Технология технического обслуживания и текущего ремонта автомобилей
Для каждодневного обеспечения безопасности движения, поддержания подвижного состава в чистом виде и заправки автомобилей эксплуатационными материалами проводится ежедневное обслуживание.
Он включает комплекс работ: контрольно-осмотровые; уборочно-моечные; заправочные. Его трудоемкость ЕО составляет от 0,3 до 1,8 чел×часа для разных моделей подвижного состава.
Контрольные работы включают визуальный осмотр автомобиля, прицепа (полуприцепа) и их основных механизмов и агрегатов. Проверяется исправность дверей кабины, стекол, зеркал заднего вида, оперения, номерных знаков, запоров бортов платформы, капота, крышки багажника и т.д. Проверяется работа приборов освещения и сигнализации, стеклоочистителей и омывателей ветрового стекла, в холодное время года – системы отопления кабины и обогрева стекол, правильность и целостность пломбировки спидометра (таксометра). Для более объективной оценки технического состояния агрегатов, узлов, систем автомобиля, щитковых контрольно-измерительных приборов, их проверяют небольшим контрольным пробегом по территории АТП.
Для удаления комьев грязи, наледей, снега используют уборочные работы. При этом очищается шасси автомобиля, салон легкового автомобиля и автобуса, грузовая платформа – для грузовых автомобилей.
При выполнении уборочных работ применяются щетки, метлы, скребки, совки, лопаты, пылесосы, обтирочные материалы и другие вспомогательные материалы. Крылья, подножки автомобиля очищают деревянными молотками, ходовую часть – металлическими лопатками. Кузова специальных автомобилей периодически подвергают санитарной обработке – примерно 1 раз в 15…30 дней.
Пыль с обивки удаляют пылесосом. Загрязненную обивку промывают водой с мыльным раствором с помощью мягкой волосяной щетки. Жирные и масляные пятна удаляют с помощью хлороформа, эфира, авиационного бензина, скипидара или ацетона, нанесенных на чистую ветошь. Как правило, эти работы выполняют на первом посту линии ЕО или перед моечными работами.
Мойка автомобиля включает: предварительное ополаскивание; мойку спецсоставом и (или) водой; окончательное ополаскивание; сушку и протирку; нанесение защитных покрытий; полировку.
Мойка предназначена для тщательного удаления загрязнений с наружных частей шасси и кузова. Автомобили моют холодной и теплой водой (tв = 40…50 °С), паром и иногда специальными жидкостями. Чтобы не повреждалось лакокрасочное покрытие, температура поверхности автомобиля и моющего раствора не должны отличаться более, чем на 10…20 °С.
Предварительное ополаскивание необходимо для размягчения загрязнений. При мойке спецсоставом или водой осуществляется непосредственно очистка автомобиля от загрязнений. Окончательное ополаскивание необходимо для удаления оставшейся грязной воды или спецсостава с поверхности автомобиля.
В настоящее время для повышения эффективности мойки используются установки с повышенным давлением воды или щеточные установки. При струйной очистке физико-химический фактор воздействия водных растворов синтетических моющих средств (СМС) дополняется механическим ударом струи. Под действием струи в загрязнении возникают нормальные и касательные напряжения, приводящие к разрушению и размыву загрязнений.
Сила удара струи определяется
где m – масса воды, кг;
а – ускорение, м/с 2 .
Так как а = v / t, то для потока можно записать
 , (2.2)
, (2.2)
где  — секундная масса жидкости, кг/с;
— секундная масса жидкости, кг/с;
v – скорость потока, м/с.
Поскольку m = w ∙r, то
 , (2.3)
, (2.3)
где w – живое сечение набегающей струи (м 2 );
r – плотность жидкости (кг/м 3 ).
Если струя направлена под углом a к омываемой поверхности, то
 . (2.4)
. (2.4)
Таким образом, сила удара зависит от плотности жидкости, формы и типа насадка, из которой вытекает жидкость, скорости истечения и угла наклона.
Скорость истечения жидкости определяется из уравнения Бернулли
 , (2.5)
, (2.5)
где Н – напор воды, м;
j = 0,475…0,98, зависит от формы насадки.
