Технология ремонта шпинделя токарного станка
Особенности ремонта шпинделей
Изготовление нового шпинделя является сложной и дорогостоящей операцией. Однако в тех случаях, когда его ремонт влечет за собой также ремонт или изготовление сопрягающихся с ним деталей, замена изношенного шпинделя новым может оказаться более экономичной. Этот вопрос решают сравнением стоимости ремонтных работ и стоимости изготовления нового шпинделя. В большинстве случаев целесообразнее шпиндели ремонтировать; при этом выбирают наиболее рациональный метод восстановления, например механический способ обработки (способ ремонтных размеров), установку на клей компенсаторов износа (рис. 57), гальваническое покрытие и др.
Ремонт шпинделя механической обработкой. Сущность ремонта механической обработкой заключается в восстановлении геометрической точности изношенной поверхности, например, сопрягаемой с подшипниками (опорами) скольжения. Это осуществляют, снимая с нее минимальный слой металла (притиранием, шлифованием, точением) до удаления следов износа (без сохранения номинальных размеров) и обеспечивая регламентную точность и шероховатость поверхности нового шпинделя. Механическую обработку применяют не только как самостоятельный метод ремонта, но и как вспомогательную операцию при наплавке, металлизации, хромировании и пр.
Механическую обработку со снятием стружки применяют: для восстановления посадок сопрягаемых деталей или устранения отдельных дефектов; нарезания новой ремонтной резьбы (на валах и шпинделе); растачивания или развертывания отверстий в шпинделях под инструмент; доводки рабочих шеек валов и т.д. В ряде случаев восстановление требуемых зазоров у сопряженных деталей связано с необходимостью перевода их на ремонтный размер. При этом более трудоемкая и дорогостоящая деталь доводится до заданного размера механической обработкой, а сопрягаемая с ней изготавливается заново. Такой ремонт сопряженной пары может осуществляться несколько раз. (Критерием повторяемости ремонта является прочность деталей. Ремонтный размер должен задаваться заранее.)

Рис. 57. Схемы ремонта шпинделей токарных (а, в) и сверлильного (б) станков:
1, 2, 3, б, 8, 9 и 10 — компенсационные наделки; 4 и 5 — конические отверстия шпинделя; 7 — штифт; 11 — вставка
К шпинделям предъявляются особо высокие требования, поэтому их посадочные шейки обрабатывают шлифованием, допуская отклонения от соосности и цилиндричности, равные 5 мкм. Таким же требованиям должна соответствовать обработка конической поверхности подшипника. Конические отверстия 4 и 5 шпинделя (рис. 57, а) должны быть концентричны шейкам; допускается биение 0,01 . 0,02 мм на 300 мм длины. Шейки шпинделей под подшипники скольжения (в том числе с осевыми микротрещинами) восстанавливают установкой на клее тонкостенных компенсационных наделок 7, 2, 3, 6, 8, 9, 10 или вставок 11 (рис. 57, б, в). Практика показывает, что такие шпиндели служат дольше, а в ряде случаев и лучше новых, если наделки («рубашки») и вставки (втулки) изготовлены из материалов с более высокими эксплуатационными свойствами. При этом достигается значительная экономия материалов и сокращаются затраты на ремонт.
Для установки компенсационных наделок или вставок с поверхности шпинделя стачивают слой металла с целью посадки соответствующей детали-компенсатора в виде втулки с номинальным размером или увеличенным ремонтным размером восстанавливаемой поверхности (при этом снимаемый слой металла должен быть минимальным — до 10. 15 % номинального диаметра сплошного сечения вала или толщины стенки полого шпинделя).
Для восстановления неподвижной посадки, например поверхности шпинделя под подшипник качения, компенсационная наделка может быть тонкостенной (0,5. 2 мм), а при восстановлении шейки шпинделя под подшипник скольжения ее толщина должна быть не менее 2,5 мм. Компенсационные тонкостенные наделки изготавливают из металла, соответствующего материалу ремонтируемого вала или отвечающего повышенным требованиям. Внутренний диаметр выполняют по месту с зазором 0,05 мм по диаметру (с шероховатостью поверхности Ra 20 мкм), а наружный — с припуском
3. 5 мм. Окончательную обработку ведут при интенсивном охлаждении через 24 ч после установки втулки и отверждения клея.
