- Ремонт шатунов двигателя
- Ремонт шатунов двигателя на примере ДВС ЯМЗ согласно технологии
- Ремонт шатунов двигателя: дефектовка шатуна
- Ремонт шатунов двигателя: втулка верхней головки шатуна
- Ремонт шатунов двигателя: нижняя головка шатуна
- История возникновения / изобретения шатунов
- Шатуны в паровых двигателях
- Шатуны в двигателях внутреннего сгорания
- капитальный ремонт двигателя автомобиля
Ремонт шатунов двигателя

- что такое шатун?
- Ремонт шатунов двигателя на примере ДВС ЯМЗ согласно технологии
- Ремонт шатунов двигателя: втулка верхней головки шатуна
- Ремонт шатунов двигателя: нижняя головка шатуна
- История возникновения / изобретения шатунов
- Шатуны в паровых двигателях
- Шатуны в двигателях внутреннего сгорания
Что такое шатун?
В двигателе внутреннего сгорания шатун соединяет поршень и кривошип. Эти детали вместе образуют простейший механизм для преобразования возвратно-поступательного движения во вращательное.
Шатун может использоваться и для преобразования вращательного движения в возвратно-поступательное.
Именно такой способ их использования был исторически первым, еще до изобретения двигателей внутреннего сгорания.
Шатун может передавать на поршень как толкающие, так и тянущие движения, т.е. работать полный цикл вращения кривошипа. Более ранние механизмы, такие как цепи, могли только тянуть. В двухтактных двигателях шатун передает только толчки поршня.
Сегодня шатуны используются главным образом в двигателях внутреннего сгорания, например в автомобилях. Они сильно отличаются от тех шатунов, что использовались в эпоху паровых двигателей, например в паровозах.
Ремонт шатунов двигателя на примере ДВС ЯМЗ согласно технологии
Ремонт шатунов двигателя подразумевает следующие обязательные процедуры:
- тщательная промывка шатуна двигателя;
- проверка на отсутствие трещин на магнитном дефектоскопе. Если шатун имеет трещины, то он подлежит выбраковке;
- Дефектовка шатуна;
- Ремонт;
- Контроль параметров шатуна после ремонта.
Ремонт шатунов двигателя: дефектовка шатуна
Основными контролируемыми параметрами шатуна являются контроль износа втулки верхней и отверстие нижней головок шатуна.
Внутренний параметр нижней головки шатуна проверяется после контрольной затяжки шатунных болтов в соответствии с нормативно-технической документацией. Далее проверяется ширина нижней головки шатуна, если она меньше допустимой величины, то шатун для дальнейшей установки на двигатель непригоден.
Далее следует проверка на изгиб, т.е. непараллельность осей отверстий верхней и нижней головок шатуна и проверка на скручивание, т.е. отклонение осей указанных отверстий от положения в одной плоскости (перекос осей). После проверки шатун без ремонта допускается, только в том случае, если отклонения незначительны и не превышают допустимых значений на изгиб и скручивание.
