- Ремонт тормозной системы автомобиля Камаз
- Обучающий фильм: Тормозная система КАМАЗ
- Ремонт передних и задних тормозных камер Камаз
- Видео: Ремонт тормозной камеры, замена диафрагмы КАМАЗ, МАЗ, ГАЗ, ЗИЛ, ПАЗ
- Ремонт тормозных механизмов Камаз
- Видео: Ремонт тормозов камаз 6460 (6520)
- Видео: Клинит тормоза на КАМАЗе. Ремонт тормозного крана.
- Сборка тормозного механизма Камаз
- Технология ремонта тормозной системы камаз 5320
Ремонт тормозной системы автомобиля Камаз
Для повышения безотказности и надежности работы тормозной системы ремонт ее приборов производится на специальном оборудовании лицами, прошедшими необходимую специальную подготовку.
Принудительному ремонту и контрольным испытаниям после ремонта подлежат тормозной механизм, тормозные камеры и энергоаккумуляторы, компрессор, регулятор давления, регулятор тормозных сил, одинарный, двойной и тройной защитные клапаны, ручной тормозной кран, двухсекционный тормозной кран, клапаны ограничения давления, ускорительный клапан и клапан управления тормозами прицепа, кран пневматический.
Основными операциями технологического процесса ремонта приборов пневматической тормозной системы автомобилей семейства КамАЗ являются наружная мойка приборов, разборка приборов тормозной системы, чистка и мойка деталей, дефектация деталей, замена резинотехнических изделий и неисправных деталей, сборка приборов и их испытание.
Обучающий фильм: Тормозная система КАМАЗ
Устройство и техническое обслуживание автомобиля КАМАЗ — Тормозная система. Советский обучающий фильм, в котором подробно рассказано и показано устройство тормозной системы.
Ремонт передних и задних тормозных камер Камаз
Ремонт тормозных камер средних и задних мостов типа 20 отличается от ремонта передних тормозных камер типа 24.
Для снятия тормозной камеры с пружинным аккумулятором с автомобиля необходимо:
- установить ручной тормозной кран в положение «стояночный тормоз»;
- вывернуть до упора болт механического растормаживания пружинного энергоаккумулятора, убедившись, что шток тормозной камеры убран;
- отсоединить подводящие трубопроводы, ослабить крепление тормозной камеры, отсоединить вилку штока от регулировочного рычага.
После выполнения указанных операций снять тормозную камеру.
Разборка энергоаккумулятора, показанного на рис. 112, б, производится на специальном стенде. Разборка энергоаккумуляторов вне стенда категорически запрещается. При ослаблении винта пружина разжимается с усилием 0,62—0,65 МПа и вылетает из цилиндра. Сущность работы приспособления для разборки энергоаккумулятора состоит в том, чтобы после отвинчивания гайки винта плавно разжать пружину.
