- Технология ремонта водяного насоса тепловоза
- § 13. Ремонт водяного насоса
- Разборка водяного насоса двигателя Д50
- Ремонт водяного насоса двигателей Д50. Балансировка крыльчатки насоса
- Сборка водяного насоса двигателя Д50 и его испытание
- Ремонт водяного насоса двигателя 2Д100 и его испытание
- Водяной насос тепловоз ремонт
Технология ремонта водяного насоса тепловоза




§ 13. Ремонт водяного насоса
При малом периодическом ремонте у насосов добавляют сальниковую набивку, измеряют боковой зазор между зубьями приводных шестерён. Насосы закрытого типа (не модернизированные) снимают для контроля сальникового уплотнения.
При большом периодическом, подъёмочном и заводском ремонте водяной насос снимают с двигателя вместе с приводом, разбирают и ремонтируют.
Наиболее частыми неисправностями насоса являются следующие:
1) трещины корпуса у насосов с одним шариковым подшипником;
2) падение производительности и давления нагнетания вследствие увеличенных радиальных зазоров между корпусом и крыльчаткой;
3) течь сальника в недопустимых пределах из-за износа вала или сменной втулки;
4) износ шестерён привода;
5) износ и разрушение шариковых подшипников.
Разборка водяного насоса двигателя Д50
У двигателя Д50 имеются три конструкции водяных насосов: 1) с одним шариковым подшипником и другим скользящим подшипником; 2) с двумя шариковыми подшипниками и комбинированным сальником (фиг. 191), так называемый закрытый тип насоса; 3) с двумя шариковыми подшипниками и набивным сальником.
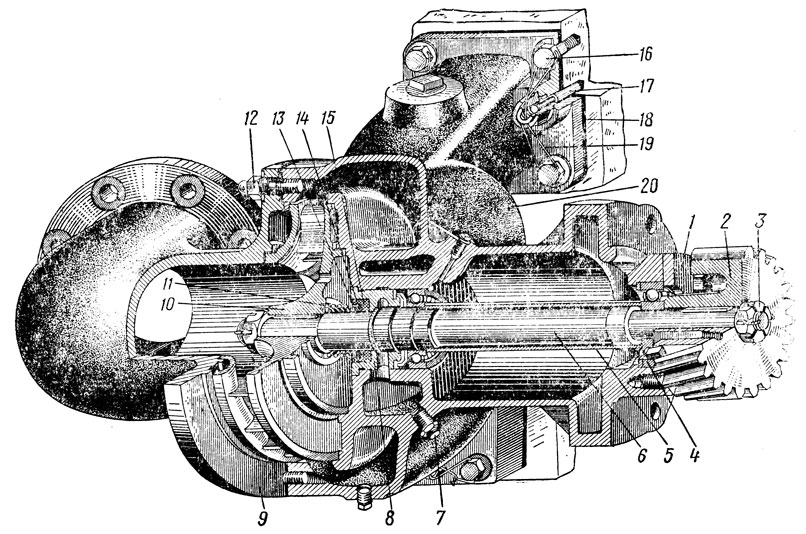
Фиг. 191. Водяной насос двигателя Д50 закрытого типа: 1 — фланец; 2 — приводная шестерня; 3 — гайка; 4 — наружный подшипник; 5 — распорная втулка; 6 — вал; 7 — сливной штуцер; 8 — уплотнительная втулка; 9 — всасывающий патрубок; 10 — крыльчатка; 11 — пружина сальника; 12 — глухая гайка; 13 — опорная шайба; 14 — уплотнительное кольцо; 15 — уплотнительная шайба; 16 — болт; 17 — установочный штифт; 18 — прокладка; 19 — шплинтовальная проволока; 20 — корпус
Разборка насосов всех типов производится примерно в одинаковом порядке.
