Технология ремонта люлечного подвешивания




24. Ремонт рессорного и люлечного подвешивания
Рессорное подвешивание. Его разбирают в ходе демонтажа тележки электровоза. Детали рессорного подвешивания обычно обмывают в моечной машине вместе с рамой тележки. После очистки от грязи и масла стойки 5 (рис. 100) и гайки 6 тщательно осматривают. Затем стойки подвергают дефектоскопии. При наличии трещин они подлежат замене. Калибрами проверяют специальную круглую резьбу диаметром 48,6 мм и резьбу М24 на стойке и в гайках. В случаях повреждения резьбы М24 ее можно восстанавливать электронаплавкой с последующей механической обработкой.
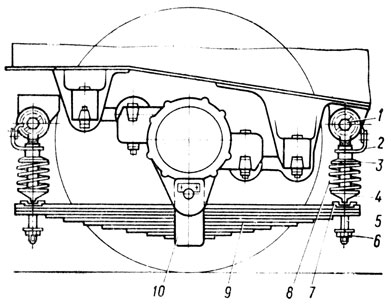
Рис. 100. Узел рессорного подвешивания тележки
Проверяют посадочные поверхности и износы отверстий в сферической втулке, головке стойки и приваренной к ней державке предохранительной скобы 2. В случае ослабления посадки или износа отверстия более допускаемого втулки заменяют, Изношенные торцовые поверхности стойки можно восстанавливать наплавкой с последующей механической обработкой и дефектоскопией. Изогнутую державку скобы разрешается выправлять, и при повреждении ее сварного шва срезать шов и приваривать вновь. После очистки, осмотра и проверки на плите пружины 8, имеющие трещины, изломы витков, перекосы или высоту в свободном состоянии менее 172 мм, бракуют. Просевшие пружины высотой менее нормы ремонтируют, нагревая до температуры 920-980 °С и разводя витки либо на станке, либо вручную на плите. Пружины, признанные годными, испытывают под прессом на осадку трехкратным нагружением статической нагрузкой, а затем на прогиб под рабочей нагрузкой. Осадку определяют, измеряя высоту пружины до приложения нагрузки и после ее снятия. Определяют действительный прогиб пружины как разность высот пружины — свободной и под нагрузкой. Прогиб выбивают на стальной бирке, подвязанной проволокой к витку пружины. Пружины подбирают таким образом, чтобы разница их прогибов на одной тележке не превышала 4 мм. После испытания пружины окрашивают.
Опорные шайбы 3, 4 и накладки 7 также осматривают и при обнаружении трещин бракуют. Изношенные более 2 мм опорные поверхности деталей разрешается восстанавливать наплавкой с последующей обработкой на станке.
Валики 1 при износе более 1 мм восстанавливают до чертежного размера вибродуговой электронаплавкой или наплавкой в среде углекислого газа с последующей механической и термической обработкой, а также дефектоскопией. При обнаружении трещин валики бракуют. Износ паза валика под стопорную планку и самой планки допускается не более 1 мм.
Ослабшие в посадке или изношенные втулки рессорного подвешивания в кронштейнах рамы заменяют. При этом отверстия втулок должны соответствовать размерам валиков и их посадочных мест.
Листовые рессоры 9 после обмывки осматривают. Рессору бракуют при обнаружении трещин в хомуте 10 или рессорных листах, сдвига листов, ослабления хомута, а также в случаях, когда стрела прогиба, разности плеч и зазоров рессоры в свободном состоянии превышают установленные нормы.
Ремонт рессор осуществляют на локомотиворемонтных заводах или в локомотивных депо со специально оснащенными мастерскими.
Листы, которые имеют недостаточную стрелу прогиба, подвергают гибке и закалке, для чего их нагревают в кузнечных печах до температуры 1300-1350°С. Время выдержки листов в печи При нагреве под закалку 15-20 мин. При закалке листов рессор для охлаждения используют воду, минеральное масло, щелочные и соляные растворы. Гибку нагретых рессорных листов выполняют или в штампах на специальных станках, или вручную по шаблонам. После гибки и закалки листы отпускают для снятия внутренних напряжений, увеличения вязкости металла и снижения твердости. Для отпуска рессорные листы нагревают до температуры 475-500 °С и выдерживают в печи при этой температуре 20- 40 мин. Усталостную прочность термически обработанных листов повышают наклепом в специальных дробеструйных машинах. Перед сборкой рессорные листы правят (рихтуют) по радиусу на специальном шаблоне с предварительным нагревом до температуры 300-350°С. Затем на собранный пакет листов в горячем состоянии (1000-1100°С) насаживают хомут и обжимают его со всех сторон на прессе. Собранные рессоры испытывают на остаточную деформацию под действием пробной, а затем рабочей статической нагрузки.
