Отличительной особенностью современных пассажирских вагонов является наличие двойного рессорного подвешивания — буксового и центрального. Обе ступени подвешивания работают последовательно, обеспечивая тем самым высокую суммарную гибкость рессорного подвешивания. Рама пассажирской тележки опирается на бесчелюстные буксы через упругие элементы буксового подвешивания, которые выполняют функции первичного подрессоривания. В центральном подвешивании в отличие от грузовых тележек для гашения колебаний используются исключительно гидравлические демпферы.
Типовыми пассажирскими тележками являются двухосные тележки моделей 68-875 (68-876) и 68-4065 (68-4066), обеспечивающие нормальную эксплуатацию вагонов со скоростью 160 км/ч. Все эти четыре модели называют ТВЗ-ЦНИИ-М . Здесь ТВЗ — Тверской вагоностроительный завод, ЦНИИ — Центральный Научно-Исследовательский Институт железнодорожного транспорта; теперь он называется ВНИИЖТ; М- модернизированная. Особенности каждой из этих моделей описаны ниже. В эксплуатации имеются также тележки типа КВЗ-ЦНИИ, которые являются предшественницей тележек ТВЗ-ЦНИИ-М. Даже и название заимствовано от старых тележек (город Тверь назывался раньше Калинин, отсюда КВЗ).
Все эти тележки предназначены для пассажирских, почтовых, багажных, а также специальных вагонов массой брутто до 72 т и различаются жесткостью рессорного подвешивания. Техническая характеристика тележек пассажирских вагонов приведена в таблице
Показатель
Конструктивная скорость, км/ч
Тип рессорного подвешивания
Двойное: центральное люлечное и буксовое
Суммарный статический прогиб от массы брутто, мм
Габарит ГОСТ 9238
Тележка модели 68-875 (ТВЗ-ЦНИИ-М)
Тележка представляет собой вариант дальнейшего развития конструкции тележки типа КВЗ-ЦНИИ.
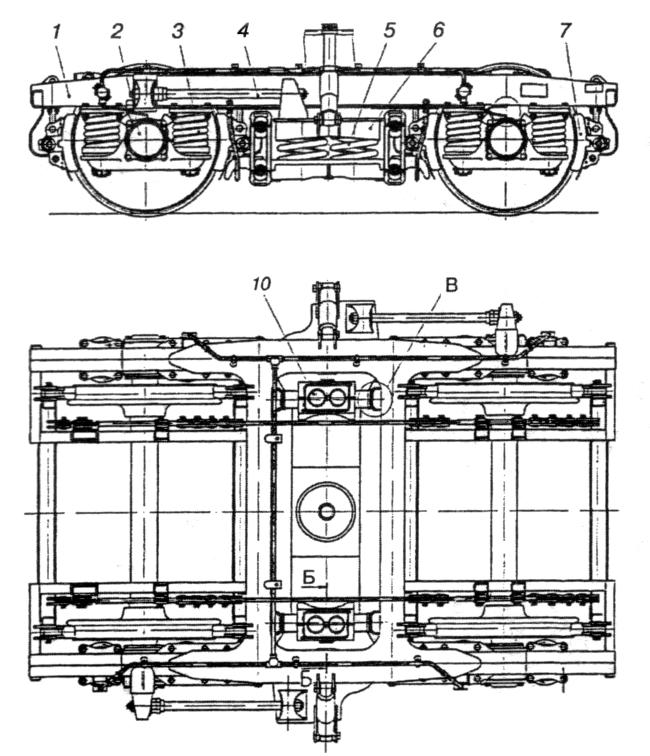
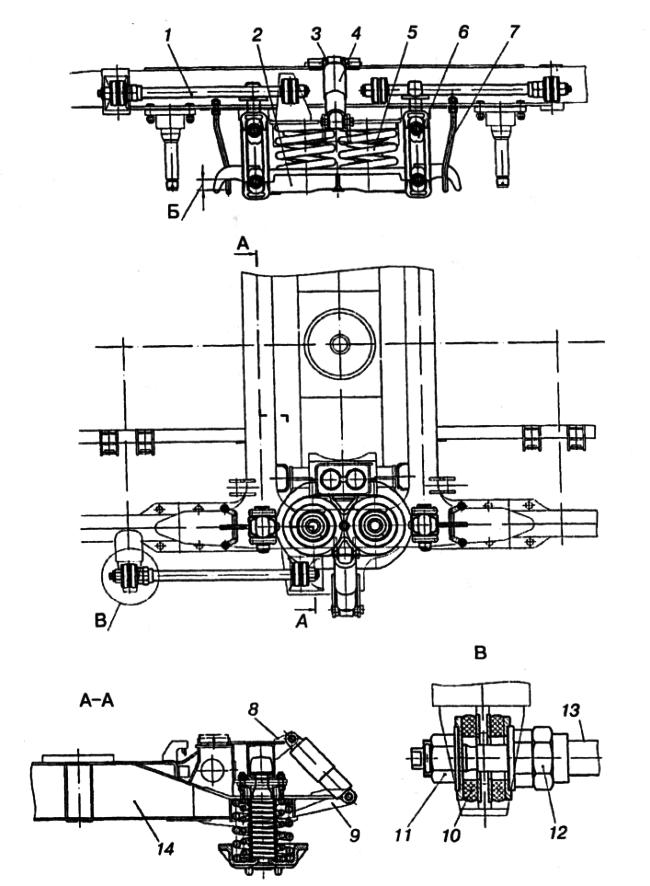
Она состоит из двух колесных пар с буксовыми узлами 2, двойного рессорного подвешивания — буксового 3 и центрального 5, рамы 1, надрессорной балки 6 и тормозной рычажной передачи 7. Кузов опирается на тележку через скользуны 10 надрессорной балки; связь рамы с буксами — упругая шпинтонно-бесчелюстная; тормоз — колодочный с двусторонним нажатием колодок.
