Раму вагона при техническом обслуживании и текущем ремонте осматривают в доступных местах для выявления трещин и других повреждений. При плановом ремонте вагонов на вагоноремонтных предприятиях после выкатки тележек раму очищают от грязи, ржавчины, поврежденного окрасочного покрытия и осматривают.
Проверяют состояние хребтовых, шкворневых и концевых балок, листов металлического пола, сварных швов и заклепочных соединений. В процессе эксплуатации в раме вагона могут появиться трещины и изломы хребтовых, концевых и продольных боковых балок, а также их прогибы; трещины в углах соединений концевых балок с продольными боковыми балками; вмятины и трещины на концевых поперечных балках в местах расположения буферов, протирание вертикальных стенок хребтовых балок в местах постановки поглощающих аппаратов, ослабление заклепок крепления упоров; коррозия рам изотермических, пассажирских и грузовых вагонов, которая возникает вследствие повреждения антикоррозионных покрытий и применения металлов недостаточно стойких против коррозии.
Эти неисправности балок могут возникнуть вследствие перегрузки вагонов сверх установленной грузоподъемности, некачественного выполнения сварочных и заклепочных соединений, а также при многократном соударении вагонов со скоростями, превышающими допускаемые. После осмотра раму вагона ремонтируют:
— лопнувшие сварные швы вырубают и заваривают вновь;
Трещины и надрывы перед заваркой разделывают со скосом двух кромок механическими способами или электродами Э42.
Если трещина проходит через заклепочное отверстие, то его заваривают и рассверливают вновь. Подрезы, непровары и поджоги в сварных швах не допускаются. После заварки трещин балки рам усиливают металлическими накладками, которые ставят с одной или с обеих сторон шва.
Интересует автосервисное оборудование в Краснодаре ? Заказывайте все от гаечного ключа до инновационных диагностических стендов, покрасочных боксов и линий технического контроля на автопромснаб.рф.
Источник
Ремонт рам вагонов
Читайте также:
II. ПЕРЕЧЕНЬ РАБОТ ПО ТЕКУЩЕМУ РЕМОНТУ ОБЩЕГО ИМУЩЕСТВА ДОМА
II. Порядок разработки и определения технологических сроков оборота вагонов
III. Описание правил обслуживания и ремонта электрооборудования
IV. Порядок разработки и определения технологических норм погрузки грузов в вагоны и выгрузки грузов из вагонов
Авторемонт от архангела
Аккумуляторные батареи пассажирских вагонов.
Аудит ремонту основних засобів
Перед ремонтом все части рам, и сварные соединения очищают от загрязнений, разрушенной краски, ржавчины и осматривают.
Степень поражения коррозией определяют измерением толщины металла балок рам толщиномером или засверловкой отверстий диаметром 8-10 мм в наиболее пораженном месте, а также сравнением результатов замера с чертежными размерами.
Части рам, поврежденные коррозией не более 20% площади поперечного сечения при деповском ремонте и 15% — при капитальном разрешается оставлять без ремонта при условии, что остальные их стенки повреждены коррозией не более 1/3 номинальной толщины. Балки рамы, у которых повреждено коррозией более 30% поперечного сечения или толщина отдельных элементов менее половины конструктивной толщины на участке длиной 500 мм и более, заменяют новыми. При повреждении на длине менее 500 мм их ремонтируют с постановкой усиливающих накладок толщиной не менее 4 мм. Пораженные коррозией балки рам разрешается восстанавливать сплошной наплавкой при длине повреждения до 500мм.
Прогибы балок выправляют с применением стендов, домкратов, прессов с предварительным местным подогревом деформированного участка до температуры 650-700 градусов при помощи форсунок, работающих на газе или жидком топливе. После остывания прямолинейность балок проверяют линейкой, накладываемой на элементы балок и измерением просвета.
Не допускается прогиб хребтовых, боковых и продольных балок рам вагонов в горизонтальной и вертикальной плоскости более 50 мм и более 25 мм – при капитальном. Для шкворневых и концевых балок не допускается прогиб более 20 мм при деповском ремонте и 10 мм – при капитальном.
Трещины ремонтируют после устранения прогибов рам. Сквозные трещины необходимо засверлить по концам диаметром сверла 6-12 мм, несквозные разделывают так, чтобы длина разделки превышала длину трещины на 15-20 мм с каждой стороны. Далее трещину вырубают на всю глубину залегания под углом 60-65 градусов. После заварки трещины ремонтируемое место усиливают накладками толщиной 0,8-1 толщины основного металла. По длине накладки перекрывают концы трещин на 100-200 мм.