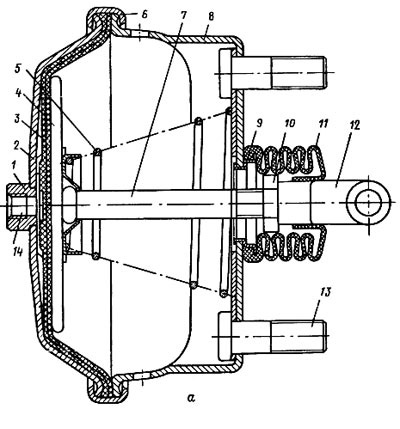
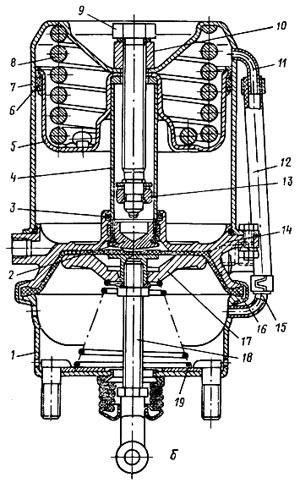
Рис. 112. Тормозные камеры пневматической системы автомобиля КамАЗ:
а – тормозная камера тормозов переднего моста типа 24; 1 – бобышка; 3 – диафрагма; 4 – диск; 5 – пружина; 6 – хомут; 7 – шток; 8 – корпус; 9 – фланец; 10 – гайка; 11 – защитный чехол; 12 – вилка; 13 – болт; 14 – подвод сжатого воздуха; б – тормозная камера тормозов задней тележки типа 20; 1 – корпус тормозной системы; 2 – подпятник; 3 – уплотнительное кольцо; 4 – толкатель; 5 – поршень; 6 – уплотнение поршня; 7 – цилиндр энегоаккумулятора; 8 – силовая пружина; 9 – винт механизма аварийного растормаживания; 10 – упорная гайка; 11 – патрубок цилиндра; 12 – дренажная трубка; 13 – упорный подшипник; 14 – фланец; 15 – патрубок тормозной камеры; 16 – диафрагма тормозной камеры; 17 – опорный диск; 18 – шток; 19 – возвратная пружина
Видео: Ремонт тормозной камеры, замена диафрагмы КАМАЗ, МАЗ, ГАЗ, ЗИЛ, ПАЗ
Последовательно показано как устраняется утечка воздуха из передней тормозной камеры автомобиля. Разборка, сборка тормозной камеры и замена манжета.
Ремонт тормозных механизмов Камаз
При капитальном ремонте тормозного механизма заменяются новыми:
- резиновые уплотнительные кольца разжимного кулака в кронштейне; после их замены уплотнительные кромки кольца не должны иметь каких-либо повреждений;
- металлопластмассовые втулки разжимного кулака, усилие запрессовки втулок должно быть не менее 6000 Н; после замены втулки растачиваются до диаметра 38,0—38,027 мм;
- фрикционные тормозные накладки колодок тормоза.
Новые фрикционные накладки приклепываются к колодкам тормоза на специальном прессе, приспособленном для клепки тормозных накладок. Клепка накладок к колодке должна быть выполнена таким образом, чтобы зазор между накладками и колодкой в районе заклепок отсутствовал. Тормозные колодки с накладками в сборе обрабатываются (обтачиваются) под диаметр расточенного тормозного барабана на станке, показанном на рис. 113. Радиус колодок с фрикционными накладками должен быть 199,6—200 мм.
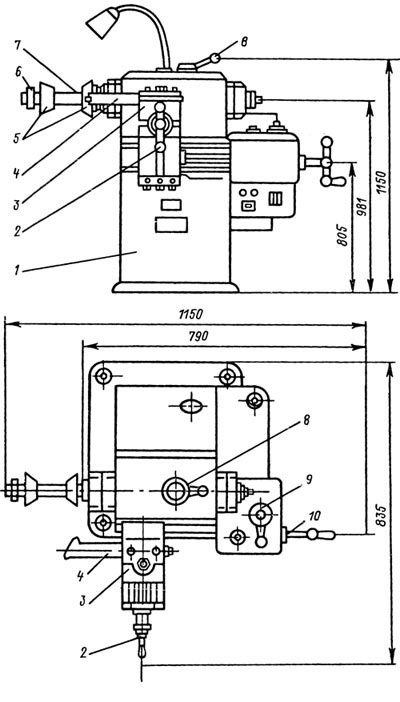
Рис. 113. Станок для расточки тормозных барабанов и обточки тормозных колодок:
1 — станина станка; 2 — маховик поперечного перемещения суппорта; 3 — суппорт станка; 4 — резцедержатель; 5 — конусы для установки ступицы тормозного барабана; 6 — оправка с зажимной ганкой конусов; 7 — шпиндель станка; 8 — рукоятка переключения передач в коробке скоростей шпинделя; 9 — рукоятка переключения подач, 10 — рукоятка продольной подачи суппорта
Для обточки колодок на станке изготавливается приспособление для их крепления. Приспособление с закрепленными на нем тормозными колодками устанавливается на шпиндель станка.