Компенсационные втулки толщиной 2,5. 3,5 мм и более целесообразно изготавливать из цементируемой стали. Восстанавливаемый диаметр выполняют с припуском 0,3 мм, а диаметр втулки, сопрягаемой с валом, шпинделем или осью, обрабатывают с припуском 3. 4 мм. После цементации с этой поверхности снимают науглероженный слой металла и закаливают втулку до HRC 58. 60. Незакаленную поверхность втулки обрабатывают на токарном станке по размеру подготовленной поверхности вала с зазором по диаметру 0,05 мм (шероховатость поверхности Ra 20 мкм). Закаленную восстанавливаемую поверхность втулки окончательно шлифуют после установки ее на вал и отверждения клея.
Схемы ремонта шпинделей станков установкой на эпоксидном клее компенсационных наделок и вставок показаны на рис. 57. У шпинделя токарного станка компенсационной наделкой 7 восстановлена задняя шейка (см. рис. 57, а) под подшипник качения, наделкой 2 — опорная закаленная поверхность под подшипник скольжения и наделкой 3 — коническая поверхность патрона.
Шейки шпинделя сверлильного станка (см. рис. 57, б) восстановлены тонкостенными (толщиной менее 1 мм) компенсационными наделками 6 и 8 (наделка 6 выполнена из двух полувтулок, по краям которых поставлены на клее по два штифта 7). Так же (см. рис. 57, в) наделкой 9 восстановлена коническая поверхность роликоподшипника серии 3182100 и наделкой 10 — направляющая для патрона. Коническое отверстие шпинделя восстановлено вставкой 11 с закаленным отверстием.
Шпиндели, у которых износ шеек по диаметру составляет 0,01. 0,02 мм, ремонтируют притиркой на токарном станке, выполняемой специальным инструментом — жимком (рис. 58), состоящим из кольца-хомутика 7, зажимного винта 2, разрезной втулки-притира 3 (с разрезом) и рукоятки-державки (на рисунке не показана). Втулку-притир изготавливают из чугуна, меди или бронзы, а отверстие в ней выполняют по размеру обрабатываемой шейки.
Приступая к притирке шейки, накладывают на нее тонким слоем смесь из мелкого наждачного порошка и масла, после чего

и 0,02 мм — на длине 300 мм. Поверхность 4 (см. рис. 57, а) шпинделя может иметь предельно допустимое биение 0,01 мм.
Для предотвращения валов от изгиба и деформации рекомендуется помещать их вертикально в специальные стеллажи-стойки. Лучший способ хранения валов — в подвешенном вертикальном состоянии.
Подготовка полого шпинделя к ремонту механической обработкой заключается в том, что сначала выбирают неизношенные поверхности, принимаемые за базу для выполнения центрования, осуществляемого установкой шпинделя на специальные технологические пробки (рис. 59). Эта операция, весьма ответственная и требующая точного исполнения, создает условия для качественного ремонта. При установке пробок контролируют состояние отверстий на концах шпинделя 5. Их зачищают от забоин, проверяют контрольными пробками на краску (отпечатки краски должны покрывать не менее 70 % площади, контактирующей с пробкой) и при необходимости доводят притиркой, точением или шлифованием. Пробка 3 имеет резьбовую часть, на которую навинчивают гайку (на рисунке не показана); с ее помощью выпрессовывают пробку, не повреждая шпинделя. Пробку 7 выполняют с упорным буртом для упора в торец шпинделя.
Центрирование шпинделя осуществляют в такой последовательности: заготовку 2 разрезной цапфы, зажатой в патроне, растачивают по размеру хвостовика шпинделя, который устанавливают в цапфу (передняя шейка поддерживается люнетом 4); регулируют положение шпинделя с помощью сухарей люнета, контролируя его по индикатору (допуск биения 0,01 мм); окончательно зажимают цапфу и осуществляют центрирование передней пробки; снимают
шпиндель, дополнительно растачивают цапфу по его передней базовой поверхности; вновь устанавливают шпиндель на станок и закрепляют в цапфе, а хвостовик помещают в люнет; дополнительно выверяют шпиндель сухарями люнета и осуществляют центрование второй пробки. Завершают подготовку шпинделя, контролируя точность его установки индикатором. Затем выполняют операции, указанные в технологической маршрутной карте ремонта шпинделя.

Рис. 59. Установка шпинделя на технологические пробки: 1 и 3 — пробки; 2 — заготовка; 4 — люнет; 5 — шпиндель
Ремонт шпинделя хромированием. Хромирование — это электролитическое нанесение хромового покрытия на поверхность металлических изделий. Этот процесс основан на свойстве некоторых металлов под действием электрического тока осаждаться из растворов их солей (электролитов) на поверхностях деталей в виде плотного слоя. Хромирование является трудоемким, дорогостоящим и длительным процессом (для осаждения хрома толщиной 0,1 мм затрачивается от 6 до 16 ч).
