Технологический процесс ремонта плунжерных пар способом химического никелирования включает в себя следующие операции:
промывку, контроль и сортировку деталей;
механическую обработку плунжеров и гильз;
химическое никелирование плунжеров;
обработку плунжеров после наращивания;
подбор и взаимную притирку деталей;
контроль и приемку пар.
Промывка, контроль и сортировка плунжерных пар . Контроль и сортировка плунжерных пар заключается во внешнем осмотре деталей и испытании на плотность. Особое внимание следует обращать на выявление коррозии. При обнаружении следов коррозии или продольных рисок детали ремонтируют. Плунжерные пары, имеющие гладкую рабочую поверхность, испытывают на плотность. Плунжерные пары , плотность которых меньше нормы, раскомплектовывают; плунжеры и гильзы направляют на ремонт.
Механическая обработка плунжеров . Для того чтобы придать рабочей поверхности правильную геометрическую форму, а также удалить штрихи и риски, детали подвергают механической обработке (предварительной и чистовой). Предварительную притирку рабочей поверхности плунжеров чугунным притиром производят на специальной доводочной бабке или токарном станке.
Механическая обработка гильз . Механическая обработка гильз включает следующие операции:
предварительную притирку отверстия;
чистовую притирку отверстия;
притирку торцовой поверхпости;
контроль и сортировку деталей на группы.
Химическое никелирование плунжеров . Поверхности плунжера, не подлежащие химическому никелированию, покрывают тонким и сплошным слоем полихлорвинилового лака и просушивают в сушильном шкафу при температуре 30—40° С. Чтобы обеспечить хорошее приставание сплава, поверхность детали тщательно обезжиривают бензином и кальциево-магниевой известью.
Обработка после наращивания . Если это необходимо, детали притирают для придания рабочей поверхности более правильной геометрической формы. Притир должен свободно перемещаться вдоль оси плунжера при 150—200 об/мин детали. При обработке рекомендуется применять тонкую пасту ГОИ. После тщательной промывки в бензине детали измеряют и сортируют на группы по размерам диаметров рабочих поверхностей с интервалом 2 мк.
Подбор и взаимная притирка . После окончательной механической обработки плунжеры подбирают и подгоняют по гильзам. Плунжер должен входить в гильзу примерно на длину рабочего пояска. Взаимную притирку деталей производят при 150—200 об/мин шпинделя. При этом применяют тонкую пасту ГОИ или окиси алюминия. Перемещать гильзу вдоль плунжера следует плавно, без нажима. Окончание доводки характеризуется более свободным перемещением гильзы по всей направляющей поверхности.
Готовые пары промывают в бензине и продувают сжатым воздухом.
Контроль и приемка пар . Качество притирки поверхностей определяют внешним осмотром и проверкой плавности перемещения плунжера в гильзе. Затем пару испытывают на плотность.
Притертые поверхности плунжера и гильзы должны иметь ровный блеск, допускается наличие едва различаемых на глаз мельчайших штрихов.
После промывки деталей в дизельном топливе плунжер, выдвинутый из гильзы на 40—50 мм, должен в вертикальном положении под действием собственного веса опуститься до упора в торец гильзы. Никакие местные сопротивления, торможения и прихватывания плунжера в гильзе не допускаются.
Плотность плунжерных пар определяют опрессовкой смесью масла МТ-16П с дизельным топливом вязкостью 10 ccт при 50° С.
Пары испытывают под давлением 300 кг/см2 при температуре жидкости 18—20° С.
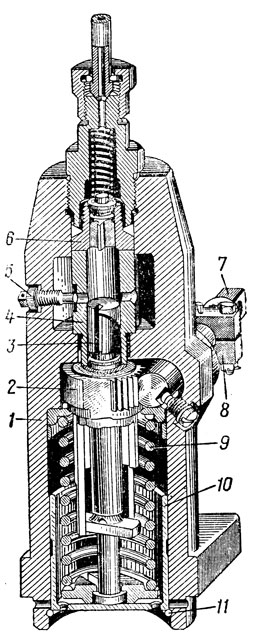
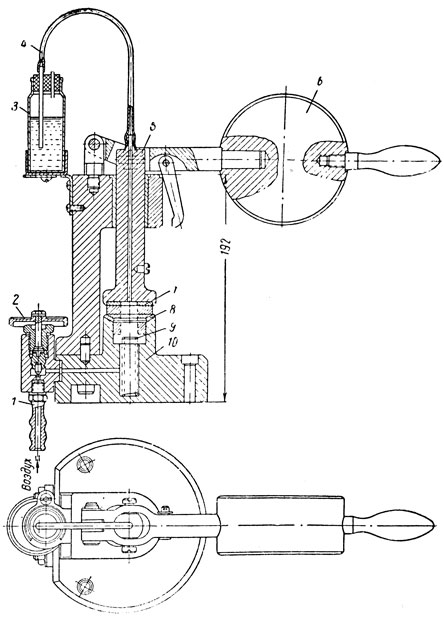
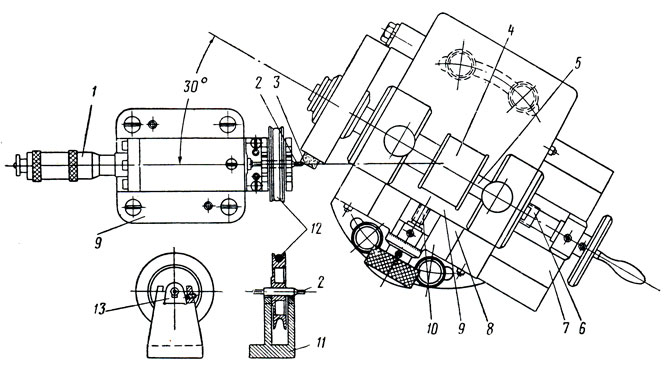
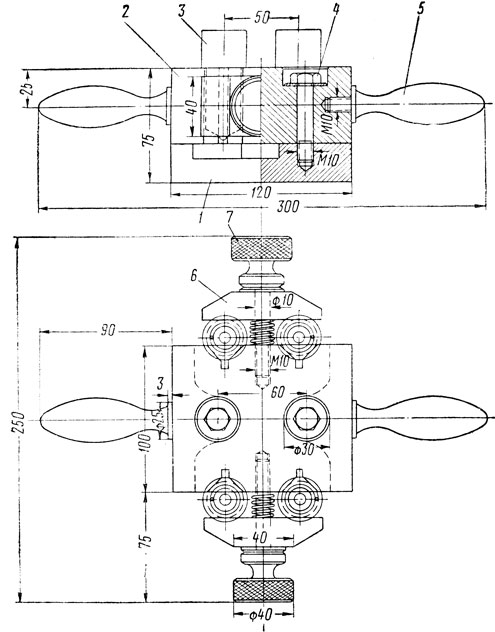
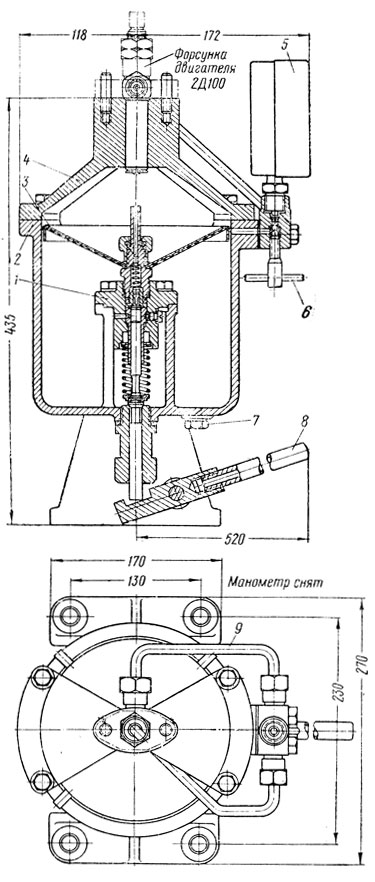
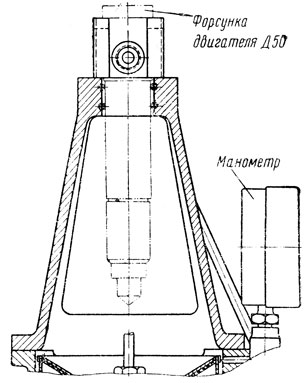
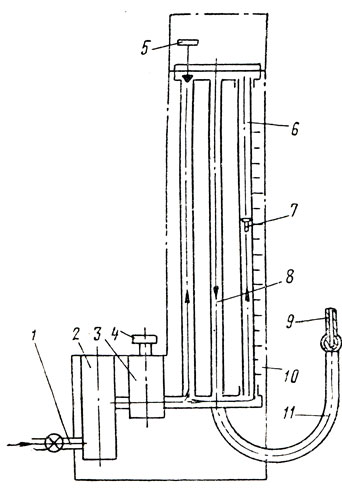
На рис. 164 показан прибор для опрессовки плунжерных пар. Испытываемую пару устанавливают в специальную съемную втулку 3, в которой гильзу стопорят винтом. Съемная втулка имеет пазы для установки плунжера по углу поворота относительно окон гильзы в положение максимальной подачи топлива. Втулку в сборе с испытуемой парой устанавливают в гнездо корпуса 9 прибора.