Тормозные барабаны после мойки и очистки подвергаются дефектации. При выработке рабочей поверхности более 1 мм растачиваются на станке для расточки тормозных барабанов, показанном на рис. 113.
В верхней части станины 1 станка расположен шпиндель 7, привод шпинделя осуществляется через ременную передачу от электромотора. В шпинделе станка закреплена оправка 6. На оправке установлены два конуса 5, которые являются базовыми поверхностями для наружных обойм подшипников ступицы колеса. Для расточки барабан приворачивается гайками к ступице. Вместе со ступицей барабан устанавливается на конусные оправки станка. На боковой стороне станины имеются направляющие для установки и перемещения суппорта 3. В суппорте закрепляется резцедержатель 4 для крепления резца.
Поперечное перемещение суппорта с резцедержателем по направляющим суппорта осуществляется маховиком 2. Продольное перемещение суппорта с резцедержателем по направляющим станины осуществляется рукояткой 10. Для расточки тормозных барабанов применяются резцы с твердосплавными пластинами ВК-3, ВК-б. Барабан вращается на шпинделе станка. Скорость резания в пределах 80—100 м/мин.
При расточке тормозных барабанов внутренний их диаметр не должен превышать 406 мм. Для колес одной оси автомобиля диаметры тормозных барабанов должны быть одинаковы.
Разжимной кулак подвергается восстановлению, если на рабочем профиле его имеются выработки, коррозия, выбоины, вмятины глубиной до 0,5 мм. Разница радиусов профиля на одноименном луче не должна превышать 0,6 мм. Восстановление рабочей поверхности разжимного кулака производится наплавкой или плазменным напылением с последующей механической обработкой. Шлицы разжимного кулака не должны иметь следов выработки.
Видео: Ремонт тормозов камаз 6460 (6520)
Видео: Клинит тормоза на КАМАЗе. Ремонт тормозного крана.
Ремонт пневматической системы тормозов.
Дополнительный совет к видео — после разбора нужно промыть бензином и продуть компрессором, смазать и потом собрать.
Сборка тормозного механизма Камаз
При сборке тормозного механизма все трущиеся поверхности деталей (опорные поверхности разжимного кулака, ролик, оси ролика и опорные оси колодок) смазываются тонким слоем смазки «Литол-24». Кроме того, разжимной кулак дополнительно смазывается через пресс-масленку, находящуюся в кронштейне. Попадание смазки на поверхность трения колодок не допускается. После сборки тормозного механизма на ступицу устанавливается тормозной барабан и производится регулировка затяжки подшипников ступиц колес.
Заключительной операцией ремонта тормозного механизма является полная его регулировка. Полная регулировка тормозных механизмов всех колес осуществляется в следующей последовательности. После ослабления гайки 4 крепления осей 1 тормозных колодок (рис. 114, а) сближаются эксцентрики, их оси поворачиваются таким образом, чтобы метки, поставленные на наружных, выступающих под гайками торцах осей находились одна против другой. После этого отпускаются болты крепления кронштейна разжимного щитка 3.
В тормозную камеру подается сжатый воздух под давлением 0,1—0,15 МПа и замеряется выход штоков тормозных камер. Величина выхода штока определяется разностью замеров полного его выхода после подачи воздуха в тормозную камеру и положением его в исходном состоянии. Разность полученных результатов должна быть 20—30 мм. Если величина хода штока будет отличаться от указанной, то ее следует регулировать вращением оси 1 (18) [рис. 114, а (б)] червяка регулировочного рычага 3 (14).
