Ремонт молотковых мельниц
Перед остановкой размольной шахтной мельницы для ремонта производят наружный осмотр ее и выявляют все видимые дефекты.
Мелом отмечают участки пыления на корпусе, карманах, прилегающих участках воздуховодов, топливном рукаве и сепарационной шахте. Затем отмечают места утечки масла из подшипников и неплотности системы охлаждения, замеряют вибрацию подшипников мельницы и электродвигателя. После отключения котла проверяют плотность корпуса мельницы.
Перед вскрытием и разборкой мельницы подают воду или насыщенный пар в размольную камеру, чтобы ликвидировать очаги горения топлива, затем отключают электродвигатель от сети и разбирают электрическую цепь. После этого открывают двери мельницы и очищают ее от остатков топлива, кусков металла и посторонних предметов. Чтобы можно было одновременно ремонтировать мельницу и шахту, их отделяют прочным настилом из досок.
Ротор мельницы вынимают из корпуса в тех случаях, когда предстоит замена дисков, правка вала или замена подшипников с проточкой шеек вала. Перед выемкой ротора с него снимают била и билодержатели.
У старых типов мельниц ротор обычно вынимают через переднюю стенку, которую для этого демонтируют. У мельниц больших типоразмеров роторы вынимают через боковые стенки, на которых предусмотрены съемные крышки. Для выемки применяют монорельсы, шпальные выкладки или специальные тележки. При разборке мельницы проверяют техническое состояние сборочных единиц и уточняют объем ремонтных работ.
Ремонт корпуса мельницы.Во время капитального ремонта броню мельниц обычно заменяют, если она изношена более чем на 50 %. При местном износе вырезают изношенные участки и устанавливают новые. В отдельных местах производят наплавку.
Новую броню заводского изготовления крепят к корпусу болтами с потайной головкой или шпильками, концы которых обваривают. Броню, изготовленную на месте из вальцованных стальных листов, приваривают к корпусу. Между броневыми плитами и корпусом на вертикальных стенках прокладывают асбестовый картон толщиной 5 мм. В нижней части мельницы пространство под броневыми плитами торкретируют составом из 75–80 % молотого шамота, 15–20 % огнеупорной глины и 5–10 % цемента, размешанных на воде.
Неплотности корпуса мельницы устраняют, накладывая заплаты или заваривая отдельные места. Корпус ремонтируют до установки брони. Чтобы увеличить срок службы брони, ее наплавляют специальными электродами.
Ремонт ротора.Ремонт отдельных элементов ротора (полумуфт, вала, подшипников) производят в соответствии с указаниями, приведенными ранее.
Слабая посадка дисков на вал приводит иногда к разработке посадочного места вала и смятию шпонки и шпоночного паза. В этом случае снимают диски с вала, протачивают изношенные места вала, а отверстия в дисках наплавляют и растачивают под новый диаметр вала. Шпоночные канавки исправляют и для каждых двух дисков изготовляют отдельные шпонки.
У молотковых мельниц происходит быстрый износ бил, било-держателей и брони. Наиболее распространенным методом повышения износостойкости бил и билодержателей является наплавка износоустойчивыми электродами, что дает возможность повысить продолжительность работы в 2–2,5 раза.
Новые или наплавленные била и билодержатели перед установкой на ротор взвешивают и сортируют на группы. При развеске и сортировке более легкие била наплавляют электросваркой. Отсортированные била раскладывают по схеме, принятой для данной мельницы. Каждые два била, устанавливаемые в диаметрально противоположных точках ротора, должны иметь одинаковую массу.
Перед установкой бил на ротор проверяют диаметр отверстий в ушках бил. При необходимости отверстия в билах райберуют. У билодержателей проверяют диаметр отверстий и расстояния между их центрами, потому что уравновешенность ротора зависит не только от массы бил и билодержателей, расположенных в диаметрально противоположных его точках, но и от расстояния, на котором находятся била от оси ротора. Подобранные таким образом била и билодержатели обеспечивают уравновешенность ротора без балансировки.
Ремонт системы охлаждения вала.Валы крупных мельниц изготовляют полыми (т. е. с центральным сверленым каналом) и охлаждают проточной водой через распределительную головку (рис. 3.20).