Для повышения эффективности мойки увеличивают напор и стремятся, чтобы a было близко к 90°. Однако даже при больших давлениях скорость потока жидкости у поверхности автомобиля не большая (рис.2.1).
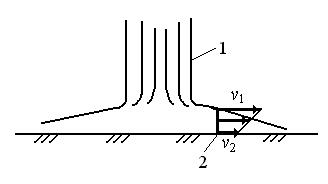
1 – струя воды; 2 – поверхность автомобиля
Рисунок 2.1 – Эпюра скоростей омывающей жидкости
Поэтому используют синтетические моющие средства. Они снижают силы поверхностного натяжения воды, что обеспечивает ее проникновение в микропоры грязи и создание в них избыточного давления (рис.2.2). В результате происходит быстрое разрушение загрязнений. Для автомобилей рекомендованы СМС «Прогресс», МЛ-72 и другие.
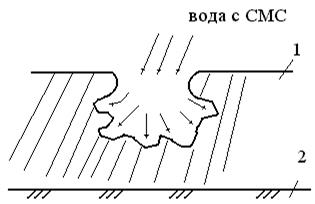
1 – загрязнения; 2 – омываемая поверхность
Рисунок 2.2 – Схема воздействия моющего раствора на загрязнения
Расход воды составляет от 100 до 1300 литров на одну мойку в зависимости от типа подвижного состава и применяемого способа мойки. Увеличение напора и использование СМС способствует уменьшению расхода воды.
После окончательного ополаскивания чистой водой производится сушка кузова. У легковых автомобилей остатки воды удаляют вручную, используя гигроскопические материалы: фланель, замшу и т.д. При механизированной сушке применяют обдув кузова холодным или теплым воздухом.
При полировании на лакокрасочную поверхность наносится защитный слой, предохраняющий кузов от агрессивного влияния окружающей среды. Используемые для этого полироли состоят из водооткалкивающих веществ, эмульсаторов, растворителей и воды. Для старых покрытий, потерявших блеск более чем на 30…50 %, используют полироли, в состав которых дополнительно вводятся абразивные материалы.
При проведении дозаправочных работ проверяют уровень масла в картерах двигателя и гидромеханической коробке передач и при необходимости доводят до нормы. Также проверяется уровень жидкости в бачках гидропривода тормозов и механизма выключения сцепления, охлаждающей жидкости в системе охлаждения, стеклоочистителя в бачках омывателей стекла и фар. При уменьшении уровней осуществляют дозаправку соответствующими жидкостями.
Перед постановкой автомобиля на стоянку сливают конденсат из влагоотделителя, воздушных баллонов пневмосистемы. В холодное время года, если в системе охлаждения используется вода, ее сливают, а перед пуском двигателя — заполняют горячей водой. Перед выездом автомобиль заправляют топливом.
По автобусам проводятся дополнительные работы, включающие осмотр подножек, поручней, стекол окон и дверей салона, проверяется исправность механизма их открывания, состояние и работа компостеров, исправность громкоговорящего устройства. Если есть гидромеханическая передача, проверяют и при необходимости регулируют частоту вращения коленчатого вала двигателя так, чтобы незаторможенный автобус оставался неподвижным на горизонтальной площадке при включенной передаче и отпущенной педали управления подачей топлива.
Для автомобилей, работающих на газу, дополнительно проводятся осмотровые работы по газовой топливной аппаратуре, проверяют состояние их крепления и легкость пуска и устойчивость работы двигателя при работе на бензине и на газу.
При постановке автомобиля на стоянку закрывают расходные вентили и вырабатывают весь газ, находящийся в системе, сливают отстой из газового редуктора и, в холодное время года, из полости испарителя (для автомобилей, работающих на сжиженном газу).
Работы ежедневного обслуживания проводятся на специализированных линиях, если суточная программа воздействий превышает 100 автомобилей, и на универсальных постах при меньших суточных программах. Посты должны быть оборудованы пылесосами, моечными установками, устройствами для сушки и дозаправки автомобиля эксплуатационными материалами. Линия, как правило, состоит из 3-х постов. На первом посту проводятся контрольно-осмотровые, дозаправочные и уборочные работы. На втором посту – наружная мойка автомобиля. На третьем – протирка, сушка и полирование лакокрасочного покрытия для легковых автомобилей. Причем для синхронизации работы постов, время нахождения на 1-м и 3-м постах должно равняться времени выполнения наружной мойке автомобиля на 2-м посту, которое определяется пропускной способностью механизированной установки, составляющей 10…20 автомобилей в час.