Расшплинтовывают проволоку 19, связывающую болты 16, прикрепляющие насос к блоку. Выжимают установочные штифты 17, отвёртывают болты 16, а также болты, прикрепляющие всасывающий патрубок и нижний фланец к блоку. Снимают фланец у кожуха привода газораспределения, и насос отнимают от места. Отверстия в блоке закрывают заглушками.
Расшплинтовывают и отвёртывают гайку 3. Шестерню 2 спрессовывают с вала выжимным приспособлением. Болты 1, проходящие через плиту 3 приспособления (фиг. 192), ввёртывают в приводную шестерню Выжимной болт 4, упирающийся в торец вала, через шарик 2 ввёртывают в плиту. Далее снимают шплинтовальную проволоку и вывёртывают болты, крепящие фланец 1 (см. фиг. 191) наружного шарикоподшипника 4, и фланец 1 отнимают от места.
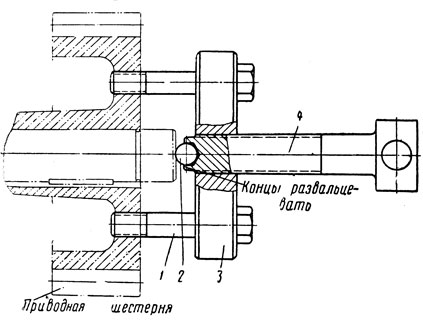
Фиг. 192. Приспособление для снятия приводной шестерни водяного насоса двигателя Д50: 1 — болт; 2 — шарик; 3 — плита; 4 — выжимной болт
Затем отвёртывают глухие гайки 12, укрепляющие всасывающий патрубок 9, который отнимают вместе с прокладкой от места. Расшплинтовывают и отвёртывают гайку, укрепляющую крыльчатку 10. Вал насоса 6 выпрессовывают вместе с шариковыми подшипниками и распорной втулкой 5 в сторону приводной шестерни 2. Выпрессовывают уплотнительную втулку 8 вместе с комбинированным сальником, состоящим из опорной шайбы 13, уплотнительного кольца 14 и уплотнительной шайбы 15. Для выпрессовки втулки 8 используют приспособление (фиг. 193), состоящее из балочки 1, сквозь которую проходит винт 3 с тарелкой, а на конце навёртывается гайкапри повороте рукояток винт 3 выпрессовывает втулку.
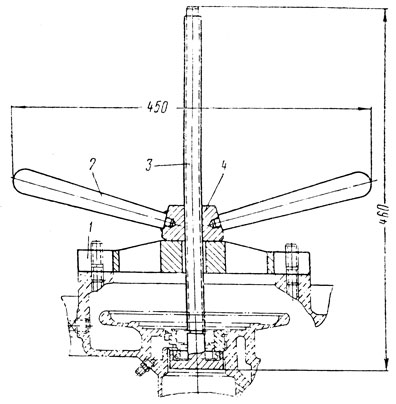
Фиг. 193. Приспособление для выпрессовки и запрессовки втулки водяного насоса: 1 — балочка; 2 — рукоятка; 3 — винт; 4 — гайка
Ремонт водяного насоса двигателей Д50. Балансировка крыльчатки насоса
Чугунные корпуса 20 (см. фиг. 191) водяных насосов, имеющие трещины длиной не более 40 мм, заваривают холодным способом, аналогичным применяемому при сварке блока и картера двигателя.
Увеличенные против нормы радиальные и осевые зазоры между корпусом 20, крыльчаткой 10 и всасывающим патрубком 9 доводят до нормы наплавкой корпуса и крыльчатки с последующей механической обработкой. Радиальный зазор после обработки должен находиться в пределах 0,19-0,65 мм.
Шарикоподшипники при заводском ремонте заменяют новыми и вставляют в корпус по допускам: зазор — 0,047 мм, натяг — 0,004 мм. Валы, имеющие выработку в местах посадки подшипников и уплотнений, заменяют новыми. У насосов изношенные втулки под сальниковыми уплотнениями валов заменяют новыми, изготовленными из стали 3 X 13 (ЭЖЗ).
