Технология ремонта песочной системы тепловоза




§ 33. Ремонт рычажной передачи тормоза и песочницы. Окраска тепловоза и его узлов
При малом периодическом ремонте производится ревизия автотормозного оборудования, в том числе и рычажной передачи.
При большом периодическом ремонте проверяют плотность тормозных цилиндров и осматривают рычажную передачу тормоза. Манжеты цилиндров в случае потери эластичности прожировывают. Изношенные валики, тормозные колодки, лопнувшие шайбы и шплинты заменяют.
При подъёмочном и заводском ремонте всю рычажную передачу тормоза и тормозные цилиндры разбирают, очищают от грязи и осматривают. Изношенные детали заменяют или восстанавливают наплавкой.
Кузов и капот тепловозов при подъёмочном ремонте укрепляют во всех соединениях. Испорченную обшивку внутри кузова заменяют. Лопнувшие листы и угольники заваривают.
При заводском ремонте капот у тепловозов ТЭ1 и кузов тепловозов ТЭ2 снимают с рамы.
Окна, двери и люки проверяют на плотность. Разбитые стёкла заменяют и ставят на резиновых прокладках. Порванные сиденья и подлокотники обивают дерматином. Каркас пола исправляют, лопнувшие угольники заваривают, а погнутые выправляют. Половицы плотно пригоняют по каркасу.
Погнутые путеочистители, подножки и лестницы выпрямляют и устанавливают на уровне (от головки рельсов), предусмотренном чертежами.
Неисправности поручней, предохранительных ограждений площадок, стоек и связей устраняют. При подъёмочном ремонте буферные брусья окрашивают. При заводском ремонте окрашивают весь тепловоз.
При большом периодическом, подъёмочном и заводском ремонте воздухораспределительные клапаны и форсунки песочниц разбирают и ремонтируют с последующей проверкой на плотность. Песочные трубы разбирают и отжигают. Тифоны разбирают, их диафрагмы осматривают.
Ревизия, ремонт рычажной передачи тормоза и её регулирование
Ревизия рычажной передачи производится при малом периодическом ремонте; периодический осмотр и ремонт делают при остальных видах ремонта тепловозов.
При ревизии тормозной рычажной передачи осматривают тормозные колодки, рычаги, тяги, предохранительные скобы и их крепление, проверяют наличие шайб и шплинтов.
Диаметральные зазоры у всех шарнирных соединений между валиками и отверстиями не должны превышать 3 мм.
Тормозные колодки имеющие толщину менее 15 мм, заменяют новыми. Тормозные колодки при отпущенном тормозе должны отстоять от поверхности катания бандажа на равном расстоянии.
Тормозной винт и гайку ручного тормоза очищают от грязи, промывают керосином и осматривают, после чего трущиеся поверхности смазывают.
У тормозных цилиндров снимают крышку, вынимают поршень, проверяют состояние манжет. Внутреннюю поверхность цилиндра и манжеты очищают от старой смазки, после чего смазывают чистой смазкой 4а.
После сборки цилиндры проверяют на плотность, для этого давление в них поднимают до 3,0-3,5 ати с постановкой ручки крана вспомогательного тормоза вперекрышу; при этом падение давления в тормозных цилиндрах не должно быть более 0,2 ати в 1 мин.
При периодических ремонтах рычажную передачу очищают от грязи, осматривают и проверяют её размеры. Детали рычажной передачи, имеющие трещины, надрывы и изломы, заменяют новыми или сваривают кузнечным способом или контактной электросваркой. Сваренные детали испытывают на растяжение. Величину нагрузки при испытаниях принимают в зависимости от сечения детали, исходя из расчёта 12 кг/мм 2 .
Потёртые места, если износ их не превышает 10% толщины сечения, восстанавливают наплавкой с последующей механической и термической обработкой, сообразуясь с качеством металла.
Разработанные отверстия в рычагах, тягах и подвесках восстанавливают наплавкой с последующей механической обработкой и запрессовкой в них закалённых втулок. Диаметральные зазоры между валиками и втулками в отверстиях допускаются не более 1,5мм. Валики и втулки рычажной передачи, имеющие износ более 1 мм, при заводском ремонте заменяют новыми.