Рама тележки — сварная Н-образной формы. Она состоит из двух боковых 2, двух средних поперечных 10, четырех укороченных концевых 8 и четырех вспомогательных продольных 9 балок. Элементы рамы изготавливают из стали СтЗсп или 09Г2Д. Боковые балки 2 рамы сварены из двух швеллеров № 20В и имеют замкнутое коробчатое сечение. В средней части сверху и снизу они перекрыты стальными усиливающими листами. К боковым балкам приварены снизу опорные плиты 3 с центрирующими кольцами, сбоку — кронштейны 5 и 7 для крепления соответственно гасителей колебаний и продольных поводков, а также упоры (вертикальные скользуны) 6 для ограничения перемещения надрессорной балки поперек вагона. К опорным плитам прикреплены болтами шпинтоны 1 буксового подвешивания. В нижней части каждой боковой балки имеются два овальных отверстия для пропуска тяг-подвесок люльки и четыре отверстия для предохранительных скоб центрального подвешивания.
Средние поперечные балки 10 сварные коробчатого сечения и изогнуты на участках между боковыми и вспомогательными продольными балками. Каждая балка сварена из двух вертикальных и двух горизонтальных листов толщиной 10 мм. К балкам приварены упоры (вертикальные скользуны) 4, ограничивающие перемещения надрессорной балки вдоль вагона при выходе из строя продольных поводков, а также кронштейны 13 для подвесок тормозных башмаков. В отверстия этих кронштейнов вварены втулки. Вспомогательные продольные 9 и укороченные концевые 8 балки предназначены для крепления деталей тормозной рычажной передачи. Эти балки отштампованы из листов толщиной 14 мм корытообразного профиля. У продольных балок этот профиль открытый, а у концевых закрыт приваренной планкой толщиной 8 мм. К вспомогательным продольным балкам приварены кронштейны 12 подвески рычагов и 77 мертвой точки, а к концевым — кронштейны 14 для подвесок тормозных башмаков. Рессорное подвешивание — двойное: буксовое и центральное.