При ремонте трещин в балках рам, ранее отремонтированных правкой, усиливающие накладки ставят на заклепках. Число заклепок должно быть таким, чтобы площадь сечения заклепок с каждой стороны ремонтируемого участка была не меньше площади сечения накладок. Заклепки ставят в шахматном порядке.
Протертость хребтовой балки в месте установки поглощающего аппарата более 4 мм
при капитальном ремонте и более 5 мм – при деповском ремонтируют постановкой усиливающих накладок толщиной 8-10 мм, которые устанавливают под заклепки упорных угольников и приваривают по двум сторонам параллельно продольной оси хребтовой балки.
Изношенные поверхности пятников ремонтируют наплавкой, если глубина износа не превышает 7 мм у пятника грузового вагона и 10 мм – у пассажирского. Разрешается заваривать трещины в пятнике суммарной длиной не более 100 мм.
Скользуны рам ремонтируют наплавкой при износе до 50% номинальной толщины. Диаметр отверстия под шкворень не должен превышать 60 мм.
При всех видах ремонта разрешается:
1. Заварка изломов и трещин с постановкой односторонних усиливающих накладок, перекрывающих стык не менее, чем на 100 мм.
2.Частичная замена балки вставками длиной не менее 1000 мм.
3.Наплавка пораженных коррозией мест глубиной до 4 мм при капитальном ремонте и до 6 мм при деповском.
1. Заварка не более двух трещин и одного излома в любом месте балки с постановкой накладок при капитальном ремонте и не более трех трещин и одного излома при деповском.
2. Полная или частичная замена нижнего или верхнего листа с усилением накладками.
3. установка усиливающей накладки над ударной розеткой рамы полувагона так, чтобы накладка располагалась симметрично относительно оси вагона.
Шкворневая и промежуточные балки:
1. Заварка трещин длиной до 30 мм без постановки усиливающих накладок. На одной балке при деповском и текущем ремонте допускается не более трех накладок, а при капитальном не более двух.
2. Частичная или полная замена нижнего листа шкворневой балки.
Дата добавления: 2015-07-11 ; просмотров: 968 | Нарушение авторских прав
Источник
РЕМОНТ РАМ ГРУЗОВЫХ ВАГОНОВ
8.1 Рамы, их детали и узлы, а также сварные соединения очищают от загрязнений, разрушившихся лакокрасочных покрытий, отслаивающей ржавчины. Контроль технического состояния выполняется визуальным контролем и, при необходимости, измерением оставшейся толщины металла с использованием ультразвуковых толщиномеров.
8.2 Балки рам вагонов, имеющие трещины и изломы, а также хребтовые балки с протёртостями и трещинами в местах постановки поглощающих аппаратов ремонтируют в соответствии с требованиями «Инструкции по сварке и наплавке при ремонте грузовых вагонов», «Технологического процесса ремонта сваркой несущих элементов грузовых вагонов с применением накладок» ТК-07-ТВМ. При износе предохранительных планок фрикционного аппарата на хребтовой балке более 8 мм от чертежных размеров – планку заменить.
8.3 Не допускается прогиб боковых, продольных и хребтовых балок в горизонтальной и вертикальной плоскостях более чем на 50 мм на всю длину балки (в том числе для длиннобазных платформ); для промежуточных, шкворневых и концевых балок вагонов всех типов — не более чем на 20 мм, а также прогиб конца концевой балки, при котором нарушено соединение, ее с угловой стойкой.
Балки рамы вагонов, имеющие прогибы более допускаемых, выправляют.
8.4 Балки рамы, поврежденные коррозией от 15 до 30% поперечного сечения, ремонтируют сваркой в соответствии с «Инструкцией по сварке и наплавке при ремонте грузовых вагонов» и «Технологическим процессом ремонта сваркой несущих элементов грузовых вагонов с применением накладок» ТК-07-ТВМ, если при этом отдельные элементы их (горизонтальные полки, вертикальные стенки) имеют толщину не менее половины конструктивной толщины.
Измерения производить ультразвуковым толщиномером типа А1207, А1207С, А1208 или других типов, обеспечивающих требуемую точность измерений.