Крыльчатку насоса вместе с валом и приводной шестернёй после ремонта подвергают динамической балансировке, причём дисбаланс допускается не более 30 гсм. Уменьшение дисбаланса достигается снятием металла у торцовой части крыльчатки, обращённой к приводной шестерне 2 (см. фиг. 191), зачистки отверстий в крыльчатке и снятии металла с торца приводной шестерни.
Насосы закрытого типа подвергают модернизации. Модернизация их заключается в следующем: увеличивают отверстие в сливном штуцере 7 до 9JAM, на фланце кожуха вала привода топливного насоса устанавливают сливную воронку, позволяющую вести наблюдение за водой, стекающей из штуцера 7, фланец 1 с внутренним диаметром 70 мм заменяют фланцем с внутренним диаметром 55 мм для поднятия уровня масла в камере смазки подшипников
Сборка водяного насоса двигателя Д50 и его испытание
Сборка водяного насоса производится в порядке, обратном его разборке. Для напрессовки вала с подшипниками используют трубку 1 (фиг. 194) с хвостовиком 2. При установке насоса на двигатель в местах соединения фланцев устанавливают паранитовые прокладки 18 (см. фиг. 191), смазанные герметиком. Правильность зацепления приводной шестерни с распределительной шестернёй топливного насоса устанавливают, перемещая насос вдоль опорной поверхности блока. Зазор между зубьями шестерён, измеряемый свинцовой выжимкой, должен находиться в пределах: при выпуске из текущего ремонта — 0,1-1,2 мм у при выпуске из заводского ремонта 0,1-0,45 мм. Несовпадение торцов шестерён допускается не более 2 мм. Зацепление шестерён проверяют по краске, причём суммарная длина отдельных участков отпечатка должна быть не менее 75% длины зуба. После проверки зацепления шестерён насос укрепляют окончательно с постанов, кой установочных штифтов 17.
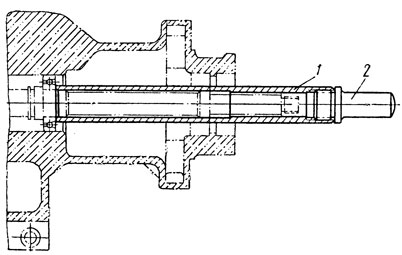
Фиг. 194. Приспособление для напрессовки подшипника водяного насоса: 1 — трубка; 2 — хвостовик
Водяной насос после ремонта и сборки подвергают обкатке и испытанию которые проводятся на воде с температурой 80 +5° -10 при различных режимах. Обкатка производится на типовом стенде при числе оборотов 1 400 об/мин в течение одного часа, при этом всасывающие и нагнетательные вентили должны быть открыты. Насос опрессовывают при давлении воды 1,8±0,1 ати и 2,5±0,1 ати в течение 5 мин в каждом случае.
При давлении 1,8 ати проверяют качество уплотнения вала (допускается просачивание воды до 10 капель в минуту), а при давлении 2,5 ати — качество соединений стыков и литья деталей (течи не допускаются, кроме течи по сальнику).
Производительность насоса следует проверять при числе оборотов 1 775 об/мин, противодавлении 1,8 ати и разрежении на всасывании 0,8 ата. Производительность при этих условиях должна быть 90 000 л/час.
Ремонт водяного насоса двигателя 2Д100 и его испытание
Разборка насоса осуществляется при помощи приспособлений, по своей конструкции аналогичных приспособлениям, применяемым при разборке насоса двигателя Д50. При сборке насоса проверяют радиальный зазор между крыльчаткой и корпусом, который должен находиться в пределах 0,35-0,5 мм.