Пористое хромирование состоит из двух операций — электролитического осаждения хрома и образования на поверхности покрытия пористости, которая достигается при определенных условиях электролиза. Такими покрытиями восстанавливают изношенные поверхности деталей, в том числе и шпинделей. Хромовое электролитическое покрытие характеризуется высокой твердостью (HRC 64), низким коэффициентом трения и большой сопротивляемостью износу. Повышенная твердость электролитического хрома объясняется искажением кристаллической решетки, вызываемым внутренними напряжениями и внедрением водорода* Выход из строя хромированных деталей чаще всего происходит из-за отслаивания покрытий, что является одним из недостатков; этого способа восстановления. Следует также иметь в виду, что с увеличением толщины слоя хрома прочность покрытия уменьшается (максимально допустимая толщина слоя хрома после шли-J фования для поверхностей скольжения шпинделя не должна превышать: 0,12 мм — при давлении до 50 МПа; 0,05. 0,1 мм — при давлении 50. 200 МПа; 0,03 мм — при давлении, превышающем! 200 МПа, и динамической нагрузке с нагревом).
При восстановлении начальных размеров шпинделей следует! выбирать способ ремонта, одновременно обеспечивающий повышение износостойкости поверхностей.
К отремонтированным шпинделям предъявляют следующий требования:
отклонение от цилиндричности шеек под подшипник не должно превышать: для шпинделей станков точности А и С — 10 % допуска на диаметр шейки; для станков точности П и В — 25 % и станков точности Н — 50 % допуска на диаметр шейки;
при проверке конусного отверстия конусным калибром длина неокрашенных мест не должна превышать 5 мм по окружности^ Нанесенные на калибр через 90 ° четыре продольные риски должны равномерно растираться, неокрашенные места не должны превышать 3 мм. Торец шпинделя должен находиться в пределах двух рисок на конусном калибре;
уменьшение диаметра основных поверхностей шпинделя при протачивании и перешлифовке допускается в пределах 5 %, а уменьшение диаметра резьбы — до следующего меньшего стандартного размера;
нежелательно увеличение размеров шпоночного паза; шпиндель должен вращаться от руки без люфтов и заедания; при вертикальном расположении шпинделя его ось должна быть перпендикулярна поверхности стола.
В табл. 21 приведен маршрутный технологический процесс ремонта шпинделя станков моделей 3A15I, ЗА 161.
Маршрутный технологический процесс ремонта шпинделя станков моделей ЗА151, ЗА161


Для ремонта шпинделя необходимы следующие оборудование, приспособления и инструменты: токарно-винторезный станок; круглошлифовальный станок; резец 2130-0313, ВК6, ГОСТ 18884—73; резец 2112-0035, Т15К6, ГОСТ 18871-73; резец 2102-0079, Т15К6, ГОСТ 18877-73; шлифовальный круг ПВ 25Х20Х6-64С-25-12-СМ2-С2-7К; шлифовальный круг ПП 600Х160Х305-24А-40-25-СМ2-7К, ГОСТ 2424—83; патрон ГОСТ 2675—80; люнет; центры ГОСТ 13214-75; хомутик ГОСТ 16488-70; штатив ШМ-ПН-8, ГОСТ 10197—70; микрометр МК, ГОСТ 6507—78; образцы шероховатости поверхности, набор № 1; штангенциркуль ШЦ-11; шаблон; индикатор И402 кл. 0; лазурь железная.
Источник
Технология ремонта шпинделей
Рассмотрены технологические приемы при определении дефектов и способы ремонта шпинделей металлорежущего оборудования. Особое внимание уделяется сохранению начальных исполнительных размеров, так как их изменение может потребовать переделки технологической оснастки, что приведет к экономической нецелесообразности восстановления.
Шпиндель является одной из самых ответственных деталей металлообрабатывающих станков. От точности и жесткости шпинделя, а также точности заданного движения во многом зависит качество выполняемых на станке операций и изготавливаемых деталей. В процессе эксплуатации станка поверхности шпинделя в результате действия ряда факторов изнашиваются. Отклонения размеров и отклонения от правильной геометрической формы допускаются в очень узком диапазоне. Это определяет специфику ремонта шпинделей. Изготовление нового шпинделя является сложным и дорогостоящим процессом. В тех случаях, когда его ремонт влечет за собой также ремонт или изготовление новых, сопрягающихся с ним деталей, замена изношенного шпинделя новым может оказаться более экономичной. Этот вопрос следует решать сопоставлением стоимостей выполнения ремонтных работ и изготовления нового шпинделя. В большинстве случаев оказывается целесообразным выполнять ремонт шпинделей [1].
