РЕМОНТ ТОРМОЗНОГО ЦИЛИНДРА.
Тормозные цилиндры предназначены для передачи усилия сжатого воздуха, поступающего в них при торможении, системе тяг и рычагов, посредством которых осуществляется прижатие тормозных колодок к бандажам колес.
Ремонт тормозного цилиндра производит слесарь подвижного состава 4 разряда.

Рис.9 Тормозной цилиндр
Тормозной цилиндр состоит из корпуса 1, передней 6 и задней 12 крышек, поршня 2, связанного шпилькой 4 со штоком трубчатого сечения 5. Поршень уплотнен манжетой 11 из масломорозостойкой резины, установленной в кольцевую выточку. Для смазывания рабочей поверхности цилиндра имеется войлочное кольцо 10, пропитанное тормозной смазкой и распираемое пластинчатой пружиной. В горловине передней крышки размещен фильтр 7, который при отпуске тормоза закрывается резиновой шайбой 8, надетой на шток. Упорное кольцо 9 служит для удержания в сжатом состоянии отпускной пружины 3 и удобного снятия и постановки в цилиндр поршня, собранного с передней крышкой. Для удаления влаги и конденсата в нижней боковой части между корпусом и передней крышкой с 1971 г. делается при изготовлении цилиндра канавка. В тормозных цилиндрах, изготовленных до 1971 г., на расстоянии 35 мм от переднего фланца в корпусе сверлится влагоспускное отверстие диаметром 10 мм.
Корпус тормозного цилиндра не должен иметь трещин и отколов. Внутреннюю поверхность тормозного цилиндра необходимо очистить и осмотреть – наличие ржавчины не допускается (ржавчина удаляется шлифовальной шкуркой). На внутреннюю поверхность тормозного цилиндра перед постановкой в него отремонтированного поршневого узла должна быть нанесена смазка ЖТ-79Л. Проверяется прочность крепления тормозного цилиндра на раме вагона.
Тормозной цилиндр крепить на вагоне шестью болтами М16 с постановкой пружинных шайб и прорезных или корончатых гаек с фиксацией их шплинтами, входящими в отверстие болта и прорези гаек. Допускается крепление тормозного цилиндра болтами М16 с постановкой стопорных шайб, гаек и контргаек.
Установить поршневой узел на приспособление, сжать пружину с передней крышкой. Отвернуть болты крепления головки штока, отнять головку. Отпустить пружину, снять переднюю крышку. Снять упорное кольцо, выбить палец, отделить шток от поршня. Детали поршневого узла очистить, протереть. Удалить ржавчину с поверхности деталей. Очистить, промыть, протереть фильтр и пылезащитное уплотнение.
При ремонте корпуса и передней крышки тормозных цилиндров выполненных из серого чугуна марки СЧ-15, разрешается:
— заварка не более двух трещин во фланцах передней крышки и корпуса тормозного цилиндра при общей длине не более 60 мм, если эти трещины не выходят на рабочие поверхности;
— Приварка отбитых частей фланцев корпуса и передней крышки тормозного цилиндра при условии, что отбитая часть захватывает не более двух соседних отверстий для болтов и число отбитых частей не более двух;
— приварка втулки с толщиной стенки 4-6,5 мм к горловине передней крышки.
Сварку следует выполнять с подогревом до температуры 550-600 0 С. Нагрев перед сваркой и последующее после сварки охлаждение должны выполняться медленно со скоростью, исключающей появление трещин в металле шва и околошовной зоне.
При ремонте стального тормозного цилиндра допускается заварка трещин, возникающих в крепительном фланце, если таких трещин не более четырех, при этом не более двух расположено на соседних узких зонах. Усиливающая накладка должна выполняться в виде полосы и привариваться сплошным швом. Накладку следует изготавливать из сталей Ст3сп, 09Г2, 09Г2Д, 10Г2БД или других низколегированных сталей с содержанием углерода до 0,14 %. Необходимо использовать предварительно прокаленные электроды марки УОНИ-13/45 или аналогичные по качеству получаемого металла шва. Технология сварки должна исключать деформацию крепительного фланца под воздействием сварочного нагрева.
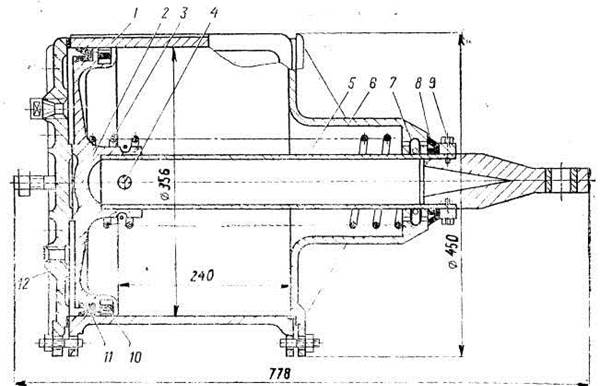
Рис.10 Тормозной цилиндр № 188Б
1 – корпус; 2 – поршень; 3 – отпускная пружина; 4 – шпилька; 5 – шток трубчатого сечения; 6 – передняя крышка; 7 – фильтр; 8 – резиновая шайба;
9 – упорное кольцо; 10 — войлочное кольцо; 11 – манжета из масломорозостойкой резины; 12 – задняя крышка.
Источник
Рабочий тормозной цилиндр – ремонт и замена
 Если выражение – «главное вовремя остановиться» в повседневном общении касается моральных принципов, то в контексте автотранспорта это выражение может затронуть материальный аспект жизни и здоровье автомобилиста.
Если выражение – «главное вовремя остановиться» в повседневном общении касается моральных принципов, то в контексте автотранспорта это выражение может затронуть материальный аспект жизни и здоровье автомобилиста.
В устройстве автомобиля нет второстепенных агрегатов, но тормозная система должна стать приоритетом в обслуживании и ремонте машины. В схеме работы гидравлических тормозов основными являются как главный, так и рабочий тормозной цилиндр. Давайте рассмотрим принцип работы, устройство, диагностику, ремонт и замену этого узла на примере распространенного автомобиля марки ВАЗ.
Принцип работы
Поступающая из главного, под давлением, тормозная жидкость воздействует на оба поршня в рабочем цилиндре, те, в свою очередь, сдавливают или разжимают тормозные колодки, что приводит к торможению. Передний контур тормозов дисковый, задний у многих авто — барабанного типа.