Ремонт шатунов двигателя: втулка верхней головки шатуна
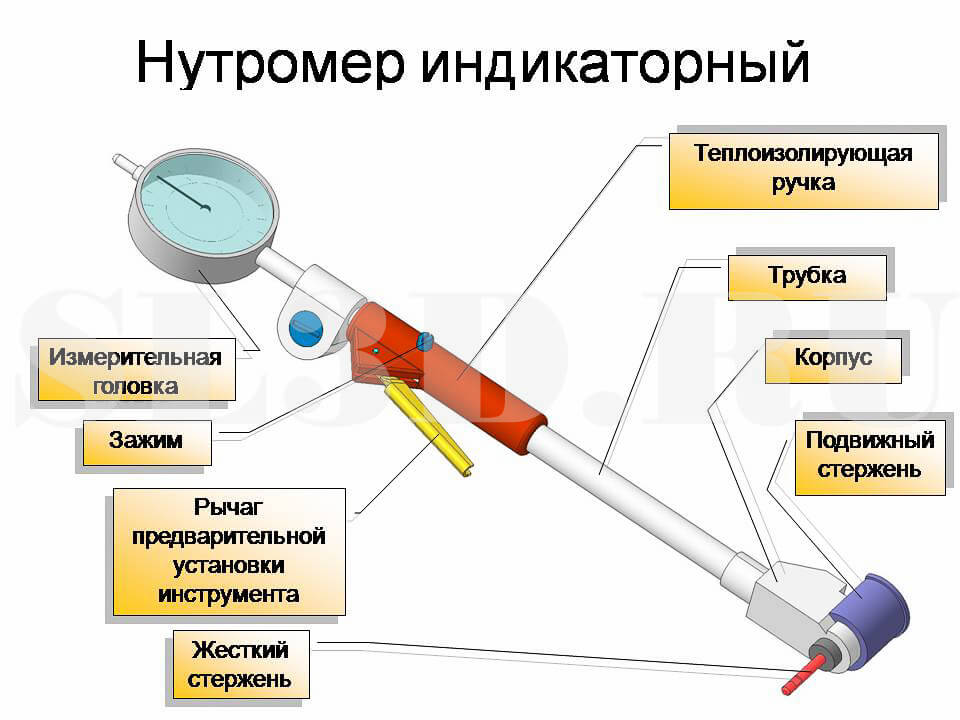
Износ втулки верхней головки шатуна определяют индикаторным нутромером, в случае если диаметр втулки не больше допустимого значения, то она допускается без ремонта. Если это значение окажется выше допустимого, то втулку обязательно требуется выпрессовать и проверить под втулку внутренний диаметр отверстия верхней головки шатуна. Новую втулку запрессовывают с натягом, предусмотрев припуск на обработку втулки по внутреннему диаметру. Далее просверливают каналы для смазки поршневого пальца и проводят окончательную обработку внутреннего диаметра втулки.
Ремонт шатунов двигателя: нижняя головка шатуна
В случае небольшого изгиба и/или скручивания верхней и нижней головок шатуна можно исправить расточкой втулки верхней головки шатуна, обеспечив отклонение от параллельности, положения и расстояние между осями до допустимых значений. Сам шатун править нельзя. Можно лишь править погнутые шатуны с отклонением от прямолинейности не более миллиметра подрезая торцы верхней головки симметрично с каждой из двух сторон. В случае зажатости (уменьшение размера) нижней головки шатуна проводится ее растачивание в номинальный размер согласно нормативно-технической документации.
При ремонте шатуна категорически запрещается установка крышки с другого шатуна, так как комплектность проверяют по меткам спаренности.
История возникновения / изобретения шатунов
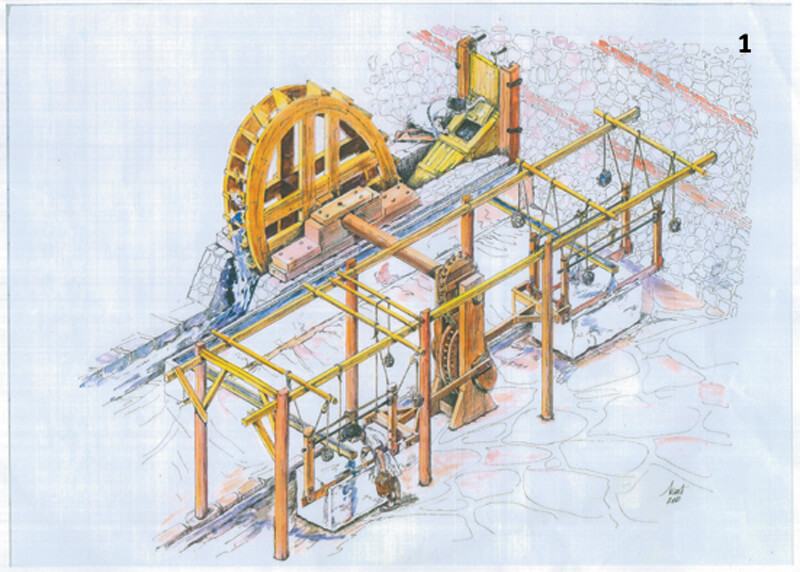
Первое доказательство применения шатунов датировано концом III-го в. нашей эры, во времена Римской империи, которы нашли на лесопилках в Иераполя, что в Малой Азии, где применялись механизмы, очень похожие на сегодняшние шатуны, преобразовывающие вращательное движение водяного колеса в поступательное для привода пилы. Такие же механизмы обнаружили на раскопках в г. Эфесе, датированные VI в. нашей эры.