Шпиндели на конце имеют конические отверстия с резьбой, посадочные шейки или конусы для базирования технологической оснастки. Если при выполнении ремонта изменить размеры исполнительных поверхностей шпинделя, то это потребует переделки прилагаемой к станку технологической оснастки, что экономически невыгодно. Поэтому при ремонте шпинделя стремятся восстановить начальные размеры его поверхностей, особенно это относится к его исполнительным поверхностям.
Для восстановления шпинделя необходимо выбрать наиболее рациональный метод, например: механическую обработку (способ ремонтных размеров), установку компенсаторов износа, гальваническое покрытие и др. Выбор способа восстановления поверхностей шпинделя определяется величиной их износа [2].
Механической обработкой восстанавливают геометрическую точность изношенной поверхности: снимают с нее минимальный слой металла (точением, шлифованием, притиркой) до удаления следов износа (без сохранения номинальных размеров), обеспечивая регламентную точность и параметр шероховатости нового шпинделя [3]. Механическую обработку используют не только как самостоятельный способ ремонта, но и как вспомогательную операцию при выполнении наплавки, металлизации, хромирования.
К шпинделям предъявляют особо высокие точностные требования: допускаемые отклонения от соосности и цилиндричности посадочных шеек ≤ 0,005 мм; переднее и заднее конические отверстия должны быть концентричны посадочным шейкам, допускаемое биение 0,01÷0,02 мм на 300 мм длины [4, 5].
Подготовку, например, полого шпинделя к проведению ремонта механической обработкой выполняют следующим образом. Сначала определяют неизношенные поверхности с целью их использования в качестве баз для центрирования детали, осуществляемой установкой специальных технологических пробок. Эта операция требует точного исполнения. Она во многом определяет качество ремонта. Перед установкой пробок контролируют состояние отверстий на концах шпинделя: их зачищают от царапин и забоин, проверяют на краску посредством контрольных пробок (отпечатки краски должны покрывать не менее 70 % площади поверхности отверстия, контактируемой с поверхностью пробки); при необходимости отверстия доводят точением, шлифованием или притиркой. Пробка 3 (рис. 1) имеет резьбовую часть, на нее навинчивают гайку (на рис. 1 не показана), посредством которой выпрессовывают пробку, не повреждая отверстия шпинделя [1].
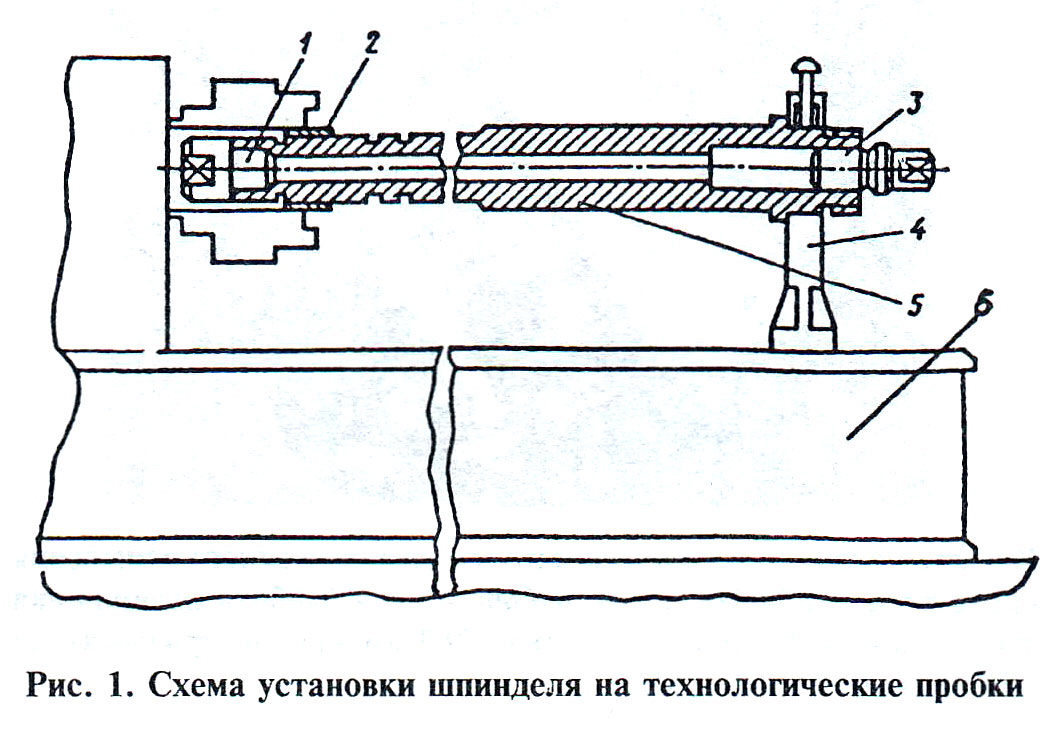
Центрование шпинделя 5 (см. рис. 1) выполняют в следующей последовательности: заготовку 2 разрезной цапфы устанавливают и зажимают в патроне, растачивают в цапфе отверстие согласно диаметральному размеру хвостовика шпинделя, подлежащего ремонту; шпиндель одним концом устанавливают в цапфу, а передней шейкой в люнет 4; посредством сухарей люнета контролируют по индикатору положение шпинделя (допуск биения 0,01 мм); окончательно зажимают разрезную цапфу и осуществляют центрование передней технологической пробки 3 (сверлят и развертывают центровое отверстие); снимают шпиндель со станка 6; растачивают дополнительно цапфу согласно диаметральному размеру передней базовой поверхности; вновь устанавливают шпиндель на станок и закрепляют в цапфе передний его конец, а хвостовик располагают в люнете; дополнительно выверяют положение шпинделя посредством сухарей люнета; осуществляют центрование второй технологической пробки 1. Центровые отверстия, выполненные в технологических пробках 1, 3, используют в качестве технологических баз при проведении ремонтных операций, указанных в технологической маршрутной карте.