- Передние суппорта.
- Трубопровод, подводящий гидравлическую жидкость к передним колесам.
- Задний трубопровод.
- Вальцы задних колес.
- Бачок.
- Главный вальц.
- Один из поршней.
- Шток.
- Педаль.
Устройство
Устройством передний суппорт и задний тормозной цилиндр автомобиля ВАЗ разнятся во внешнем виде корпуса и основных частей.
Устройство дискового тормоза состоит из таких основных деталей:
1 — Поршень.
2 — Пыльник.
3 — Уплотнительная манжета.
4 — Корпус суппорта.
6 — Воздушный штуцер.
7 — Пружины, прижимающие колодки.
12 — Колодки.

В устройстве тормоза барабанного типа применяются такие детали:
2 — Штуцер прокачки.
3, 11 — Пыльник.
4, 10 — Поршень.
6, 9 — Уплотнительная манжета поршня.
7 — Корпус.

Диагностика
О том, что приближается ремонт рабочего тормозного цилиндра, автомобилисту расскажут такие признаки:
- Неравномерное срабатывание колес при торможении, следствием чего может стать занос авто. Это признак заедания поршня, который может вызвать применение некачественной жидкости или попадание в систему воздуха.
- Срабатывание индикаторной лампочки при критическом понижении жидкости в бачке, или обнаружение этого при визуальном осмотре, что говорит о возможной утечке гидравлической жидкости из износившихся манжет или прохудившихся патрубков.
- Нажатие педали дается с большим усилием, это может происходить по всем вышеописанным причинам.
Заедающий поршень и тугая педаль еще не показатель для ремонта и замены рабочих цилиндров. Следует обратить внимание на толщину колодок, если их износ достиг максимума, это может спровоцировать заклинивание поршней, так как они практически не работают.

Изначально также может помочь исправить эти проблемы полная замена гидравлической жидкости или прокачка системы тормозов. Если эти действия не привели к положительному результату, требуется отремонтировать рабочий тормозной цилиндр, благо в продаже есть ремкоплект рабочего тормозного цилиндра, в набор которого, в зависимости от марки авто, входят: манжеты, поршень, пыльник и прочие составляющие.