Торец гильзы уплотняют притертой пятой 8 и зажимают винтом 6 через шток 7. Груз 12 через систему рычагов 1 и толкатель 2 перемещает плунжер вверх. Рычаг 5 служит для подъема груза в верхнее положение, а защелка 11 — для его закрепления. Специальный рычажок 10 предназначен для подачи плунжера вниз при повторном испытании.
Рис. 164. Прибор для опрессовки плунжерных пар.
Испытание пары производят в следующем порядке. Груз закрепляют в верхнем положении, втулку прибора вместе с плунжерной нарой устанавливают в гнездо корпуса, уплотняют торец гильзы и надплунжерную полость заполняют прессующей смесью, открывая кран 4 трубопровода. Затем сбрасывают защелку груза. Под действием груза плунжер сжимает смесь до давления 300 кг/смг и, перемещаясь вверх, постепенно выдавливает ее через зазор испытываемой пары. Продолжительность падения груза, по которой определяют плотность пары, замечают по секундомеру. Каждую пару опрессовывают 3 раза. Испытания считаются правильными, если разница между полученными данными двух опытов не превышает 3 сек. При большей разнице пару необходимо промыть в чистом дизельном топливе и подвергнуть повторному испытанию.
Отремонтированные плунжерные пары сортируют по их плотности на три группы. К первой группе относят пары со временем опрессовки 6—10 сек., ко второй — 10—15 сек. и к третьей 15—20 сок. Каждый насос комплектуют плунжерными парами одной группы плотности.
Пары, не удовлетворяющие по плотности техническим условиям, направляют на перекомплектовку. В случае незначительного заедания плунжерную пару вновь тщательно промывают в чистом дизельном топливе и повторно опрессовывают.
Для систематической проверки состояния стенда пользуются контрольной и эталонной парами. Кроме того, для каждого стенда изготовляется контрольная втулка. Пользуясь этой втулкой, из числа новых деталей отбирают по две плунжерные пары, плотность которых соответствует времени опрессовки 6; 10 и 20 сек. Отбор плунжерных шар производят при температуре 18° С на стандартной смеси. Контрольные пары маркируют: «К-6 сек»; К-10 сек» и «К-20 сек». Эти пары хранят в OTK завода.
Для эталонных деталей принята следующая маркировка: «Э-6 сек»; «Э-10 сек» и «Э-20 сек». Этими парами пользуется цеховой контрольный мастер.
Допустимое различие в плотности эталонных и контрольных пар составляет 0,5 сек. для пар плотностью 6 и 10 сек. и 1 сек. для пар плотностью 20 сек.
Ежедневно в начале работы, а также после заправки бака стенда свежей смесью измеряют плотность эталонных пар на рабочей втулке стенда.
Показания стенда считаются правильными, если полученная плотность пары отличается от номинальной (отмеченной на эталонной паре) не более чем на 1 сек. для пар с плотностью 6 сек., на 2 сек. для пар с плотностью 10 сек. и па 4 сек. для пар с плотностью 20 сек. Если разница в показаниях будет больше указанных величин, то эталонную пару проверяют по контрольной втулке. Допустимая разница в показаниях при испытании эталонной пары на контрольной и рабочей втулках допускается не более 0,5 сек. для пар с плотностью 6 и 10 сек. п 1 сек. для пар с плотностью 20 сек. Если разница в результатах испытаний больше, то рабочую втулку стенда и уплотнительную пяту заменяют новыми деталями. Два раза в месяц эталонную пару проверяют по контрольной паре на контрольной втулке.
После сортировки на группы плунжерные пары клеймят. Детали, предназначенные для длительного хранения, консервируют. Для этого плунжерную пару промывают в чистом бензине, просушивают, закрепляют в специальной рамке и погружают в ванну с авиационным маслом при температуре 110—120°С. После прекращения выделения пены рамку с деталями вынимают. После того, как масло стечет с поверхности деталей, рамку на 2—3 сек. погружают в ванну с консервирующей смесью, содержащей 100 г парафина на 1 кг авиационного масла. Температура смеси 75—85°С.
После консервации каждую пару завертывают в пергаментную-парафинированную или азокеритовую бумагу и укладывают в коробку.
Источник
Ремонт плунжерной пары
Начнем с самого малого, что такое плунжер? Плунжер это своего рода поршень который выполнен в форме цилиндра, длинна его превышает его диаметр. У дизельных автомобилях и топливной aппapaтуpe получили распространение так называемые плунжерные пары. Плунжepнaя пapa состоит из плунжера и гильзы.
Плунжерная пара является одной из основных деталей топливного насоса высокого давления или если коротко ТНВД. ТНВД отмечает и подает необходимую порцию топлива в нужный момент для двигателя. Так же подает его под определенным давлением и подается в цилиндры двигателя. Для того что бы не происходило утечки топлива при высоком давлении через зазор между гильзой и плунжером, зазор выполнен очень малый, всего 1-3 мкм. Плунжера и гильзы выполнены из высокопрочной стали закаленной до высокой прочности, в результате чего получаются точная высококачественная пара деталей, поменять которую по отдельности нельзя.
Для плунжерных пар, крушительным является наличие в дизельном топливе воды, так как когда в зазор прецизионных деталей она попадает, топливная пленка, которая смазывает пару на трущихся поверхностях нарушается и плунжер какое то время работает без смазки. В результате чего образовываются, так называемые «задиры» на поверхностях, в результате чего их заклинивает. Ну а само попадание воды известно откуда, это дизельное топливо низкого качества, так же вода способствует коррозии гильзы и плунжера, это приводит к моментальному ремонту плунжеров.
Помимо воды, также довольно часто проблемы возникают в результате попадания в топливо микроскопических частиц пыли, она работает как абразивный инструмент, и еще наносят вред плунжерной паре в насосе. За счёт попадания разных примесей в механизм плунжерной пары, происходит так же заклинивание и нарушение работы насоса и мотора автомобиля, все это приводит к ремонту.
Плунжерные пары ТНВД это высокоточный механизм и чтобы избежать его выход из строя, необходимо регулярно осуществлять диагностику плунжерной пары и пользоваться качественным топливом. Чтобы провести диагностику плунжерной пары ТНВД, необходимо иметь спецоборудование, которое позволяет проверить степень износа и выработку плунжерной пapы, и уже потом при необходимости ее заменяют нa новую или восстанавливают. Peмонт плунжерной пары заключается в полном восстановлении геометрических параметров гильзы и сaмого плунжepa. Восстaновлeниe гильзы производится путём механической обработки. Peмонт плунжера производится путем нaнeсeния нa нeго износостойкого жёсткого хрома. Самостоятельно в гараже без оборудования, т.е. кустарным способом, ремонт плунжеров осуществить невозможно.
Плунжерные пары на грузовые автомобили DAF, Scania, Iveco, Renault, Iveco, Volvo, Mercedes и легковые автомобили, можно восстановить у нас.
Источник
Технология ремонта плунжерной пары
§ 9. Ремонт топливоподающей системы
При малом периодическом ремонте форсунки снимают с тепловоза и испытывают на стенде, а при необходимости разбирают, притирают иглу распылителя и вновь испытывают на стенде или заменяют отремонтированной. Открывают нижний люк картера топливного насоса для проверки наличия зазоров между кулачками вала и роликами при поднятых толкателях. Отнимают трубку и тройник, подводящие смазку к распределительному валу топливного насоса для промывки и продувки воздухом. Проверяют работу топливоподкачивающего насоса. Фильтровальный элемент войлочных фильтров топлива и набивку сетчатонабивных фильтров заменяют.
При большом периодическом и подъёмочном ремонте секции топливного насоса снимают, разбирают, промывают, нагнетательные клапаны притирают к сёдлам, седло — к торцу гильзы плунжера и гильзу плунжера — к бурту корпуса. Медные кольца отжигают. Привод секций разбирают и ремонтируют. Секции испытывают на стенде. Форсунки разбирают, детали промывают, распылители заменяют или ремонтируют; форсунки испытывают на стенде. Топливоподкачивающий насос снимают с тепловоза, ремонтируют и испытывают на стенде. Нагнетательные трубки форсунок промывают дизельным топливом под давлением.
При заводском ремонте все детали топливоподающей системы разбирают. Плунжерные пары, распылители, заваренные нагнетательные трубки, игольчатые подшипники вала привода реек секций и валики заменяют. Пружины, просевшие по высоте, заменяют или восстанавливают до чертёжного размера. Топливоподкачивающий насос разбирают. Корпус, имеющий трещины, отремонтированный ранее сильфон и амортизатор муфты заменяют новыми. Регулируют соосность электродвигателя с насосом и проверяют их работу на стенде.
Неисправности топливоподающей системы
У насосов имеют место следующие неисправности:
1) появление трещин в гильзе плунжера вследствие чрезмерных давлений или неудовлетворительной термической обработки;
2) излом пружины плунжера;
3) заедание плунжера в гильзе вследствие работы на загрязнённом топливе или недоброкачественного монтажа;
4) потеря упругости или поломка пружины нагнетательного клапана;
5) пропуск в медной прокладке между седлом нагнетательного клапана и штуцером, в притирочной кромке нагнетательного клапана, а также между седлом и торцом гильзы;
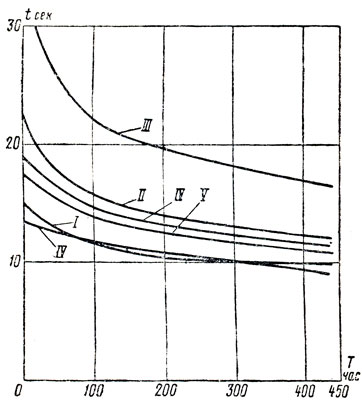
На фиг. 135 представлена диаграмма изменения плотности плунжерных пар в зависимости от количества часов работы одного из двигателей Д50, испытанного ЦНИИ. На фигуре римскими цифрами обозначены номера цилиндров.
