- Технология ремонта водяного насоса дизеля д50
- § 13. Ремонт водяного насоса
- Разборка водяного насоса двигателя Д50
- Ремонт водяного насоса двигателей Д50. Балансировка крыльчатки насоса
- Сборка водяного насоса двигателя Д50 и его испытание
- Ремонт водяного насоса двигателя 2Д100 и его испытание
- Технология ремонта водяного насоса дизеля д50
Технология ремонта водяного насоса дизеля д50




§ 13. Ремонт водяного насоса
При малом периодическом ремонте у насосов добавляют сальниковую набивку, измеряют боковой зазор между зубьями приводных шестерён. Насосы закрытого типа (не модернизированные) снимают для контроля сальникового уплотнения.
При большом периодическом, подъёмочном и заводском ремонте водяной насос снимают с двигателя вместе с приводом, разбирают и ремонтируют.
Наиболее частыми неисправностями насоса являются следующие:
1) трещины корпуса у насосов с одним шариковым подшипником;
2) падение производительности и давления нагнетания вследствие увеличенных радиальных зазоров между корпусом и крыльчаткой;
3) течь сальника в недопустимых пределах из-за износа вала или сменной втулки;
4) износ шестерён привода;
5) износ и разрушение шариковых подшипников.
Разборка водяного насоса двигателя Д50
У двигателя Д50 имеются три конструкции водяных насосов: 1) с одним шариковым подшипником и другим скользящим подшипником; 2) с двумя шариковыми подшипниками и комбинированным сальником (фиг. 191), так называемый закрытый тип насоса; 3) с двумя шариковыми подшипниками и набивным сальником.
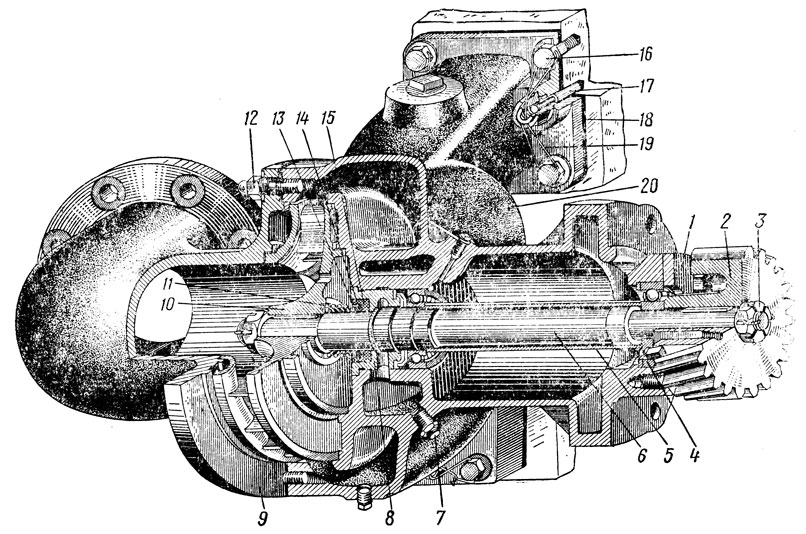
Фиг. 191. Водяной насос двигателя Д50 закрытого типа: 1 — фланец; 2 — приводная шестерня; 3 — гайка; 4 — наружный подшипник; 5 — распорная втулка; 6 — вал; 7 — сливной штуцер; 8 — уплотнительная втулка; 9 — всасывающий патрубок; 10 — крыльчатка; 11 — пружина сальника; 12 — глухая гайка; 13 — опорная шайба; 14 — уплотнительное кольцо; 15 — уплотнительная шайба; 16 — болт; 17 — установочный штифт; 18 — прокладка; 19 — шплинтовальная проволока; 20 — корпус
Разборка насосов всех типов производится примерно в одинаковом порядке.
Расшплинтовывают проволоку 19, связывающую болты 16, прикрепляющие насос к блоку. Выжимают установочные штифты 17, отвёртывают болты 16, а также болты, прикрепляющие всасывающий патрубок и нижний фланец к блоку. Снимают фланец у кожуха привода газораспределения, и насос отнимают от места. Отверстия в блоке закрывают заглушками.
Расшплинтовывают и отвёртывают гайку 3. Шестерню 2 спрессовывают с вала выжимным приспособлением. Болты 1, проходящие через плиту 3 приспособления (фиг. 192), ввёртывают в приводную шестерню Выжимной болт 4, упирающийся в торец вала, через шарик 2 ввёртывают в плиту. Далее снимают шплинтовальную проволоку и вывёртывают болты, крепящие фланец 1 (см. фиг. 191) наружного шарикоподшипника 4, и фланец 1 отнимают от места.
