные сверления, предназначенные для отвода масла.
В утолщенном днище поршня расположена камера сгорания. Кромка камеры подвергнута накатке для повышения термостойкости. Камера смещена на 5 мм от оси поршня.
Юбка поршня конусная с большим диаметром внизу юбки.
Поршни комплектуются по массе, размеру юбки и отверстию под поршневой палец.
Гильзы и поршни по наружному диаметру юбки сортируются на три группы (Б, С, М) и при установке на дизель должны быть одной размерной группы. По диаметру отверстия под поршневой палец поршни сортируются на две группы.
Маркировка группы по размеру диаметра юбки и масса поршня нанесены клеймом на донышке поршня (рис. 1), а маркировка группы по размеру диаметра отверстия под палец нанесена краской на бобышке поршня.
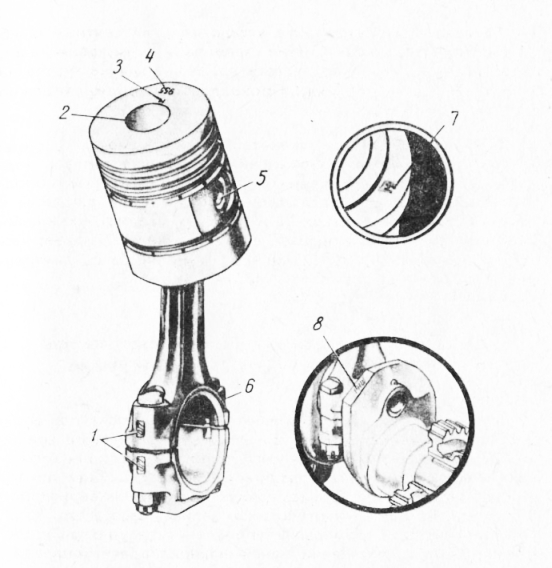
Поршневые компрессионные кольца изготовлены из специального чугуна. Верхнее компрессионное кольцо (рис. 2) по наружной поверхности хромировано.
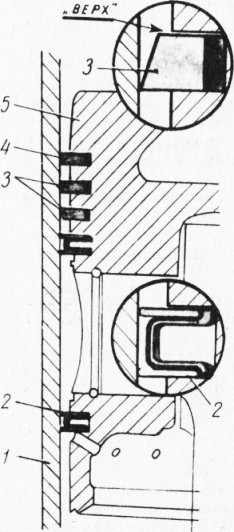
Второе и третье компрессионные кольца имеют конусную рабочую поверхность (минутные) и устанавливаются так, чтобы торец меньшего диаметра, на котором нанесена метка «Верх», был обращен в сторону донышка поршня.
Установка колец меткой вниз приводит к увеличенному расходу топлива.
Маслосъемные кольца — стальные пластинчатые, хромированные, состоят из двух колец-сегментов и тангенциального расширителя. Комплект поршневых колец для дизеля СМД -14НГ имеет на упаковке маркировку 14-03С6И.
Замки всех колец прямые. Для предотвращения прорыва газов замки колец должны быть разведены в противоположные стороны, но не должны располагаться против отверстий под поршневой палец.
Поршневые пальцы — полые, изготовлены из хромоникелевой стали. Наружная поверхность цементирована и полирована. От осевого перемещения в бобышках поршня палец удерживается двумя стопорными кольцами.
По наружному диаметру пальцы сортируются на две группы. Маркировка группы нанесена краской на внутренней поверхности пальца.
Шатуны — штампованные, стальные. Стержень шатуна в поперечном сечении имеет форму двутавра. В верхнюю головку шатуна запрессована бронзовая втулка. Для смазки поршневого пальца в верхней головке просверлено три отверстия.
В связи с увеличенной толщиной днища поршня размер от оси отверстия под поршневой палец до торца бонки на верхней головке шатуна дизеля СМД -14НГ равен 34 мм вместо 36 мм на шатуне дизеля СМД -14. Необходимо подрезать бонку на 2 мм.