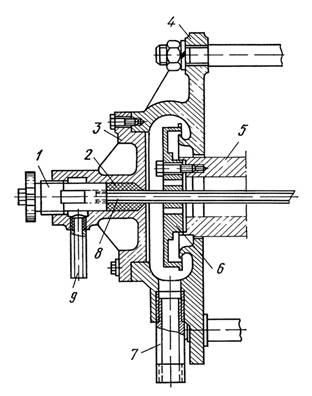
Рис. 3.20. Водораспределительная головка:
1 – пробка, 2 – сальниковое уплотнение, 3 – крышка корпуса,
4 – корпус головки, 5 – полый вал, 6 – диск, 7, 8, 9 – водоотводящая, охлаждающая и водоподводящая трубки.
Холодная вода по трубке 9 поступает в противоположный конец вала 5 и затем возвращается по внутренней полости, охлаждая вал. Между подвижной и неподвижной частями устройства на валу установлен диск 6, отбрасывающий воду к отводящей трубке 7.
Ремонт системы охлаждения вала с распределительной головкой заключается в проверке всех деталей и их соединений, восстановлении плотности соединений и очистке каналов от загрязнений.
Валы малых мельниц выполняют сплошными. Защиту таких валов от нагрева горячим воздухом осуществляют с помощью неподвижных холодильников с проточной водой. Холодильники охватывают оба конца вала в местах, находящихся между размольной камерой и подшипником.
Неподвижные холодильники представляют собой полые втулки, омываемые изнутри проточной водой. Втулки состоят из двух половин, соединяемых болтами. Ремонт холодильников заключается в очистке от загрязнений проточной части, восстановлении плотности всех соединений и устранении перекосов втулки и задеваний вала за нее. Плотность втулок проверяют керосином или водой под давлением 0,4–0,5 МПа. Обнаруженные неплотности устраняют сваркой.
Сборка и опробование мельницы. Ротор устанавливают в корпус мельницы теми же устройствами, которыми его вынимают. Через боковую стенку корпуса ротор заводят без билодержателей и бил, которые затем навешивают на установленный ротор. Через переднюю стенку ротор заводят с билодержателями и билами или без них в зависимости от принятого способа ремонта.
Заведя ротор в корпус, с помощью подкладок регулируют положение вала, добиваясь его горизонтальности и равномерности радиальных зазоров в уплотнениях корпуса. При этом устанавливают на новых прокладках и закрепляют болтами съемные элементы на вырезах в боковых стенках корпуса, а также уплотнения вала – сальниковые втулки или воздушные коробки. Переднюю стенку корпуса устанавливают, если она демонтировалась.
Допуск на отклонение вала от горизонтального положения ±0,3 мм на 1 м длины. Выверив вал, контролируют положение ротора относительно корпуса. Радиальные зазоры между билами и броней должны быть 30 мм, осевые между крайними билами и броней торцевых стенок) со стороны упорного подшипника 15–23 мм, а со стороны опорного подшипника 21–40 мм в зависимости от типа мельницы. У мельниц со сплошными валами устанавливают холодильники и проверяют их концентричность по отношению к валу.
Опробование мельницы после капитального ремонта производят, как правило, сначала без бил, а затем навешивают била и выполняют вторичное опробование. Продолжительность опробования мельницы с билами 2–3 ч, а после смены подшипников 8 ч.
Дата добавления: 2014-12-16 ; просмотров: 5750 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
3.3.2. Ремонт молотковых мельниц
Перед остановкой размольной шахтной мельницы для ремонта производят наружный осмотр ее и выявляют все видимые дефекты.
Мелом отмечают участки пыления на корпусе, карманах, прилегающих участках воздуховодов, топливном рукаве и сепарационной шахте. Затем отмечают места утечки масла из подшипников и неплотности системы охлаждения, замеряют вибрацию подшипников мельницы и электродвигателя. После отключения котла проверяют плотность корпуса мельницы.
Перед вскрытием и разборкой мельницы подают воду или насыщенный пар в размольную камеру, чтобы ликвидировать очаги горения топлива, затем отключают электродвигатель от сети и разбирают электрическую цепь. После этого открывают двери мельницы и очищают ее от остатков топлива, кусков металла и посторонних предметов. Чтобы можно было одновременно ремонтировать мельницу и шахту, их отделяют прочным настилом из досок.
Ротор мельницы вынимают из корпуса в тех случаях, когда предстоит замена дисков, правка вала или замена подшипников с проточкой шеек вала. Перед выемкой ротора с него снимают била и билодержатели.