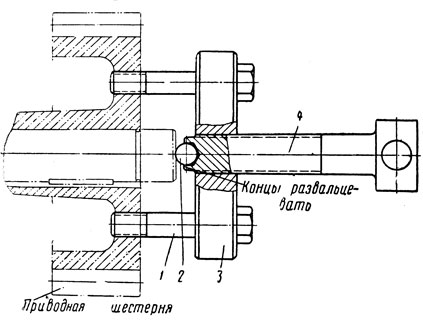
Фиг. 192. Приспособление для снятия приводной шестерни водяного насоса двигателя Д50: 1 — болт; 2 — шарик; 3 — плита; 4 — выжимной болт
Затем отвёртывают глухие гайки 12, укрепляющие всасывающий патрубок 9, который отнимают вместе с прокладкой от места. Расшплинтовывают и отвёртывают гайку, укрепляющую крыльчатку 10. Вал насоса 6 выпрессовывают вместе с шариковыми подшипниками и распорной втулкой 5 в сторону приводной шестерни 2. Выпрессовывают уплотнительную втулку 8 вместе с комбинированным сальником, состоящим из опорной шайбы 13, уплотнительного кольца 14 и уплотнительной шайбы 15. Для выпрессовки втулки 8 используют приспособление (фиг. 193), состоящее из балочки 1, сквозь которую проходит винт 3 с тарелкой, а на конце навёртывается гайкапри повороте рукояток винт 3 выпрессовывает втулку.
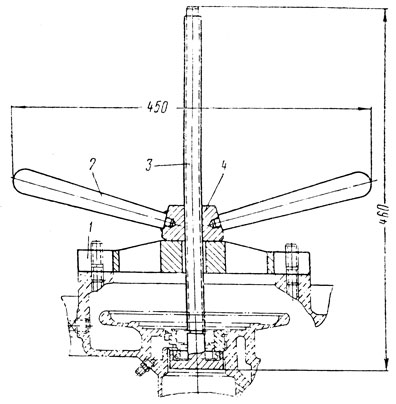
Фиг. 193. Приспособление для выпрессовки и запрессовки втулки водяного насоса: 1 — балочка; 2 — рукоятка; 3 — винт; 4 — гайка
Ремонт водяного насоса двигателей Д50. Балансировка крыльчатки насоса
Чугунные корпуса 20 (см. фиг. 191) водяных насосов, имеющие трещины длиной не более 40 мм, заваривают холодным способом, аналогичным применяемому при сварке блока и картера двигателя.
Увеличенные против нормы радиальные и осевые зазоры между корпусом 20, крыльчаткой 10 и всасывающим патрубком 9 доводят до нормы наплавкой корпуса и крыльчатки с последующей механической обработкой. Радиальный зазор после обработки должен находиться в пределах 0,19-0,65 мм.
Шарикоподшипники при заводском ремонте заменяют новыми и вставляют в корпус по допускам: зазор — 0,047 мм, натяг — 0,004 мм. Валы, имеющие выработку в местах посадки подшипников и уплотнений, заменяют новыми. У насосов изношенные втулки под сальниковыми уплотнениями валов заменяют новыми, изготовленными из стали 3 X 13 (ЭЖЗ).
Крыльчатку насоса вместе с валом и приводной шестернёй после ремонта подвергают динамической балансировке, причём дисбаланс допускается не более 30 гсм. Уменьшение дисбаланса достигается снятием металла у торцовой части крыльчатки, обращённой к приводной шестерне 2 (см. фиг. 191), зачистки отверстий в крыльчатке и снятии металла с торца приводной шестерни.
Насосы закрытого типа подвергают модернизации. Модернизация их заключается в следующем: увеличивают отверстие в сливном штуцере 7 до 9JAM, на фланце кожуха вала привода топливного насоса устанавливают сливную воронку, позволяющую вести наблюдение за водой, стекающей из штуцера 7, фланец 1 с внутренним диаметром 70 мм заменяют фланцем с внутренним диаметром 55 мм для поднятия уровня масла в камере смазки подшипников
Сборка водяного насоса двигателя Д50 и его испытание
Сборка водяного насоса производится в порядке, обратном его разборке. Для напрессовки вала с подшипниками используют трубку 1 (фиг. 194) с хвостовиком 2. При установке насоса на двигатель в местах соединения фланцев устанавливают паранитовые прокладки 18 (см. фиг. 191), смазанные герметиком. Правильность зацепления приводной шестерни с распределительной шестернёй топливного насоса устанавливают, перемещая насос вдоль опорной поверхности блока. Зазор между зубьями шестерён, измеряемый свинцовой выжимкой, должен находиться в пределах: при выпуске из текущего ремонта — 0,1-1,2 мм у при выпуске из заводского ремонта 0,1-0,45 мм. Несовпадение торцов шестерён допускается не более 2 мм. Зацепление шестерён проверяют по краске, причём суммарная длина отдельных участков отпечатка должна быть не менее 75% длины зуба. После проверки зацепления шестерён насос укрепляют окончательно с постанов, кой установочных штифтов 17.