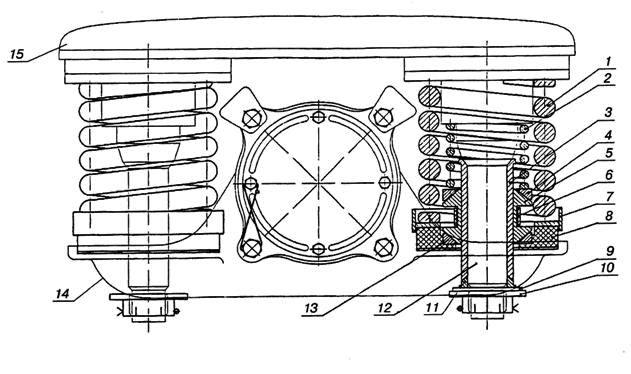
Буксовое подвешивание состоит из четырех комплектов. Каждый комплект подвешивания — расположенный на одной буксе — включает две наружные пружины 1, поддерживающие раму 15 тележки и опирающиеся на кронштейны корпуса буксы 14, два фрикционных гасителя колебаний, расположенных внутри наружных пружин, и два резиновых кольца 8. В этой ступени подвешивания для дополнительной связи букс с рамой тележки применяются шпиптоны 12, закрепляемые на боковой балке рамы. Шпинтоны не позволяют буксам, а следовательно, и колесным парам разъединяться с рамой тележки при сходе вагона с рельсов и совместно с пружинами ограничивают перемещения букс в горизонтальной плоскости. Наружные пружины опираются на металлические поддоны 7, каждый из которых представляет собой опорное кольцо, свареьшое заодно с кожухом. Между поддонами и кронштейнами корпуса буксы вводятся резиновые кольца 8, предназначенные доя уменьшения высокочастотных колебаний рамы и снижения шума внутри вагона. Резиновые кольца устанавливаются в углублениях кронштейнов корпуса буксы. К элементам фрикционного гасителя колебаний относятся шпинтонная втулка 3, шесть фрикционных клиньев 5, верхнее 4 и нижнее 13 опорные конусные кольца, а также внутренняя пружина 2. Фрикционные клинья, обхватывающие шпинтонную втулку, связаны кольцом 6. Стальная втулка 3 закрепляется неподвижно на шпинтоне 12 разрезным конусом 77, тарельчатой пружиной 9 и гайкой 10, навернутой на конец шпинтона. Фрикционные гасители демпфируют вертикальные бания и создают еще одну дополнительную связь букс с рамой тележки в горизонтальной плоскости. Работа фрикционного гасителя колебаний тележки описана выше. Коэффициент относительного трения фрикционного гасителя колебаний 0,05. Центральное подвешивание — люлечное. Оно состоит из двух люлек, четырех двух- или трехрядных пружин 5, двух гидравлических гасителей колебаний 4 и двух продольных поводков 7.