Втулки изготовляют из стали марки 20 с цементацией внутренней поверхности на глубину 0,8-1,2 мм. Твёрдость цементируемого слоя HRC≥52. Разрешается изготовлять втулки из стали марки 45 с закалкой т. в. ч. на глубину 1-2,5 мм до той же твёрдости.
Изношенные валики восстанавливают наплавкой, новые-изготовляют из стали марки 45 с закалкой рабочей поверхности т. в. ч. на глубину 1,5-3 мм до твёрдости HRC≥52.
Изношенные места у башмаков тормозных колодок восстанавливают наплавкой электродами марки Э42. После наплавки башмак подвергают термической обработке при температуре 850-900°. В разработанное отверстие башмака запрессовывают втулку со стенкой толщиной 5 мм.
Изношенные предохранительные устройства, а также имеющие трещины, заменяют новыми, а ослабшие укрепляют. У тормозных цилиндров снимают крышки и проделывают те же работы, что и при ревизии.
Цилиндры, имеющие овальность до 0,5 мм, шлифуют, а свыше 0,5 мм — растачивают и шлифуют. Превышение диаметра тормозного цилиндра по сравнению с чертёжным размером более чем на 5,0 мм не допускается.
Первоначальную прожировку кожаных манжет тормозных цилиндров делают на заводе-изготовителе. В условиях депо в случае потери эластичности производится лишь их дожировка по следующему технологическому процессу.
Манжеты, вынутые из цилиндра, очищают механическим путём от грязи и просушивают в помещении при температуре 15-20°. Затем их подвешивают в баке, в нижней части которого располагается прожировочный состав № 40. Бак закрывают крышкой; прожировочный состав подогревают до 62-65°. Манжеты остаются в подвешенном состоянии 30-40 мин, после чего состав перемешивают и в него погружают манжеты на 1 ч. Температура в баке должна быть не ниже 60°. В процессе дожировки состав периодически перемешивают. После дожировки манжеты укладывают для стока жира на решётке над баком на 5-10 мин. Для окончательного закрепления жиров в коже снятые с решёток манжеты помещают в ящики, где их выдерживают при температуре около 20° в течение часа.
Тормозные колодки тепловозов Т32 заменяют в следующем порядке. Вынимают чеки 11 (фиг. 327) из проушин тормозных колодок 10. Разъединяют рычаг 6 и регулировочную тягу 7, для чего вынимают соединяющий их валик. Колодки 10 с подвесками 5 отводят от бандажа, после чего колодки могут быть отняты от места. Новые колодки устанавливают на башмаки и плотно прижимают к бандажам. Рычаг 6 заводят в вилку регулировочной тяги 7 и соединяют с ней при помощи валика. Чеки колодки забивают на место.
Рычажную систему регулируют на нормальный выход штока тормозного цилиндра.
Все трущиеся поверхности звеньев рычажной передачи перед сборкой смазывают жировым солидолом УС-1, УС-2 или УС-3 (ГССТ 1033-51).
Валики вставляют в соответствующие шарнирные звенья от руки. Вертикально расположенные валики устанавливают головкой вверх, а расположенные горизонтально — шайбами и шплинтами наружу тепловоза.
Рычаги и подвески должны от руки, без заеданий, перемещаться на валиках, а рычаг 6 — и в проушине башмака колодки. Пружину компенсатора устанавливают до упора в башмак колодки и прижимают болтом.
Взаимное положение башмака, рычага и подвесок устанавливают с таким расчётом, чтобы зазор между ними был около 1 мм.
Для проверки подвижности собранной тормозной передачи рукой нажимают на балансир, присоединяемый к штоку тормозного цилиндра, тормозные колодки в этом случае должны прижаться к бандажам.
Торцы тормозных колодок у правильно собранной тормозной передачи не должны выступать за наружную торцовую поверхность бандажей. Номинальный зазор между тормозной колодкой и трущейся поверхностью бандажа в отторможенном состоянии равен 10 мм. Регулирование зазора производится тягой 7 (см. фиг. 327) по выходу штока 2 тормозного цилиндра. Выход штока при прижатых тормозных колодках к бандажам должен быть в пределах 65-100 мм. Между штоком и трубой поршня тормозного цилиндра при любом положении рычажной системы (отторможенном или заторможенном) зазор устанавливают не менее 1 мм.