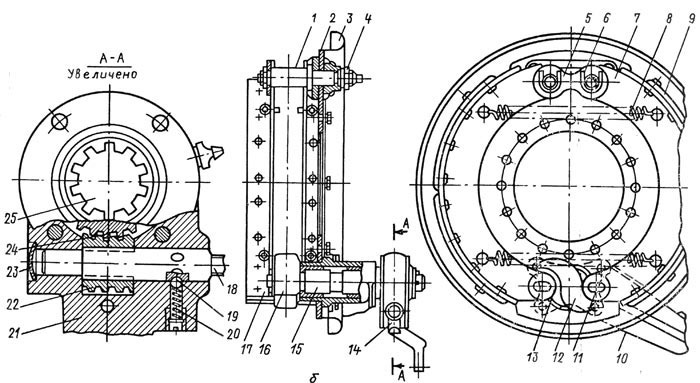
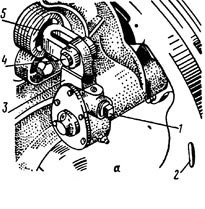
Рис. 114. Тормозной механизм колесного тормоза автомобиля КамАЗ:
а — расположение регулировочного рычага тормозного механизма и окна в тормозном диске для проверки зазоров между тормозными колодками и барабаном: 1 — ось червяка с четырехгранной головкой для вращения червяка при регулировке хода штока тормозной камеры; 2 — окно для проверки зазоров между тормозными колодками и барабаном; 3 — рычаг вала разжимного кулака; 4 — соединительная ось; 5 — вилка штока тормозной камеры; б — поперечный разрез тормозного механизма: 1 — ось эксцентрика тормозной колодки; 2 — диск тормозного механизма, жестко закрепленный на фланце моста; 3 — щиток; 4 — гайка оси; 5 — накладка оси колодок; 6 — чека оси колодки; 7 — колодка тормоза; 8 — пружина; 9 — фрикционная накладка; 10, 21 — кронштейн разжимного кулака; 11 — ось ролика; 12, 16 — разжимный кулак; 13 — ролик; 14 — регулировочный рычаг; 15 — ось разжимного кулака; 17 — тормозная колодка (внутренний вид); 18 — регулировочная головка вала червяка; 19 — фиксатор положения вала червяка; 20 — пружина фиксатора; 22 — червяк; 23 — заглушка; 24 — шестерня вала разжимного кулака; 25 — шлицованный наконечник вала разжимного кулака
Для одновременного торможения правых и левых колес ход штоков тормозных камер одной оси должен быть одинаковым.
Барабан должен вращаться свободно, не касаясь колодок. После регулировки между барабаном и колодками должны быть зазоры: у разжимного кулака — 0,4 мм; у осей колодок — 0,2 мм.
Величина хода штока тормозных камер замеряется линейкой.
Мерная линейка устанавливается торцом в корпус тормозной камеры ближе к штоку и параллельно ему. Положение крайней точки штока отсчитывается по шкале линейки. Нажимается тормозная педаль до упора (при нормальном давлении воздуха в системе) и отмечается новое положение крайней точки штока.
Регулировка свободного и рабочего хода педали рабочего тормоза производится в следующей последовательности. Масштабная линейка устанавливается торцом в пол кабины рядом с педалью тормоза перпендикулярно к верхней ее плоскости. На шкале линейки фиксируется местонахождение верхней плоскости педали. Плавно нажимается на тормозную педаль до момента начала выдвижения штоков тормозных камер. Снова измеряется местонахождение верхней плоскости педали. Разность полученных результатов дает величину хода педали (25—30 мм).
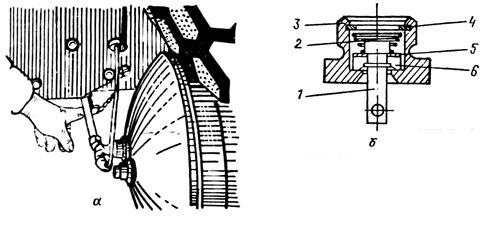
Рис. 115. Слив конденсата из воздушных баллонов:
а – общий вид; б – разрез клапана для слива конденсата; 1 – шток клапана слива конденсата; 2 – пружина; 3 – корпус; 4 – опорное кольцо; 5 – шайба; 6 – клапан
Нажимается тормозная педаль до упора и таким же образом определяется величина рабочего хода. Ход педали должен быть 75—100 мм и ограничиваться упорным винтом в двухсекционном тормозном кране, а не полом кабины.