Рисунок — Центральное подвешивание тележки модели 68-875
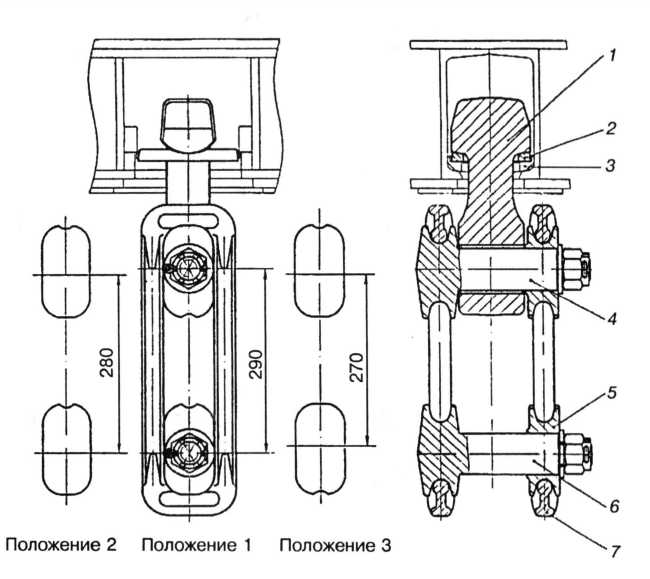
К элементам люльки относятся: стальной корытообразный поддон 2, шарнирно подвешенный к боковым балкам рамы при помощи вертикально расположенных люлечных сочлененных подвесок 6. Основное преимущество тележки модели 68-875 по сравнению с КВЗ-ЦНИИ — увеличение поперечной гибкости центрального подвешивания. Обеспечивается это за счет перехода от двухзвенной шарнирно сочлененной люлечной подвески к однозвенной в поперечном направлении. Люлечная подвеска такой конструкции имеет неподвижное звено — короткую тягу-подвеску 1 и подвижное звено — две серьги 7 увеличенной длины. Тяга-подвеска 1 соединена с серьгами 7 валиком 4. Серьги в верхней и нижней частях связаны валиками (4 и 6) с опорными шайбами 5. Поперечные колебания люльки осуществляются в этом случае только за счет серег.
Рисунок — Люлечная подвеска тележки модели 68-875
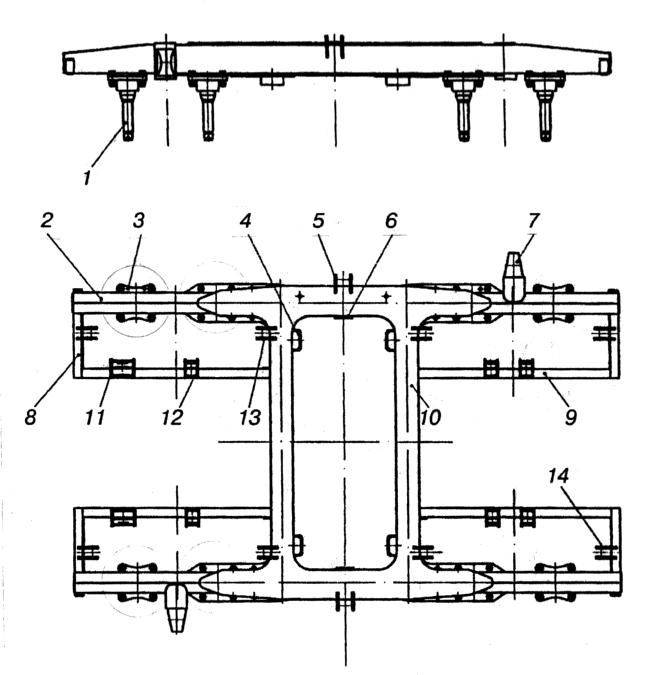
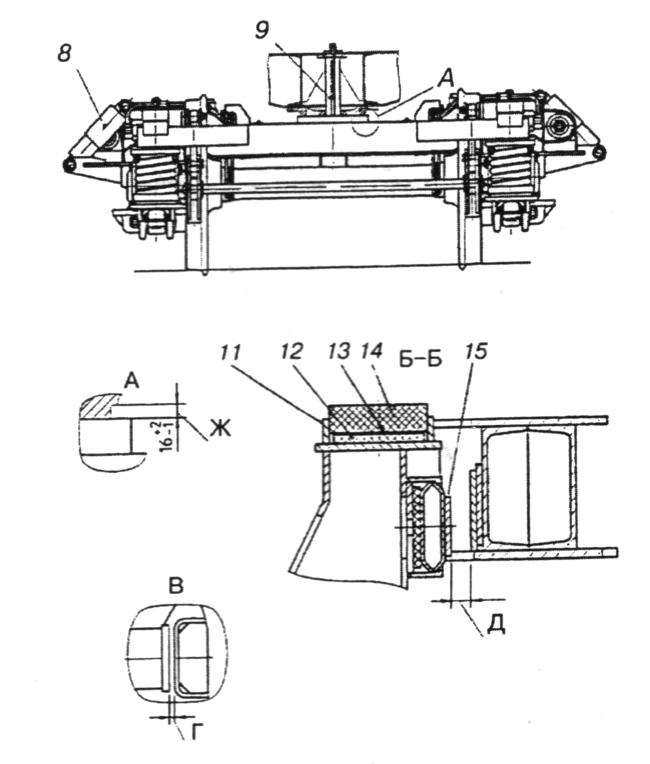
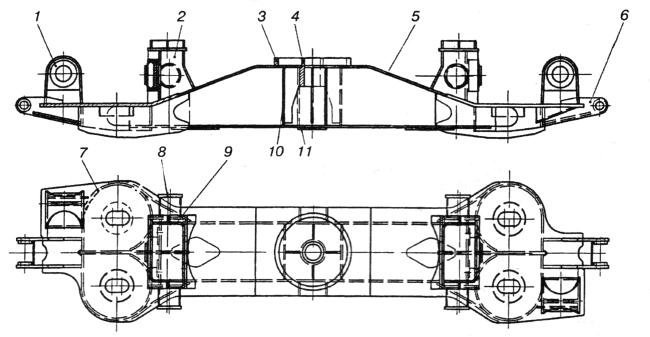
Неподвижное без поворотов в поперечном направлении закрепление тяги-подвески достигается соответствующим конструктивным исполнением узла соединения ее с рамой тележки. В таком узле тяга-подвеска, имеющая Т-образную головку, опирается на рамку 2, установленную внутри боковой балки рамы на специальные вкладыши 3, приваренные к нижним полкам швеллеров боковой балки рамы. Наклонные сферические поверхности заплечиков Т-образной головки и сферические выемки на рамке исключают поворот тяги-подвески в поперечном направлении и в то же время обеспечивают свободный поворот ее в продольном. На случай обрыва подвесок люльки и падения поддона