Нижняя головка шатуна разъемная. Расточка постели в нижней головке шатуна под вкладыш производится в сборе с крышкой, поэтому шатун и нижняя крышка шатуна заклейм-лены порядковыми цифрами, нанесенными на торце, и менять крышки на шатунах или поворачивать их на 180° нельзя. Кроме того, шатуны комплектуются по массе.
Разность масс шатунов в одном комплекте должна быть не более 12 г. Место клейма комплектности шатуна с крышкой и обозначение весовой группы шатуна указаны на рис. 9.
Шатунные вкладыши-тонкостенные, из сталеалюминиевой ленты с антифрикционным сплавом А0-20.
По диаметру вкладыши изготавливаются двух размеров в соответствии с двумя производственными номинальными диаметрами шатунных шеек коленчатого вала. Предусмотрено также четыре ремонтных размера.
В запчасти вкладыши поставляются комплектно и имеют маркировку на упаковке 14-03С5А.
Маркировка выбивается на первой щеке коленчатого вала.
Коленчатый вал — штампованный, стальной или литой из высокопрочного чугуна, имеет четыре шатунных и пять коренных шеек. Коленчатые валы изготавливаются и устанавливаются на дизеле двух производственных размеров (номиналов).
Для улучшения очистки масла, а следовательно, и уменьшения износа шатунных подшипников в шатунных шейках коленчатого вала имеются полости для дополнительной центробежной очистки масла. Полости шеек с торцов закрыты резьбовыми заглушками, которые во избежание вывинчивания шплинтуются.
Осевое усилие коленчатого вала воспринимается четырьмя сталеалюминиевыми полукольцами, установленными в расточке блок-картера и крышки 3-го коренного подшипника.
На переднем конце вала установлен блок шестерен. Одна шестерня служит для привода распределительных шестерен, вторая — для привода масляного насоса. На конусную часть переднего конца вала насажен и закреплен храповиком одноручьевой шкив привода вентилятора и генератора.
На заднем конце вала к фланцу шестью болтами крепится маховик. При установке маховика метки К на фланце коленчатого вала и маховике должны совпадать.
Для снижения вибрации дизеля коленчатый вал и маховик подвергают балансировке. Динамическая балансировка коленчатого вала производится с точностью 75 гссм.
Маховик служит для обеспечения равномерного вращения коленчатого вала, вывода поршней из мертвых точек и для облегчения пуска дизеля.
На литой чугунный маховик напрессован стальной зубчатый венец, с которым входит в зацепление шестерня-бендикс пускового двигателя.
В радиальные отверстия маховика запрессованы шесть пальцев, головки которых входят в пазы ведущих дисков главной муфты сцепления.
Маховик статически сбалансирован с точностью до 100 гссм.
Источник
Технология ремонта кшм трактора дт 75
Трактор ДТ-75М. Замена деталей кривошипно-шатунного механизма двигателя А-41
Для обеспечения длительной и надежной работы кривошипно-шатунного механизма не допускается:
а) полная загрузка нового или капитально отремонтированного двигателя без предварительной обкатки;
б) начало работы двигателя под нагрузкой при температуре охлаждающей жидкости ниже +50°С;
в) длительная работа при температуре охлаждающей жидкости ниже +75°С;
г) продолжительная перегрузка;
е) работа с перебоями, стуками и дымным выхлопом;
ж) длительная работа на холостом ходу, вызывающая закоксовывание поршневых колец;
з) пуск двигателя при температуре окружающего воздуха ниже 10°С без предварительного прогрева его подогретыми водой и маслом;
и) работа двигателя без проведения очередного технического обслуживания;
к) остановка двигателя, работающего длительное время под нагрузкой, без предварительного охлаждения.