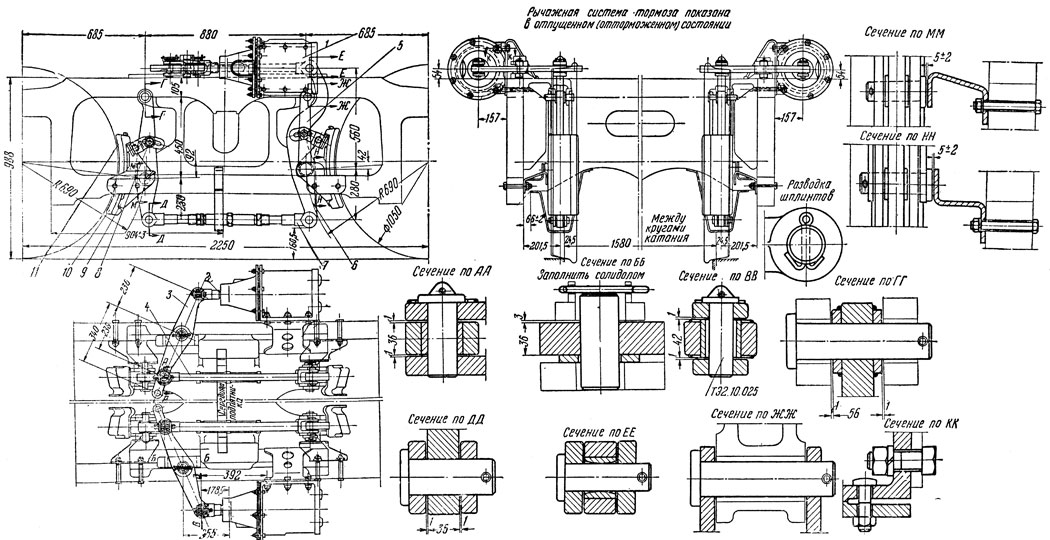
Фиг. 327. Тормоз тележки: 1 — тормозной цилиндр; 2 — шток тормозного цилиндра; 3 — балансир; 4 — тяга; 5 — подвеска: 6 — рычаг; 7 — регулировочная тяга; 8 — пружинный компенсатор; 9 — тормозной башмак; 10 — тормозная колодка; 11 — чека
При отъёме тормозных цилиндров и последующей их установке привалочные поверхности должны плотно соприкасаться с поверхностью кронштейнов. Местный зазор допускается не более 0,5 мм на площади, не превышающей 30% поверхности соприкосновения. Привалочные поверхности тормозных цилиндров и кронштейнов грунтуют краской № 138 или чёрной малярной густотёртой краской.
После сборки рычажную передачу испытывают на тепловозе при давлении воздуха в тормозных цилиндрах 6 ати. Для этого отъединяют трубы от тормозных цилиндров и к штуцерам присоединяют шланг от воздухопроводной сети депо. Можно производить испытание тормозной передачи от крана вспомогательного тормоза, для чего клапан максимального давления регулируют на давление 6 ати.
Ремонт оборудования для подачи песка. Ремонт тифонов
Песочницы осматривают при всех видах ремонта. Порванные сетки заменяют новыми. Склёпанные новые сетки покрывают олифой. Уплотняющие прокладки крышек песочниц при замене делают из листовой резины. Необходимо, чтобы при закрытии крышки резиновая прокладка зажималась по всему контуру горловины. После затяжки винтом края прокладки должны выступать наружу не менее чем на 2 мм. Открытие и закрытие крышки должны производиться свободно.
У воздухораспределителя песочниц при проверке пружины её сжимают до полного соприкосновения витков, при этом остаточной деформации не должно быть. Высота пружины в свободном состоянии 53-54 мм, диаметр проволоки 2 мм.
Манжеты и уплотнение клапана, сделанные из резины, в случае потери ими плотности заменяют.
Перед сборкой цилиндрические рабочие поверхности штока смазывают тонким слоем жидкой смазки, а резиновое уплотнение клапана и манжеты — смазкой 4А.
Собранный воздухораспределитель испытывают на специальном стенде. Перед испытанием место соединения и отверстия патрубков обмыливают, а затем к нижнему штуцеру подводят сжатый воздух давлением 6-8 ати; образование пузырей не допускается. В надпоршневую камеру подводят воздух давлением 3,5-4 ати. Воздухораспределитель при этом должен сработать и произвести кратковременный выпуск воздуха в патрубок, служащий для разрыхления песка, и длительный выпуск в патрубок, связанный с трубопроводом для распыливания песка.