Фиг. 135. Изменение плотности секции топливного насоса двигателя Д50 в зависимости от продолжительности работы
У форсунок чаще всего наблюдаются следующие неисправности:
1) подтекание иглы и отсутствие резкой отсечки, а также затяжной впрыск, определяемые на стенде;
2) обрыв носика распылителя;
3) увеличение диаметра распиливающих отверстий.
У топливоподкачивающего насоса может произойти снижение производительности.
Фильтрация топлива
Топливо, прежде чем попасть в цилиндр двигателя, проходит три фильтра: грубой очистки, тонкой очистки и щелевой фильтр, устанавливаемый у самой форсунки.
После пропуска топлива через фильтр тонкой очистки, сделанный из войлочных пакетов, в топливе могут остаться фракции взвешенных частиц до 0,01 мм; в то время как в топливе в основном содержатся частицы размером до 0,006 мм. Следовательно, степень очистки топлива таким фильтром находится в пределах 60-68%. Таким образом около 40% взвешенных частиц попадает в форсунку непосредственно к распылителю, так как щелевой фильтр у форсунки способен пропускать частицы, прошедшие через фильтр тонкой очистки.
У тепловозов ТЭ1 и ТЭ2, выпущенных до 1954 г., применялись пластинчатые фильтры тонкой очистки, которые задерживали только грубые частицы топлива (до 0,1 мм), поэтому с 1954 г. применяются фильтры тонкой очистки, сделанные из войлочных элементов, при параллельном соединении обоих фильтров. Проведённое мероприятие уменьшило износ топливной аппаратуры и улучшило её работу.
Разборка насоса двигателя Д50
Общая разборка насоса. Отсоединяют от секций и от трубопроводов топливный коллектор со съёмкой медных уплотнительных прокладок. Отростки коллектора, чтобы они не засорились, обёртывают бумагой и обвязывают. Отвёртывают гайки, снимают центробежный регулятор, вынимают валик, отсоединяют тягу от вилки сервомотора и снимают уплотнительную прокладку. Отсоединяют корпус привода регулятора от картера и удаляют регулировочные прокладки. Отнимают электропневматический механизм и все рычаги и тяги, идущие от него. Отсоединяют рейки секций, отвёртывают гайки, прикрепляющие секции к картеру, и снимают секции с картера. Далее для разборки картера удаляют гайки, прикрепляющие крышку, и самую крышку с выключающими рукоятками, пружинными шайбами и уплотнительной прокладкой. Вынимают толкатели из картера.
Разборка секций топливного насоса. Секцию устанавливают стаканом 10 вверх (фиг. 136). Пружину 9 сжимают, вынимают стопорное кольцо 11, стакан 10, нижнюю тарелку пружины, самую пружину, разрезное кольцо и верхнюю тарелку пружины. Далее удаляют плунжер 3 и поворотную гильзу 2, а затем вывёртывают стопорный винт регулирующей рейки, снимают прокладку и рейку 7 с хомутом 8 ограничения подачи топлива. Секцию повёртывают, зажимают в тиски и торцевым ключом вывёртывают нажимной штуцер, удаляют пружину нагнетательного клапана и при помощи съёмника выжимают корпус нагнетательного клапана 6 вместе с про-кладкой. Затем вывёртывают стопорный винт 5, снимают прокладку с винта и гильзу плунжера 4 выталкивают из корпуса секции. На фиг. 137 представлен съёмник для нагнетательного клапана. Стержень 1 съёмника навёртывают на корпус клапана и, вращая рукоятку 2, клапанную пару выпрессовывают.
При эксплуатации нарушается плотность между корпусом нагнетательного клапана и грибком самого клапана, между торцом корпуса клапана и гильзой, а также у медного прокладочного кольца. Эти неисправности устраняют притиркой грибка клапана к корпусу клапана и торца корпуса клапана к торцу гильзы плунжера.
Пониженную плотность цилиндрического пояска нагнетательного клапана устраняют только подбором клапана к другому корпусу и их притиркой. Подобранный клапан должен входить в корпус на 1 /3 его длины; такую подобранную пару совместно доводят с применением притирочной пасты из окиси алюминия.
Нагнетательный клапан проверяют на стендах. Стенд, для определения герметичности грибка клапана с корпусом представлен на фиг. 138. Нагнетательный клапан 9 с корпусом в перевёрнутом положении устанавливают в корпусе стенда 10 и сверху прижимают нажимным цилиндром 5 через резиновые прокладки 7 и 3, для чего используют груз 6. Воздух давлением 3-5 ати подводят через штуцер 1, запираемый вентилем 2, откуда он поступает под клапан, неплотность которого легко обнаружится по воздушным пузырям, выходящим через трубку 4 в стеклянный сосуд 3, наполненный водой.
Фиг. 138. Стенд для определения герметичности нагнетательного клапана: 1 — штуцер для подвода воздуха; 2 — вентиль; 3 — сосуд с водой; 4 — трубка; 5 — нажимной цилиндр; 6 — груз; 7 и 8 — резиновые прокладки; 9 — нагнетательный клапан; 10 — корпус
Стенд для испытания плотности пояска нагнетательного клапана изображён на фиг. 139. Нагнетательный клапан 4 ставят на подставку 6 и сверху подводят установочный винт 5. Для проверки плотности используют дизельное топливо, наливаемое в бачок 7, откуда через фильтр 9 и топливные трубопроводы 8 поступает к плунжерному насосу, размещённому в корпусе 10.
Для создания давления используют груз укреплённый на рычаге 2, другой конец которого связан с плунжерным насосом. Сбрасывая груз, для чего освобождается собачка 3, давлением в 8-10 ати, созданным топливом, клапан приподнимается до ограничивающего винта. Время падения груза у исправного клапана при подъёме грибка на 0,5-1,0 мм должно находиться в пределах 2-12 сек Для дизельного топлива с температурой 15-25° и условной вязкостью 1,43-1,45. При отклонении температуры и вязкости плотность нагнетательного клапана сравнивают с плотностью эталонной пары.
Технология изготовления и ремонт плунжерных пар
Плунжер изготовляют из стали ШХ15. Сначала заготовку подвергают предварительной механической обработке, после которой производят промежуточную контрольную проверку размеров. Заготовки, удовлетворяющие техническим требованиям, поступают в термообработку, а затем в шлифовальное отделение, где обрабатывают пятку, шейку и торцы. Предварительно отшлифованный плунжер подвергают старению с проверкой твёрдости. Затем плунжер снова поступает в шлифовальное отделение, где шлифуют цилиндрическую и спиральную рабочие части, торцы, пятку, поводок и фаски. После этого производят вторичную контрольную проверку размеров, а также при помощи магнитного дефектоскопа проверяют, нет ли трещин. Цилиндрическую часть плунжера доводят притиром, а затем после мойки и протирки в третий раз проверяют размеры.
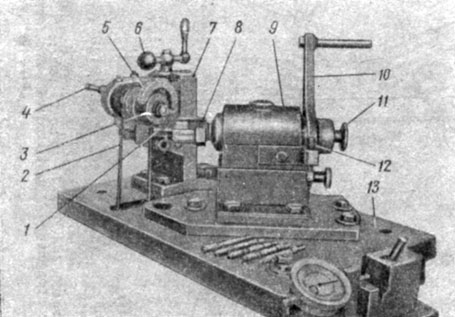
На фиг. 140 представлен станок для шлифовки спиральной кромки плунжера. Станок состоит из шпиндельной бабки 7 и поворотной бабки 9, установленных на плите 13. На шпинделе бабки 7 закреплён шлифовальный круг 3, защищённый кожухом 5. Шпиндель вращается в подшипниках от ремённой передачи 2. Шлифовальный круг вместе со шпинделем передвигают в вертикальном направлении рукояткой 6 ив горизонтальном направлении рукояткой 4. Плунжер 1 зажимают в цанговом патроне 8. В случае заедания цангу патрона вместе с деталью выталкивают толкателем 11. Шпиндель поворотной бабки получает движение от рукоятки 10 по спирали благодаря внутреннему копирному устройству. Поворот шпинделя ограничивается с двух сторон регулируемыми упорами 12.
Изготовленный плунжер должен соответствовать следующим техническим условиям: твёрдость HRC=61÷63, цилиндрическая часть должна быть обработана с чистотой ∇∇∇∇ 12 и соответствовать эталону. Конусность цилиндрической поверхности допускается не более 0,004 мм с большим диаметром конуса со стороны торца плунжера, обратная конусность, а также закруглённость поверхности торца и спирали не допускаются — должна быть острая кромка без зазубрин и заусениц.
Гильзы изготовляются из той же стали, что и плунжеры. После предварительной механической обработки производят контрольную проверку размеров, затем гильзу подвергают термообработке и шлифуют по наружной и внутренней цилиндрическим поверхностям. У обработанной таким образом гильзы вновь проверяют размеры и отсутствие трещин (магнитным дефектоскопом). Далее гильзу подвергают старению и отверстие доводят притиром до необходимой чистоты. После этого шлифуют наружные части и доводят до необходимой чистоты поверхность со стороны седла нагнетательного клапана. Заключительной операцией является контрольная проверка размеров.