8.5 Скользуны очистить от грязи и осмотреть. Изломанные скользуны заменить. Сколъзуны с износом контактной поверхности более 5 мм заменить. Скользуны с износом контактной поверхности не более 20% номинальной толщины ремонтировать износостойкой наплавкой с последующей механической обработкой. Скользуны, имеющие трещины, ремонтировать сваркой. Материал — сталь Ст3 по ГОСТ 380.
При всех видах ремонта разрешается наплавка изношенной рабочей поверхности при ее износе не более 20% номинальной толщины, а также приварка планок соответствующей толщины с предварительной механической обработкой для устранения неравномерного износа.
8.6 Ремонт скользунов постоянного контакта тележек моделей 18-578, 18-7020 или модели 18-100 которые модернизированы по проекту С 03.04, выполнять согласно требований руководящих документов «Ремонт тележек грузовых вагонов модели 18-578 с упруго-катковыми скользунами грузовых вагонов» РД 32 ЦВ 082-2006, «Ремонт тележек грузовых вагонов» РД 32 ЦВ 052-2009, «Ремонт тележек грузовых вагонов модели 18-100 с установкой износостойких элементов в узлах трения» РД 32 ЦВ 072-2009.
8.7 Пятник очищают от грязи и осматривают.
8.7.1 Пятник, имеющий трещины, износ плоской опорной поверхности более 3 мм или упорной (конусной) поверхности по диаметру более 3 мм и более 2 мм на сторону снимают с вагона, заменяют на новый или отремонтированный, согласно технологической инструкции «Восстановление износостойкой автоматической наплавкой, пятника грузовых вагонов с последующей механической обработкой» ТИ–ТНП/2001. Пятник должен соответствовать проектно-конструкторской документацией для данного типа вагона.
8.7.2 Ремонт пятника способом приварки колец и пластин запрещается.
8.7.3 Пятник, с диаметром отверстия под шкворень более 60 мм для четырёхосных вагонов или более 76 мм для восьмиосных, замеренным на глубине 10 мм от плоской опорной поверхности пятника, снимают с вагона и заменяют на новый или отремонтированный, в соответствии с проектно-конструкторской документацией для данного типа вагона, согласно Технологической инструкции ТИ – ТНП/2001. Обмер пятника производят в соответствии с «Методикой контроля узла пятник-подпятник при проведении деповского ремонта грузовых вагонов» РД 32 ЦВ 067-2000.
8.7.4 Ослабшие заклёпки крепления пятника срезать и заменить на новые. Не допускается крепление пятника болтами.
8.7.5 При плановых видах ремонта грузовых вагонов на пятниках, признанных годными, на торцевой части фланца со стороны шкворневой балки вагона производить постановку клейма вагонного депо, производившего осмотр и ремонт пятника, а также диаметр и высоту пятника. Клеймо наносится посредством цифровых клейм высотой не более 6мм и глубиной 0,25мм.
РЕМОНТ КУЗОВОВ ГРУЗОВЫХ ВАГОНОВ
Общие положения.
9.1.1 Местные вмятины и прогибы стоек, раскосов, верхней и нижней обвязок глубиной более 30 мм ремонтировать правкой или постановкой накладок с обваркой по периметру.
9.1.2 Трещины в металлических элементах кузовов, рам, крыш, полов, бортов платформ всех типов вагонов ремонтируют в соответствии с «Инструкцией по сварке и наплавке грузовых вагонов» утвержденной Советом по ж.д. транспорту государств участников Содружества, протокол от 29-30 мая 2008г.
9.1.3 Участки металлической обшивки кузовов все типов грузовых вагонов, имеющие пробоины, потертости, коррозийное повреждение, ремонтируют в соответствии с «Инструкцией по сварке и наплавке при ремонте грузовых вагонов». Все неисправные элементы, узлы и детали кузова, в т.ч. переходные площадки, подножки, поручни, лестницы, дверные рельсы, их разрушенные сварные и другие соединения должны быть отремонтированы (восстановлены) и отвечать требованиям, которые приведены в соответствующей конструкторской документации. Допускается на элементах конструкции кузова наличие местных вмятин глубиной до 30мм.Поручни, ступени, лестницы, барьеры ограждения, имеющие волнообразные изгибы более 25 мм, ремонтируют правкой.
9.1.4 Изломанные подножки и поручни должны быть заменены в соответствии с проектно-конструкторской документацией данного типа вагона. Сварные и ослабшие заклепочные крепления заменять на болтовые. Гайки для предохранения от откручивания должны прихватываться сваркой в соответствии с требованиями «Инструкции по сварке…».