Ремонтные работы
Разборка, ремонт и замена тормозного цилиндра автомобиля ВАЗ не представляет особой сложности. Приобретя необходимый ремкомплект рабочего тормозного цилиндра, откручиваем колесо и, отсоединив патрубки, снимаем неисправный цилиндр (более подробно схема демонтажа будет описана ниже).
Для удобства, зажав корпус в тисках и сняв пыльник, получаем доступ к стопорному кольцу, фиксирующему поршень, после снятия которого, вынимаем все рабочие детали.

Произведя разборку корпуса нужно промыть всё тормозной жидкостью и осмотреть зеркало корпуса на предмет механических повреждений.

Если повреждений не выявлено, то, вскрыв ремкомплект рабочего тормозного цилиндра, произвести замену неисправных деталей.
Обязательным условием, в независимости от их состояния, является замена всех резиновых деталей входящих в ремкомплект рабочего тормозного цилиндра. В этот список входят: пыльник, манжета и прочее.
Замена неисправного цилиндра тормозов
Схема замены в семействе ВАЗ практически одинакова для цилиндров обоих контуров с мелкими различиями.
Изначально нужно приготовить необходимые ключи и подходящие по размеру патрубков заглушки. Сняв колесо и открутив патрубки, для предотвращения утечки жидкости надеваем на них заглушки. Открутив соответствующие гайки, демонтируем старый цилиндр и на его место ставим новый, производя сборку в обратном порядке. Если после замены, сборке колеса мешают слишком разведенные колодки, можно подпилить концовки колодок, только не переусердствуйте, это может сказаться на работе ручного тормоза.
После любых манипуляций с системой тормозов требуется ее прокачка согласно схеме.
Прокачка системы тормозов.
Для прокачки подготовьте: жидкость, ключ подходящего диаметра к воздушному штуцеру, шланг, плотно одевающийся на штуцер и любую емкость. Схема прокачки зависит от того, как расположены контуры в конкретной модели ВАЗ. Устройство тормозов некоторых подразумевает прокачку от «длинного трубопровода», имеется в виду от самого дальнего колеса относительно главного цилиндра.

Если конкретнее это выглядит так: в машине главный цилиндр размещен глядя на задний бампер, значит первым прокачивается задний правый цилиндр, затем задний левый. Следующим идет передний левый, и оканчивается процедура прокачкой того колеса, которое находиться с правой стороны от главного цилиндра. В более поздних моделях схема подразумевает прокачку крест-накрест глядя на машину сзади:
- правое заднее колесо;
- левое переднее колесо;
- левое заднее колесо;
- правое переднее колесо.

В любом случае заканчивать прокачку следует передним правым колесом.
В процессе этого действия не забывайте следить за уровнем гидравлической жидкости в бачке, чтобы воздух опять не попал в систему.
Также рекомендуем к просмотру видео по теме:
Источник
РЕМОНТ ТОРМОЗНОГО ЦИЛИНДРА.
Тормозные цилиндры предназначены для передачи усилия сжатого воздуха, поступающего в них при торможении, системе тяг и рычагов, посредством которых осуществляется прижатие тормозных колодок к поверхности катания колес.