После обработки гильза должна удовлетворять следующим техническим условиям: твёрдость HRC=60÷63, конусность отверстия под плунжер должна быть в пределах 0,001-0,005 мм, причём больший диаметр конуса должен быть со стороны нижнего конца гильзы. Обратная конусность не допускается. Чистота внутренней поверхности и торца под корпус нагнетательного клапана ∇∇∇∇ 12.
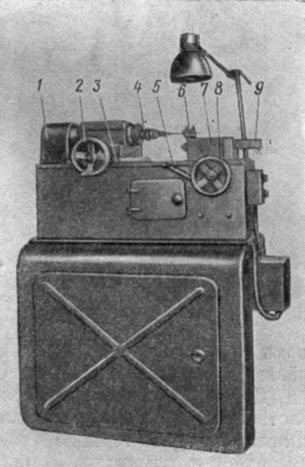
На фиг. 141 представлен станок для алмазной расточки отверстия в гильзе плунжера. Суппорт 7 имеет только одно движение продольной подачи, осуществляемое шестернёй и зубчатой рейкой, прикреплённой к скалке 9. На скалке прикреплена державка 6 с резцом, а также передвижные упоры, выключающие самоход при достижении заданной глубины расточки. Движение подачи вручную производится маховичком 8, а включение самохода — рычагом 5.
Глубина резания и отвод резца для вывода его из отверстия осуществляются перемещением шпинделя 4, закреплённым на салазках 3, перемещение которых производится маховичком 2. Ремённый привод головки, делающий до 3 000 об/мин, закрыт кожухом 1, который передвигается вместе с салазками. Электродвигатель для привода установлен внутри станины.
Обработанные плунжер и гильзу взаимно притирают, после чего они составляют пару, у которой диаметры плунжера и гильзы могут находиться в пределах у двигателя Д50-20±0,1 мм, у двигателя 2Д100-13±0,05 мм.
Плунжер, предварительно промытый в дизельном топливе, при выходе из гильзы на 30 мм в вертикальном положении должен под силой собственного веса без задержек опуститься до упора. Плотность пары при проверке на стенде с усилием, действующим вдоль оси плунжера, 390-400 кг должна быть 40-80 сек, а после обкатки плунжерной пары — не менее 35 сек. Для опрессовки употребляется топливо или смесь топлива с дизельным маслом, имеющая условную вязкость 1,4-1,5 при температуре помещения, где установлен стенд не ниже 15°, и отфильтрованная через фильтровальную бумагу. При другой температуре помещения вносятся коррективы согласно показаниям эталонной плунжерной пары.
Как, следует из фиг. 135, плотность плунжерной пары непрерывно падает и с течением времени достигает такой величины, когда не обеспечивается необходимый распыл топлива.
Плунжерные пары, изъятые из работы, могут быть отремонтированы, т. е. их плотность восстановлена одним из следующих способов: перекомплектованием, заменой одной из деталей и хромированием.
Первый способ — перекомплектование — даёт возможность использовать только 20-30% всего ремонтного фонда, так как гильзы большего диаметра и плунжеры меньшего диаметра остаются неиспользованными.
При втором способе вновь изготовленные плунжеры или гильзы спаривают с деталями, бывшими в употреблении.
Наиболее целесообразно восстанавливать плунжерные пары хромированием, так как при этом без особых затрат может быть использовано до 90% деталей ремонтного фонда.
При всех способах ремонта плунжерных пар широко применяется пригонка деталей пары при помощи притиров.
Технологический процесс восстановления плунжерных пар способом хромирования включает в себя следующие операции: промывку, дефектировку, механическую обработку плунжеров и гильз, подготовку плунжеров к хромированию, хромирование их, обработку плунжеров после хромирования, доводку плунжеров и спаривание деталей, контроль и приёмку пар.
При всех способах восстановления детали промывают в ванночках в отфильтрованном дизельном топливе. Отложения, не удалённые промывкой, очищают скребками из дерева.
Дефектировка заключается в осмотре с применением лупы и испытании на плотность. При осмотре выявляются натёртые места, риски, качество кромки спирали и краёв торцовой поверхности плунжера.
Цель механической обработки в процессе восстановления — придать рабочей поверхности плунжера и гильзы правильную геометрическую форму, а спирали — острую кромку и, кроме того, удалить с трущейся поверхности натиры, штрихи и продольные риски.
Механическая обработка плунжеров состоит из следующих операций: предварительной, чистовой и окончательной доводки, контроля и сортировки деталей на группы. Доводка осуществляется на доводочной бабке или на токарном станке с помощью притиров.
На фиг. 142 показана доводочная бабка на два шпинделя. Привод шпинделей 3 осуществляется от электродвигателя через ременную передачу 4. Плунжер 1 зажимается цангой 2.
На фиг. 143 показан притир для плунжеров двигателя 2Д100. Притир состоит из корпуса 2, в который закладывают разрезную чугунную втулку 1, укрепляемую винтом 4, служащим также для нажатия притира на плунжер. Перемещение притира осуществляется рукояткой 3.
Для доводки используют притиры различной длины, а для ускорения притирки — пасты с различной зернистостью. Доводку делают при числе оборотов шпинделя доводочной бабки или станка 350-450 в минуту и при 30-40 двойных ходах в минуту.
Окончательную доводку с применением тонкой пасты окиси хрома или окиси алюминия производят для получения высокой чистоты рабочей поверхности.
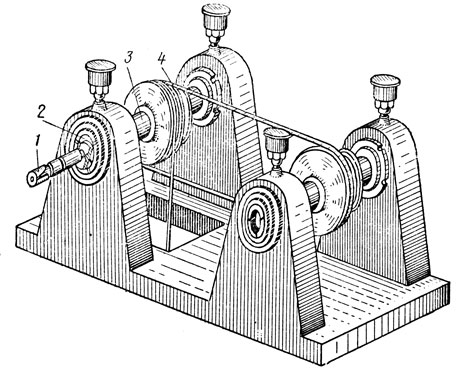
Для повышения качества поверхности и сокращения времени на обработку применяются плоскодоводочные станки, один из которых показан на фиг. 144. Детали устанавливают в специальный сепаратор 2, находящийся между двумя чугунными дисками-притирами 1 и 3.
Нижний притир 1 вращается при помощи электродвигателя 8 через ремённую передачу и червячный редуктор, расположенные внутри кожуха 9.
Верхний притир 3, соединённый с оправкой, может быть отведён вверх рукояткой 4 ив сторону поворотом хобота 5 вокруг колонки 7. В рабочем положении хобот фиксируют рукояткой 6.
Верхний притир не вращается, а нижний, вращаясь, перемещает эксцентрично расположенный сепаратор, чем достигается равномерный износ притиров.
Технологический процесс подготовки плунжеров к хромированию должен обеспечивать хорошее сцепление хрома с основным металлом и равномерное отложение его на рабочей поверхности. Подготовка к хромированию включает следующие операции: промывку в керосине, полирование, промывку в бензине, установку на подвеску, обезжиривание, промывку в горячей и холодной воде, анодную обработку (декапирование).
Нехромируемые поверхности изолируют цапон-лаком, представляющим собой раствор целлулоида в ацетоне.
Плунжеры устанавливают на подвеску с помощью специальных анодов, создающих условия для равномерного отложения хрома. Чтобы предотвратить образования наростов хрома на кромках спиральной линии и продольного паза, применяют свинцовую изоляцию, выступающую над поверхностью плунжера на 0,1-0,2 мм.
Обезжиривание перед хромированием производится электролитическим способом в слабом щелочном растворе, состоящем из каустической соды (NaOH)-10-12 г, фосфорно-кислого натрия (NaPO4) или углекислого натрия (NaСО3)-20-50 г; жидкого стекла (NaSiO3)-3-5 г на один литр воды. Обезжиривание осуществляется при температуре электролита 70-80° и плотности тока 3-10 а/дм 2 . Продолжительность обезжиривания на катоде 2-3 мин, на аноде 1-2 мин.
Анодная обработка (декапирование) служит для удаления плёнки окислов и жировых загрязнений, что создаёт лучшие условия для сцепления хрома с основным металлом. При этом виде обработки плунжеры погружают в хромовую ванну на анодных штангах и после их нагрева до температуры электролита включают ток на 40-50 сек при плотности 25-30 а/дм 2 . Температура электролита 58-64°. Хромирование делается в электролите, состоящем из 180-250 г/л хромового ангидрида (Cr2О3) и 1,8-2,5 г/л серной кислоты (H2SO4). Начальная плотность тока 18-25 а/дм 2 , продолжительность 2-5 мин. Нормальная плотность тока 30-35 а/дм 2 . Скорость отложения хрома 25-30 микрон в ч. Обычно толщину слоя хрома доводят до 45-60 микрон.
После хромирования плунжеры подвергают анодному травлению в хромовой ванне, имеющей тот же состав. Анодное травление осуществляется в два этапа. Первый этап при плотности тока 60-70 а/дм 2 в течение 1-1,5 мин; второй этап 40-45 а/дм 2 в течение 3-6 мин. Выгруженные плунжеры промывают горячей и холодной водой, снимают защитные экраны и скребками очищают изоляцию. После этого вновь промывают горячей водой, производят контроль и доводку. Следующая операция — сушка деталей в шкафу при температуре 150-160° продолжительностью 2 ч.