При падении показаний масляного манометра ниже 2,5 кгс/см2 (на двигателях, длительное время находившихся в эксплуатации, ниже 2 кгс/см2), большом угаре масла, появлении ненормальных стуков двигатель остановите. Проверьте работу манометра
и других узлов системы смазки и при необходимости устраните неисправности. Если после этого давление масла не поднимается до нормального, разберите шатунные и коренные подшипники для измерения зазоров в них и устранения неисправностей. Если двигатель сильно дымит, увеличен угар масла или происходит сильное выделение газов из сапуна, проверьте состояние гильзо-поршневой группы.

Рис. 81. Трактор ДТ-75М. Приспособление для снятия и установки поршневых колец:
1 — приспособление для снятия и установки поршневых колец; 2 — кольцо поршневое; 3 — поршень
Источник
Техническое обслуживание кривошипно-шатунного механизма трактора ДТ-75М
Увеличение зазоров в сопряжениях деталей кривошипно-шатунного механизма происходит вследствие их износа. Увеличение зазоров в подшипниках коленчатого вала влечёт за собой падение давления масла в магистрали двигателя. В случае, когда давление в главной магистрали ниже допустимого, следует перед проверкой зазора в подшипниках, удостовериться в правильности показаний манометра, проверить загрязнённость фильтра, а также состояние прочих элементов системы смазки. Проверка зазоров в подшипниках осуществляется путём измерения диаметров шеек коленчатого вала и вкладышей, которые зажаты крышками в постелях шатунов и блока. Допустимый зазор для коренных подшипников – до 0,35 мм, для шатунных подшипников – до 0,5 мм. Износ упорных колец допускается до значения, при котором осевое перемещение коленчатого вала будет не более 0,6 мм.
В случае если зазоры в подшипниках коленчатого вала превышают указанные допустимые величины, то требуется перешлифовка коренных и шатунных шеек на следующий ремонтный размер, а также замена вкладышей новыми, соответствующего ремонтного размера.
Установка вкладышей производится комплектно (одного ремонтного размера). Номер ремонтного размера комплекта шатунных вкладышей может отличаться от коренных.
Повышенный угар картерного масла, падение мощности двигателя, трудность запуска двигателя, повышенное выделение газов из сапуна являются признаками износа, а также пригорания поршневых колец, износа поршней и гильз цилиндров.
Для осуществления проверки гильзо-поршневой группы следует снять поддон и головку цилиндра. Произвести очистку от нагара головки цилиндров, днища и нерабочего (верхнего) пояса гильз цилиндров. Снять поршни с шатунами. В случае необходимости снять поршневые кольца и отъединить поршень от шатуна. Снятие поршневых колец рекомендуется осуществлять с помощью специального приспособления (чтобы их не сломать). После снятия с поршня поршневых колец, следует очистить от нагара и промыть в дизельном топливе либо керосине канавки поршня под кольца, маслоотводящие отверстия и кольца.
Замена поршневых колец требуется в случае, когда зазор в замке кольца, вставленного в новую гильзу, превышает 6 мм (для компрессионных колец) и 3 мм (для маслосъёмных колец) либо зазор между кольцами и канавками (по высоте) превышает 0,5 мм (для верхней канавки) и 0,4 мм (для остальных канавок).
В процессе установки новых поршневых колец зазор в замке колец, вставленных в новую гильзу, должен быть в пределах 0,45-0,65 мм. Установленные на поршне поршневые кольца должны беспрепятственно перемещаться в канавках под действием силы тяжести. Поршни подлежат замене в случае, когда зазор между канавкой поршня и новым компрессионным кольцом составляет более 0,5 мм либо зазор между гильзой и юбкой поршня превысит 0,6 мм при нахождении поршня в в.м.т. В последнем случае вместе с поршнем нужно заменить и гильзу. Допускается износ гильзы в верхней части (в зоне первого компрессионного кольца) не более 0,5 мм. В процессе замены гильз также заменяются и резиновые уплотнительные кольца.
Повышенный износ в соединении поршневого пальца с бобышками поршня и верхней головки шатуна проявляет себя в виде звонкого металлического стука поршневого пальца, который легко прослушивается в верхней части цилиндра.