На картинке ниже мы видим как вода вращает колесо, которое вращает колесо поменьше, которое уже передает энергию шатуну через шестерню, преобразующему вращательное движение в возвратно-поступательное.
Посмотрите на видео Древнеримские промышленные водяные мельницы:
Аль-Джазари (арабский ученый и изобретатель) между 1174 и 1200 гг. описал машину для подъёма воды. Конструкция этой машины имела шатун с коленчатым валом (т.е. кривошипно-шатунный механизм). Об этой машине рассказывается в видео с 2:15.
В Италии эпохи Возрождения самое раннее, хотя и не совсем правильно понятое, соединение коленчатого вала и шатуна найдено в книге чертежей Таччола. Четкое понимание их взаимного движения показано художником Пизанелло, который изобразил поршневой насос, приводимый в движение водяным колесом и состоящий из двух простых кривошипов и двух шатунов.
Кривошипы и шатуны становятся «популярны» у изобретателей с XVI века, о чём говорят трактаты и рукописи, например, у Агостино Рамелли (1588 года) «The Diverse and Artifactitious Machines», где можно увидеть 18 конструкций машин, использующих шатуны. А у Георга Андреаса Бёклер в его работе «Theatrum Machinarum Novum» вы уже найдёте 45 самых разных машин.
Шатуны в паровых двигателях
 Первая паровая машина, атмосферный двигатель Ньюкомена, была одностороннего действия: его поршень работал только в одном направлении, поэтому в нем использовалась цепь, а не шатун. Соответственно, движение совершалось вперед-назад вместо постоянно вращения.
Первая паровая машина, атмосферный двигатель Ньюкомена, была одностороннего действия: его поршень работал только в одном направлении, поэтому в нем использовалась цепь, а не шатун. Соответственно, движение совершалось вперед-назад вместо постоянно вращения.
Последовавшие затем паровые двигатели были, как правило, двойного действия: их внутреннее давление действует на каждой стороне поршня по очереди. Это требует уплотнения вокруг штока поршня, а также шарнира между поршнем и шатуном, размещенного вне цилиндра, в большом подшипнике скольжения, называемом крейцкопф, или ползун.
В паровозах шатуны обычно крепятся прямо к ведущим колесам, соответственно ось этих колес служит коленчатым валом. Шатуны передают движение от ползуна к колесам. Ползуны используются также в больших дизельных двигателях, предназначенных для морских судов.
Шатуны небольших паровозов обычно имеют прямоугольное поперечное сечение, однако иногда используются шатуны круглого сечения, характерные для судовых двигателей. Например, Стивен Леви, строивший как паровозы, так и пароходы, часто использовал круглые стержни для шатунов.
Шатуны в двигателях внутреннего сгорания

В современных двигателях внутреннего сгорания шатуны обычно изготовлены из стали, но могут быть изготовлены из алюминиевых сплавов или титана. Алюминиевые шатуны имеют меньший вес, поглощают избыточное усилие, но быстрее изнашиваются. Титановые шатуны сочетают легкость и прочность, но имеют высокую стоимость. Если же задача обеспечить высокую производительность не ставится, например в двигателях для мотороллеров, то шатун может быть изготовлен из чугуна. Шатуны не закреплены жестко на обоих концах, так что угол между шатуном и поршнем может меняться, так как стержень движется вверх-вниз и вращается вокруг коленчатого вала. Иногда в гоночных автомобилях применяются шатуны, сделанные из цельной заготовки с помощью механической обработки, а не литые или кованые.