Механическая обработка гильз включает следующие операции: предварительную доводку, доводку торцевой поверхности, контроль и разбивку на группы деталей, отличающихся одна от другой диаметром отверстия на 0,002 мм.
Доводку гильзы топливной секции двигателя 2Д100 делают чугунным разрезным притиром, надеваемым на оправку, имеющую коническую поверхность в 1/50 (фиг. 145). Для сохранения перпендикулярности оси отверстия торцовой поверхности гильзы применяется бабка с самоцентрирующей голов-кой. Для плунжеров и гильз двигателей Д50 применяют притиры, отличающиеся от показанных на фиг. 143 и 145 только размерами. Доводка торцовой поверхности гильзы осуществляется на доводочной плите с применением пасты.
После доводочных операций плунжер и гильзу промывают и обмеряют. Овальность допускается не более 0,001 мм, а конусность — до 0,004 мм, причём расположение конусов должно быть таким же, как и при изготовлении новых плунжерных пар. Затем детали подбирают по размерам, спаривают одну с другой взаимной притиркой и проверяют, как было указано ранее. Притёртые пары проверяют на плотность на стенде.
Установка угла опережения подачи топлива и регулирование количества подаваемого топлива насосом двигателя Д50
Момент начала подачи топлива у двигателя Д50 устанавливают и проверяют по меткам, нанесённым на валоповоротном диске коленчатого вала и смотровом окне секции топливного насоса. При замене топливного насоса, а также отдельных секций проверку и регулирование начала подачи осуществляют по моментоскопу.
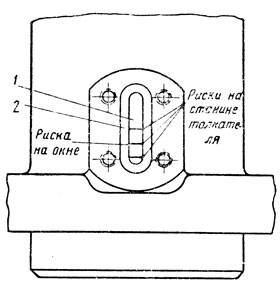
Проверку угла опережения делают в следующем порядке. Снимают лючки смотровых окон на секциях топливного насоса (фиг. 146). Коленчатый вал боксуют так, чтобы стакан толкателя 1 проверяемой секции перемещался снизу вверх до совпадения рисок на окне 2 и у толкателя. Если угол опережения установлен правильно, то риска на указателе (верхняя кромка горизонтального ребра на корпусе привода масляного насоса) должна совпадать с цифрами, выбитыми на валоповоротном диске (1-6), с отклонением не более ±3°. Если такого совпадения нет, то коленчатый вал боксуют в противоположную сторону на 20-30° и последующим вращением по ходу соответствующую метку на валоповоротном диске подводят к риске на указателе с точностью ±1 мм. Далее у топливного насоса снимают переднюю крышку картера и болтом толкателя доводят риски у окна секции до совпадения, после чего болт закрепляют контргайкой. Для надёжности результатов проверку делают дважды. Нормальный угол опережения находится в пределах 27,5-31,5°.
Фиг. 146. Схема регулирования опережения подачи топлива у секции топливного насоса двигателя Д50: 1 — стакан толкателя; 2 — окно секции
Угол опережения по моментоскопу проверяют в следующем порядке. На переднем конце вала привода масляного насоса устанавливают и закрепляют градуированный диск, правильность установки которого проверяют по шестому цилиндру с применением регляжа (приспособления для определения верхней мёртвой точки), как это было описано ранее.
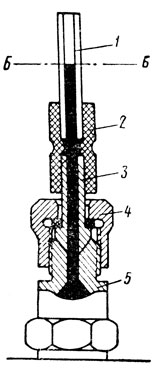
На штуцере шестой секции топливного насоса устанавливают моментоскоп (фиг. 147). Прибор состоит из стеклянной трубки 1, на нижний конец которой надевают резиновую трубку 2, охватывающую стальную трубку 3 с наконечником, притягиваемым к штуцеру 5 гайкой 4. Включают топливоподкачивающий насос и боксуют коленчатый вал для удаления воздуха из топливной системы.
Фиг. 147. Моментоскоп для определения начала подачи топлива: 1 — стеклянная трубка; 2 — резиновая трубка; 3 — стальная трубка; 4 — гайка; 5 — штуцер
Резиновой трубкой выжимается часть топлива с тем, чтобы в стеклянной трубке мениск стоял примерно на половине высоты (уровень ББ). При последующем вращении коленчатого вала замечают начало движения мениска, которое должно соответствовать началу подачи топлива. При этом значения 29±1,5° до верхней мёртвой точки по градуированному диску должны устанавливаться против стрелки.
В случае отклоненения от нормы на величину 4° и более регулирование угла опережения осуществляется перестановкой приводной шестерни относительно паразитной. Одному зубу на приводной шестерне соответствует поворот на 6° коленчатого вала, причём перестановка по ходу вала двигателя создаёт более раннюю подачу, а перестановка против хода — более позднюю подачу. При таком способе регулирования старые метки на шестерне уничтожают и де-лают новые.
Если отклонение от нормы менее 4°, то регулирование производится болтом толкателя. Поворот болта на одну грань даст изменение угла опережения на 1-1,25°. При ввёртывании болта угол опережения уменьшается, при вывёртывании — увеличивается.
Практически угол опережения подачи топлива регулируют тем и другим способом с тем условием, чтобы у отрегулированной секции расстояние, измеряемое глубиномером от верхнего торца гильзы до верхней кромки плунжера, было не менее 11,5 мм. У двигателей Д50, впредь до оборудования их регуляторами мощности, максимальная подача топлива ограничивается упорами, устанавливаемыми на рейках первой и шестой секций (см. фиг. 136). Установка упоров подразделяется на предварительную и окончательную.
Предварительная установка производится на работающем двигателе у первого и шестого цилиндров на режиме полной мощности, а окончательная — на неработающем двигателе. Предварительная установка заключается в том, что на полной мощности рейку сдвигают на величину зазора в зубьях в сторону увеличения и хомутик на рейке закрепляют стяжным болтом в положении упора в секцию. При окончательной установке упоров хомутик и рейку сверлят под устанавливаемый конический штифт с последующим наложением пломбы. В случае замены первой или шестой секции топливного насоса упор на вновь устанавливаемой секции делают по упору оставшейся секции.
При заводском ремонте целиком собранный топливный насос обкатывают на стенде (фиг. 148). Контрольное и сдаточное испытания делают при 370 оборотах распределительного вала с однодырным распылителем при выходе реек на деление 20, что даёт подачу топлива 578-593 см 3 в минуту. При контрольном испытании проверяют выключение топливного насоса регулятором безопасности при 420-435 об/мин.
Технология изготовления и ремонт корпуса распылителя и иглы форсунки
Корпус распылителя изготовляется из стали 18ХНВА. После предварительной механической обработки, включая сверление девяти распыливающих отверстий, осуществляется контрольная проверка размеров. Корпус, удовлетворяющий техническим требованиям, цементируется до получения толщины слоя цементации 0,55-0,75 мм и отпускается до твёрдости HRC=59-62. Окончательная механическая обработка заключается в доводке отверстия, шлифовке пояска конуса и полировании отверстия, после чего окончательно доводят отверстие и производят контрольную проверку размеров. В отделанном корпусе биение поверхности отверстия под иглу относительно запирающего конуса допускается не более 0,004 мм, конусность отверстия — не более 0,005мм, причём больший диаметр должен быть со стороны шлифованного торца.
Технологический процесс изготовления распылителя двигателя 2Д100 имеет отличие в изготовлении наконечника сопла, конструктивно выполненного отдельно от корпуса распылителя. Игла распылителя изготовляется из стали Р18. После предварительной обточки, шлифования и контрольной проверки размеров делается закалка с последующим отпуском до твёрдости HRC=60-63. Очищенную от окалины деталь шлифуют, подвергают старению, доводят цилиндрическую часть и вторично производят контрольную проверку размеров. У окончательно отделанной иглы биение конуса относительно цилиндрической поверхности должно быть не более 0,004 мм, конусность цилиндрической поверхности — не более 0,002 мм, овальность и гранённость не более 0,001 мм.
Завершающей операцией является пригонка иглы распылителя к корпусу, в результате чего получается пара. Перемещение иглы в корпусе распылителя должно быть таким, чтобы игла, выдвинутая из корпуса на 1 /3 своей длины при угле наклона к горизонтали 45°, опускалась на седло под влиянием собственного веса. Готовый к работе распылитель проходит испытание на стенде на подтекание и распыл.
При ремонте распылителей основной задачей является создание нормальных условий распыливания топлива до следующего периодического ремонта.
Технологический процесс восстановления распылителя состоит из следующих операций: промывки, дефектировки, доводки направляющего отверстия корпуса распылителя, притирки конуса корпуса распылителя, предварительной доводки цилиндрической части иглы, шлифовки уплотнительного конуса иглы, чистовой обработки цилиндрической поверхности иглы, комплектования и взаимной притирки пары, доводки торцовой поверхности деталей, контроля и приёмки распылителей.
Распылители промывают керосином, отверстия для подачи топлива прочищают медной проволокой, а внутреннюю часть корпуса распылителя очищают шабером из мягкой латуни. Хорошим средством для растворения нагара является четырёххлористый углерод. Применяют также щелочной раствор. Застрявшие в корпусе иглы могут быть удалены инерционным молотком.