После окончательной регулировки рессорного подвешивания под электровозом отклонение рессор от горизонтального положения не должно превышать 20 мм. Разница в прогибах рессор на одной тележке более чем на 2 мм не допускается. Отклонение рессорных стоек от вертикального положения не должно превышать 15 мм.
Электровозы ВЛ10, ВЛ11 имеют независимое четырехточечное рессорное подвешивание тележек. В отличие от них на электровозах ВЛ8 применено сопряженное балансирами двухточечное рессорное подвешивание тележек, устойчивость обеспечивается системой опор кузова. На электровозах ЧС2 и ЧС2 т первая тележка имеет четырехточечное, а вторая — двухточечное подвешивание. Устойчивость второй тележки создается межтележечным соединением. Кроме того, в подвешивании кузова применены маятниковые листовые рессоры. Эти конструктивные особенности вызывают некоторые отличия в разборке и ремонте рессорного подвешивания.
Тщательно осматривают и проверяют состояние продольных и поперечных балансиров. При обнаружении трещин на длине между головками и вилками балансиры бракуют. Износ на боковых поверхностях до 2,5 мм разрешается оставлять без исправления. Сварные швы с дефектами вырубают до основного металла и накладывают новый шов. Наплавку балансира допускается производить при износе, не превышающем 20% площади поперечного сечения.
Проверяют износы опорных поверхностей ножек и гнезд рессорных стоек. Чтобы стойка не имела перекоса, ее ножки должны быть одинаковой длины. Это контролируют на плите по угольнику. При наличии трещин рессорные стойки заменяют. Износ их опорных поверхностей, если он превышает допускаемый, разрешается восстанавливать электронаплавкой и последующей механической обработкой на станке по шаблону. При обнаружении трещин и износов в гнездах пружин, рессор, балансиров и ножек подрессорных стоек их заменяют или восстанавливают электронаплавкой с последующей обработкой.
Тщательному осмотру также подвергают предохранительные устройства рессорного подвешивания — скобы, тросы и их крепление. Скобы с трещинами и тросы с обрывом жил более 5% сечения заменяют.
Разборку рессорного подвешивания на электровозах ЧС начинают с расшплинтовки и отворачивания гаек с концов подвесок рессор. Снимают предохранительные скобы рессор кузова, предохранительные тросы поперечной балки и разъединяют пятник масляной ванны боковой опоры от поводка. Затем мостовым краном или домкратом поднимают один конец рессоры, снимают маятниковые подвески, опускают поперечную балку с рессорами и сливают масло из ванн опор кузова.
При демонтаже рамы тележки снимают также накладки и пружины с шайбами с подвесок рессор. Сняв стопорные планки, выбивают валики и удаляют балансиры и рессорные подвески. Удалив шайбы и ослабив болты серег, демонтируют листовые рессоры, а затем отворачивают болты и вынимают серьги из проушин букс. После очистки и обмывки, осмотра, дефектоскопии и ремонта детали поступают на сборку, которую проводят в порядке, обратном разборке. Окончательно регулируют рессорное подвешивание после подкатки тележек под электровоз. Регулировку осуществляют сжатием или роспуском пружин верхними гайками рессорных подвесок для создания зазоров между верхом буксы и накладкой на раме тележки 35-50 мм и между упорами тележки и рамой кузова у шкворневой балки тележки в пределах 25-40 мм.
Люлечное подвешивание. Перед разборкой проверяют наличие на деталях бирок, меток спаренности и при необходимости восстанавливают их. Тщательно осматривают детали люлечного подвешивания, чтобы убедиться в отсутствии ослабления посадки втулок. Замеряют зазоры, определяют место и характер износа трущихся деталей в рабочем положении.
Во всех случаях разборку люлечного подвешивания начинают с того, что с хвостовика стержня 6 (рис. 101) свинчивают гайку 1 и последовательно снимают смонтированные детали. Затем вынимают из кронштейнов на рамах кузова и тележки стержень со стаканом 7, пружиной 9, опорами 2, 5 и прокладками 3 в сборе с трубками и регулировочными прокладками 8.