Одним из способов восстановления изношенных поверхностей шпинделя является применение тонкостенных компенсационных колец и втулок, которые устанавливают на эпоксидный клей. Ремонтная практика показывает, что срок службы таких шпинделей дольше, а в некоторых случаях и работают они лучше, чем новые, если компенсационные кольца и втулки выполнены из материалов, обладающих более высокими эксплуатационными свойствами, чем основной материал шпинделя [2].
Для установки компенсационных колец или втулок с изношенной поверхности удаляют слой металла (механической обработкой) с целью посадки детали-компенсатора с номинальным размером или увеличенным ремонтным размером восстанавливаемой поверхности. Снимаемый слой металла должен быть минимальным: не более 10÷15 % номинального диаметрального размера сплошного сечения вала или толщины стенки полого шпинделя.
Для восстановления поверхности шейки шпинделя под подшипник качения (неподвижная посадка) компенсационное кольцо может быть тонкостенным (0,5÷2 мм), а при восстановлении поверхности шейки этой детали под подшипник скольжения его толщина должна быть не менее 2,5 мм. Тонкостенные компенсационные кольца изготавливают из того же материала, что и ремонтируемый шпиндель, или из материала, отвечающего повышенным требованиям по износостойкости. Внутренний диаметральный размер поверхности выполняют по месту с зазором 0,04÷0,05 мм, параметр шероховатости Ra 20, а наружный — с припуском 3÷5 мм. Компенсационное кольцо устанавливают на эпоксидный клей. Окончательную обработку выполняют через 24 ч после отвердения клея с обильным охлаждением.
Компенсационные втулки с толщиной стенки 2,5÷3,5 мм и более изготавливают из цементируемой стали. Диаметральный размер восстанавливаемой поверхности (внутренней) втулки выполняют с припуском 0,2÷0,3 мм, а диаметральный размер ее поверхности, сопрягаемой с поверхностью шпинделя, — с припуском 3÷4 мм. Эту поверхность цементируют, затем снимают с нее науглероженный слой металла и закаливают втулку до HRCЭ 50÷68. Внутреннюю поверхность шпинделя обрабатывают, подготавливая к установке втулки. Незакаленную наружную поверхность последней обрабатывают по размеру подготовленной поверхности шпинделя с диаметральным зазором 0,05 мм (шероховатость поверхности Ra 20). Втулку устанавливают в отверстие шпинделя на эпоксидный клей. Закаленную поверхность втулки шлифуют окончательно после отвердения клея.
Схемы установки компенсационных колец и втулок на эпоксидный клей при ремонте шпинделей станков показаны на рис. 2. У шпинделя токарного станка посредством кольца 1 восстановлена шейка (рис. 2, а) под подшипник качения, кольца 2 — опорная закаленная поверхность под подшипник скольжения, кольца 3 — коническая поверхность, служащая для установки патрона.