Если свободный и рабочий ход педали не соответствует норме, то он регулируется вилкой тяги педали, навинчивая ее на тягу педали или свинчивая ее с тяги, предварительно отсоединив от нижнего рычага педали.
Слив конденсата из воздушных баллонов производится следующим образом. При работающем двигателе давление воздуха в системе доводится до 0,7 МПа; открываются сливные краны на каждом из пяти баллонов оттягиванием штока за кольцо или цепочку в сторону, как показано на рис. 115; после полного слива конденсата из баллона выпускается воздух без капелек жидкости. После слива конденсата система заполняется воздухом. Давление воздуха в системе доводится до номинального и только после этого останавливается двигатель.
Наличие масла в конденсате указывает на неисправность компрессора.
Место утечки воздуха обнаруживается на слух или с помощью мыльного раствора, которым смачивается место предполагаемой утечки.
Источник
Технология ремонта тормозной системы камаз 5320
При ежедневном обслуживании сливаем конденсат из ресиверов системы после поездки.
Сливать конденсат из ресиверов нужно при номинальном давлении воздуха в системе, отведя в сторону шток сливного крана
Натягиваем шток вниз. Если в конденсате повышенное содержание масла, то это указывает на неисправность компрессора.
При замерзании конденсата в ресиверах нужно прогреть горячей водой или теплым воздухом.
Проверяем состояние шлангов прицепа.
При ТО – 1:
— осматриваем все элементы тормозной системы;
— регулируем ход штоков тормозных камер.
Ход штоков тормозных камер регулируем при холодных тормозных барабанах и выключенном стояночном тормозе.
Ход штоков надо регулировать, если он более 40 мм.
Величину хода штока измеряем линейкой, установив ее параллельно штоку, уперев торцом в корпус тормозной камеры.
Отмечаем место нахождения крайней точки на шкале линейки.
После этого нажимаем на тормозную педаль до упора, давление воздуха должно быть не менее (6,2 кгс/см 2 ), стояночная тормозная система выключена, и снова отмечаем нахождение этой же точки штока на шкале.
Разность полученных значений и будет составлять величину хода штока.

Регулируем ход штока поворотом оси 1 (рисунок 1) червяка регулировочного рычага, предварительно отвернув фиксатор 4 на два оборота. Вращая ось, устанавливаем наименьший ход штока.
Убеждаемся, что колесо вращается свободно, без всяких заеданий и затягиваем фиксатор.
После этого проверяем зазор между колодками и тормозным барабаном через окна 2 в щитке.
После регулирования хода штоков тормозных камер между колодками и тормозным барабаном могут быть следующие зазоры: у разжимного кулака 0,4 мм, у осей колодок 0,2 мм.
Нужно также учесть, чтобы разница хода штоков левых и правых колес имели по возможности одинаковый ход (не более 2 или 3 мм), чтобы одинаково тормозили колеса правой и левой сторон;
— смазываем втулки валов разжимных кулаков через пресс-масленку, с помощью шприца, сделав шприцом не более 5 ходов;
— смазываем регулировочные рычаги тормозных механизмов, до выдавливания свежей смазки.
— в осеннее зимний период сменяем спирт, в предохранителе от замерзания. Для этого сначала сливаем отстой из корпуса, вывернув сливную пробку.
Для заливки спирта и контроля его уровня рукоятку тяги опускаем в нижнее положение и фиксируем ее, повернув на 90˚ (при нижнем положении тяги предохранитель выключен).
Затем выворачиваем пробку с указателем уровня, заливаем 0,2 или 1 литр в зависимости от емкости предохранителя и закрываем заливное отверстие.