В процессе замены поршневой палец устанавливается в поршень, который предварительно был нагрет в масле до 80-100 град. Цельсия.
Предельно допустимый зазор между бобышкой поршня и поршневым пальцем (вследствие износа) допускается 0,1 мм, между поршневым пальцем и верхней головкой шатуна – 0,3 мм.
Поршень с шатуном следует соединять таким образом, чтобы камера сгорания при установке в цилиндр была смещена в сторону, противоположную распределительному валу, а шатун меткой обозначения порядкового номера цилиндра — к распределительному валу.
В процессе ремонта двигателя, сопряжённого со снятием коленчатого вала, необходимо вывернуть резьбовые заглушки и тщательно очистить и промыть полости всех каналов и шатунных шеек коленчатого вала.
Источник
Кривошипно-шатунный механизм
Коленчатый вал штампованный из стали 45 или отлитый из высокопрочного чугуна, установлен на пяти опорах. Кривошипы коленчатого вала расположены в одной плоскости. Шатунные шейки вала полые. В их полостях, закрываемых резьбовыми заглушками 19 (рис. 9), происходит центробежная очистка масла, поступающего от коренных подшипников через наклонные сверления в коленчатом валу. На переднем конце коленчатого вала установлена на шпонке шестерня 2 с напрессован-


ной на ее ступицу шестерней 3 привода масляного насоса. Шестерня 2 с маслоотражателем / закреплена на коленчатом валу гайкой 27, фиксируемой замковой шайбой 26. На конусной поверхности переднего конца коленчатого вала, на призматической шпонке, насажен шкив 28 привода водяного насоса, вентилятора и генератора. Шкив затягивают на конусе храповиком 30, служащим для прокручивания коленчатого вала вручную. Момент затяжки храповика 1012 кГм. На заднем конце коленчатого вала имеются фланец для крепления маховика, маслоотра-жатсльный бурт и маслосгонная резьба. Осевое перемещение вала ограничивается полукольцами 21 из сталеалюминиевой ленты, расположенными по обе стороны среднего коренного подшипника. Полукольца фиксируются от проворачивания штифтами, запрессованными в отверстия крышки подшипника. Зазор между упорными полукольцами и щеками вала на новом двигателе находится в пределах 0,1100,385 мм. Вкладыши коренных подшипников коленчатого вала взаимозаменяемые, изготовлены из сталеалюминиевой ленты. Толщина вкладышей переменная по длине окружности, толщина в средней части на 0,0100,035 мм больше толщины у стыков. Рабочая поверхность вкладышей спрофилирована соответственно их толщине для обеспечения нормального зазора в зоне, близкой к стыку вкладышей, и лучших условий смазки. Верхние вкладыши имеют отверстия, совпадающие с маслоподводящими каналами в блок-картере. В первом, третьем и пятом верхних вкладышах просверлены отверстия для отвода масла от коренных подшипников к опорам распределительного вала. В постелях блок-картера вкладыши установлены с натягом, который обеспечивает правильное прилегание их к поверхности постели. Момент затяжки гаек крепления крышек коренных подшипников 2022 кГм. Осевое смещение вкладышей предотвращается выштампованными в них усиками, которые входят в соответствующие канавки блок-картера и крышки подшипника. Зазор в коренных подшипниках для новых двигателей находится в пределах 0,104 0,160 мм при измерении в направлении, перпендикулярном плоскости разъема.
По диаметру коренные шейки коленчатого вала и вкладыши подразделяют на два производственных и четыре ремонтных размера (табл. 2).
Диаметр вкладышей измеряют в вертикальном направлении при установке их в постели блока и затяжке гаек коренных подшипников с усилием 2022 кГм. Вкладыши с индексом 1Н и 2Н производственные, их устанавливают на новые двигатели. Вкладыши с остальными индексами являются ремонтными, их ставят на двигатели после соответствующей перешлифовки коренных шеек коленчатого вала. Маховик отлит из чугуна, прикреплен к фланцу коленчатого вала шестью болтами и зафиксирован в определенном положении двумя установочными штифтами. У одного из установочных отверстий маховика имеется метка К, которая при установке маховика должна совпадать с такой же меткой на коленчатом валу. На передней торцовой поверхности маховика имеется отверстие, в которое входит установочная шпилька 20 (см. рис. 6) при определении в.м.т. поршня первого цилиндра.