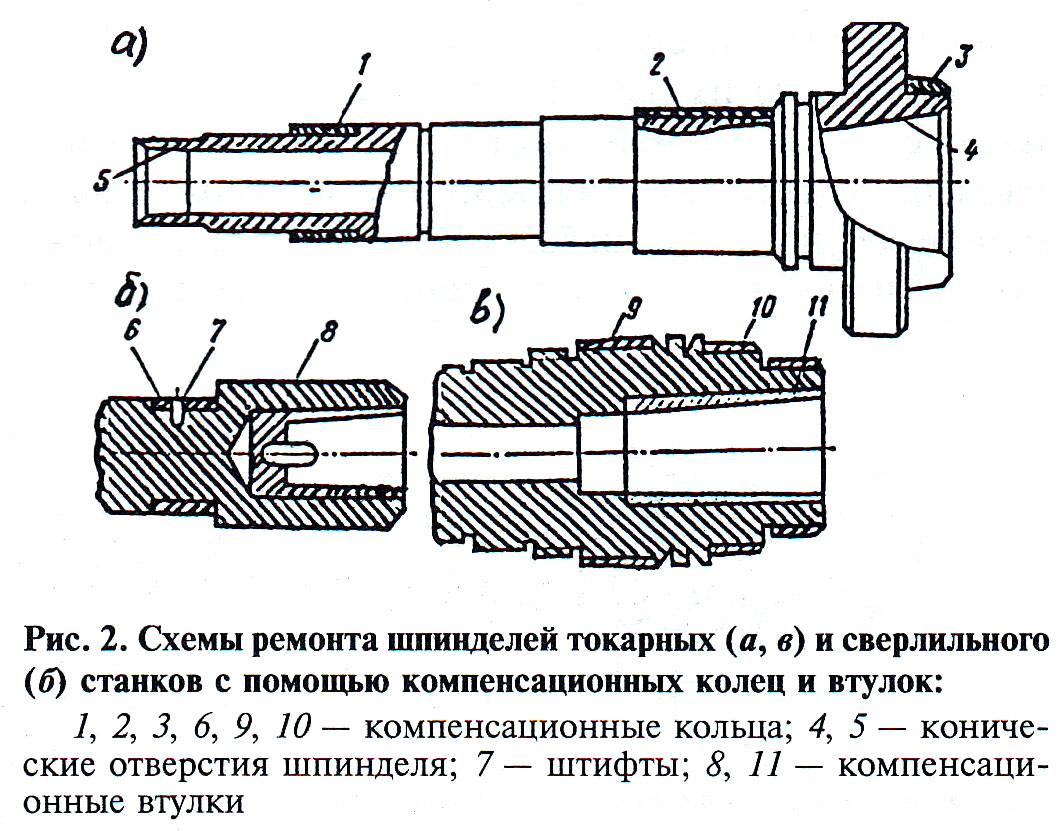
Шейки шпинделя сверлильного станка (рис. 2, б) восстановлены посредством тонкостенного кольца (толщина менее 1 мм) 6 и втулки 8. Кольцо 6 выполнено из двух полуколец, которые зафиксированы двумя штифтами 7, поставленными на эпоксидный клей. Также с помощью кольца 9 (рис. 2, в) восстановлена коническая поверхность под роликовый подшипник, кольца 10 — поверхность под патрон. Коническое отверстие шпинделя восстановлено посредством втулки 11 с закаленной внутренней поверхностью.
При финишной механической обработке компенсационных колец и втулок нельзя допускать перегрева, так как может разрушиться клеевая пленка. Поэтому операцию следует выполнять с обильным охлаждением.
Шпиндели, имеющие износ шеек на сторону 0,005÷5-0,01 мм, ремонтируют притиркой на токарном станке. Притирку осуществляют специальным инструментом — жимком (рис. 3). Он состоит из кольца-хомутика 1, винта 2, разрезной втулки-притира 3 и рукоятки-державки (на рисунке не показана). Втулку-притир изготавливают из чугуна, меди или бронзы, а отверстие в ней выполняют по размеру восстанавливаемой шейки шпинделя 4. На обрабатываемую поверхность накладывают тонкий слой смеси, состоящей из мелкого наждачного порошка и масла. После этого одевают жимок и слегка завинчивают винт 2. Токарный станок настраивают на частоту вращения, при которой скорость резания находится в пределах 10÷20 м/мин. Включают станок и равномерно перемещают жимок вдоль обрабатываемой поверхности шейки шпинделя. Обновляют время от времени слой притирочной смеси и подвинчивают винт 2. Устранив износ, промывают шейку и притир керосином. Затем наносят на шейку тонкий слой доводочной пасты с керосином и таким же образом заканчивают обработку.