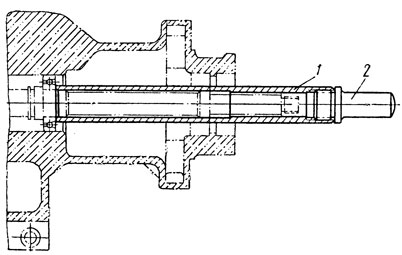
Фиг. 194. Приспособление для напрессовки подшипника водяного насоса: 1 — трубка; 2 — хвостовик
Водяной насос после ремонта и сборки подвергают обкатке и испытанию которые проводятся на воде с температурой 80 +5° -10 при различных режимах. Обкатка производится на типовом стенде при числе оборотов 1 400 об/мин в течение одного часа, при этом всасывающие и нагнетательные вентили должны быть открыты. Насос опрессовывают при давлении воды 1,8±0,1 ати и 2,5±0,1 ати в течение 5 мин в каждом случае.
При давлении 1,8 ати проверяют качество уплотнения вала (допускается просачивание воды до 10 капель в минуту), а при давлении 2,5 ати — качество соединений стыков и литья деталей (течи не допускаются, кроме течи по сальнику).
Производительность насоса следует проверять при числе оборотов 1 775 об/мин, противодавлении 1,8 ати и разрежении на всасывании 0,8 ата. Производительность при этих условиях должна быть 90 000 л/час.
Ремонт водяного насоса двигателя 2Д100 и его испытание
Разборка насоса осуществляется при помощи приспособлений, по своей конструкции аналогичных приспособлениям, применяемым при разборке насоса двигателя Д50. При сборке насоса проверяют радиальный зазор между крыльчаткой и корпусом, который должен находиться в пределах 0,35-0,5 мм.
Изношенную втулку, напрессованную на крыльчатку, осторожно разрезают и удаляют. Новую втулку изготовляют из стали 1 Х 18Н9Ти напрессовывают с натягом 0,062-0,008 мм. Окончательная обработка втулки по наружной и торцовой поверхностям производится после напрессовки её на крыльчатку. В случае износа сальниковую втулку корпуса заменяют новой из бронзы АЖМЦ 10-3-1,5, причём радиальный зазор между сальниковой втулкой и втулкой, напрессованной на крыльчатку, должен быть не менее 0,3 мм.
Крыльчатку после наплавки для восстановления радиального зазора подвергают статической балансировке совместно со сменной втулкой и приводной шестернёй. Допустимый дисбаланс 30 гсм.
Уплотняющее кольцо, предохраняющее от утечки масла из подшипниковой камеры, вставленное в маслосбрасывающее кольцо, в случае замены изготовляют из того же чугуна, что и компрессионные кольца поршня двигателя. Маслосбрасывающее кольцо хромируют за исключением ручья под уплотняющее кольцо и внутренней поверхности, насаживаемой на вал.
Собранный насос после ремонта подвергают испытанию на стенде при различных режимах в таком же порядке, как и насос двигателя Д50.
Производительность насоса должна быть 90 ООО л/час при давлении нагнетания 1,7-1,9 ати, разряжении на всасывании 0,8 ата, числе оборотов 1 965 в мин и температуре воды 50-70°.
Источник
Технология ремонта водяного насоса дизеля д50
Водяные насосы снимают с дизеля при текущем ремонте ТР-3 после слива воды из системы охлаждения для про верки надежности посадки крыльчатки на валу и состояния саль никового уплотнения. Перед снятием насоса с помощью свинцовой проволоки измеряют боковой зазор между зубьями зубчатых колес привода и насоса, затем отсоединяют трубопроводы всасывающий и нагнетательный, отворачивают гайки крепления и снимают на сос с дизеля. Разбирают насос с использованием специального съемника в определенной последовательности: отсоединяют, вса сывающую головку, отворачивают гайку и спрессовывают с вала крыльчатку и зубчатое колесо, отворачивают гайки и болтами отжимают корпус насоса от его станины, выпрессовывают вал из станины. В корпусе насоса разбирают сальниковое уплотнение, из станины извлекают шарикоподшипники. После мойки и очистки детали водяного насоса осматривают.