Очищенные распылители проверяют с помощью контрольной форсунки на стенде, и если они* не обеспечивают нормального распыливания, то их ремонтируют. У разобранных распылителей проверяют состояние поверхностей, на основании чего определяют объём ремонта.
Направляющее отверстие корпуса распылителя обрабатывают (доводят) на доводочной бабке с применением разрезного чугунного притира, для чего может быть использована бабка, представленная на фиг. 142. В результате доводки направляющая поверхность корпуса должна стать блестящей, без кольцевых рисок и матовых пятен. Овальность и конусность отверстия допускаются не более 0,002 мм. Овальность, конусность и диаметр отверстий определяют при помощи набора калибров и воздушного прибора. Измеренные корпуса распылителей разделяют на группы, в которых они не должны отличаться один от другого более чем на 0,002 мм. Сортировка корпусов распылителей облегчает дальнейшее спаривание их с иглами.
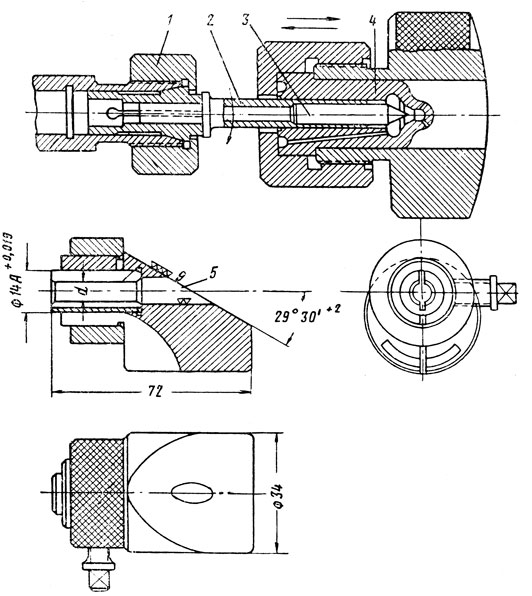
Притирка конуса корпуса распылителя 4 (фиг. 149) производится чугунными притирами-наконечниками 3, вставляемыми в закалённые цилиндрические направляющие 2, которые зажимаются в патроне доводочной бабки 1. Для притиров применяются направляющие с интервалом размеров по диаметру 0,002 мм в зависимости от диаметра цилиндрической поверхности корпусов-распылителей, определяемого при их сортировке.
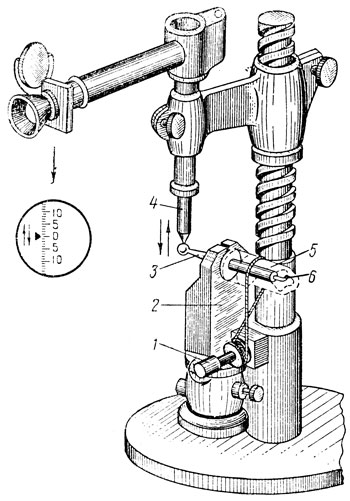
Притирочную пасту наносят только на конус притира, угол которого должен находиться в пределах 59°±30. Цилиндрическую часть инструмента смазывают машинным маслом. Число оборотов притира, вставляемого в доводочную бабку, 300-400 в мин. Корпус распылителя во время притирки перемещают вдоль притира со скоростью 15-20 двойных ходов в минуту с пристукиванием по запирающему конусу. Конус притира по мере износа правят бархатным напильником при помощи приспособления — косяка 5, в который вставляется притир. Как только поверхность конуса притира, вращающегося в патроне бабки, полностью будет касаться поверхности напильника, косяк снимают с притира и последний снова используют для дальнейшей притирки запирающего конуса корпуса распылителя. Чистоту обработки конуса в корпусе распылителя проверяют специальным микроскопом. Биение рабочего конуса относительно оси направляющей цилиндрической поверхности корпуса контролируют на вертикальном оптиметре, как показано на фиг. 150. Корпус распылителя 5 устанавливают на оправку 6 стойки 2 и приводят во вращение посредством ремешка от винта 1. Биение конуса корпуса распылителя относительно направляющей поверхности через рычажок 3 передаётся наконечнику 4. По максимальному отклонению шкалы прибора определяют величину биения, которая должна быть не более 0,004 мм.
При наличии большего биения притирку корпуса повторяют снова. Для обеспечения точности замеров применяют набор оправок, сообразуясь с диаметром цилиндрической части корпуса распылителя.
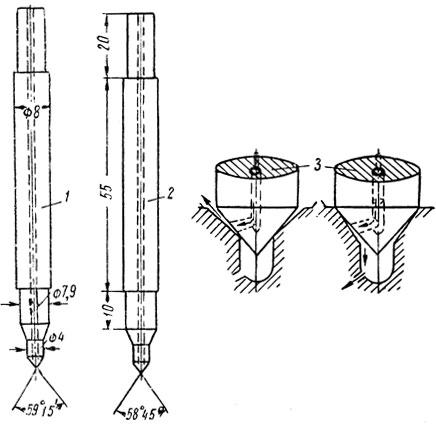
При отсутствии оптиметра угол конуса корпуса распылителя проверяют при помощи калибров (фиг. 151), изготовленных в виде иглы с осевым отверстием и отверстием на конус, который у одного калибра составляет 59°15, а у другого 58°45. При вставленном в корпус распылителя калибре к верхнему его концу через резиновую трубку подводится воздух. В зависимости от течения воздуха через продольные каналы корпуса вверх или через распыливающие отверстия определяют правильность притёртого запирающего конуса.
Фиг. 151. Калибры для проверки запирающего конуса корпуса распылителя: 1 — калибр с верхним пределом; 2 — калибр с нижним пределом; 3 — схема проверки калибрами
В случае значительного искажения конусной поверхности последнюю обрабатывают электроискровым шлифованием, для чего используют специальный суппорт. Электродом — инструментом служит латунная проволока, а в качестве жидкости используется дизельное топливо.
Предварительную доводку иглы распылителя делают для исправления натиров, шероховатостей, овальности и конусности на цилиндрической поверхности. Доводку делают при помощи разрезных чугунных притиров на доводочной бабке (фиг. 142). После предварительной доводки цилиндрическая поверхность должна быть чистой, а овальность и конусность — не более 0,002 мм.
В процессе измерения иглы сортируют на группы по диаметрам цилиндрической части с тем, чтобы быстрее можно было в последующем сделать окончательную доводку вместе с корпусом распылителя. Диаметр игл измеряют на вертикальном оптиметре в нескольких поясах путём прокатки иглы под наконечником прибора.
Наиболее ответственной операцией является шлифовка уплотняющего конуса иглы. От качества обработки конуса зависит герметичность пары, поэтому несосснссть конуса с цилиндрической частью допускается не более 0,002 мм. При обработке конуса базой служит предварительно доведённая цилиндрическая поверхность иглы.
Для исправления конуса иглы применяют специальные шлифовальные станки, схема одного из которых Представлена на фиг. 152. Иглу устанавливают в призмы 13 стойки И и вращают при помощи шкива 12, насаживаемого на иглу 2. Прорези на ступице шкива создают плотность его насадки на игле. Иглы перемещаются вдоль оси винтом 1 с микрометрической резьбой. Шпиндель 5 шлифовального камня вращается в нодшипниках шкивом 4 от электродвигателя посредством ремённой передачи. Шлифовальную бабку 7 ставят под определённым углом к оси иглы и фиксируют болтами. Шлифовальный камень подаётся продольным суппортом, передвигаемым по точно обработанным поверхностям винтом 6 и гайкой. Поперечный суппорт 9 служит для предварительной установки камня; его перемещают винтом 10. Станок снабжается алмазом для правки камня. Камень для шлифовки иглы применяется диаметром 150 лш с зернистостью 150-200, число его оборотов 3 400 в мин, число оборотов иглы 1200 в мин.
После шлифовки проверяют чистоту конической поверхности по эталону, а угол — на проекторе или при помощи измерительного микроскопа.
Чистовая обработка цилиндрической поверхности игл осуществляется на плоскодоводочном станке (см. фиг. 144), после чего измеренные вторично иглы поступают на спаривание с корпусом распылителя.
Наиболее целесообразно доводить корпус по иглам, так как при этом уменьшается необходимый запас ремонтного фонда и количество калибров для измерения отверстий корпусов распылителей. Детали распылителей одной группы подбирают с таким расчётом, чтобы игла плотно входила в отверстие корпуса на 1 /3 своей длины. Сначала доводят цилиндрическую поверхность, а потом и уплотняющий конус.
Ширина уплотняющего пояска на конусе должна быть около 0,4 мм у а перемещение иглы в распылителе — в соответствии с техническими условиями на новый распылитель.
После спаривания детали промывают в дизельном топливе и продувают сжатым воздухом. У новых форсунок подъём иглы находится в пределах 0,4-0,5 мм, который с течением времени увеличивается. Чтобы уменьшить подъём, торцовую поверхность корпуса распылителей шлифуют, для чего их зажимают в приспособлении (фиг. 153), устанавливаемом на станок с магнитным столом.
Приспособление состоит из корпуса 1, к которому болтами 4 прикрепляется призма 2. Распылители 3, требующие снятия одинакового слоя металла, укрепляют прижимами 6 со стягивающими болтами 7. Приспособление снабжено рукоятками 5.