с пружинами предусмотрено предохранительное устройство, состоящее из четырех скоб 7. Скобы закрепляются на боковых балках рамы и обхватывают снизу крюки поддона. Люльки связаны надрессорной балкой 14, которая опирается своими концевыми частями на пружины, размещенные в поддонах. На каждом поддоне установлено по две двух-или трехрядные пружины 5. Рядность пружин зависит от массы тары вагона. Более гибкие двухрядные пружины устанавливают в тележки, подкатываемые под вагоны с массой тары до 54 т, а более жесткие трехрядные — под вагоны с массой тары более 54 т. Колебания кузова в вертикальной и горизонтальной плоскостях гасят гидравлические гасители 4, устанавливаемые наклонно под углом 45°. Нижними концами гасители крепятся к кронштейнам 9 надрессорной балки, а верхними — к кронштейнам 8 рамы тележки через резиновую втулка 3. Коэффициент сопротивления гасителя 115 кН-с/м, а ход — 190 мм. Поводковые устройства, расположенные диагонально и связывающие надрессорную балку с рамой тележки, упруго препятствуют перекосу этой балки от действия момента сил трения, возникающих между скользунами тележек и кузова. Продольный поводок тележки состоит из тяги 13, резинометаллических пакетов 10 и гаек 11 и 12. Длину поводка регулируют при помощи гаек 11 и 12 за счет запаса резьбы на левой цапфе тяги. Для поворота или удержания тяги от вращения ее левый конец имеет форму квадрата. Надрессорная балка тележки — сварная коробчатого сечения из стали марок СтЗсп или 09Г2Д. Верхний лист 5 балки состоит из трех частей: среднего толщиной 10 мм и концевых — 16 мм. Концевые части верхнего листа уширены и имеют в нижней части специальные посадочные места (гнезда) 7 для комплектов пружин.