Рисунок 21 — Тормозной цилиндр
Поступивший в ремонт тормозной цилиндр необходимо снаружи очистить от пыли и загрязнений, после чего разобрать.
2.5.1 Требования к ремонту тормозных цилиндров. Ремонт тормозного цилиндра необходимо производить с соблюдением следующих требований:
— у корпуса тормозного цилиндра и его деталей не допускаются трещины, отколы, изломы и срыв резьбы;
— при наличии на фланцах корпуса и передней крышки не более двух трещин (на каждом фланце) и при условии, что трещины не выходят на рабочие поверхности и длина каждой трещины не превышает 30 мм – для тормозного цилиндра с диаметром 14″ и более, и 20 мм – для тормозного цилиндра с диаметром менее 14″, допускается производить заварку трещин;
— при наличии на фланцах корпуса и передней крышки не более двух отколов (на каждом фланце) и при условии, что отбитая часть захватывает не более двух соседних отверстий для болтов, допускается приваривать отбитые части в соответствии с Инструкцией по сварке и наплавке при ремонте грузовых вагонов;
— на внутренней поверхности корпуса не допускается наличие коррозии и рисок;
— не допускается износ направляющего отверстия для штока поршня в передней крышке до диаметра более 78 мм;
— у пружины должны быть проконтролированы ее силовые параметры;
— у манжеты и резинового пылезащитного уплотнения должны быть проверены срок годности и их состояние — расслоения, надрывы, подрезы не допускаются;
— смазочное войлочное кольцо должно быть пропитано смазкой
ЖТ-79Л, а при наличии дефектов (выровов, уплотнений) заменено на новое, также пропитанное смазкой. Для пропитки кольцо смазывают смазкой и выдерживают при температуре +80 ºС не менее 4 часов;
— сетчатые фильтры в передней крышке цилиндра следует очистить, промыть и продуть сжатым воздухом;
— прокладка, вне зависимости от её состояния, должна быть заменена на новую, новая прокладка должна быть ровной, без надрывов и признаков разбухания;
При всех видах ремонта разрешается:
— На корпусе тормозного цилиндра:
а) заварка не более двух трещин во фланцах, деф. 2, не выходящих на рабочую поверхность корпуса;
 б) приварка отбитых частей фланца, деф. 1, при условии, что отбитая часть захватывает не более двух соседних отверстий для болтов и число отбитых частей не более двух.
б) приварка отбитых частей фланца, деф. 1, при условии, что отбитая часть захватывает не более двух соседних отверстий для болтов и число отбитых частей не более двух.
Рисунок 22 – Дефекты корпуса тормозного цилиндра
— На крышке передней и задней тормозного цилиндра
а) устранение износа отверстия горловины, деф. 1, приваркой втулки с толщиной стенки от 4 мм до 6,5 мм ;
б) приварка отбитых частей фланца, деф. 2, при условии, что отбитая часть захватывает не более двух соседних отверстий для болтов и число отбитых частей не более двух;
в) заварка не более двух трещин, деф. 3, длиной не более 60 мм.