Помещения для выполнения работ ЕО должны обеспечивать безопасное и рациональное выполнение всех технологических операций при полном соблюдении санитарно-гигиенических условий труда и должны быть оборудованы средствами пожаротушения в соответствии с требованиями действующих нормативных документов. Запрещается пользоваться на постах открытым огнем. Аппарель, трапы и дорожки на постах мойки должны иметь шероховатую (рифленую) поверхность. Все используемое при ЕО оборудование и инструмент должно быть исправно и отвечать требованиям безопасности. Стационарное моечное и другое оборудование должно надежно крепиться болтами к фундаментам. Оборудование с электроприводом и пульты управления должны быть надежно заземлены или занулены.
Слесари-ремонтники и мойщики подвижного состава обеспечиваются средствами индивидуальной защиты в соответствии с «Инструкцией о порядке обеспечения рабочих и служащих специальной одеждой, специальной обувью и другими средствами индивидуальной защиты» (Госкомтруда СССР и ВЦСПС 24.05.83) и в соответствии с коллективным договором на предприятии.
Источник
Раздел 2. Технология технического обслуживания и текущего ремонта автомобилей
Тема 2.1. Общая характеристика технологических процессов обеспечения работоспособности автомобилей
1. Понятие о технологическом процессе
2. Автомобиль как объект технического обслуживания и ремонта
3. Этапы разработки технологических процессов
4. Оформление технологической документации
2.1.1. Понятие о технологическом процессе
Технология технического обслуживания (ТО) и ремонта — это совокупность способов и приемов обеспечения нормативного уровня технического состояния автомобилей, агрегатов, систем, узлов и деталей при техническом обслуживании и ремонте автомобилей.
Выполнение всех работ по ТО и ремонту автомобилей основывается на технологических процессах (ТП), совокупность которых представляет производственный процесс (ПП) автотранспортного предприятия.
Производственный процесс АТП применительно к технической эксплуатации — это совокупность всех действий людей и орудий производства, необходимых на данном предприятии для поддержания подвижного состава невысоком уровне технической готовности, что обеспечит выполнение заданной транспортной работы при минимальных материальных и трудовых затратах.
Технологический процесс — это часть производственного процесса, определяющая последовательность выполнения работ, имеющих своей целью поддержание и восстановление работоспособности автомобиля.
Оптимизация технологических процессов позволяет определить наилучшую последовательность для выполнения работ, обеспечивая высокую производительность труда, максимальную сохранность деталей, экономически оправданный выбор средств механизации и диагностики,
Законченная часть технологического процесса, выполняемая над автомобилем или его элементом одним или несколькими исполнителями на одном рабочем месте, называется технологической операцией (чаще — операцией).
Часть операции по ТО и ремонту автомобилей, характеризуемая неизменностью оборудования или инструмента, называется переходом.
В процессе разработки и выполнения технологических процессов переходы могут разбиваться на движения исполнителя. Совокупность движений исполнителя представляют собой технологический прием. Технологические процессы технического обслуживания автомобилей включают в себя следующие основные работы: контрольно-осмотровые, уборочно-моечные и обтирочные, контрольно-диагностические, контрольно-крепежные, регулировочные, электротехнические и аккумуляторные, смазочно-заправочные и смазочно-очистительные, шинные.
При текущем ремонте автомобилей технологические процессы, кроме указанных работ, дополнительно включают в себя разборочно-сборочные, контрольно-сортировочные и дефектовочные, сварочные, наплавочные, кузнечно-рессорные, слесарно-механические, кузовные, окрасочные, полимерные и клеевые работы.
Выполнение технологических процессов по техническому обслуживанию и ремонту автомобилей требует наличия технологического оборудования и технологической оснастки.
Технологическое оборудование — это орудия производства ТО и ремонта автомобилей, использующиеся при выполнении работ от начала до окончания технологического процесса.
Технологическая оснастка — орудия и средства производства, добавляемые к технологическому оборудованию для выполнения определенной части технологического процесса.