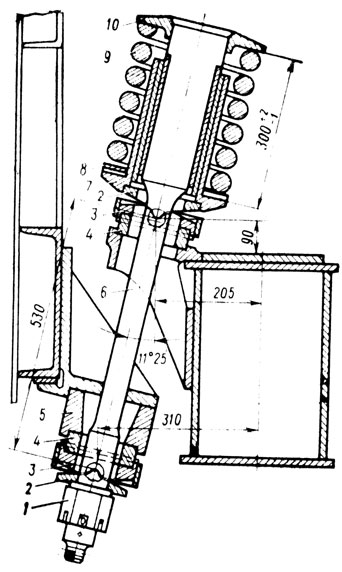
Рис. 101. Люлечное подвешивание кузова
Тщательно очищенные и обмытые детали разобранного люлечного подвешивания обмеряют, осматривают и устанавливают объем ремонта или необходимость замены. Путем обстукивания молотком проверяют плотность посадки втулок на стержне 6 и в стакане 7. Ослабшие втулки должны быть спрессованы. При необходимости разрешается их для этой цели нагревать открытым пламенем. Предварительно необходимо срезать сварные швы в местах прихватки втулок. Диаметры напрессованных на стержень и запрессованных в стакан втулок замеряют в трех сечениях (по краям и в середине втулки) и по разности средних размеров вычисляют зазор между втулками. Если суммарный зазор превышает 2 мм, втулки необходимо заменить. Новые втулки, изготовленные из высокомарганцовистой стали 110Г13Л, монтируют с предварительным нагревом стакана, если втулка устанавливается в него. Если же втулка монтируется на стержне, то подогревают втулку. При посадке втулок натяг должен быть 0,02-0,16 мм, а суммарный зазор между ними — от 0,12 до 0,6 мм. Торцы втулок Приваривают электродом ЭА-1. У стержня подвески выявляют внутренние и наружные дефекты; проверяют состояние круглой резьбы на его хвостовике. Стержни, имеющие выработанные поверхности, трещины, износ резьбы более 1 мм, заменяют; ремонтировать их сваркой нельзя. Следует иметь в виду, что выработка на стержнях свидетельствует о неправильной установке кулачковых опор на подкладках.
Размеры опорных поверхностей бортов стакана и верхней шайбы 10 под пружину подвески при износе более 4 мм восстанавливают наплавкой электродом Э42А с последующей механической обработкой. Тщательно проверяют состояние и размеры опорных поверхностей по радиусам и глубину желобов в прокладках. В случае износа этих поверхностей более 2 мм их также разрешается восстанавливать электронаплавкой с последующей механической обработкой. Поверхности кулачков и желобов подвергают закалке токами высокой частоты. Их твердость должна, быть 45-62 единицы по Роквеллу.
Зазор П между опорой и прокладкой должен быть не менее 6 см.
Очищенную и промытую пружину подвески подвергают осмотру и проверке на разметочной плите. Технические данные пружины следующие.
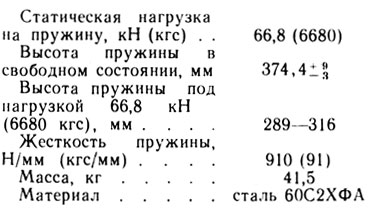
Пружины подлежат замене при наличии трещин, отколов, изломов витков. Их также необходимо заменить, если высота пружины в свободном состоянии менее 366 мм, отклонение от перпендикуляра к опорному витку при проверке угольником и щупом на плите более 4 мм, непараллельность опорных поверхностей более 2 мм, протертости и коррозионные повреждения превышают 10% площади сечения прутка.
Пружину испытывают на прессе под нагрузкой 66,8 кН (6680 кгс), измеренную при этом высоту пружины выбивают на бирке либо торце пружины и вписывают в паспорт электровоза. После испытания годную пружину окрашивают черной эмалью.
При сборке люлечного подвешивания отремонтированные детали устанавливают на прежние места согласно записям в паспорте электровоза. Особенно это касается пружин с дополнительными прокладками, толщина которых была определена на заводах при развеске электровоза.