Рисунок — Надрессорная балка
В средней части балки приварены кольцо 3, выполняющее роль подпятника, и втулка 4 для установки шкворня. Место размещения подпятника усилено ребрами 10 и планкой 11. К балке приварены также две опоры 2 с коробками 9 для опорных (горизонтальных) скользунов и с вертикальными скользунами 8. Вертикальные боковые скользуны соприкасаются со скользунами на средних поперечных балках и ограничивают продольные перемещения надрессорной балки. На опорах 2 крепятся кроме того вертикальные торцовые скользуны 15, ограничивающие поперечные перемещения надрессорной балки. К надрессорной балке приварены также кронштейны 1 для направляющих поводков и 6 для гасителей колебаний. Опора кузова на тележку имеет скользун 14 тележки, металлическую 13 и резиновую 12 прокладки. Резиновая прокладка укладывается в коробку 11 под скользун для амортизации и поглощения шума, металлическая — для регулирования высоты установки скользуна. При такой схеме опирания кузова на тележку повышается плавность хода вагона вследствие уменьшения боковой качки и гашения извилистого движения тележки. Для обеспечения свободного поворота тележки относительно кузова при прохождении кривых участков пути момент трения между скользунами подбирается в пределах 20-28 Н.м. Для реализации нормируемого момента трения в скользунах надрессорную балку связывают с рамой тележки продольными поводками и применяют разнородные материалы: скользун кузова изготовляют из стали марки 40Х, а скользун тележки — из полимерной композиции. Для исключения задиров рабочие поверхности скользунов шлифуют и смазывают. Для принятой схемы опирания кузова на тележку между подпятником надрессорной балки и пятником кузова имеется зазор 16 мм. Подпятник в этом случае воспринимает только горизонтальные усилия и служит направляющей при посадке кузова на тележки. Пятник кузова вагона соединен с подпятником тележки замковым шкворнем.
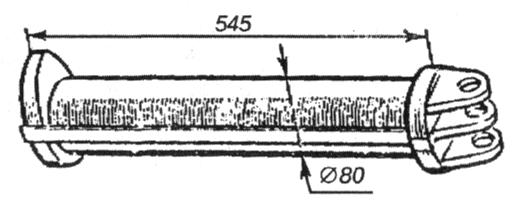
Рисунок — Замковый шкворень
Шкворень состоит из двух полушкворней и расположенной между ними замковой планки. Он позволяет быстро разъединить их, удалив вначале замковую планку, а затем оба полушкворня. Шкворень предупреждает отрыв тележки от кузова и служит кроме того осью вращения тележки относительно кузова при прохождении кривых участков пути. Установка надрессорной балки в среднее положение производится изменением длины продольных поводков. Регулируя длину поводка устанавливают требуемый зазор между вертикальными скользунами надрессорной балки и средними поперечными балками рамы. Для предотвращения падения надрессорной балки имеется предохранительная скоба.
Под некотловую сторону вагона подкатываются тележки модели 68-875, под котловую — модели 68-876. Тележка модели 68-876 оборудована текстропно-карданным приводом к генератору от торца оси . Она имеет более жесткое подвешивание и концевую поперечную балку, на которой крепятся генератор, ведомый шкив привода с натяжным устройством и карданный вал.
Тележка модели 68-4065 (68-4066) . Тележки подкатываются под вагоны с системой кондиционирования воздуха. Привод подвагонного генератора здесь повышенной мощности (32 кВт) и выполнен от средней части оси. Все остальные элементы тележек аналогичны тележкам 68-875 и 68-876.
Далее приведены несколько фотографий, позволяющих составить более наглядное предствление о тележке ТВЗ-ЦНИИ-М:
На этой тележке хорошо виден редуктор привода подвагонного генератора от средней части оси
Источник
Технологический процесс ремонта тележек
Ремонт тележек производится по способу замены неисправных узлов и деталей вагонов на новые соответствующего типа или отремонтированные, отвечающие требованиям конструкционных документов, техническим условиям и характеристикам данного типа тележек.