9.1.5 Суммарное уширение или сужение боковых стен в средней части межстоечного проема полувагонов допускается не более 60 мм. Уширение или сужение одной стены в средней части допускается не более 30 мм. Суммарное уширение боковых стен в плоскости угловых стоек допускается не более 30 мм.
9.1.6 Перекос кузова полувагонов, крытых и специализированных вагонов допускается не более 50 мм.
9.1.7 Допускают на 1 м металлической обшивки кузовов, дверей, крыш, бортов платформ до 10 вмятин глубиной до 30 мм.
9.1.10 В случаях, когда какой либо элемент, узел или деталь кузова отсутствует, следует устанавливать соответствующие новые элементы или ранее отремонтированные, которые отвечают требованиям конструкторской документации на данную модель вагона.
9.1.11 Разработанные отверстия рычагов, а также износ валиков шарнирных соединений более 3 мм в разгрузочных устройствах специализированных вагонов ремонтируют до чертёжных размеров.
Источник
Ремонт рам грузовых вагонов
6.1 При выполнении сварочных и наплавочных работ при ремонте рамы грузовых вагонов и ее деталей следует руководствоваться требованиями Инструкции по сварке и наплавке при ремонте вагонов грузовых [32] и ГОСТ 12.3.003.
6.2 При ремонте шкворневой и промежуточных балок вагона производится:
— заварка трещин или изломов верхнего листа шкворневой балки с усилением накладкой, при условии постановки не более двух накладок;
— заварка трещин длиной не более 30 мм без постановки усиливающих накладок;
— вырывы на горизонтальной полке верхнего листа промежуточной и шкворневой балки ремонтировать вставкой в количестве не более трех с последующей установкой накладки и обваркой сплошным швом;
— заварка трещин, изломов и коррозионных повреждений с постановкой не более двух усиливающих накладок на вертикальный лист промежуточной или шкворневой балки;
— заварка трещин, не более одного излома нижнего листа шкворневой или промежуточной балки с постановкой усиливающей накладки. Расстояние от начала трещины до границы крайнего элемента хребтовой балки должно быть не менее 100 мм;
— усиление накладкой нижнего листа шкворневой балки в местах постановки пятников при наличии трещин, расположенных на расстоянии менее 100 мм от хребтовой балки, причем накладка должна выступать за размеры пятника, по длине и ширине перекрывать трещины не менее чем на 50 мм. Размеры от плоскости пятника до плоскости скользунов должны соответствовать чертежным размерам для данной модели вагона;
— частичная или полная замена нижнего листа шкворневой балки, причем при частичной замене стык усиливают накладкой, количество которых допускается не более трех на всю длину балки;
— заварка трещин вертикального листа у упоров для крышки люков с последующим усилением их накладкой.
6.3 Хребтовые балки рамы полувагона и двутавр, поврежденные коррозией не более 15% площади поперечного сечения на участке не ближе 500 мм от шкворневой, допускается оставлять без ремонта. Хребтовые балки рамы полувагонов и двутавр, имеющие местные коррозионные повреждения до 30% поперечного сечения на длине не более 500 мм ремонтируют сваркой с постановкой усиливающих накладок.
Хребтовые балки рамы полувагонов и двутавр, имеющие местные коррозионные повреждения более 30% поперечного сечения на длине 500мм и более заменяют новыми.
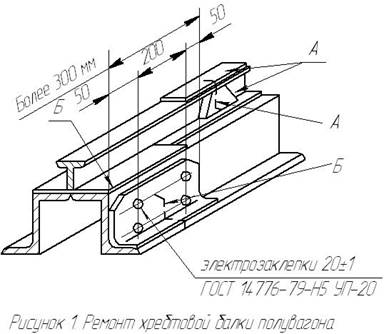
6.4 По всей длине хребтовой балки у полувагонов разрешается:
— заварка трещин А согласно рисунка 1 двутавра, при условии, что трещина со стенки не распространяется на нижнюю полку двутавра. Если трещина переходит с вертикальной стенки на верхнюю полку двутавра, то ремонт производить постановкой накладки на верхнюю полку и стенку двутавра толщиной не менее 0,8 толщины основного металла от чертежных размеров. При механической разделке концы трещины должны быть засверлены. Количество трещин не более 4-х на всю длину хребтовой балки;
— частичная замена двутавра длиной не менее 1000 мм. При замене частей двутавра вставками допускается не более одного стыка между балками рамы, но не более трех стыков на всю длину хребтовой балки. Стык частей двутавра должен быть усилен накладками двусторонними по стенкам двутавра. При наличии дефектов, более указанных, двутавр заменяют новым;
— на базовой части хребтовой балки допускается заварка не более двух трещин, не выходящих на верхнюю полку, с постановкой усиливающих угловых накладок. Ремонт вставками зета не допускается.