Для включения предохранителя поднимаем рукоятку вверх. Для повышения эффективности предохранителя, при заполнении пневмосистемы воздухом нужно нажать на рукоятку тяги 6 раз.
При ТО – 2:
— проверяем работоспособность пневматического привода тормозной системы по клапанам контрольных выводов;
— проверяем внешним осмотром шплинтовку пальцев штоков тормозных камер;
— затягиваем гайки крепления тормозных камер к кронштейнам и гайки болтов крепления кронштейнов тормозных камер к суппорту;
— регулируем положение тормозной педали относительно пола кабины, обеспечив полный ход рычага тормозного крана.
Проверка работоспособности пневматического тормозного привода заключается в определении выходных параметров давления воздуха по контурам с помощью контрольных манометров и штатных приборов в кабине (двухстрелочный манометр и блок контрольных ламп тормозной системы).
Проверку проводите по клапанам контрольных выводов, установленным во всех контурах пневмопривода, и соединительным головкам типа «Палм» питающей (аварийной) и управляющей (тормозной) магистралей двухпроводного привода и типа «А» соединительной магистрали одно проводного тормозного привода прицепа.
Клапаны контрольных выводов расположены:
— контура привода рабочих тормозных механизмов передней оси — на клапане ограничения давления;
— контура привода рабочих тормозных механизмов задней тележки — на правом (по ходу автомобиля) лонжероне рамы в зоне заднего моста;
— контура привода стояночной и запасной тормозных систем — на левом лонжероне рамы в зоне заднего моста и в ресивере контура;
— контура привода вспомогательной тормозной системы и потребителей — в ресивере контура.
Перед проверкой устраняем утечку сжатого воздуха из пневмосистемы. В качестве контрольных технологических манометров используйте манометры с пределом измерений 0 — 980,7 к Па (0 — 10 кгс/см 2 ) класса точности 1,5.
Проверку работоспособности пневматического тормозного привода проводим в следующем порядке:

— заполняем пневмосистему воздухом до срабатывания регулятора давления 11 (см. рис. 2).
При этом давление во всех контурах тормозного привода и соединительной головке 39 типа «Палм» питающей магистрали двухпроводного привода тормозных механизмов прицепа (вывод R) должно быть 608 — 735,5 кПа (6,2 — 7,5 кгс/см 2 ), а в соединительной головке 38 типа «А» однопроводного привода (вывод Р) — 470,8 — 519,8 кПа(4,8 — 5,3 кгс/см 2 ).
Контрольные лампы на щитке приборов должны погаснуть при достижении давления в контурах 441,3 — 539,4 кПа (4,5 — 5,5 кгс/см 2 ). Одновременно прекращает работу шумовой сигнализатор (зуммер);
— нажмите полностью педаль привода рабочей тормозной системы. Давление по двухстрелочному манометру должно резко снизиться не более чем на 49,5 к Па (0,5 кгс/см 2 ).
При этом давление в клапане контрольного вывода «В» должно быть равно показанию верхней шкалы двухстрелочного манометра в кабине.
Давление в клапане контрольного вывода «С» должно быть не менее 225,6 — 264,9 к Па (2,3 — 2,7 кгс/см 2 ) (для незагруженного автомобиля).
Поднимите вверх вертикальную тягу привода регулятора 30 тормозных сил на величину статического прогиба подвески.
Давление в тормозных камерах 26 должно быть определено по нижней шкале двухстрелочного манометра; давление в соединительной головке 39 типа «Палм» тормозной магистрали двухпроводного привода (вывод R) должно быть 608 — 735,5 кПа (6,2 — 7,5 кгс/см 2 ), в соединительной головке 38 типа «А» соединительной магистрали (вывод Р) давление должно упасть до 0;
— устанавливаем рукоятку привода крана 2 в переднее фиксированное положение.