На рис. выше мы видим обычный шатун для автомобильного двигателя. Из-за наличия ограниченного пространства внутри поршня, конец, в который вставляется поршневой палец, поменьше, чем тот, что подключают к коленчатому валу, и эти концы называются верхней (поршневой) и нижней (кривошипной) головками шатуна, соответственно.
Внутри головки располагаются вкладыши подшипников скольжения, выполненные на стальной основе с нанесением слоя антифрикционного материала.
Кривошипная головка присоединяется к цапфе на кривошипе. Обычно есть отверстие, просверленное через подшипник и нижнюю головку шатуна так, чтобы моторное масло разбрызгивалось под давлением на стенку цилиндра и смазывало ход поршней и поршневых колец. Большинство небольших двухтактных двигателей и некоторые одноцилиндровые четырехтактные двигатели не требуют наличия насоса для масла, используя схему с подшипником качения. Однако это требует, чтобы коленчатый вал был легкосъемным, чтобы можно было в любой момент заменить шатун.
Все права защищены. 2009-2019
© ООО «СТР-Турбогаз» г.Саратов
Использование материалов сайта без ссылки на источник запрещено.
Источник
капитальный ремонт двигателя автомобиля
ОПИСАНИЕ ТЕХНОЛОГИИ РЕМОНТА ШАТУНА
Шатун изготовлен из стали 40Н2МА (ГОСТ 4543—71), а крышка из стали 40Х (ГОСТ 4543—71). Нижняя головка имеет косой разъем под углом 55°±30′ к продольной оси. Шатун соединен с крышкой двумя болтами, ввернутыми в резьбовые отверстия тела шатуна. Фиксация шатуна и крышки осуществляется по шлицам и фиксирующему пояску на одном из шатунных болтов. Очень важно для работы шатунных болтов и вкладышей плотное сопряжение шлицов, поэтому грязь, заусеницы и забоины на шлицах не допускаются. Шатун с крышкой составляют комплект, одна из деталей которого не может быть заменена деталью другого комплекта. Перед сборкой шатуна резьбу болтов смазывают графитной смазкой. Затяжку начинают с длинного болта тарированным ключом крутящим моментом 20—22кгс-м.
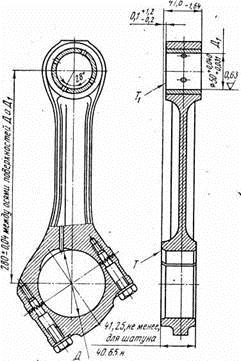
Рис 1. Шатун
На шатуне и крышке вблизи стыка наносятся метки спаренности шатуна с крышкой.
В нижней головке шатуна имеется отверстие диаметром 93+0’021 мм под вкладыши подшипников, в верхней головке —отверстие диаметром 56+0’03 мм под бронзовую втулку. Внутренняя поверхность втулки окончательно обработана до диаметра 50 +0.040 мм после запрессовки в отверстие верхней головки шатуна, при этом колебание размера для одного шатуна должно быть не более 0,004 мм.
В процессе эксплуатации двигателя у шатунов могут возникать следующие неисправности: изгиб и скручивание, износ отверстий в нижней головке и бронзовой втулке.
Шатуны с указанными неисправностями восстанавливают. Шатуны, имеющие трещины любого размера и расположения, а также отклонение торцов верхней и нижней головок от положения в одной плоскости более чем на 1,0 мм, выбраковываются. Проверка на отсутствие трещин осуществляется на магнитном дефектоскопе в магнитном поле при силе тока 800 А.
Бронзовую втулку из верхней головки выпрессовывают при износе отверстия во втулке более 50,08 мм или при ослаблении посадки втулки.
Для ремонта устанавливают крышку на шатун и крепят болтами. Окончательную затяжку болтов крутящим моментом 20—22 кгс-м производят на приспособлении.
Шатун торцом нижней головки устанавливают на площадку пленки 1, головку болта крепления крышки шатуна вставляют в головку 2 приспособления и включают электродвигатель 3. В момент затяжки болта с усилием 20—22 кгс-м реактивные силы поднимают правый конец планки / с грузом 7 вверх; планка нажмет на концевой выключатель б, который выключит электродвигатель 3. Затяжку второго болта производят в том же порядке.