Если износ шеек шпинделя превышает 0,01 мм на сторону, то их ремонтируют тонким шлифованием с последующей притиркой под ремонтный размер. Однако такой способ ремонта может быть использован лишь тогда, когда имеется возможность изменить соответственно диаметральные размеры отверстий в подшипниках или других деталях, которые сопрягаются со шпинделем.
При износе основных поверхностей шпинделей до 0,05 мм на сторону сначала выполняют их предварительное шлифование для восстановления точности геометрической формы поверхностей. Затем осуществляют их хромирование — электролитическое нанесение хромового покрытия. Этот процесс основан на свойстве некоторых металлов осаждаться под действием электрического тока из растворов их солей (электролитов) на поверхность металлических деталей в виде плотного слоя. Процесс хромирования является трудоемким, длительным и дорогостоящим. Для осаждения слоя хрома толщиной 0,1 мм затрачивается 6÷15 ч. Хромовое электролитическое покрытие обладает высокой твердостью (HRCЭ 65), низким коэффициентом трения, повышенной сопротивляемостью износу. Высокая твердость электролитического хрома обусловлена искажением кристаллической решетки, вызываемым внутренними напряжениями и внедрением водорода. Недостатком этого способа восстановления является отслаивание покрытия. С увеличением толщины его прочность уменьшается. После хромирования с поверхности шлифованием снимают слой до 0,03 мм на сторону. Максимально допускаемая толщина слоя хрома после шлифования для поверхностей скольжения шпинделя не должна превышать 0,12 мм — при давлении ≤ 50 МПа; 0,05÷0,1 мм — при давлении 50÷200 МПа; 0,03 мм — при давлении, превышающем 200 МПа, и динамической нагрузке с нагревом.
При износе более 0,05 мм на сторону осуществляют наращивание поверхностей металлом одним из известных способов, например вибродуговой наплавкой, затем производят механическую обработку [6].
При шлифовании шеек шпинделя им придают по направлению к заднему концу шпинделя кону- сообразность до 0,01 мм, чтобы при шабрении подшипников слой краски, нанесенный на шейки, полностью использовался для закрашивания поверхности подшипников. Конические отверстия на концах шпинделей при восстановлении обычно шлифуют, затем по конусному калибру подрезают торцы. Торец фланца на конце шпинделя после восстановления конусной посадочной шейки также подрезают.
При восстановлении конического отверстия шпинделя механическую обработку его поверхности можно осуществлять с помощью специальных приспособлений, не снимая шпинделя со станка. Это обеспечивает точное центрирование оси конического отверстия шпинделя с осью его вращения.
Для контроля точности восстановленного конического отверстия шпинделя используют стандартный конусный калибр, контрольная риска на котором не должна входить в отверстие. Между риской и торцом шпинделя должно быть расстояние 1÷2 мм. Биение оси этого отверстия проверяют индикатором по контрольной оправке, вставленной в отверстие.
На рис. 4 для примера показан ремонтный чертеж шпинделя токарного станка, а в таблице — технологический процесс его ремонта с учетом данных, определенных при проверке. Износ поверхности 1 [М48] х 1,5 — 0,4 мм на сторону. Поверхность 2 — Ø49,96 мм [Ø50кб]; поверхность 3 — Ø59,95 мм [Ø60 кб]; на поверхности 4 — [М64] х 6 — резьба замята на 0,25 мм на сторону. Поверхность 5 — Ø74,97 мм [Ø75кб]; поверхность 6 — Ø69,87 мм [Ø70 кб]; на поверхности 7 — [М68] х 2 — резьба замята на 0,3 мм на сторону; на поверхности 8 — надиры и забоины до 0,75 мм. Поверхности 10 и 11 — 6,07 мм — [6js6], Биение поверхности 2 [Ø50кб] составляет 0,035 мм, поверхности 6 [Ø70кб] — 0,055 мм, буртика поверхности 6 — 0,05 мм. В квадратных скобках даны номинальные размеры шпинделя (до износа) [4].