Давление в клапане контрольного вывода Е должно быть равным давлению в ресивере 25 стояночного и запасного контуров и находиться в пределах 608 — 735,5 кПа (6,2 — 7,5 кгс/см 2 ), давление в соединительной головке 39 типа «Палм» тормозной магистрали двухпроводного привода (вывод R) должно быть равным 0, в соединительной головке 38 типа «А» (вывод Р) 470,8 — 519,8 кПа (4,8 — 5,3 кгс/см 2 );
— устанавливаем рукоятку привода крана 2 стояночной тормозной системы в вертикальное фиксированное положение.
На блоке контрольных ламп должна загораться контрольная лампа стояночной тормозной системы в мигающем режиме.
Давление в клапане контрольного вывода Е и в соединительной головке 38 типа «А» (вывод Р) должно упасть до 0, а в соединительной головке 39 типа «Палм» тормозной магистрали двухпроводного привода (вывод R) должно быть 608,0 — 735,5 кПа (6,2 — 7,5 кгс/см 2 );
при положении рукоятки крана 2 в вертикальном фиксированном положении нажмите кнопку крана 3 аварийного растормаживания.
Давление в клапане контрольного вывода Е должно быть равным показанию двухстрелочного манометра 5 в кабине.
Штоки тормозных камер механизмов промежуточного и заднего мостов должны вернуться в исходное положение;
— отпустите кнопку аварийного растормаживания. Давление в клапане контрольного вывода Е должно упасть до 0;
— нажмите на кран 4 механизма вспомогательной тормозной системы. Штоки пневмоцилиндров 23 управления заслонками и пневмоцилиндра 10 выключения подачи топлива должны выдвинуться.
Давление воздуха в тормозных камерах прицепа (полуприцепа) должно быть равным 58,8÷68,6 кПа (0,6÷0,7 кгс/см 2 ).
В процессе проверки работоспособности пневматического тормозного привода при снижении давления в контурах до 441,3÷539,4 кПа (4,5÷5,5 кгс/см 2 ) должен включаться зуммер и должны загораться контрольные лампы соответствующих контуров на щитке приборов.

Регулируем положение педали тормоза относительно пола кабины.
Регулируйте согласно схеме установки педали (рис. 3) на тормозной кран.
Регулировкой установочного и регулировочного болтов необходимо обеспечить положение площадки педали под углом 35˚±2˚ и свободный ход педали 10-15 мм.
Установочный болт зафиксировать контргайкой, регулировочный болт перед регулировкой покрыть герметиком.
При ТО — 3:
— проверяем состояние тормозных барабанов, колодок, накладок, стяжных пружин и разжимных кулаков при снятых ступицах: устраняем неисправности;
— закрепите кронштейны ресиверов к раме.
При техническом обслуживании тормозного механизма обратите внимание на расстояние от поверхности накладок до головок заклепок. Если это расстояние менее 0,5 мм, смените тормозные накладки.
Предохраняйте накладки от попадания на них масла, так как фрикционные свойства промасленных накладок нельзя полностью восстановить очисткой и промывкой.
Если требуется заменить одну из накладок левого или правого тормозных механизмов, меняйте все накладки у обоих тормозных механизмов (левого и правого колес). После установки новых фрикционных накладок колодку обработать.
Для нового барабана радиус колодки должен быть 199,6÷200 мм. После расточки барабана при ремонте радиус колодки должен быть равен радиусу расточенного барабана.
Барабаны допускается растачивать до диаметра не более 406 мм.
Вал разжимного кулака должен вращаться в кронштейне свободно, без заеданий. В противном случае очистите опорные поверхности вала и кронштейна, проверьте состояние уплотнительных колец вала, после этого смажьте их через пресс-масленку.
Ось червяка регулировочного рычага должна поворачиваться свободно, без заеданий. В противном случае промойте внутреннюю полость рычага бензином, просушите и заполните регулировочный рычаг свежей смазкой.
Источник