На маховик напрессован стальной зубчатый венец 12 (рис. 9), в зацепление с которым при пуске основного двигателя вводят шестерню механизма выключения пускового двигателя. На маховике монтируют детали главной муфты сцепления. Поршень изготовлен из алюминиевого сплава АЛ 25.
В днище поршня, под диффузором вихревой камеры головки цилиндров, расположена сферическая выемка, улучшающая смесеобразование и способствующая более полному сгоранию топлива. На уплотняющей части поршня проточены три канавки под компрессионные кольца и одна канавка под верхнее маслосъемное кольцо. Канавка под нижнее маслосъемное кольцо расположена на юбке поршня. В канавках для маслосъемных колец и под ними просверлены отверстия для сброса масла, снимаемого кольцами со стенок цилиндра. В бобышках поршня расточены отверстия под поршневой палец и канавки под его стопорные кольца. Снизу в бобышках имеется по два отверстия для смазки поршневого пальца. Юбка поршня конусная, с большим основанием внизу. Зазор между юбкой поршне и гильзой цилиндра на холодном новом двигателе находится в пределах 0,160,20 мм.
По величине диаметра юбки поршни делятся на три группы (табл. 3).

По диаметру отверстия под поршневой палец поршни подразделяются на две группы (табл.4). На двигатель устанавливают поршни одной размерной группы. Разница в весе для комплекта поршней должна быть не более 7 г . Обозначение весовой группы поршня нанесено клеймами на его днище, а размерной группы пальца краской на бобышке поршня. Поршневые кольца изготовлены из специального чугуна. Верхнее компрессионное кольцо наиболее нагруженное, хромировано. Для лучшей приработки к гильзам наружная цилиндрическая поверхность колец покрыта оловом.
На внутренней поверхности двух нижних компрессионных колец имеется выточка, создающая одностороннее ослабление сечения кольца, в результате чего оно скручивается и прилегает к стенке цилиндра нижней кромкой, что улучшает его приработку и условия смазки. Кольца устанавливают в канавках поршня выточками вверх. На наружной цилиндрической поверхности маслосъемных колец имеется выточка со сквозными фрезерованными канавками для отвода масла от стенок гильзы цилиндров в картер двигателя (через отверстия в поршне). Поршневой палец плавающего типа, изготовлен из стали 12ХНЗА, цементированный, пустотелый. Осевое перемещение пальца ограничивается стопорными кольцами. По диаметру пальцы сортируют на две размерные группы (табл. 5). Комплект поршневых пальцев для одного двигателя подбирают по весу. Разница в весе для комплекта пальцев должна быть не более 56 г . Шатун двутаврового сечения, штампованный из стали 40Х. В верхнюю головку шатуна запрессована бронзовая втулка. Для смазки поршневого пальца в верхней головке имеются три отверстия. Нижняя головка шатуна разъемная. Крышку нижней головки крепят двумя призонными болтами с корончатыми гайками, фиксируемыми шплинтами. Момент затяжки гаек 1416 кГм. Постели под вкладыши и торцы нижней головки шатуна обрабатывают совместно с крышкой, поэтому ее нужно располагать в определенном положении относительно шатуна. Для правильной установки крышки на нижней головке шатуна и крышке нанесены одинаковые цифры, которые при сборке должны совпадать. В нижней головке шатуна устанавливают с натягом взаимозаменяемые вкладыши из ста-леалюминиевой ленты. Осевое смещение вкладышей ограничивается выштампованными усиками, входящими в фрезерованные прорези в шатуне и крышке. Внутренняя поверхность этих вкладышей спрофилирована так же, как рабочая поверхность вкладышей коренных подшипников. Зазор в шатунных подшипниках для новых двигателей находится в пределах 0,085 0,141 мм при измерении в направлении, перпендикулярном плоскости разъема. В зависимости от размера шатунных шеек коленчатого вала вкладыши подразделяют на два производственных и четыре ремонтных оазмеоа (табл. 6).