Изношенную втулку, напрессованную на крыльчатку, осторожно разрезают и удаляют. Новую втулку изготовляют из стали 1 Х 18Н9Ти напрессовывают с натягом 0,062-0,008 мм. Окончательная обработка втулки по наружной и торцовой поверхностям производится после напрессовки её на крыльчатку. В случае износа сальниковую втулку корпуса заменяют новой из бронзы АЖМЦ 10-3-1,5, причём радиальный зазор между сальниковой втулкой и втулкой, напрессованной на крыльчатку, должен быть не менее 0,3 мм.
Крыльчатку после наплавки для восстановления радиального зазора подвергают статической балансировке совместно со сменной втулкой и приводной шестернёй. Допустимый дисбаланс 30 гсм.
Уплотняющее кольцо, предохраняющее от утечки масла из подшипниковой камеры, вставленное в маслосбрасывающее кольцо, в случае замены изготовляют из того же чугуна, что и компрессионные кольца поршня двигателя. Маслосбрасывающее кольцо хромируют за исключением ручья под уплотняющее кольцо и внутренней поверхности, насаживаемой на вал.
Собранный насос после ремонта подвергают испытанию на стенде при различных режимах в таком же порядке, как и насос двигателя Д50.
Производительность насоса должна быть 90 ООО л/час при давлении нагнетания 1,7-1,9 ати, разряжении на всасывании 0,8 ата, числе оборотов 1 965 в мин и температуре воды 50-70°.
Источник
Водяной насос тепловоз ремонт
Водяные насосы снимаются с дизеля, для чего демонтируют настил пола в месте установки водяных насосов и их трубопроводов и спускают воду из системы охлаждения. На дизеле 10Д100 открывают кран на каждом выхлопном коллекторе дизеля, отвертывают пробки слива воды из водяных коллекторов. После окончания слива воды из водяного насоса, коллекторов и турбин вентили и краны оставляют открытыми, а пробки ставят на свои места. До снятия насоса проверяют боковой зазор между зубьями шестерен привода насоса. Замер диаметрального зазора между рабочим колесом и всасывающей головкой. Разборку насоса производят на специализированном рабочем месте. Корпус насоса, всасывающую и заднюю головки, подвергают осмотру, найденные дефекты устраняют.
Неисправности и дефекты водяного насоса 10Д100:
1. Корпус, всасывающая головка и задняя головка:
1.1 Трещины в любом месте длиной не более 40 мм завариваются газовой сваркой, используя в качестве присадочного материала проволоку из оловянистой латуни, а в качестве флюса — смесь буры с борной кислотой.
1.2 Трещины по концам засверливают сверлом и производят V-образную механическую разделку.
1.3 Перед сваркой корпус подогревают до температуры 400-450єС и обслуживают, обильно посыпая флюсом.
1.4 Изношенные места корпуса восстанавливают наплавкой, в частности при диаметральном зазоре между корпусом насоса и рабочим колесом.
1.5 Корпус опрессовывают водой при температуре 75-80єС давлением 0,7 Мпа (7 кгс/см2) в течение 5 мин.
2.1 В станине насоса и рабочем колесе производятся заварку продольных и несквозных концентрических трещин.
3. Рабочее колесо
3.1 Рабочее колесо совместно с валом и шестерней подвергают статической балансировке.
3.2 Уменьшение дисбаланса производят за счет снятия металла с торцовой части рабочего колеса, зачистки отверстий и снятия металла с торца приводной шестерни.
3.3 При увеличении ширины паза вала под шпонку производят его наплавку газовой сваркой с последующей обработкой до черчежных размеров.
4.1 Восстановление посадочных поверхностей вала производят хромированием или осталиванием с последующим шлифованием.
4.2 Разрешается восстанавливать посадку подшипников, шестерен, рабочего колеса и втулки сальника на валу эластомером.
4.3 Вал проверяется дефектоскопом и при наличии трещин в любом месте заменяют.
4.4 Проверяют на станке биение вала
5. Сальниковый узел
5.1 Текстолитовое уплотнительное кольцо заменяют при трещинах, изломах и сверхнормативном износе.