У старых типов мельниц ротор обычно вынимают через переднюю стенку, которую для этого демонтируют. У мельниц больших типоразмеров роторы вынимают через боковые стенки, на которых предусмотрены съемные крышки. Для выемки применяют монорельсы, шпальные выкладки или специальные тележки. При разборке мельницы проверяют техническое состояние сборочных единиц и уточняют объем ремонтных работ.
Ремонт корпуса мельницы. Во время капитального ремонта броню мельниц обычно заменяют, если она изношена более чем на 50 %. При местном износе вырезают изношенные участки и устанавливают новые. В отдельных местах производят наплавку.
Новую броню заводского изготовления крепят к корпусу болтами с потайной головкой или шпильками, концы которых обваривают. Броню, изготовленную на месте из вальцованных стальных листов, приваривают к корпусу. Между броневыми плитами и корпусом на вертикальных стенках прокладывают асбестовый картон толщиной 5 мм. В нижней части мельницы пространство под броневыми плитами торкретируют составом из 75–80 % молотого шамота, 15–20 % огнеупорной глины и 5–10 % цемента, размешанных на воде.
Неплотности корпуса мельницы устраняют, накладывая заплаты или заваривая отдельные места. Корпус ремонтируют до установки брони. Чтобы увеличить срок службы брони, ее наплавляют специальными электродами.
Ремонт ротора. Ремонт отдельных элементов ротора (полумуфт, вала, подшипников) производят в соответствии с указаниями, приведенными ранее.
Слабая посадка дисков на вал приводит иногда к разработке посадочного места вала и смятию шпонки и шпоночного паза. В этом случае снимают диски с вала, протачивают изношенные места вала, а отверстия в дисках наплавляют и растачивают под новый диаметр вала. Шпоночные канавки исправляют и для каждых двух дисков изготовляют отдельные шпонки.
У молотковых мельниц происходит быстрый износ бил, било-держателей и брони. Наиболее распространенным методом повышения износостойкости бил и билодержателей является наплавка износоустойчивыми электродами, что дает возможность повысить продолжительность работы в 2–2,5 раза.
Новые или наплавленные била и билодержатели перед установкой на ротор взвешивают и сортируют на группы. При развеске и сортировке более легкие била наплавляют электросваркой. Отсортированные била раскладывают по схеме, принятой для данной мельницы. Каждые два била, устанавливаемые в диаметрально противоположных точках ротора, должны иметь одинаковую массу.
Перед установкой бил на ротор проверяют диаметр отверстий в ушках бил. При необходимости отверстия в билах райберуют. У билодержателей проверяют диаметр отверстий и расстояния между их центрами, потому что уравновешенность ротора зависит не только от массы бил и билодержателей, расположенных в диаметрально противоположных его точках, но и от расстояния, на котором находятся била от оси ротора. Подобранные таким образом била и билодержатели обеспечивают уравновешенность ротора без балансировки.
Ремонт системы охлаждения вала. Валы крупных мельниц изготовляют полыми (т. е. с центральным сверленым каналом) и охлаждают проточной водой через распределительную головку (рис. 3.20).

Рис. 3.20. Водораспределительная головка:
1 – пробка, 2 – сальниковое уплотнение, 3 – крышка корпуса,
4 – корпус головки, 5 – полый вал, 6 – диск, 7, 8, 9 – водоотводящая, охлаждающая и водоподводящая трубки.
Холодная вода по трубке 9 поступает в противоположный конец вала 5 и затем возвращается по внутренней полости, охлаждая вал. Между подвижной и неподвижной частями устройства на валу установлен диск 6, отбрасывающий воду к отводящей трубке 7.
Ремонт системы охлаждения вала с распределительной головкой заключается в проверке всех деталей и их соединений, восстановлении плотности соединений и очистке каналов от загрязнений.
Валы малых мельниц выполняют сплошными. Защиту таких валов от нагрева горячим воздухом осуществляют с помощью неподвижных холодильников с проточной водой. Холодильники охватывают оба конца вала в местах, находящихся между размольной камерой и подшипником.
Неподвижные холодильники представляют собой полые втулки, омываемые изнутри проточной водой. Втулки состоят из двух половин, соединяемых болтами. Ремонт холодильников заключается в очистке от загрязнений проточной части, восстановлении плотности всех соединений и устранении перекосов втулки и задеваний вала за нее. Плотность втулок проверяют керосином или водой под давлением 0,4–0,5 МПа. Обнаруженные неплотности устраняют сваркой.