2.1.2. Автомобиль как объект технического обслуживания и ремонта
Исходной базой при проектировании технологических процессов является информация по автомобилю как объекту воздействий при ТО и ремонте, включая особенности и специфику его эксплуатации (режимы работы на линии, ограничения по продолжительности ТО и ремонта, оборудованию и др.).
Автомобиль как любое изделие обладает свойством технологичности, что очень важно для обеспечения его работоспособного состояния в процессе ТО и ремонта.
Трудоемкость технологического процесса — показатель, характеризующий затраты рабочего времени на выполнение элемента работы (операции, перехода и т.д.) или всего ТП в целом. Трудоемкость выполнения работ по ТО и ремонту автомобилей зависит как от типа (легковые, грузовые, автобусы) и состояния автомобиля (пробег с начала эксплуатации, условия эксплуатации, особенности конструкции), так и от совершенства производственно-технической базы (производственные площади, оборудование и оснастка) предприятия и квалификации персонала.
В зависимости от типа подвижного состава работы по автомобилям, выполняемые в процессе ТО и ремонта распределяются неодинаково по видам технических воздействий в автотранспортном предприятии (рис. 1).

Работы технологических процессов ТО и ремонта автомобилей месту выполнения подразделяются на выполняемые сверху, снизу, в кабине или салоне. Количественное распределение данных работ зависит от типа подвижного состава (рис. 2.). Для грузовых автомобилей количество работ, выполняемых в кабине значительно меньше, чем для легковых автомобилей и автобусов в кузове.
На формирование технологических процессов влияет ряд факторов. Эти факторы в первую очередь определяются конструкцией автомобиля, сложность и технологичность которой устанавливает требования по производственным площадям, технологическому оборудованию и оснастке, персоналу и др.
2.1.3. Этапы разработки технологических процессов
Исходными данными для разработки технологических процессов ТО и ремонта автомобилей являются:
Вид выполняемого технического обслуживания и ремонта.
Объект выполнения воздействия (автомобиль, агрегат, узел, деталь).
Сборочный чертеж изделия, который должен содержать всю необходимую информацию для проектирования ТП:
проекции и разрезы, обеспечивающие быстрое и полное освоение конструкции;
спецификации всех деталей, узлов и сборок, входящих в состав разбираемого изделия;
размеры технические условия, которые необходимо соблюсти при сборке или регулировке.
Технические условия на сборку, регулировку, испытания, контроль и приемку изделия.
Производственная программа (годовая или суточная), от величины которой зависит степень экономически оправданной механизации операций.
Сведения о применяемом оборудовании и инструменте.
Сведения о надежности деталей изделий, возможных сопутствующих ремонтах.
Масса изделия или автомобиля для выбора подъемно транспортных средств.
Техническое условие (ТУ) — нормативно-технический документ, устанавливающий требования к конкретному изделию. Он является неотъемлемой частью требований к изделию и чаще всего устанавливается при отсутствии стандартов технических условий. ТУ являются основным правовым документом, характеризующим качество ТО и ремонта при сдаче выполненных работ, заключении договоров на услуги по ТО и ремонту, а также предъявления рекламаций.
Последовательность (алгоритм) разработки технологического процесса следующий: изучается конструкция изделия, составляется план проведения работ, определяется последовательность операция и переходов, устанавливается темп (такт) выполнения работ, определяются нормы времени на выполнение каждой операции, выбираются оборудование, исполнители, приспособления и инструмент, оформляется технологическая документация.
Технологическая документация представляет собой графические или текстовые документы, которые определяют технологические процессы технического обслуживания и ремонта автомобилей. Единая система технологической документации устанавливает следующую технологическую документация: технологические карты, маршрутные карты, операционные карты, инструкции, операционные чертежи, ведомости заказа и нормы расхода запасных частей, материалов, инструментов, оснастки и принадлежностей, а также другие документы.
Продолжительность выполнения работ технологического процесса называют нормой времени. Техническая норма времени — это регламентированное время выполнения технологической операции в определенных организационно-технических условиях одним или несколькими исполнителями соответствующей квалификации.