5.2 Резиновое уплотнительное кольцо заменяют независимо от состояния при каждом ремонте водяного насоса.
6.1 Подлежит замене при изломе, трещинах, высоте в свободном состоянии.
6.2 Свободную высоту пружины и ее упругость восстанавливают термообработкой — нагревом, закалкой и отпуском
7. Узел отражателя
7.1 Отражательную втулку и уплотнительное кольцо при наличии трещин, крупных задиров на рабочих поверхностях и сколов заменяют.
7.2 Восстановление наружнхы поверхностей отражательной втулки производят хромированием или осталиванием.
зазор в замке кольца в свободном состоянии
7.3 Отражательное кольцо, лабиринтовые фланец и кольцо заменяют при наличии трещин, задиров.
8.1 Замена при изломах, трещинах, предельном износе зубьев
8.2 Посадку на вал осуществляют с натягом.
8.3 Восстановление натяга производят хромированием, осталиванием или применение эластомера.
9. Подшипниковый узел
9.1 Промывка в керосине и обдувают сухим сжатым воздухом 9.2 Подлежат замене, имеющие сколы металла или трещины на кольцах обоймы и шариках; цвета побежалости и следы заклинивания на шариках и беговых дорожках; выбоины, раковины, выкрашивание или шелушение металла.
4. Проверка качества ремонта и сборки. Испытание после ремонта, регулировка. Испытание водяного насоса
Снятый с дизеля водяной насос испытывают после каждого ремонта, при котором производилась замена таких деталей, как корпус, вал насоса, крыльчатка.
Предварительно пробуют, легко ли проворачивается вал насоса от руки. Работу насоса рекомендуется проверять на стенде с приводом от электродвигателя и с редуктором, обеспечивающим необходимое число оборотов. Температура воды при испытании насоса должна быть в пределах 60—80°С.
Обкаточное испытание и проверка герметичности соединений насоса. Насос обкатывают на следующих режимах:
а) плавный пуск и работа при 910±20 об/мин в течение 30 мин при открытом вентиле всасывающего трубопровода, давлении на нагнетании 0,5—1,5 кг/см ‘2 и при слабой затяжке сальникового уплотнения (при обильном просачивании воды по сальнику). В конце режима уплотнение постепенно затягивают настолько, чтобы каплепадение было от 10 до 60 капель в минуту.
При числе оборотов вала насоса более 1 300 в минуту допускается отсутствие просачивания воды по сальнику;
б) работа при 1820+10 об/мин в течение 20 мин, давлении на нагнетании 1,5—1,7 кг/см 2 и разрежении па всасывании 145-150 мм. рт. ст.;
в) работа при 1965 + 10 об/мин в течение 20 мин, давлении на нагнетании в пределах 1,7—1,9 кг/см 2 и разрежении на всасывании в пределах 145 —150 мм рт. ст.
Опрессовку насоса производят при 2 060+20 об/мин в течение 10 мин и давлении на нагнетании не менее 2 кг/см 2 (при перекрытом нагнетательном трубопроводе). Во время опрессовку проверяют герметичность стыков, соединений и качество литья деталей. Течь и потение не допускаются, за исключением капельного просачивания по сальниковому уплотнению вала насоса.
Во время испытаний не допускается нагрев подшипников, сальников и других деталей до температуры выше 100°, а также посторонние шумы при работе насоса.
Проверка производительности насоса. Производительность насоса должна быть не менее 100 000 л/ч при 1 965 10 об/мин вала насоса, давлении на нагнетании 1,7— 1,9 кг/см 2 и разрежении на всасывании 145—150 мм. рт. ст.
6. Техника безопасности при снятии водяного насоса с тепловоза, транспортировки, разборки, ремонте и сборке
Перед началом работы слесарь должен надеть полагающуюся ему исправную спецодежду, специальную обувь и привести их в порядок:
застегнуть на пуговицы обшлага рукавов;
заправить свободные концы одежды так, чтобы она не свисала.