Монтаж люлечного подвешивания выполняют в такой последовательности. Подбирают пружины 9 с комплектом регулировочных прокладок 8 так, чтобы общая их высота под тарировочной (испытательной) нагрузкой 70 кН (7000 кгс) составляла 310± 1 мм. Для подсчета требуемой толщины прокладок из указанного норматива вычитают высоту пружины под испытательной нагрузкой, При высоте ее 309-311 мм регулировочные прокладки на борт стакана 7 не ставят.
Подобранные пружины с прокладками комплектуют со стержнем 6 верхней опорной шайбой 10 и с помощью специального захвата транспортируют к месту установки.
На кронштейнах рам тележек монтируют опоры 4, 2 и прокладки с трубой 3 так, чтобы кулачки опор 2 обязательно находились в желобах прокладок. Затем все восемь собранных комплектов люлечных подвесок монтируют на рамах тележек. Для этого хвостовики стержней подвесок пропускают через отверстия в кронштейнах рамы тележки и закрепляют их проволокой так, чтобы при опускании кузова стержни подвески его не касались.
Подкатив тележки под поднятый на домкратах кузов, его несколько опускают до уровня, обеспечивающего возможность крепления балансиров к раме кузова. При этом необходимо следить за вхождением стержней люлечного подвешивания в пазы кронштейнов на раме кузова. Надо также следить за сочленением и взаимным расположением опор 2 и прокладок 3 на раме тележки. Правильность сочленения опор необходимо контролировать через люки в полу кузова с помощью зеркала и подсветки. Неправильное расположение кулачков опор в прокладках является основной причиной образования выработки, а также излома стержней и пружин люлечного подвешивания при эксплуатации электровозов. После этого устанавливают балансиры на раме кузова и завершают сборку установкой на хвостовики стержней опор 2 и 4, прокладки 3 с трубой, навертыванием и шплинтовкой гаек. По окончании сборки высота пружины вместе с прокладками должна быть в пределах 305-311 мм.
После опускания кузова на тележки проверяют зазоры по вертикальным и горизонтальным ограничителям рамы. Зазор Г (рис. 102) между вертикальным ограничителем и верхней плоскостью рамы должен быть в пределах 20-30 мм. Зазор Д между вкладышем горизонтального ограничителя на кузове и накладкой на боковине рамы тележки должен быть от 15 до 18 мм. Зазоры Г и Д регулируют пакетами прокладок, толщина которых не должна превышать 50 мм. При износе вкладыша по поверхности В или накладки по поверхности Е более 5 мм их заменяют.
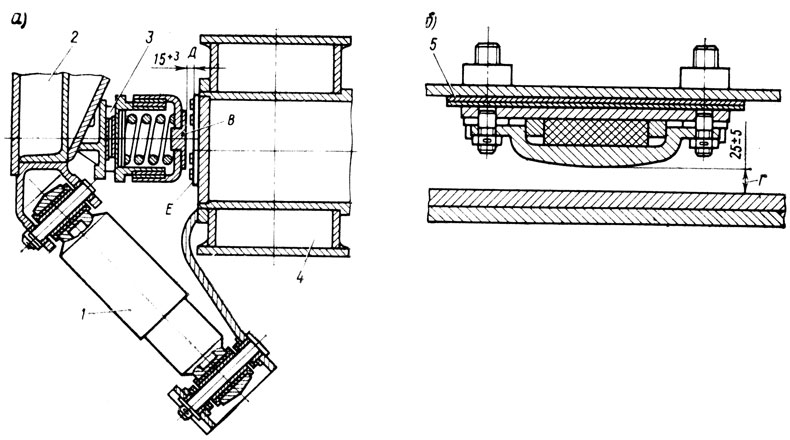
Рис. 102. Установка гасителей колебаний и упоров: 1 — гаситель; 2 — кузов; 3, 5 — прокладки; 4 — тележка
Источник
Разборка люлечного подвешивания. Ремонт люлечного подвешивания. Сборка люлечного подвешивания
Страницы работы


Содержание работы
1. Разборка люлечного подвешивания.
1.1. Перед разборкой люлечного подвешивания и ограничительных упоров замерить зазоры между деталями, оговоренные в настоящей инструкции.
2.2. Поднять кузов на домкратах на 140мм, как указано в технологической конструкции на техническое обслуживание и текущие ремонты электровозов ВЛ10, ВЛ80, ВЛ82 – ТИ179. Убедится в том, что пружины люлечных подвесок находятся в разгруженном состоянии.