— ремонт накладками, пораженные места коррозией, глубиной не более 4 мм на длине не более 500 мм. Усиливающие накладки с трещинами и коррозией должны быть заменены новыми.
— в одном люковом проеме ремонт не более двух вырывов верхней полки двутавра с постановкой вставки и усиливающей накладки.
6.5 Хребтовые балки цистерн, изготовленные из двух швеллеров с накладным листом при повреждении коррозией не более 20% от площади поперечного сечения на длине не более 500 мм, допускается ремонтировать сваркой с постановкой накладки.
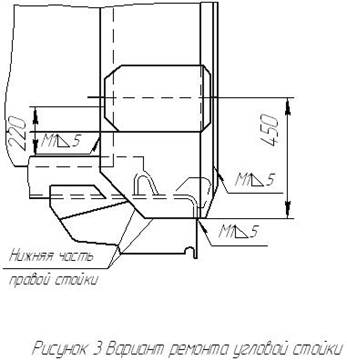
6.6 Допускается правка или замена деформированной части или полная замена верхнего накладного листа. Части листа приваривают встык к основной части листа. На других участках хребтовой балки разрешается:
— заварка не более двух трещин А согласно рисунка 2, переходящих на вертикальную стенку не более 500мм с постановкой усиливающей накладки;
— заварку не более двух трещин на нижней горизонтальной полке, не переходящих на вертикальную стенку, с постановкой усиливающей накладки;
— постановка усиливающей накладки толщиной от 8 до 10 мм при поражении коррозией длиной до 500 мм;
заварка продольной трещины длиной не более 150 мм на вертикальной стенке швеллера хребтовой балки цистерны в районе сливного прибора с последующим усилением продольной накладкой с внутренней стороны хребтовой балки.. Усилить накладку электрозаклепками в количестве не менее 4 штук с предварительной засверловкой, зачисткой, зенкованием и установкой по прямоугольной форме на расстоянии 50± 10 мм от трещины. Поперечные сварные швы не допускаются.
6.7 Ремонт консольной части хребтовой балки грузовых вагонов производится в соответствии с пунктом 5.5.2 инструкции по сварке и наплавке при ремонте грузовых вагонов [32].
6.8 При наличии трещины одного элемента хребтовой балки длиной более 0,5 поперечного сечения в консольной части или в месте соединения со шкворневой балкой, допускается установка нового элемента хребтовой балки со стыком на расстоянии не менее 400мм от шкворневой балки к середине вагона и усилением места стыка накладками.
6.9 На концевой балке разрешается производить следующие работы:
— заварка не более двух трещин и одного излома в любом месте концевой балки с последующим усилением накладками;
— полная или частичная замена верхнего или нижнего листа с последующим усилением накладкой при условии, что места стыковки не должны совпадать;
— частичная или полная замена балки с последующим усилением стыка накладкой;
— полная или частичная замена порога дверей у полувагона. Допускается заварка трещин длиной не более 1/3 периметра порога, количеством не более 2 штук.
— заварка не более трех трещин длиной не более 100 мм на балке полувагона с последующей установкой усиливающей накладки;
— замена части балки у цистерн при условии выполнения не более одного стыка на расстоянии от розетки не менее 200 мм;
— ремонт сваркой с постановкой усиливающих накладок при повреждении в местах установки кронштейнов расцепного рычага;
— установка накладок на пораженные коррозией места на площади 0,5 м 2 при остаточной глубине не менее 0,5 от чертежных размеров;
— постановка усиливающей накладки над ударной розеткой. Накладка устанавливается симметрично относительно оси вагона и приваривается сплошным швом по всему периметру;
— при правке лобового листа концевой балки допускается вырезка части заднего листа, но не более половины, с последующей постановкой новой части листа и усилением места стыка накладкой .