Погнутые шатуны с кривизной, не превышающей 1,0 мм на длине шатуна, допускается исправлять обработкой торцов верхней головки шатуна. Правка шатуна не допускается.
Торец верхней головки обрабатывают с двух сторон в размеры, показанные на рис. 1. Внутренний диаметр нижней головки шатуна проверяется после контрольной затяжки шатунных болтов моментом 20—22 кгс-м. Предельно допустимый диаметр — до 92, 98—93,05 мм, если среднее арифметическое диаметров в плоскости стыка и сечении, перпендикулярном стыку, не выходит за пределы 93,00—93,021 мм..
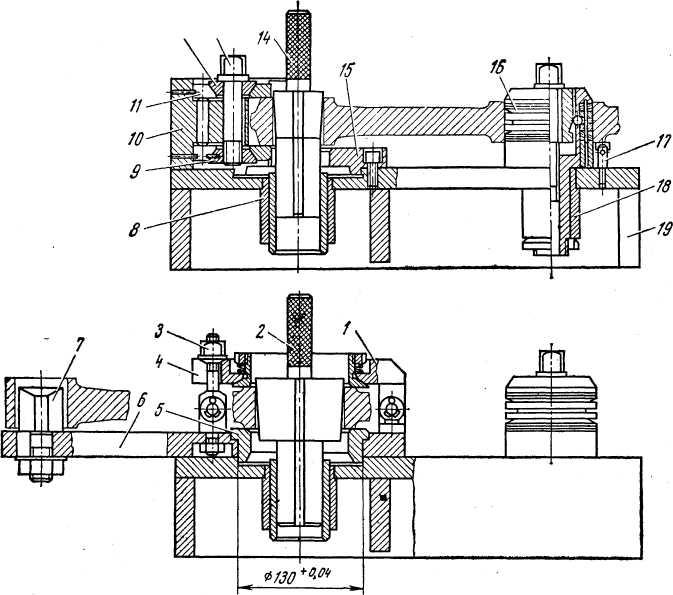
Рис 2. Приспособление для расточки отверстий в головке шатуна. 1 — прижим; 2, 14 — съемные пальцы; 3 — накидная гайка; 4 — планка; 5, 15 — установочные втулки; 6, 10 — съемные приставки; 7 — палец срезанный; 8, 18 — направляющие втулки; 9, 12 — конусные шайбы; 11 — при хват; 13 — болт; 16 — установочный палец; 17 — упор; 19 — корпус
Восстановление отверстия в нижней головке шатуна производят осталиванием. Предварительную расточку отверстия до диаметра 93,6 мм под осталивание и окончательную расточку до диаметра 92,96+0’035 мм производят на алмазно-расточном станке мр-дели 2705 в специальном приспособлении (рис. 2).
Для расточки отверстия в нижней головке шатуна на корпус 19 устанавливают съемную приставку 6 установочной втулки 5 в базовое отверстие диаметром 130+0’04 мм. На приставку 6 устанавливают шатун отверстием в верхней головке на палец 7, а торцом нижней головки на торец втулки 5 фиксируют отверстие нижней головки относительно оси шпинделя станка съемным пальцем 2. Устанавливают прижимную планку 4, крепят шатун в приспособлении накидной гайкой 3, вынимают съёмный палец 2 и растачивают отверстие. Расточку отверстия после осталивания производят за два прохода. Предварительно растачивают отверстие до диаметра 92,4 мм резцом с пластинкой из твердого сплава Т5КЮ (частота вращения расточной головки 372 об/мин, подача головки — 0,23 мм/об). Окончательно растачивают отверстие до диаметра 92,96+0>034 мм резцом с пластинкой из твердого сплава Т30К4 (частота вращения расточной головки — 520 об/мир, подача —0,1 мм/об). После расточки отверстие в нижней головке шатуна хонингуют в размер 93+0’021 мм.