В комплекте шатунов для одного двигателя разница в их весе допускается в пределах 12 г . Обозначение веса наносится на крышке шатуна.
Уход за кривошипно-шатунным механизмом. Для обеспечения надежной работы кривошипно-шатунного механизма необходимо выполнять рекомендации по техническому обслуживанию (см. раздел Эксплуатация трактора) . Кроме того, следует применять только рекомендуемые масла и топливо. Не допускается длительная работа двигателя на холостом ходу и перегрузках; не допускается работа двигателя с перебоями, стуком, дымным выхлопом, а также при давлении масла ниже допустимого.
Вследствие износа деталей кривошинношатунного механизма в их сопряжениях увеличиваются зазоры. При этом появляются ненормальные стуки, наблюдается падение давления масла, ухудшается смазка деталей.
Работа двигателя при повышенном износе деталей сопровождается понижением мощности и большим перерасходом топлива и масла.
Увеличение зазора в подшипниках коленчатого вала вызывает падение давления масла в магистрали двигателя. Если давление масла в главной магистрали будет ниже допустимого, то прежде чем проверять зазор в подшипниках, необходимо убедиться в правильности показаний манометра, проверить загрязненность фильтра и состояние других узлов системы смазки.
Опытом эксплуатации и ремонта двигателей установлены предельно допустимые зазоры в основных сопряжениях кривошипно-шатунного механизма. Если вследствие износа деталей величина зазоров превышает допустимую, детали необходимо заменить или отремонтировать. Зазор в подшипниках проверяют, измеряя диаметры шеек коленчатого вала и вкладышей, зажатых крышками в постелях блок-картера и шатунов.
Допустимый зазор для шатунных подшипников до 0,3 мм при овальности шейки вала не более 0,06 мм ; для коренных подшипников 0,3 мм при овальности шейки вала не более 0,1 мм . Износ упорных полуколец допускается до величины, при которой осевое перемещение коленчатого вала будет не более 0,6 мм . Если зазоры в подшипниках и овальность шеек коленчатого вала выше допустимых величин, необходимо перешлифовать коренные и шатунные шейки на следующий ремонтный размер и заменить вкладыши новыми соответствующего ремонтного размера. При перешлифовке вала необходимо проверять качество обработанной поверхности и правильность скругления кромок масляных каналов. Величина радиусов галтелей должна быть 6_0 6мм, а радиус кривошипа 70_0 0&мм. Вкладыши устанавливают комплектно, одного ремонтного размера. Номер ремонтного размера комплекта шатунных вкладышей может отличаться от коренных.
Коленчатый вал укладывают в коренные подшипники в следующем порядке. Масляные каналы в блок-картере, полости шатунных шеек и масляные каналы в коленчатом валу промывают керосином или дизельным топливом и продувают сжатым воздухом. Постели подшипников, плоскости разъема постелей и вкладышей и наружные поверхности вкладышей протирают насухо. Устанавливают крышки коренных подшипников и затягивают гайки крепления, момент затяжки должен быть в пределах 2022 кГм. Гайки затягивают равномерно в два-три приема, начиная от среднего коренного подшипника и кончая крайними. После затяжки гаек наносят метки на торцах шпилек и гаек, измеряют величину внутреннего диаметра подшипников, определяют величину зазора в подшипниках и снимают крышки. Укладывают коленчатый вал в подшипники, предварительно смазав тонким слоем дизельного масла шейки вала и вкладыши, устанавливают крышки и затягивают гайки до совпадения меток. Правильно уложенный коленчатый вал должен легко проворачиваться от руки при снятом корпусе уплотнения. После этого устанавливают крышки шатунов с вкладышами и затягивают гайки; момент затяжки 1416 кГм.