Ремонт тележек производится в тележечном участке деповского ремонта на 6 позициях поточно-механизированной линии и имеет в своем составе следующие производственные участки:
— позиции ремонта тележек;
— участок магнитного испытания и испытания на растяжение деталей
— участок комплектовки пружин и испытания рессор;
— участок ремонта и комплектовки рычажных передач;
— участок ремонта и комплектовки подвесок тормозных башмаков с башмаками и колодками.
На листе 3 графической части проекта приведен план тележечного участка с размещением технологического оборудования.
В вагоносборочном цехе слесарь подвижного состава отсоединяет тормозные тяги, затем вынимает шкворень и производит подъемку вагонов домкратами. Убираются тормозные башмаки из-под тележки, тележки выкатываются из-под вагона, отсоединяются горизонтальные тяги тележек.
Слесарь по ремонту электрооборудования отсоединяет провода от клеммой коробки и вывертывает из букс датчики контроля температуры и заземляющие перемычки.
Тележку мостовым кран подают на первую позицию ремонта тележек.
Позиция оборудована приямками с крышками, которые открываются и закрываются автоматически, а так же гайковертами и пневмотолкателем тележек. На первой позиции выбивают шпинтоны из нижней части тележки, отворачивают гайковертами гайки шпинтонов и гайки предохранительных болтов центрального подвешивания тележек КВЗ-ЦНИИ.
Обмывку тележек производят 3% раствором каустической соды, подогретым до 70-80°С. Продолжительность обмывки тележки составляет 13 минут. После обмывки тележка при выходе из моечной машины, обдувается сжатым воздухом. Общее время обмывки и обдувки составляет 15 мин.
Подготовленные к ремонту и обмытые тележки транспортным тяговым устройством через поворотный круг для тележек поступают в транспортный коридор на позиции накопления.
Из транспортного коридора при помощи транспортировочного устройства через поворотный круг тележки поочередно поступают на III ремонтную позицию.
На III позиции производят следующие работы: у тележек всех типов, кроме ЦМВ снимают гасители колебаний и поводки. После чего кран-балкой поднимают тележку и выкатывают колесные пары. С колесных пар снимают комплект пружин с фрикционными гасителями колебаний, устанавливают комплекты на специальные захваты и подают на участок комплектовки пружин. Колесные пары с буксами кран-балкой устанавливают на путь, идущий в колесный цех и направляют их для производства полной или промежуточной ревизии.
Раму тележки кран-балкой подают на IV или IVa позиции. Устанавливают на специальный стенд для разборки, тележки закрепляют шкворнями.
На IV или IVa позициях у тележек КВЗ-5, КВЗ-ЦНИИ-I типа, II типа, КВЗ-ЦНИИ-М при помощи специального стенда производят сжатие центрального рессорного подвешивания тележек, снятие серег, тяги и валиков.
Серьги, тяги и валики подают на участок магнитного испытания и испытания на растяжение. После чего при помощи стенда распускают центральное подвешивание, выкатывают вручную поддон с пружинами на специальной тележке стенда из-под рамы тележки.
Пружины центрального рессорного подвешивания снимают с поддонов, осматривают, изломанные заменяют при необходимости сменяют шпинтоны, раму тележки с позиции IV или IVa подают на кантователь рам тележек кран-балкой с помощью захватного приспособления, оставляя при этом надрессор-ную балку на стенде.
На кантователе производят осмотр и ремонт рамы тележки (сварочные работы, смену шпинтонов на раме тележки, измерением расстояний между шпинтонами вдоль рамы тележки и измерением расстояний межшпинтонного пространства вдоль, поперек оси тележки и по диагоналям.)
Допускается производить смену шпинтонов на IV или IVa позициях, после чего подавать раму тележки на кантователь для производства замеров. С кантователя отремонтированную раму тележки кран-балкой в обратном порядке устанавливают на надрессорную балку тележки (IV или IVa позиции) и производя сборку центрального рессорного подвешивания. При помощи стенда сжимают центральное рессорное подвешивание и производят его сборку, т. е. Постановку тяг, валиков, серег.