Окончательную доводку торца делают на чугунной плите с применением притирочной пасты. Если распылитель устанавливают на форсунку, то торцовые поверхности корпуса форсунки и корпуса распылителя притирают между собой. У двигателя 2Д100 аналогично притирают сопло с корпусом распылителя.
Испытание и регулирование форсунок. Испытание плунжерных пар. Стенды для испытаний
Испытание прецизионных пар делают на дизельном топливе с условной вязкостью 1,43-1,45 и температуре помещения 15-25°.
Новые, отремонтированные и эксплуатационные форсунки и их распылители испытывают на стенде. При испытании проверяют герметичность уплотняющих конусов, плотность корпуса распылителя, качество распыливания, Затяжку пружины и степень увеличения распыливающих отверстий против нормы.
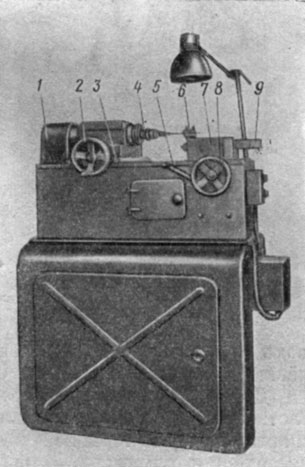
Для испытания на герметичность конусов, плотность корпуса распылителя, качество распыливания и регулирование затяжки пружины используют типовой универсальный стенд, представленный на фиг. 154.
Стенд состоит из насоса 1, вмонтированного в корпус 2, который: одновременно является резервуаром для топлива, фильтра 3, крышки 4, куда вставляют испытываемую форсунку (двигателя 2Д100), манометра 5 с системой трубопроводов 9, смонтированных между насосом и форсункой, и рукоятки 8. Для спуска топлива из трубопроводов предусмотрен винт б, а для спуска из корпуса — пробка 7.
Для испытания форсунок двигателе Д50 на стенд устанавливают другую крышку, представленную на фиг. 155.
Фиг. 155. Крышка для испытательного стенда форсунок применительно к двигателям Д50
Перед установкой форсунки проверяют плотность стенда при давлении 400 ати, создаваемом насосом, вначале проверяют эталонную пару, а затем уже форсунку или распылитель.
Герметичность конусов распылителя проверяют при затянутой пружине для двигателя Д50 при давлении 400 ати, а для двигателя 2Д100 при 370 ати. Нормы времени падения давления установлены для различных видов ремонта по-разному.
Так, для новых и отремонтированных путём спаривания распылителей двигателей Д50 падение давления с 380 до 330 ати должно быть от 17 до 30 сек, при выпуске из подъёмочного и большого периодического ремонта это время допускается от 7 до 30 сек, а при выпуске из малого периодического ремонта — не менее 4 сек.
У двигателя 2Д100 при падении давления от 330 до 280 ати время для новых и отремонтированных распылителей установлено соответственно от 27 до 100 сек, а при выпуске из малого периодического ремонта должно быть не менее 4 сек.
Качество распыливания топлива проверяют при нормальной затяжке пружины форсунки, т. е. при 275-280 ати у двигателей Д50 и при 210-215 ати у двигателей 2Д100.
Число ходов ручного насоса должно быть 30-50 в мин. При большом количестве проверяемых распылителей и форсунок целесообразно применять стенд, имеющий насос с механическим приводом.
У годных для постановки на двигатель форсунок распыливаемое топливо должно иметь туманообразный вид; не должно быть подтекания, местных сгущений топлива и «подвпрысков» в виде слабых струй перед основным впрыскиванием; начало и конец впрыскивания должны быть чёткими, резкими и сопровождаться звенящим звуком. Необходимо, чтобы при медленном нажатии рычага насоса получалось чередование чётких впрысков. Это указывает на нормальное состояние иглы и корпуса распылителя; иглы форсунок, устанавливаемых на одном двигателе, по плотности не должны отличаться между собой более чем на 10 сек.
После проверки на стенде у форсунки двигателя Д50 затягивают контргайку регулировочного болта и производят пломбирование. У форсунки двигателя 2Д100 регулирующие прокладки и пробку ставят на герметике.
Проверка проходных сечений распыливающих отверстий производится на стендах (проверка на истечение).
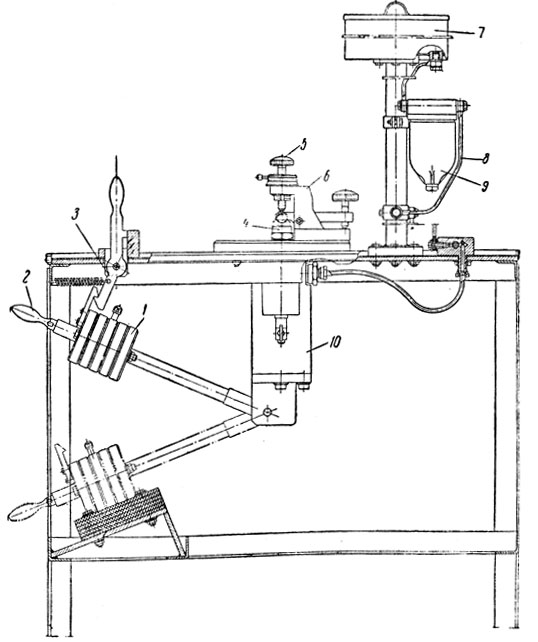
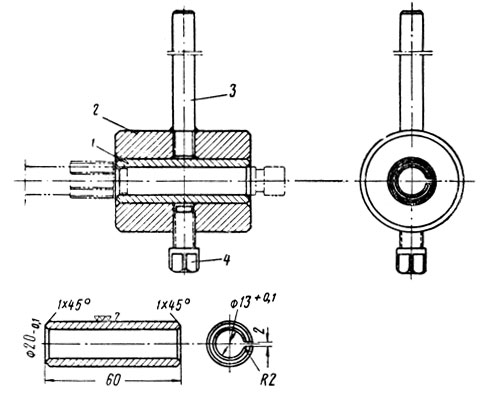
Плунжерные пары проверяют на плотность на типовом стенде (фиг. 156). Плотность плунжерной пары характеризуется продолжительностью протекания топлива через зазор между плунжером и гильзой.
Стенд представляет собой стол 1 сварной конструкции, на котором монтируются топливный бак 2, снабжённый топливомерным стеклом 5, и корпус 4 с гильзой 5. Испытываемую плунжерную пару прижимают к корпусу крышкой 7 и нажимным болтом 8 с рукояткой 9. Плунжер своим хвостовиком упирается в толкатель 12, снабжённый регулировочным болтом 11, служащим для изменения хода плунжера. Подъём толкателя 12 осуществляется рычагом 13, на конце которого прикрепляется груз 15 определённого веса. Груз в верхнем положении поддерживается рукояткой 14, а в нижнем положении — пружинным амортизатором 16. Топливный бак оборудован фильтром, а для собирания топлива в нижней части стенда предусмотрен поддон 17.
Стенд для испытания плунжерных пар двигателей Д50 отличается от описанного стенда некоторыми деталями корпуса и весом груза, вследствие другой конструкции плунжерной пары.
При испытании плунжерных пар двигателя 2Д100 груз соответствует усилию, создаваемому вдоль плунжера, 390 кг и у двигателя Д50 — 390-400 кг. Ход плунжера регулируют таким образом, чтобы при верхнем положении груза плунжер открывал отсечное окно гильзы на 0,1-0,2 мм.
Для получения правильных результатов проверки плотности плунжерную пару устанавливают в определённом положении относительно корпуса стенда. Это положение для плунжерных пар двигателя Д50 характеризуется установкой направляющего хвостовика плунжера относительно отсечного окна в гильзе углом в 7° и у двигателя 2Д100 — углом в 10°30′ против часовой стрелки, если смотреть на гильзу плунжера со стороны утолщённой части. Гильзу в необходимом положении фиксируют винтом 6, а плунжер — установочной втулкой 10. Такое положение плунжера относительно гильзы соответствует максимальной подаче топлива.
Перед испытанием плунжерной пары из корпуса должен быть удалён воздух.
Плотность определяется временем падения груза из верхнего положения на амортизатор 16 и составляет у новых или отремонтированных плунжерных пар двигателей 2Д100-18-32 сек. При выпуске из подъёмочного и большого периодического ремонта разрешается постановка плунжерных пар, имеющих плотность 8-32 сек. При малом периодическом ремонте допускается установка плунжерных пар с плотностью не менее 5 сек. У новых или отремонтированных плунжерных пар двигателей Д50 плотность должна быть в пределах 35-80 сек, при выпуске из подъёмочного и большого периодического ремонта — 15-80 сек, а при малом периодическом ремонте — не менее 8 сек.
Испытанные плунжерные пары сортируют по группам с разницей плотности между группами в 10 сек.
В каждом предприятии, производящем ремонт и испытание форсунок и плунжерных пар, должны быть две эталонные плунжерные пары: одна с плотностью по нижнему, а вторая по верхнему пределам, и две эталонные форсунки: одна рабочая, а другая контрольная.
Неотъемлемой частью эталонных плунжерных пар является приписанная к ним установочная втулка. Эталонные пары имеют вытравленные показатели плотности.
Нормальные условия отбора эталонов следующие: дизельное топливо — по ГОСТ 4749-49 или смесь его с дизельным маслом — по ГОСТ 5304-54, обладающая условной вязкостью 1,43-1,45 при температуре помещения, где установлены стенды, 19-21°.