Кроме процесса осталивания отверстия нижней головки шатуна, в последнее время разработан способ газопорошковой наплавки, заключающийся в том, что самофлюсующийся порошок ПГ-ХН80СР2 (РТУ УССР 1179—67) наносится на восстанавливаемую поверхность посредством ее подачи через пламя ацетилено-кислородной горелки специальной конструкции, использующей эффект эжекции (тип горелки ГАЛ-2-68).
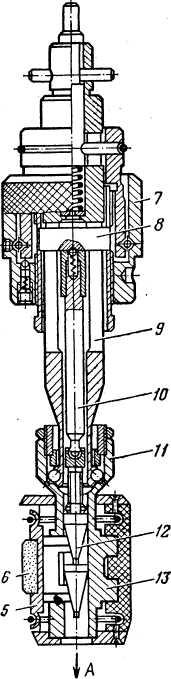
Рис.3 Хонинговальная головка.
1- гидроцилиндр; 2 — опорная втулка: 3 — установочный палец; 4 — планка; 5 — колодка хонинго-вальной головки; 6 — алмазные бруски; 7 — поводок; в —- чека; 9 — стержень; 10 — толкатель; 11 — корпус головки: 12 — разжимной конус; 13 — планка: 14 — прижимная втулка; 15 — шатун; 16 — корпус
Химический состав порошка ПГ-ХН80СР2: углерод — 0,3—: 0,6%, кремний — 1,5—3,0%, железо — 4,5—5,0%, хром — 12— 15%, бор — 1,5—2,5%, никель — 80,2—73,9%.
Порошок выпускается Торезским заводом твердых сплавов Министерства цветной металлургии.
Перед нанесением- порошковой композиции шатун должен быть собран с нижней крышкой; болты крепления крышки шатуна затянуть моментом 20—22 кгс-м.
При наплавке поверхности отверстия в самом шатуне стержень, его нужно охлаждать путем погружения в воду по головку. При наплавке отверстия в крышке шатуна охлаждение не требуется. Толщина наплавленного слоя — 0,1 мм. Твердость наплавленной поверхности — HRC 35—40. Трудоемкость наплавки — 7—10 мин на один шатун.
После наплавки отверстие нижней головки шатуна хонингуют до получения номинального размера 93+0>021 мм. Хонингование отверстия в нижней головке шатуна после расточки или наплавки. производят на вертикально-хонинговальном станке модели ЗМ82-в приспособлении, показанном на рис. 3. Хонинговальную головку крепят в патроне, который устанавливают в шпиндель станка. Привод механизма разжима брусков встроен в шпиндельную бабку станка. Поступательное движение от привода передается толкателю 10 и через поводок 7 разжимному конусу 12. Последний, воздействуя на планки 13, разжимает колодки 5 с алмазными брусками 6. Хонингуют отверстие предварительно до диаметра 92,99+°>021 мм алмазными брусками марки 2768-0103-Г-АСР 100/8Q-50M-73 (ГОСТ 16606—71) при удельном давлении брусков 4—6 кгс/см2 и окончательно до диаметра 93+0>021 мм алмазными брусками марки 2768-0103-1-АСМ 28/20-50М-73 (ГОСТ 16606—71) при удельном давлении брусков 3—5 кгс/см2. Хонинговальная головка должна делать 88 двойных ходов в минуту при 88 об/мин шпинделя станка. Шероховатость поверхности после окончательной обработки не ниже /?а = 0,63 мкм.
При ослаблении посадки или провороте бронзовой втулки отверстие в верхней головке после выпрессовки втулки растачивают под ремонтный размер 56,25 мм. Расточку отверстия под ремонтную втулку и во втулке под поршневой палец производят на алмазно-расточном станке модели 2705 в приспособлении, показанном на рис. 70.
С корпуса 19 приспособления снимают съемную приставку, 6, а на ее место устанавливают съемную приставку 10 и крепят болтами. На приставку устанавливают шатун, базируя отверстием в нижней головке на установочный палец 16 и упор /7, фиксируют отверстие верхней головки относительно оси шпинделя станка съемным пальцем 14, крепят шатун в приспособлении болтом 13 и вынимают съемный палец 14. Растачивают отверстие до диаметра 56,25+0’03 мм под ремонтную втулку резцом с пластинкой из твердого сплава Т30К4 при 860 об/мин расточной головки и подаче 0,1 мм/об. Шероховатость поверхности после обработки Ra = = 1,25 мкм.