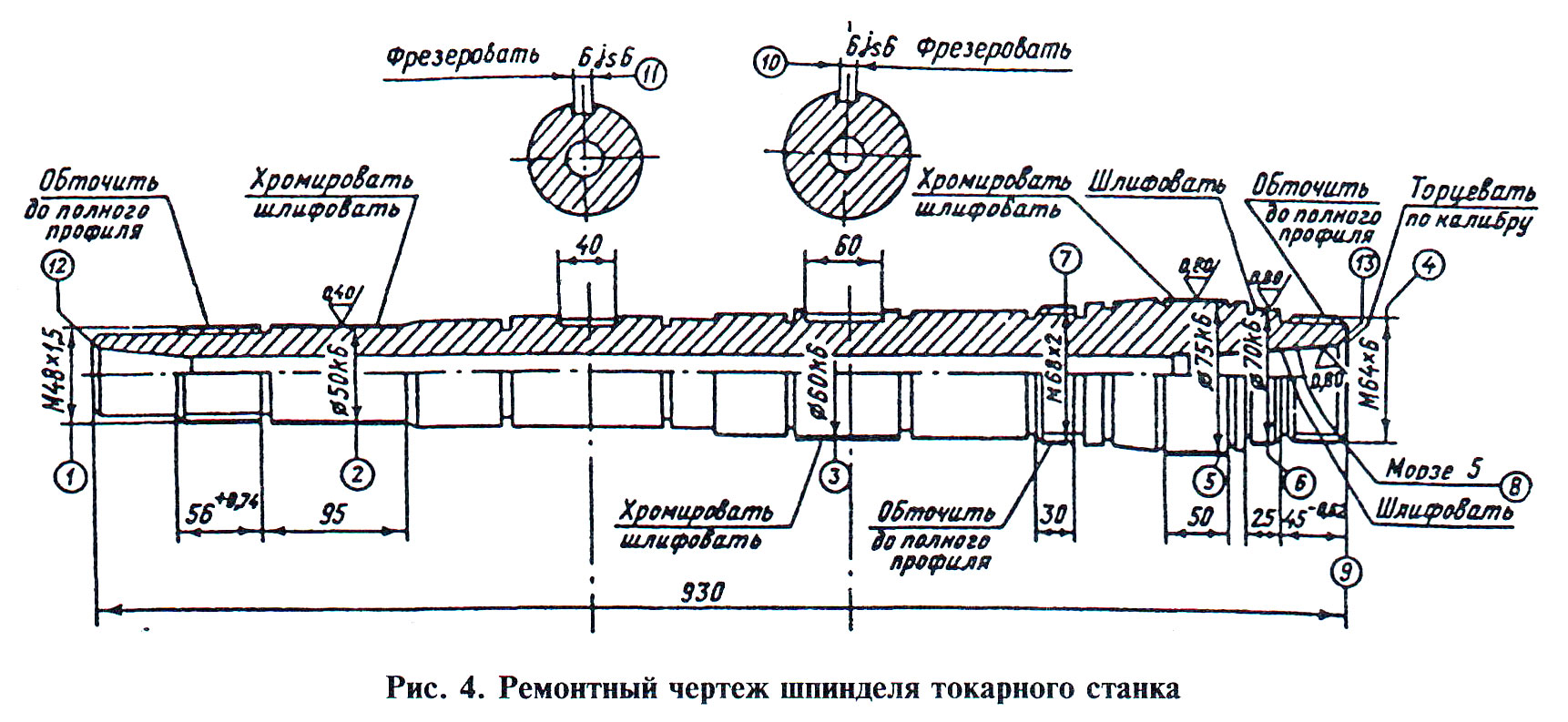
Для ремонта шпинделя (см. рис. 4) используют токарно-винторезный, вертикально-фрезерный, круглошлифовальный станки, верстак со слесарными тисками и гальваническую ванну, а также соответствующую технологическую оснастку, в состав которой входит: четырехкулачковыи и поводковый патроны, неподвижный люнет, станочные винтовые самоцентрирующие тиски, приспособления для внутреннего шлифования, оправка установки шпинделя, гаечные ключи, токарные центры, медные подкладки, хомутик, проходной отогнутый, расточной и резьбовой резцы, концевая фреза, шлифовальный круг ПП х 400 х 40 х 127 — Э5 — К, пробка шпоночная 6,5js6, штангенциркуль, микрометр рычажный, индикатор, конусный калибр (Морзе 5).
При ремонте шпинделей резьбы обычно прорезают до полного профиля, нестандартные гайки к ним изготавливают заново.
Для предотвращения деформаций шпинделей их следует помещать вертикально в специальные стеллажи.
Источник