Не допускается носить спецодежду расстегнутой и с подвернутыми рукавами. Спецодежду и специальную обувь слесарь не должен снимать в течение всего рабочего времени.
Совместно с руководителем смены (мастером, бригадиром) слесарь внешним осмотром должен проверить состояние инструмента, приспособлений, строп, траверс для перемещения оборудования и деталей тепловозов (дизель-поездов), у грузоподъемных механизмов и переносных лестниц — наличие трафаретов со сроками следующих испытаний, переносных домкратов — наличие клейма или бирки с обозначением номера, даты испытания и грузоподъемности.
При получении средств индивидуальной защиты слесарь должен проверить их целость, исправность, на диэлектрических перчатках и предохранительном поясе — дату их испытания, у респиратора — целость и чистоту фильтра, ковра резинового диэлектрического — отсутствие проколов, надрывов, трещин.
При предстоящей работе на крыше тепловоза (вагона дизель-поезда), стоящего на пути, не имеющем с обеих сторон эстакад на уровне его крыши слесарь должен осмотреть и надеть предохранительный пояс и каску защитную, а при работе под кузовом тепловоза (вагона дизель-поезда) и выполнении обязанностей стропальщика — каску защитную.
Металлические детали предохранительного пояса не должны иметь трещин, раковин, надрывов и заусенцев. Карабин стропа (фала) предохранительного пояса должен иметь предохранительное устройство, исключающее случайное раскрытие карабина, и обеспечивать быстрое и надежное закрепление и открепление его одной рукой при надетой утепленной рукавице (перчатке).
Замок и предохранительное устройство карабина должны закрываться автоматически.
Слесарь должен осмотреть рабочее место, привести его в порядок, убрать посторонние детали, не используемые в работе приспособления и инструмент, проверить наличие на стеллажах и ремонтных установках запасных частей и материалов.
Неисправный инструмент и приспособления должны быть заменены на исправные.
Инструмент на рабочем месте следует располагать так, чтобы исключалась возможность его скатывания или падения.
Подготовленный к работе инструмент должен удовлетворять следующим требованиям.
Бойки молотков, кувалд и другого инструмента ударного действия должны иметь гладкую, слегка выпуклую поверхность без косины, сколов, выбоин, трещин и заусенцев.
Рукоятки молотков, кувалд и другого инструмента ударного действия должны быть изготовлены из сухой древесины твердых лиственных пород (березы, дуба, бука, клена, ясеня, рябины, кизила и граба) без сучков и косослоя или из синтетических материалов, обеспечивающих эксплуатационную прочность и надежность в работе. Рукоятки молотков и кувалд должны иметь по всей длине в сечении овальную форму, быть гладкими и не иметь трещин.
К свободному концу рукоятки должны несколько утолщаться (кроме кувалд) во избежание выскальзывания рукоятки из рук при взмахах и ударах инструментом. У кувалд рукоятка к свободному концу должна несколько утончаться. Кувалда должна быть насажена на рукоятку в сторону утолщенного конца без клиньев.
Клинья для укрепления инструмента на рукоятке должны выполняться из мягкой стали и иметь насечки (ерши).
Напильники и шаберы должны иметь исправные, надежно насаженные рукоятки с металлическими бандажными кольцами.
Зубила, крейцмейсели, бородки и керны должны иметь гладкую затылочную часть без трещин, заусенцев, наклепа и скосов. Длина их должна быть не менее 150 мм. На рабочем конце инструментов не должно быть повреждений.
Средняя часть зубил не должна иметь острых ребер и заусенцев на боковых гранях.
Рабочие поверхности гаечных ключей не должны иметь сбитых скосов, а рукоятки — заусенцев.