После предварительного выпуска воздуха из первого патрубка его выходное отверстие обмыливают. Допускается образование мыльного пузыря, удерживающегося не менее 3 сек. Затем плотно закрывают выходное отверстие патрубка, обмыливают атмосферное отверстие под поршнем и соединение штуцера с корпусом. При этом в атмосферном отверстии допускается образование пузыря, удерживающегося не менее Зсек. В месте соединения штуцера с корпусом не должно быть пропуска воздуха.
При выпуске воздуха из надпоршневой камеры питательный клапан закрывают и выпуск воздуха в боковые отверстия должен прекратиться.
Плотность манжеты проверяют давлением воздуха 4,5-5,5 ати. При этом в атмосферном отверстии допускается образование мыльного пузыря, удерживающегося не менее 10 сек.
Форсунки песочниц, имеющие корпуса со свищами, которые образовались вследствие неправильного направления струи песка, заменяют или наплавляют. Потерявшие упругость или лопнувшие пружины обратного шарикового клапана воздухопровода рыхления песка заменяют. Слишком жёсткие пружины могут служить причиной недостаточной подачи песка. Высота пружины в свободном состоянии 12-13 мм.
Ремонт электропневматических клапанов (вентилей) описан в § 24.
Действие песочниц проверяют непосредственно на тепловозе. Контакты катушек клапана и реверсора должны быть сблокированы таким образом, чтобы при нажатии на педаль песочницы в положении реверсора на передний ход происходило замыкание цепи катушки клапана переднего хода, а при положении реверсора на задний ход происходило замыкание цепи катушки клапана заднего хода.
Ремонт тифона. При замене мембраны изготовляют из гофрированной нержавеющей стали Я-1 ГОСТ 4986-49. У собираемого тифона резьбовые соединения смазывают антикоррозийной смазкой.
Собранный тифон проверяют на плотность и на звучание вместе с клапаном на специальном стенде давлением воздуха 6,5-8 ати. Звучание проверяют по эталону. Плотность проверяют обмыливанием, образование пузырей не допускается. Наружные необработанные поверхности тифона окрашивают чёрной эмалью.
Окраска тепловоза и его узлов
При заводском ремонте производится окраска тепловоза. Старую краску с механизмов, кузова и капота счищают механическим или химическим способом.
В деповских условиях при подъёмочном ремонте старую краску снимают только с повреждённых мест.
Для удаления краски со стенок кузова или капота химическим способом составляют смесь, состоящую из равных по весу частей: гашёной извести, мела сеяного и 20%-ного раствора каустической соды. Компоненты хорошо перемешивают до состояния пасты. На место, с которого необходимо удалить старую краску, наносят слой пасты толщиной до 1 мм. Покрытую пастой поверхность выдерживают в течение 2 ч, после чего её собирают в отдельную герметическую посуду для хранения и последующего применения. Краску после этого удаляют механическим способом металлическими щётками и скребками. Очищенную от старой краски поверхность зачищают, обмывают тёплой водой и после просыхания обезжиривают уайт-спиритом.
Грунтовку делают густотёртым суриком, разбавленным натуральной олифой в пропорции 75/25%.
Шпаклёвку изготовляют из молотого мела, тяжёлого шпата, густотёртых сухих белил, железного сурика, масляного лака № 74 и сухой охры.
Кузов окрашивают зелёной эмалью № 65, серой № 64 и эмалью песочного цвета № 61. Боковые поверхности стенок кузова и кабины машиниста окрашивают изнутри бежевой эмалью. Окраска капота снаружи производится зелёной эмалью №65, а внутри — серой эмалью №64. Потолки кузова и капота окрашивают белой эмалью, пульты управления и инструментальные ящики — коричневой эмалью.
Двигатель окрашивают серой эмалью № 64, трубы водяной системы — зелёной эмалью № 63, топливной системы — жёлтой эмалью № 62, масляной системы — коричневой эмалью.
Внутренние поверхности картера двигателя и других деталей, находящихся в тех же условиях, покрывают автонитроэмалью № 624а.
Шахту аккумуляторной батареи с внутренней стороны окрашивают кислотостойким лаком № 411.
Тележки, раму кузова, тормозное оборудование, рессорное подвешивание окрашивают битумным масляным лаком № 177.
Источник