В расточенное отверстие запрессовывают ремонтную втулку (рис. 4), изготовленную из бронзы БрОЦС 5-5-5 (ГОСТ 61.3—65).
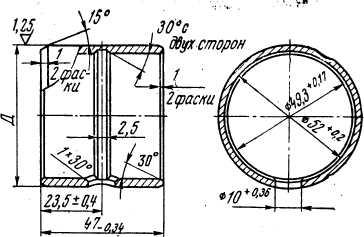
Рис. 4. Ремонтная втулка верхнее головки шатуна
Наружный диаметр Д втулки для расточенного на ремонтный размер отверстия в шатуне должен быть 56,25
Бронзовую втулку запрессовывают с натягом 0,05—0,12 мм заподлицо с торцом шатуна, совместив масляные отверстия во втулке и шатуне. Перед запрессовкой втулку охладить до температуры минус 50°С в специальном контейнере с сухим льдом.
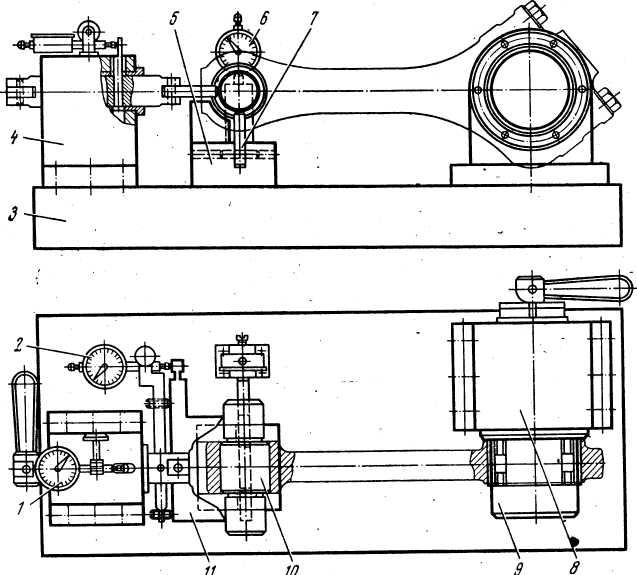
Рис. 5. Приспособление для контроля шатуна 2, 6 — индикатор; 3 — основание; 4 — корпус; 5 — стойка; 7 — упор; 9 — базовый палец; 10 — установочный палец; U — скоба
Расточку отверстия в бронзовой втулке до диаметра 50 4+0°;оз10 мм производят при частоте вращения расточной головки 1600 об/мин и подаче 0,06 мм/об.
Шероховатость поверхности после расточки /?а = 0,63-7-0,32 мкм. Перед мойкой масляный канал в шатуне прочищают шомполом. Промывают шатун в моечной машине и обдувают сжатым воздухом.
Изгиб, скручивание шатуна, расстояние между осями отверстий верхней и нижней головок проверяют на контрольном приспособлении (ряс. 73).
Настройку индикаторов, установленных ‘ на приспособлении, производят по эталону.
В верхнюю головку шатуна вставляют установочный палец 10, надевают шатун отверстием нижней головки на базовый палец 9 и кладут выступающими поверхностями установочного пальца 10 на упор 7.
Непараллельность осей отверстий верхней и нижней головок не должна превышать 0,04 мм на длине 100 мм.
Оси отверстий должны лежать в одной плоскости, отклонение не более 0,03 мм на длине 100 мм.
Расстояние между осями должно быть 280±0,03 мм.
Контроль отверстий (диаметр 50^0^° mm и диаметр 93+0’021 мм) производят индикаторным нутромером. Шероховатость поверхностей в отверстиях головок — а = 0,63 мкм торцов а=1,25 мкм. Проверяют совпадение отверстий во втулке и шатуне.
Источник