Падение мощности двигателя, повышенный угар картерного масла, повышенное выделение газов из сапуна, трудность запуска двигателя являются признаками износа и пригорания поршневых колец, износа гильз цилиндров и поршней. Для проверки состояния гильзопоршневой группы необходимо снять головку цилиндра и поддон. Очистить от нагара головку цилиндров, днища поршней и верхний не рабочий пояс гильз цилиндров. Вынуть поршни с шатунами. Если необходимо, спять поршневые кольца и отъединить поршень от шатуна.
При снятии поршневых колец для предотвращения их поломки рекомендуется пользоваться специальными приспособлениями. После их снятия очищают от нагара и промывают в дизельном топливе или керосине канавки поршня под кольца, маслоотводящие отверстия и кольца.Износ поршневого кольца в радиальном направлении характеризуется величиной зазора в замке, износ по высоте зазором между кольцом и торцами канавки в поршне. Если зазор в замке кольца, вставленного в гильзу, превышает 4 мм или зазор между кольцом и канавкой по высоте превышает 0,5 мм , кольцо следует заменить.
У новых поршневых колец, вставленных в новую гильзу, зазор в замке должен быть 0,30,7 мм. Зазоры между кольцами и канавками поршня по высоте должны быть: для компрессионных колец 0,0800,125, для маслосъемных 0,0400,085 мм. Компрессионные кольца ставят выточками вверх.
Поршневые кольца должны свободно перемещаться в канавках поршня под действием собственного веса. Замки поршневых колец перед установкой в гильзу располагают на равных расстояниях один от другого. Они не должны находиться против отверстия под палец и против поддифузорной выемки в днище поршня. Срок замены поршней определяется торцовым износом верхней канавки под компрессионное кольцо и износом юбки поршня в нижней части. Поршни заменяют, если зазор между канавкой и новым компрессионным кольцом будет более 0,4 мм . Допустимый износ гильзы в верхней части, в зоне первого компрессионного кольца, не более 0,4 мм . При замене гильз необходимо правильно их устанавливать, чтобы не допустить увеличения овальности. Большая овальность ухудшает условия работы поршневых колец и приводит к повышенному расходу масла. Одновременно с заменой гильз заменяют и резиновые уплотнительные кольца. Перед установкой гильз тщательно очищают канавки под уплотнительные кольца и опорные поверхности блок-картера под бурты гильз. Выступание упорных буртов гильз над плоскостью блока должны быть 0,050,16 мм. Повышенный износ в соединении бобышек поршня и верхней головки шатуна с поршневым пальцем характеризуется звонким металлическим стуком последнего, легко прослушиваемым в верхней части цилиндра.
При замене палец устанавливают в поршень, предварительно нагретый в масле до температуры 7080°. При установке поршня с шатуном в цилиндр необходимо насухо протереть чистой салфеткой рабочие поверхности гильзы, поршня, вкладышей и шеек коленчатого вала и смазать их тонким слоем дизельного масла. Не рекомендуется без необходимости разбирать поршневую группу, так как при последующей сборке взаимное расположение деталей может измениться и поршневые кольца и поршень начнут заново притираться, что увеличит их износ.
Через 19202000 ч работы двигателя, при очередном третьем техуходе, проверяют количество отложений в полости третьей шатунной шейки коленчатого вала. Для этого сливают масло из поддона картера, снимают поддон, отъединяют крышку четвертого коренного подшипника и вывертывают резьбовую заглушку 19 (см. рис. 9). Если толщина слоя отложений в третьей шатунной шейке более 10 мм , очищают и промывают керосином полости всех шатунных шеек. Промывают дизельным топливом сетку приемника масляного насоса и внутреннюю поверхность поддона. После этого устанавливают снятые детали на место.
Одновременно проверяют стопорение гаек коренных и шатунных подшипников и их затяжку. Если необходимо, устраняют неисправности.
Источник