6.10 Износ или перекос опорных поверхностей упоров хребтовой балки не более 3 мм допускается оставлять без исправления. Поверхности с износом до 5 мм восстанавливают наплавкой с последующей механической обработкой. При глубине износа более 5 мм, после механической обработки поверхности, разрешается приваривать планки соответствующих размеров, причем отклонение от плоскостности должно быть не более 1 мм.
6.11 При полной или частичной замене концевой балки на полувагоне постройки УВЗ мод. 12-532, 12-119,12-1000 угловую стойку допускается срезать на высоту 450 мм, с последующей постановкой и приваркой новой части стойки и усилением стыка накладкой с обваркой по периметру (рисунок 3).
6.12 Прогибы промежуточных балок рамы грузовых вагонов устраняют правкой. Допускается не править балки, имеющие прогиб в горизонтальном и вертикальном направлениях не более 25 мм на всю длину балки, для хребтовых, боковых и продольных балок в середине между шкворневыми балками и с прогибами не более 10 мм концевые балки вагонов всех типов.
6.13 Крепления подножек, поручней, увязочных устройств для крепления перевозимого груза, ремонтировать в соответствии с конструкторской документацией.
6.14 Сварные швы на раме вагона имеющие дефекты восстанавливают сваркой, а накладки, соединяющие промежуточные и шкворневые балки рамы полувагонов с нижней обвязкой, имеющие трещины или коррозионные повреждения, заменяют новыми.
6.15 Продольные усиливающие балки крытых вагонов осматривают, при этом прогибы, трещины и изгибы устраняют. Прогиб балок относительно горизонтальной оси более 5 мм устраняют правкой. Трещины и изломы усиливающих продольных балок устраняют сваркой с последующей постановкой усиливающих накладок, перекрывающих сварочные швы на 50 мм в обе стороны.
Трещины в местах соединения этих балок с промежуточными и шкворневыми балками устраняют сваркой после соответствующей разделки дефектного сварного шва. Трещины боковых балок крытых вагонов разделывают, зачищают до основного металла, заваривают и устанавливают накладку с последующей обваркой сварным швом и по периметру.
Допускается ремонтировать трещины, если расстояние между ними менее 200 мм одной накладкой с обваркой по периметру и усилением электрозаклепками количеством не менее 2 диаметром 20±1мм. Изломы ремонтируют вставками длиной не менее 500мм. Место стыка должно перекрываться накладками с обваркой по периметру не менее 200 мм.
6.16 После окончания правки и выполнения электросварочных работ вертикальный прогиб верхних горизонтальных полок, усиливающих продольных подпольных балок крытых вагонов допускается не более 3мм по отношению к верхним горизонтальным полкам шкворневых, промежуточных и концевых балок. Прогиб контролируют по зазору между обшивкой пола и верхней горизонтальной полкой усиливающей продольной балки.
6.17 Пятники ремонтируемого вагона подлежат замене на кованные или штампованные, новые или восстановленные до чертежных размеров.
6.18 После наплавки опорная и упорная поверхности пятника обрабатывается на станочном оборудовании, причем отклонение от плоскостности допускается не более 1мм. Износ отверстия в пятнике под шкворень более Ø 60мм допускается восстанавливать постановкой втулки, с последующей обваркой ее по периметру сплошным швом.
6.19 Рабочую поверхность скользуна рамы вагона разрешается ремонтировать наплавкой, с дальнейшей механической обработкой, при ее износе не более 20% номинальной толщины, а так же приварка планок соответствующей толщины с предварительной механической обработкой для устранения неравномерного износа.
 металлической обшивки кузовов, дверей, крыш, бортов платформ до 10 вмятин глубиной до 30 мм.
металлической обшивки кузовов, дверей, крыш, бортов платформ до 10 вмятин глубиной до 30 мм.




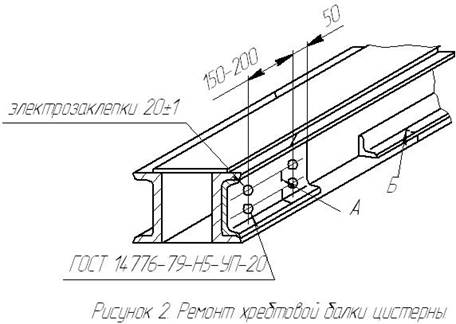 усилением стыка накладкой с обваркой по периметру (рисунок 3).
усилением стыка накладкой с обваркой по периметру (рисунок 3).