Сборка и опробование мельницы. Ротор устанавливают в корпус мельницы теми же устройствами, которыми его вынимают. Через боковую стенку корпуса ротор заводят без билодержателей и бил, которые затем навешивают на установленный ротор. Через переднюю стенку ротор заводят с билодержателями и билами или без них в зависимости от принятого способа ремонта.
Заведя ротор в корпус, с помощью подкладок регулируют положение вала, добиваясь его горизонтальности и равномерности радиальных зазоров в уплотнениях корпуса. При этом устанавливают на новых прокладках и закрепляют болтами съемные элементы на вырезах в боковых стенках корпуса, а также уплотнения вала – сальниковые втулки или воздушные коробки. Переднюю стенку корпуса устанавливают, если она демонтировалась.
Допуск на отклонение вала от горизонтального положения ±0,3 мм на 1 м длины. Выверив вал, контролируют положение ротора относительно корпуса. Радиальные зазоры между билами и броней должны быть 30 мм, осевые между крайними билами и броней торцевых стенок) со стороны упорного подшипника 15–23 мм, а со стороны опорного подшипника 21–40 мм в зависимости от типа мельницы. У мельниц со сплошными валами устанавливают холодильники и проверяют их концентричность по отношению к валу.
Опробование мельницы после капитального ремонта производят, как правило, сначала без бил, а затем навешивают била и выполняют вторичное опробование. Продолжительность опробования мельницы с билами 2–3 ч, а после смены подшипников 8 ч.
Источник
Технология ремонта молотковых мельниц
Ремонт молотковых мельниц теплотехнического оборудования
Перед остановкой размольной шахтной мельницы для ремонта производят наружный осмотр ее и выявляют все видимые дефекты.
Мелом отмечают участки пыления на корпусе, карманах, прилегающих участках воздуховодов, топливном рукаве и сепарационной шахте. Затем отмечают места утечки масла из подшипников и неплотности системы охлаждения, замеряют вибрацию подшипников мельницы и электродвигателя. После отключения котла проверяют плотность корпуса мельницы.
Перед вскрытием и разборкой мельницы подают воду или насыщенный пар в размольную камеру, чтобы ликвидировать очаги горения топлива, затем отключают электродвигатель от сети и разбирают электрическую цепь. После этого открывают двери мельницы и очищают ее от остатков топлива, кусков металла и посторонних предметов. Чтобы можно было одновременно ремонтировать мельницу и шахту, их отделяют прочным настилом из досок.
Ротор мельницы вынимают из корпуса в тех случаях, когда предстоит замена дисков, правка вала или замена подшипников с проточкой шеек вала. Перед выемкой ротора с него снимают била и билодержатели.
У старых типов мельниц ротор обычно вынимают через переднюю стенку, которую для этого демонтируют. У мельниц больших типоразмеров роторы вынимают через боковые стенки, на которых предусмотрены съемные крышки. Для выемки применяют монорельсы, шпальные выкладки или специальные тележки. При разборке мельницы проверяют техническое состояние сборочных единиц и уточняют объем ремонтных работ.
Ремонт корпуса мельницы. Во время капитального ремонта броню мельниц обычно заменяют, если она изношена более чем на 50 %. При местном износе вырезают изношенные участки и устанавливают новые. В отдельных местах производят наплавку.
Новую броню заводского изготовления крепят к корпусу болтами с потайной головкой или шпильками, концы которых обваривают. Броню, изготовленную на месте из вальцованных стальных листов, приваривают к корпусу. Между броневыми плитами и корпусом на вертикальных стенках прокладывают асбестовый картон толщиной 5 мм . В нижней части мельницы пространство под броневыми плитами торкретируют составом из 75–80 % молотого шамота, 15–20 % огнеупорной глины и 5–10 % цемента, размешанных на воде.
Неплотности корпуса мельницы устраняют, накладывая заплаты или заваривая отдельные места. Корпус ремонтируют до установки брони. Чтобы увеличить срок службы брони, ее наплавляют специальными электродами.
Ремонт ротора. Ремонт отдельных элементов ротора (полумуфт, вала, подшипников) производят в соответствии с указаниями, приведенными ранее.