Инструмент ручной изолирующий (отвертки, пассатижи, плоскогубцы, круглогубцы, кусачки и т.п.) должны иметь исправные изолирующие рукоятки. Если изоляционное покрытие рукояток инструмента состоит из двух слоев изоляции, то при появлении другого цвета изоляции из-под верхнего слоя инструмент должен быть изъят из эксплуатации. Если покрытие состоит из трех слоев изоляции, то при повреждении или истирании верхнего слоя инструмент может быть оставлен в эксплуатации. При появлении нижнего слоя изоляции инструмент подлежит изъятию из эксплуатации.
Воздушные резиновые шланги пневматического инструмента не должны иметь повреждений, должны быть надежно закреплены на штуцерах для присоединения к пневматическому инструменту и воздушной магистрали. Не допускается применение проволоки вместо стяжных хомутиков для закрепления шлангов на штуцерах. Штуцеры должны иметь исправные грани и резьбы, обеспечивающие прочное и плотное присоединение шланга к пневматическому инструменту и воздушной магистрали. Рабочая часть вставного сменного инструмента (сверл, отверток, ключей, зенкеров и т.п.) не должен иметь трещин, выбоин, заусенцев и прочих дефектов, а хвостовики должны быть правильно центрированы и плотно входить в буксу пневматического инструмента. Защитный кожух абразивного круга шлифовальной машинки должен быть надежно закреплен.
Электрифицированный инструмент не должен иметь повреждений кабеля (шнура), его защитной трубки и штепсельной вилки, изоляционных деталей корпуса, рукоятки, крышек щеткодержателей и защитных кожухов.
Перед работой необходимо проверить легкость и быстроту открытия и закрытия клапана включения пневматического инструмента, отсутствие пропуска воздуха в закрытом положении, у электроинструмента и ручных электрических машин — четкость выключения и их работу на холостом ходу. У электроинструмента и ручных электрических машин класса I дополнительно необходимо проверить исправность цепи заземления между его корпусом и заземляющим контактом штепсельной вилки.
Перед применением средств индивидуальной защиты слесарь должен внешним осмотром убедиться в их целости. Очки защитные, каска защитная, рукавицы, респираторы не должны иметь механических повреждений, перчатки диэлектрические — загрязнения, увлажнения и механических повреждений (в том числе проколов, выявляемых путем скручивания перчаток в сторону пальцев), галоши диэлектрические — отслоения подкладки, посторонних жестких включений и т.п., ковры диэлектрические резиновые — проколов, надрывов, трещин. Кроме этого, на перчатках диэлектрических должна быть проверена дата их испытаний.
Перед работой в помещении слесарь должен проверить работу вытяжной вентиляции и местного освещения.
Перед началом работы слесарь должен проверить закрепление тепловоза (вагона дизель-поезда) от ухода ручным тормозом и тормозными башмаками, устойчивость площадок, плит настила пола дизельного помещения, отсутствие масла и топлива на их поверхности, отсоединение от тепловоза кабелей постороннего источника питания тяговых электродвигателей и открыть двери и люки в кузове (капоте) тепловоза (вагонов дизель-поезда). При осмотре грузоподъемных механизмов необходимо проверить:
— отсутствие внешних повреждений, трещин и деформаций деталей и узлов;
наличие и исправность защитного заземления (тросика) к корпусу кнопочного управления;
— состояние стального каната и правильность его намотки на барабане;
— состояние крюка, его крепление в обойме и наличие замыкающего устройства на нем (износ зева крюка грузозахватного приспособления не должен быть более 10% первоначальной высоты вертикального сечения крюка), отсутствие трещин, наличие шплинтовки гайки и легкость проворачивания крюка в крюковой подвеске.
После визуальной проверки технического состояния грузоподъемных механизмов слесарь, выполняющий обязанности стропальщика, должен проверить их работу на холостом ходу, а также действие тормозов и ограничителя подъема груза. При этом голосом или звуковым сигналом он должен предупредить находящихся поблизости работников о предстоящем включении грузоподъемного механизма.
Источник