3.3. Отсоединить предохранительные тросы 16 от стержня (рис.2).
4.4. Расшплинтовать гайки 2, свинтить со стержней 8, снять нижние шарниры 3,17.
5.5. Снять балансиры 6 с кузова.
6.6. Поднять кузов, выкатить тележки.
7.7. Снять стержень 8, стакан 10 с пружиной 12, разобрать верхний шарнир – детали 5,4,5. Пружину связать проволокой со своими прокладками под пружину. Привязать к деталям метки спаренности.
2. Ремонт люлечного подвешивания.
2.1 Снятые детали люлечного подвешивания промыть в моечной машине.
2.2 Осмотреть тщательно промытые и очищенные детали. Замерить размеры, определить зазоры и установить объем ремонта или замену дефектных деталей.
2.3 Остукиванием молотком проверить плотность посадки втулок на стержне 8 и стакане 10. Проверить втулки наружным осмотром на отсутствие трещин .
2.4 Замерить диаметры запрессованных втулок стержня и стакана по наиболее изношенным местам (по краям в продольном направлении) и по разности размеров, определить зазор между втулками. Суммарный зазор между втулками не должен превышать 2,5мм.
2.5 Ослабшие, при наличии трещин, или имеющие зазор больше допустимого втулки сменить. Разрешается менять втулки только на стержне или стакане, если при этом обеспечивается допустимый зазор. Допускается в виде исключения оставлять втулки без замены если в одном из направлений зазор между втулками не превышает допустимого. При этом стержень и стакан по минимальному зазору устанавливать в продольном направлении.
2.6 При отсутствии втулок из высокомарганцевой стали 110Г13Л разрешается втулки изготавливать из листов рессорной стали 55С2, 60С2, 60С2А ГОСТ 14959-79. Листы после нагрева гнутся и свариваются стыковым швом, а затем обрабатываются до размеров чертежа. Для гибкости листы нагревать до 880-920 0 С, а затем отпустить 440-480 0 С. Для насадки втулки нагреть до этой же температуры, а затем после посадки на стержень охладить в масле до 100-150 0 С.
2.7 Проверить стержень магнитным дефектоскопом. Для этого произвести зачистку стержня металлической щеткой и наждачным полотном до металлического блеска. Для вращения стержень установить в приспособление с патроном от станка и электроприводом. Очищенный стрежень установить на стол укомплектованный ванной для сбора смеси, стекающей с проверяемой детали, прокручивания детали и тележки для передвижения дефектоскопа типа ДГЭ или ДГЭ – 54, по всей длине стержня. После проверки в одном положении стержень повернуть дважды на 120 0 и проверить в каждом из этих положений. Результат магнитного контроля занести в журнал дефектоскописта, мастера или бригадира. Стержни, имеющие трещины, заменить.
2.8 Износ резьбы стержня по диаметру допускается не более 1мм. На такой хвостовик устанавливать гайку с полной резьбой.
2.9 Проверить состояние и размеры опорных поверхностей бортов стакана и верхней шайбы стержня под пружину подвески. Поверхность, изношенную более 4мм, восстановить наплавкой электродом Э42А ГОСТ 9467–75 и обработать согласно чертежу. При наличии трещин — детали заменить.
2.10 Стержни с выработкой в районе верхнего шарнира более 3мм, но не более 20мм, восстановить методом наплавки. Для этого:
2.11 Произвести подогрев мест выработки и ближайшей зоны, в районе верхней галтели люлечного стержня до температуры 300 – 350 0 С.
2.12 Зачистить место выработки от масла, ржавчины, краски и других загрязнений до основания металла.
2.13 Наплавку места выработки проходить за 4-5 проходов электродами УОНИ13/45 ГОСТ 9466-75 диаметра 4-6 мм с поперечными колебаниями электрода.
2.14 Наплавку первых проходов производить электродами диаметра 4мм – остальные 5мм и 6мм. Режимы наплавки: сила тока для электродов с диаметром 4мм 180-200 А, 5мм 230-260 А, 6мм 280-300 А.
2.15 Для обеспечения сплавления валиков между собой каждый валик должен быть перекрыт соседним на 1 /3 его ширины.
2.16 Перед выполнением каждого следующего прохода тщательно зачистить шлак с предыдущего валика, качество наплавки проверить внешним осмотром.
Источник