Слабая посадка дисков на вал приводит иногда к разработке посадочного места вала и смятию шпонки и шпоночного паза. В этом случае снимают диски с вала, протачивают изношенные места вала, а отверстия в дисках наплавляют и растачивают под новый диаметр вала. Шпоночные канавки исправляют и для каждых двух дисков изготовляют отдельные шпонки.
У молотковых мельниц происходит быстрый износ бил, било-держателей и брони. Наиболее распространенным методом повышения износостойкости бил и билодержателей является наплавка износоустойчивыми электродами, что дает возможность повысить продолжительность работы в 2–2,5 раза.
Новые или наплавленные била и билодержатели перед установкой на ротор взвешивают и сортируют на группы. При развеске и сортировке более легкие била наплавляют электросваркой. Отсортированные била раскладывают по схеме, принятой для данной мельницы. Каждые два била, устанавливаемые в диаметрально противоположных точках ротора, должны иметь одинаковую массу.
Перед установкой бил на ротор проверяют диаметр отверстий в ушках бил. При необходимости отверстия в билах райберуют. У билодержателей проверяют диаметр отверстий и расстояния между их центрами, потому что уравновешенность ротора зависит не только от массы бил и билодержателей, расположенных в диаметрально противоположных его точках, но и от расстояния, на котором находятся била от оси ротора. Подобранные таким образом била и билодержатели обеспечивают уравновешенность ротора без балансировки.
Ремонт системы охлаждения вала. Валы крупных мельниц изготовляют полыми (т. е. с центральным сверленым каналом) и охлаждают проточной водой через распределительную головку (рис. 3.20).

Рис. 3.20. Водораспределительная головка:
1 – пробка, 2 – сальниковое уплотнение, 3 – крышка корпуса,
4 – корпус головки, 5 – полый вал, 6 – диск, 7, 8, 9 – водоотводящая, охлаждающая и водоподводящая трубки.
Холодная вода по трубке 9 поступает в противоположный конец вала 5 и затем возвращается по внутренней полости, охлаждая вал. Между подвижной и неподвижной частями устройства на валу установлен диск 6, отбрасывающий воду к отводящей трубке 7.
Ремонт системы охлаждения вала с распределительной головкой заключается в проверке всех деталей и их соединений, восстановлении плотности соединений и очистке каналов от загрязнений.
Валы малых мельниц выполняют сплошными. Защиту таких валов от нагрева горячим воздухом осуществляют с помощью неподвижных холодильников с проточной водой. Холодильники охватывают оба конца вала в местах, находящихся между размольной камерой и подшипником.
Неподвижные холодильники представляют собой полые втулки, омываемые изнутри проточной водой. Втулки состоят из двух половин, соединяемых болтами. Ремонт холодильников заключается в очистке от загрязнений проточной части, восстановлении плотности всех соединений и устранении перекосов втулки и задеваний вала за нее. Плотность втулок проверяют керосином или водой под давлением 0,4–0,5 МПа. Обнаруженные неплотности устраняют сваркой.
Сборка и опробование мельницы. Ротор устанавливают в корпус мельницы теми же устройствами, которыми его вынимают. Через боковую стенку корпуса ротор заводят без билодержателей и бил, которые затем навешивают на установленный ротор. Через переднюю стенку ротор заводят с билодержателями и билами или без них в зависимости от принятого способа ремонта.
Заведя ротор в корпус, с помощью подкладок регулируют положение вала, добиваясь его горизонтальности и равномерности радиальных зазоров в уплотнениях корпуса. При этом устанавливают на новых прокладках и закрепляют болтами съемные элементы на вырезах в боковых стенках корпуса, а также уплотнения вала – сальниковые втулки или воздушные коробки. Переднюю стенку корпуса устанавливают, если она демонтировалась.
Допуск на отклонение вала от горизонтального положения ± 0,3 мм на 1 м длины. Выверив вал, контролируют положение ротора относительно корпуса. Радиальные зазоры между билами и броней должны быть 30 мм , осевые между крайними билами и броней торцевых стенок) со стороны упорного подшипника 15–23 мм, а со стороны опорного подшипника 21–40 мм в зависимости от типа мельницы. У мельниц со сплошными валами устанавливают холодильники и проверяют их концентричность по отношению к валу.
Опробование мельницы после капитального ремонта производят, как правило, сначала без бил, а затем навешивают била и выполняют вторичное опробование. Продолжительность опробования мельницы с билами 2–3 ч, а после смены подшипников 8 ч.
Источник