На IV или IVa позициях у тележек ЦМВ снимают перекладину и предохранительную скобу надрессорной балки. С помощью захватного приспособления кран-балкой вынимают надрессорную балку и устанавливают на кантватель для ремонта. Кран-балкой с помощью захватного приспособления вынимают элептическую рессору и направляют на участок испытания.
После чего производят разборку центрального рессорного подвешивания. Люлечные балки, подвески и валики подают на участок магнитного испытания на растяжение при помощи кран-балки. Затем производят сборку центрального рессорного подвешивания, постановку перекладины и предохранительной скобы.
На IV или IVa позициях с тележек всех типов снимают траверсы, подвески с башмаками и колодками.
При помощи различных захватных приспособлений подают траверсы на испытание на растяжение, а подвески с башмаками и колодками на участок разборки и ремонта. Производят замену комплектов рычажных передач на заранее отремонтированные, а так же постановку траверс и подвесок с башмаками и колодками.
Разрешается ремонт рычажной передачи тележки производить непосредственно на тележках без подачи на специальную позицию.
На позиции V производят сборку буксового подвешивания и подкатку колесных пар. При подкатке колесных пар тележки переставляют кран-балкой с IV и IVa позициях и устанавливают на заранее подготовленные колесные пары, установленные на позиции V. шпинтонами вдоль рамы тележки и измерением расстояний межшпинтонного пространства вдоль, поперек оси тележки и по диагоналям.)
Допускается производить смену шпинтонов на IV или IVa позициях, после чего подавать раму тележки на кантователь для производства замеров. С кантователя отремонтированную раму тележки кран-балкой в обратном порядке устанавливают на надрессорную балку тележки (IV или IVa позиции) и производя! сборку центрального рессорного подвешивания. При помощи стенда сжимают центральное рессорное подвешивание и производят его сборку, т. е. Постановку тяг, валиков, серег.
На IV или IVa позициях у тележек ЦМВ снимают перекладину и предохранительную скобу надрессорной балки. С помощью захватного приспособления кран-балкой вынимают надрессорную балку и устанавливают на кантователь для ремонта. Кран-балкой с помощью захватного приспособления вынимают элептическую рессору и направляют на участок испытания.
После чего производят разборку центрального рессорного подвешивания. Люлечные балки, подвески и валики подают на участок магнитного испытания на растяжение при помощи кран-балки. Затем производят сборку центрального рессорного подвешивания, постановку перекладины и предохранительной скобы.
На IV или IVa позициях с тележек всех типов снимают траверсы, подвески с башмаками и колодками.
При помощи различных захватных приспособлений подают траверсы на испытание на растяжение, а подвески с башмаками и колодками на участок разборки и ремонта. Производят замену комплектов рычажных передач на заранее отремонтированные, а так же постановку траверс и подвесок с башмаками и колодками.
Разрешается ремонт рычажной передачи тележки производить непосредственно на тележках без подачи на специальную позицию.
На позиции V производят сборку буксового подвешивания и подкатку колесных пар. При подкатке колесных пар тележки переставляют кран-балкой с IV и IVa позициях и устанавливают на заранее подготовленные колесные пары, установленные на позиции V
На V позиции на тележки устанавливают так же поводки, гасители колебаний, датчики контроля температуры букс и заземляющие перемычки, устанавливают редуктор привода ТРКП.
Затем тележку при помощи лебедки через поворотный круг перемещают на VI позицию.
VI позиция оборудована приямками с закрывающимися автоматическими крышками и гайковертами.
На позиции производят, при помощи гайковертов, закручивание гаек шпинтонов, гаек предохранительных болтов и постановку шпинтонов.
После окончания ремонта тележка выкатывается в вагоносборочный цех и мостовым краном устанавливается на второй путь для подкатки под вагон.