Норма времени определяется аналитически-исследовательским, аналитически-расчетным и укрупненно-комплексным методами. Первый метод основан на данных полученных при помощи фотографии рабочего дня или хронометража, полученных на рабочем месте, второй — на расчетных данных с учетом производительности оборудования. На автомобильном транспорте чаще всего используется третий метод, при котором нормы времени определяются по укрупненным комплексам приемов работы. Данное нормирование основано на использовании операционных карт на типовые операции, ранее пронормированные расчетами и хронометражем с последующим корректированием применительно к новой конструкции изделия.
Последовательность выполнения работ технического обслуживания и ремонта автомобилей отражается в первичном документе ТП — технологической карте. В карте также указывается оборудование, инструмент, приспособления, применяемые при каждой операции или переходе; квалификация исполнителей, норма времени на отдельные операции и переходы и на всю технологию в целом.
Проектируя технологический процесс, необходимо рассматривать возможные варианты выполнения работ, предусматривая их совмещение по времени, месту и исполнителям с учетом применяемого оборудования. Правильно выбранный вариант позволяет выстроить операции и переходы в такой последовательности, когда для выполнения ТП потребуются минимальные затраты времени при гарантированном качестве проведения работ.
При разработке ТП необходимо с учетом объема выполняемых работ и их повторяемости стремиться к наиболее полной и экономически оправданной механизации, всемерному сокращению ресурсных, энергетических и трудовых затрат, облегчению ручного труда.
Оптимальный вариант технологического процесса ТО и Р автомобилей позволяет получить следующие преимущества:
высокую производительность труда и качество работ;
исключить пропуски или повторения отдельных операций и переходов;
рационально использовать средства механизации;
выполнить требуемую организацию и обустройство рабочих мест.
2.1.4. Оформление технологической документации
Для наиболее рациональной организации работ по ТО, ремонту и диагностированию автомобилей, его агрегатов и систем составляются различные технологические карты. На основании карт определяется объем работ по техническим воздействиям, а также производится распределение работ (операция и переходов) между исполнителями.
На практике можно встретить следующие виды технологических карт:
для специализированного поста (постовая карта);
для работ по диагностированию автомобиля (диагностическая карта);
специализированного переходящего звена (бригады)рабочих при использовании на предприятии метода специализированных постов;
технологическая карта на определенный вид работ ТО, ТР, диагностирования (операционная карта);
технологическая карта на определенную операцию, выполняемую одним или несколькими исполнителямина одном рабочем месте (карта на рабочее место).
Разновидностью технологических карт являются карта смазки и химмотологическая карта.
Разработчиками технологической документации принято типовые технологические карты объединять в единый документ — руководство по ТО или Р автомобиля определенной модели. При этом технологии текущего ремонта разделяют для постовых и цеховых (участковых) работ.
Типовые технологии и руководства на ТО и Р автомобилей могут включать в себя дополнительную информацию, которая будет необходимой при организации технологических процессов на автотранспортном предприятии. Например, к данной информации относится перечень оборудования, инструмента и приспособлений для выполнения работ; данные о возможных сопутствующих ремонтах или потребность в запасных частях. Кроме этого, технологические карты имеют иллюстрации в виде рисунков, чертежей, схем и др.
Вся технологическая документация обязательно оформляется на листах со стандартной рамкой и основной надписью.
1. Поясните понятия «технология ТО и Р», «производственный процесс», «технологический процесс».
2. Поясните понятия «технологическая операция», «переход», «движение исполнителя», «технологический прием».
3. Какие работы включают технологические процессы при ТО и ТР?
4. Поясните понятия «технологическое оборудование» и «технологическая оснастка».
5. Что означает свойство технологичности в процессе ТО и ТР?
6. Как подразделяются работы технологических процессов ТО и ТР по месту выполнения?
7. Какие факторы влияют на разработку технологических процессов ТО и ремонта?
8. Перечислите исходные данные для разработки технологических процессов ТО и ремонта.
9. Составьте последовательность разработки технологического процесса.
10. Что указывается в технологической карте?
11. Какая разница между рабочим постом и рабочим местом?
12. По каким признакам производится классификация рабочих мест на автомобильном транспорте?
13. Перечислите виды технологических карт.
14. Для каких работ составляется химмотологическая карта?
Источник