Трещины в корпусе насоса и станине заваривают электро дуговым способом и зачищают. Номинальный радиальный зазор между крыльчаткой и всасывающей головкой и корпусом должен быть в пределах 0,34—0,50 мм. При зазоре менее 0,3 мм наруж ную цилиндрическую поверхность крыльчатки обтачивают на стан ке, а при зазоре более 0,75 мм его восстанавливают наплавкой цилиндрических поверхностей крыльчатки, всасывающей головки и корпуса насоса с последующей механической обработкой. После наплавки и обработки вал в сборе с крыльчаткой, зубчатым коле сом, шпонками, гайками и.стопорными шайбами подвергают стати ческой балансировке; допускаемый небаланс должен быть не более 5∙10 3 Н∙м. Небаланс уменьшают снятием металла с торца крыльчатки или с торца приводного зубчатого колеса.
Нормальная работа насоса может нарушаться при ослаблении крыльчатки на валу и течи через сальниковое уплотнение. Ослаб ление посадки крыльчатки на валу происходит, как правило, из-за дефектов, допущенных ранее при сборке насоса (слабая посадка, выработка шпоночного соединения, отсутствие упора гаек в сту пицы крыльчатки или зубчатого колеса), а также из-за нарушения балансировки.
Значительное протекание воды через уплотнение сальника происходит потому, что сальниковые кольца не имеют плотного прилегания к поверхности сальниковой втулки. Причиной этого может быть несовпадение осей расточки корпуса под сальник и гнезда под шариковый подшипник в станине, а также чрезмерное биение хвостовика вала со стороны крыльчатки. В таких случаях сальниковые кольца имеют одностороннее прижатие к валу, что не обеспечивает надлежащей плотности сальника и вызывает одно стороннюю выработку втулки и сальниковых колец.
Для устранения этого дефекта после магнитной дефектоскопии проверяют биение вала по поверхности сальниковой втулки и в местах посадки шарикоподшипников и крыльчатки. Выработку на валу в местах посадки подшипников и сальниковой втулки устраняют хромированием или осталиванием с последующей шлифов кой. В случаях когда биение шеек вала, проверенное индикато ром, превышает 0,05 мм , вал правят с предварительным подогре вом газовой горелкой. Односторонний износ сальниковой втулки или ее равномерную выработку глубиной более 0,1 мм устраняют хромированием с последующим шлифованием. Допускается умень шение диаметра втулки от чертежного размера до 3 мм . Выработ ку по наружной поверхности отражательной втулки восстанавли вают хромированием.
Соосность отверстий под шарикоподшипник и сальник проверяют технологическим валом после соединения станины и корпуса. Если несоосность превышает 0,05 мм , то отверстие корпуса под сальник проверяют на станке, после чего намечают риской взаимное положение станины и корпуса. Дефектные шарикопод шипники заменяют. Нормальный зазор в сопряжении подшипни ков с корпусом и станиной восстанавливают нанесением клея ГЭН-150(В) на наружное кольцо. Зубчатое колесо водяного насо са при наличии излома и трещин на зубьях или в теле колеса, отколов, расположенных от торца зуба на расстоянии более 6 мм , и предельном износе зубьев заменяют. В распорной втулке проверяют и при необходимости восстанавливают параллельность ее торцовых поверхностей.
При сборке насоса вначале в станину монтируют шарикопод шипники и распорную втулку. Стопорную планку внутренних под шипников слегка поджимают болтами. На вал надевают отражатель ную втулку с уплотнительным кольцом и вал запрессовывают в шарикоподшипники, после чего затягивают стопорную планку. На вал напрессовывают зубчатое колесо и затягивают гайку, при этом шайба гайки должна упираться в ступицу зубчатого колеса, но не в выступ вала.
Проверяют легкость вращения вала в подшипниках, индика торным приспособлением измеряют осевой разбег вала (до 0,03 мм ) и биение поверхности сальниковой втулки (не более 0,05 мм ). Устанавливают по рискам станину и корпус насоса и соединяют их шпильками, нагревают крыльчатку до температуры 160—180 °С, напрессовывают на хвостовик вала и закрепляют глухой гайкой со стопорной шайбой.
До монтажа всасывающей головки проверяют биение крыль чатки по наружному диаметру, которое должно быть не более 0,1 мм . Устанавливают и закрепляют на корпусе всасывающую головку. В расточку корпуса насоса закладывают новые сальни ковые кольца и помещают нажимную втулку.
Насос в сборе до установки на дизель при капитальных ремонтах обкатывают на стенде. Во время испытания насоса при температуре воды 60—70 °С проверяют правильность монтажа, рабо ту подшипников, плотность сальникового уплотнения и подачу.
Собранный насос после обкатки на стенде помещают на пли ту насосов на старых прокладках. В случаях замены станины или корпуса вначале проверяют и прокладками под фланец насо са устраняют ступенчатость приводных зубчатых колес. Боковой зазор между зубьями колес регулируют перемещением опорной плиты насосов на шпильках
или подбором зубчатого колеса водяного насоса. Положение насоса на
дизеле фиксируют штифтами.
Монтаж и демонтаж водяных и масляных насосов с дизеля производят
Источник