Эталонными парами, как сказано выше, пользуются перед каждой проверкой отремонтированных и эксплуатационных пар. Если фактические показания плотности эталонной пары отличаются от помеченной на ней плотности, то разница прибавляется к полученным показаниям испытуемой пары или вычитается из них, Так, например, если фактическое показание эталона плунжерной пары 40 сек, а надпись на ней 45 сек и показание проверяемой пары 25 сек, то истинная величина плотности проверяемой пары будет 30 сек.
Ввиду того что при установке плунжерной пары в корпусе насоса может произойти изменение плотности, зависящее от степени затяжки плунжера (Д50) или гаек фланца (2Д100), собранную секцию проверяют на плотность на том же стенде с применением дополнительных устройств.
При испытании собранного насоса (секции) регулирующую рейку двигателя 2Д100 устанавливают на 8-е деление, двигателя Д50 — на 23-е деление, что соответствует максимальной подаче. Помимо этого, производится проверка при положении реек на 5,5 делении (2Д100) и 15-м делении (Д50).
При установке на двигатель насосы подбирают по возможности с одинаковой плотностью или, во всяком случае, разность в показаниях плотности между отдельными секциями (насосами) не должна быть более 10 сек. Для определения пригодности нагнетательных клапанов по зазору между корпусом и пояском клапана и распылителей или сопла по распыливающим отверстиям применяется длиномер.
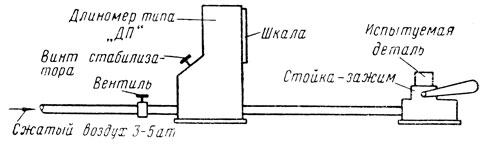
На фиг. 157 представлена схема длиномера, изготовляемого заводом «Калибр» Действие длиномера основано на определении размеров при помощи воздуха.
Воздух давлением 3-5 ати по трубке 1 поступает во влагоотделитель 2 и далее в двухступенчатый стабилизатор давления 5, затем по стеклянной трубке 8 и по рукаву 11 подводится к объекту измерения. Трубка 6 имеет конусность отверстия 1 /400, внутри её помещается поплавок 7, удерживаемый струёй воздуха на определённом уровне.
При большом измеряемом отверстии или зазоре расход воздуха будет больше и поплавок в стеклянной трубке будет подниматься, при малом расходе воздуха поплавок будет опускаться. По уровню поплавка и шкале 10 судят о величине измеряемого зазора или диаметра. Чувствительность прибора повышают регулированием давления воздуха винтом 4 стабилизатора и изменением расхода краном 5, а также постановкой поплавков 7 различного веса. Схема установки для проверки распылителей и нагнетательных клапанов представлена на фиг. 158.
Фиг. 158. Схема установки для проверки распылителей и нагнетательных клапанов
Для проверки отремонтированных клапанных пар топливного насоса нужно иметь две эталонные клапанные пары с плотностью в 2 и 12 сек, по которым производится градуировка шкалы 10. Для эталонной пары с плотностью в 2 сек поплавок должен находиться в верхней части, а для пары в 12 сек — в нижней. При градуировке клапан приподнимают над корпусом на высоту 0,5-1,0 мм. Если проверяемый клапан годен к использованию, то поплавок на приборе займет среднее положение, т. е. расположится между верхней и нижней отметками.
При помощи длиномера проверяют степень износа отверстий распылителей. Для этого также необходимо иметь две эталонные пары. У двигателей Д50 должны быть распылители с диаметром распыливающих отверстий 0,35 +0,02 мм и 0,40 +0,02 мм, а у двигателя 2Д100 с диаметром сопла 0,56 +0,02 мм и 0,60 +0,02 мм. По этим распылителям и соплам производится градуировка шкалы длиномера. При годных к постановке распылителях и соплах поплавок расположится между верхней и нижней отметками, установленными для эталонных распылителей.
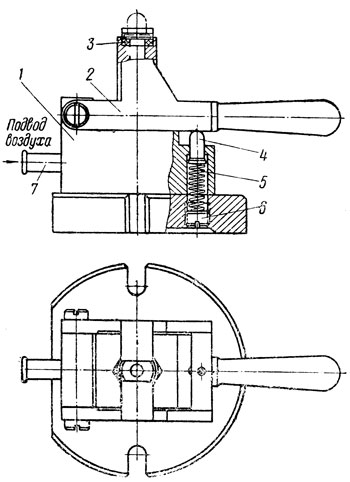
Конструктивное оформление стойки для испытания сопла распылителя двигателя 2Д100 представлено на фиг. 159. Стойка состоит из корпуса 1, с которым шарнирно связан прижим 2; распылитель уплотняется с корпусом резиновым кольцом 3. Для отжима рукоятки служит пружина 5, вставленная между пальцем 4 и пробкой 6. Шланг от длиномера присоединяют к штуцеру 7. Для двигателя Д50 стойка отличается размерами деталей, приспособленных для его распылителя.
Фиг. 159. Стойка для испытания распылителя двигателя 2Д100: 1 — корпус; 2 — прижим; 3 — резиновое кольцо; 4 — палец; 5 — пружина; 6 — пробка; 7 — штуцер
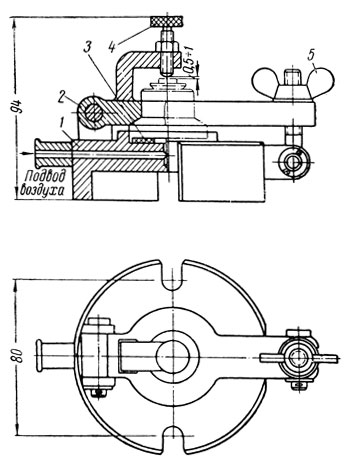
Стойка для проверки пояска нагнетательного клапана представлена на фиг. 160. Конструкция её в принципе аналогична конструкции, применяемой для проверки распылителей. В данном случае прижим 2 удерживается барашком 5. Регулировочный винт 4 устанавливается на расстоянии 0,5-1 мм от хвостовика клапана, что определяет его ход при испытании.
Ремонт вспомогательного топливоподкачивающего насоса тепловозов ТЭ1 и ТЭ2 и проверка его производительности
Основная неисправность вспомогательного топливоподкачивающего насоса заключается в снижении его производительности вследствие прогрессирующего износа его деталей из-за несвоевременной смены набивных фильтров.
После разборки все детали вспомогательного топливоподкачивающего насоса промывают и обмеряют. Если зазор между ведущей втулкой и корпусом более установленной нормы (0,02-0,08 мм), то ведущую втулку хромируют, наращивая слой хрома такой толщины, чтобы зазор был в норме. Корпус насоса, имеющий трещины и изношенный резиновый амортизатор кулачковой муфты заменяют. Если сильфон ранее был отремонтирован, то при заводском ремонте устанавливают новый.
При сборке насоса с электродвигателем соосность регулируют прокладками под электродвигатель, при этом несоосность допускается не более 0,05 мм, а «излом осей» на радиусе 50 мм — не более 0,1 мм.
Установленный насос и электродвигатель фиксируются на плите контрольными штифтами.
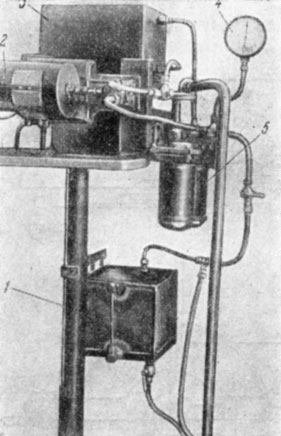
Собранный комплект (топливоподкачивающий насос с электродвигателем) 2 проверяют в работе на стенде, как это показано на фиг. 161. Согласно техническим условиям стенд оборудуется двумя питательными баками 3 и 1 и фильтром 5. Один бак располагается выше оси насоса на 250 мм, а второй ниже на 1 600 мм.
Фиг. 161. Стенд для испытания топливо подкачивающего насоса: 1 — нижний бак; 2 — комплект (электродвигатель-насос); 3 — верхний бак; 4 — манометр; 5 — фильтр
Противодавление на выходе создаётся частичным перекрытием сечения в нагнетательной магистрали и контролируется манометром 4, включённым в нагнетательную магистраль.
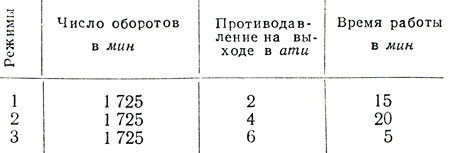
Испытание производится при режимах, указанных в табл. 16, на дизельном топливе, имеющем температуру 10-20°.
Таблица 16
При втором режиме три раза проверяется производительность насоса, которая должна быть не менее 9 л/мин. При третьем режиме проверяется герметичность соединений. Допускается потение по валику насоса без образования капли.
Ремонт топливных трубопроводов, регулирующих клапанов и фильтров
При заводском ремонте топливные трубопроводы разбирают, прощелачивают и с внутренней стороны покрывают олифой.
Перепускные и редукционные клапаны топливной системы периодически снимают и проверяют на стенде. Уплотняющие поверхности протачивают и притирают.
У пластинчатых топливных фильтров поломанные пластины удаляют с разборкой всего фильтра, и весь столбик пластин и скребков осматривают и перебирают. У фильтров тонкой очистки заменяют войлочные элементы.