а – крышка передняя б – крышка задняя
Рисунок 23 – Дефекты крышки передней и задней тормозного цилиндра
В процессе сборки манжета и все поверхности трения металлических деталей должны быть смазаны тонким слоем смазки ЖТ-79Л.
После сборки тормозной цилиндр необходимо испытать на герметичность.
2.5.2 Испытание тормозных цилиндров на герметичность необходимо производить сжатым воздухом под давлением (0,40±0,01) МПа [(4,0±0,1) кгс/см 2 ] при выходе штока (100±10) мм – для тормозного цилиндра с полным ходом поршня 240 мм, (65±10) мм – для тормозного цилиндра с полным ходом поршня 125 мм. При этом падение установившегося в испытываемом тормозном цилиндре давления сжатого воздуха допускается не более чем на 0,01 МПа (0,1 кгс/см 2 ) в течение 3 минут.
Ремонт авторежима
Поступившие в ремонт авторежимы, у которых до окончания гарантийного срока службы остается не менее 2 лет, не имеющие наружных повреждений и сильных загрязнений, должны быть испытаны без предварительной их очистки и ремонта.
При удовлетворительных результатах испытания на авторежим устанавливается бирка с указанием клейма АКП и даты испытания (число, месяц и две последние цифры года). В случае отрицательных результатов испытания предприятию-изготовителю в установленном порядке направляется акт-рекламация.
Все остальные поступившие в ремонт авторежимы должны быть снаружи очищены.
Для очистки рекомендуется способ струйной обмывки горячей водой (от 55 до 70 °С) под давлением в специальных моечных установках. Допускается при сильных загрязнениях производить наружную обмывку авторежимов 5% раствором кальцинированной соды.
Не допускается применение для наружной очистки керосина, бензина и других агрессивных веществ.
После обмывки авторежим следует разобрать, все детали и узлы протереть – очистить от грязи и старой смазки, калиброванное отверстие в демпферном поршне продуть сжатым воздухом, все детали и узлы осмотреть и проконтролировать, неисправные детали заменить на новые или отремонтированные.
2.6.1 Требования к ремонту авторежимов. Ремонт авторежимов необходимо производить с соблюдением следующих требований:
— у рычага не допускаются выработки в местах контакта с сухарем и со штоками поршней глубиной более 0,5 мм;
— износ острия сухаря не допускается, при этом, если высота сухаря составляет не менее 31 мм – для авторежима 265А-1 и не менее 23,8 мм – для авторежима 265А-4, допускается его ремонтировать – наклонную поверхность запилить до получения острия сухаря в виде равномерной полосы шириной 0,5 мм;
— высота упора должна быть не менее 42 мм;
— вилка, имеющая погнутый наконечник должна быть заменена;
— износ буртика стакана не допускается, при износе буртика стакана по толщине до 2 мм допускается его восстанавливать наплавкой с последующей обработкой до чертежных размеров;
— штифты в хвостовиках верхнего и нижнего поршней пневмореле, имеющие износ более 1 мм, необходимо заменить;
— у манжет не допускаются расслоения, надрывы, потертости рабочей поверхности;
— прокладки и уплотнения должны быть ровными, без надрывов и признаков разбухания;
— у всех пружин должны быть проконтролированы их силовые параметры;
— в процессе сборки авторежима все манжеты и поверхности трения металлических деталей должны быть смазаны тонким слоем смазки ЖТ-79Л;
— при сборке в авторежим должны устанавливаться детали и узлы, которые стояли в нем до разборки, за исключением замененных из-за истекшего срока службы, неисправностей или в результате проведения работ по модернизации авторежима;
— при сборке авторежима необходимо контролировать правильность установки сухаря – болт, крепящий сухарь, должен быть ввернут полностью и зафиксирован стопорной шайбой, резьбовой конец болта не должен выступать за пределы ползуна, сухарь должен быть установлен так, чтобы его острие находилось ниже оси болта;
— после сборки у авторежима следует контролировать следующие размеры: размер «в» (выход кольцевой проточки вилки из корпуса авторежима) должен быть не менее 2 мм, размер «б» (авторежим 265А-1) должен быть не более 70 мм, размер «у» (авторежим 265А-4) должен быть не менее 120 мм;
— упор после сборки и испытания авторежима должен быть зафиксированна вилкеконтргайкой и шплинтом, во избежание заклинивания вилки в корпусе авторежима шплинт должен быть установлен так, чтобы его головка и концы не выступали за пределы наружного диаметра (50 мм) вилки.
2.6.2 Испытание авторежимов. Каждый отремонтированный авторежим должен быть испытан на испытательном стенде.
На отремонтированном и выдержавшем испытание авторежиме должна стоять бирка. Бирка должна устанавливаться под гайку одного из болтов, соединяющих демпферную часть с пневмореле. На бирке должны быть нанесены клеймо АКП и дата ремонта (число, месяц и две последние цифры года).
Испытательный стенд должен имитировать работу авторежима на вагоне. При испытании должны быть проконтролированы:
— давление сжатого воздуха и его стабильность на выходе из авторежима в зависимости от величины поднятия вилки с упором и давления сжатого воздуха на входе в авторежим;
— время срабатывания авторежима при имитации его работы в режиме торможения;
— время срабатывания авторежима при имитации его работы в режиме отпуска;
— чувствительность авторежима на утечки сжатого воздуха из резервуара, имитирующего тормозной цилиндр;
— работа демпфера авторежима.
Испытательный стенд, схема которого отличается от схемы стенда унифицированной конструкции, должен быть допущен к применению в АКП в установленном порядке, а испытание на нем должно производиться в соответствии с руководством по эксплуатации этого стенда.
При испытании на стенде с регистрацией параметров результаты испытания должны быть сохранены в памяти ПЭВМ, а в учетной книге, установленной формы, необходимо записывать дату испытания, тип и номер принятого авторежима с росписью исполнителя ремонта и руководителя АКП или его заместителя.
Проведение испытаний на стенде с регистрацией параметров при выключенных регистрирующих устройствах запрещается.
Отремонтированный авторежим, срок хранения которого превышает 6 месяцев со времени его ремонта, может быть установлен на вагон только после испытания при условии удовлетворительных результатов. При этом на авторежим должна быть установлена бирка с указанием клейма АКП и даты испытания с сохранением бирки, поставленной при ремонте.
На новом авторежиме, выдержавшем испытание перед постановкой на вагон, должна стоять бирка. Бирка должна устанавливаться под гайку одного из болтов, соединяющих демпферную часть с пневмореле. На бирке должны быть нанесены клеймо АКП и дата испытания (число, месяц и две последние цифры года).
Источник