Эксплуатация и ремонт пускозащитной аппаратуры.




![]()
К пускозащитной аппаратуре обычно относятрубильники,автоматические выключатели, магнитные пускатели, реле управления и защиты, предохранители, кнопки управления и кнопочные станции, кулачковые и пакетные выключатели и переключатели, сигнальные лампы. Эта аппаратура может устанавливаться как отдельно, так и в комплектных станциях, щитах и пультах управления как обособленными машинами и агрегатами, так и целыми технологическими линиями и цехами. Станции, щиты и пульты могут также изготавливаться и по месту самостоятельно, для чего составляются необходимые силовые схемы и схемы управления.
В процессе технического обслуживания, проводимого, как правило, после снятия напряжения с обслуживаемого аппарата, очищают пыль и проверяют надежность крепления. У подвижных частей проверяют свободный ход и регулируют одновременность включения контактов, с которых предварительно снимают нагар. Кроме того, необходимо убедиться в надежности контактного присоединения проводников и отсутствии признаков их перегрева. То же самое относится и к контактам. Нагрев контактов во время работы не должен превышать 70-80°С, что можно проверить на ощупь после снятия напряжения — температуру около 70°С пальцы выдерживают с трудом. Чрезмерный нагрев приводит к потемнению поверхностей контактов, появлению цветов побежалости металла, к затвердеванию изоляции проводов. Перегрев контактов обычно вызывается их загрязнением, недостаточной степенью контактного сжатия контактными пружинами и контактными болтами, малым сечением присоединенных проводов, несоответствием аппарата действительному рабочему току. Очень часто наблюдается перегрев мест присоединения алюминиевых проводов из-за текучести алюминия, что приводит, даже при достаточной силе зажатия контактных болтов, к ослаблению контакта. Алюминий со временем как бы «вытекает» из-под контактного болта.
Перегревающиеся контакты разбирают, зачищают и удаляют с них абразивные частицы, а затем промывают бензином. После протирки контакты собирают.Наплавы и брызги металла на медных контактах снимают надфилем, который, однако, не следует использовать на металло-керамических и серебряных контактах. Для зачистки контактов используют стеклянную бумагу, пемзу, обыкновенную карандашную резинку. Иногда допускается использование мелкой наждачной бумаги. Напильники применять нельзя, поскольку они повреждают поверхности контактов, снимают слишком много металла и способствуютусиленномуизносуконтактов.
Обнаруженные неисправности аппаратов устраняют в процессе ремонта. Так, повреждения ножей рубильников в виде изгибов исправляют рихтовкой на верстаке молотком с медным бойком. После рихтовки изгиб не должен быть больше 0,2 мм по всей длине ножа. Изгиб проверяют щупом между плоскостью ножа и стальной линейкой, приложенной ребром. Следы копоти удаляют ветошью и стеклянной бумагой. Далее проверяют целостность пружин, вала, привода и рукояток. Оси ножей смазывают смазкой ЦИАТИМ-201. После сборки рубильника проверяют одновременность вхождения всех ножей в губки. Такую проверку осуществляют для аппаратов, имеющих два контакта и более. Плотность сжатия контактов проверяют с помощью щупа толщиной 0,05 мм, который должен проходить не более чем на 1/3 контактной поверхности, в противном случае контакты подтягивают и подгибают до достижения нужной плотности. Изолирующие плиты очищают от пыли и грязи и проверяют сопротивление изоляции.
Рубильники используются в качестве простейшего аппарата для включения и отключения электрических цепей с токаминеболееноминального.
Из автоматических выключателей наиболее часто применяют выключатели серии АП50 двух- и трехполюсные, с тепловыми, магнитными и комбинированными расцепителями, а также выключатели АЕ А3700 и АЗ1110.
Полная разборка выключателя АП50 требуется в случае повреждения контактов, когда требуется их замена. В большинстве случаев для устранения дефектов контактов, дугогасительной решетки, для очистки копоти на внутренней поверхности и деталях выключателя или замены возвратной пружины достаточно частичной разборки. Для этого вывертывают винты крепления крышки к основанию 1 и крышку снимают (рис. 1). Снимают дугогасительную камеру, расцепляют рычаг 3 (если выключатель взведен), нажав для этого кнопку «отключить» 2 или рейку траверсы выводных проводов.

Для дальнейшей разборки выворачивают винты 7 и снимают неподвижный 5 и подвижный 6 контакты. При обрыве или ослаблении возвратную пружину 9 снимают с держателя с помощью плоскогубцев.
По окончании ремонта выключатель собирают в следующей последовательности: устанавливают дугогасительную камеру 10 в гнездо, смазывают приборным маслом шарнирные соединения, при этом вращение траверсы на оси должно быть без заеданий. После этого устанавливают неподвижные и подвижные контакты и закрепляют их винтами, устанавливают возвратную пружину и ввертывают винты 8 для присоединения выводных проводов.
Крышку с дугогасительными камерами надевают на основание и плотно закрепляют без перекосов и не плотностей.
Выключатели серии АЕ и А рассчитаны для работы без замены деталей и зачистки контактов. Лишь при наличии соответствующего опыта производится ремонт и регулировка выключателей. Например, разборку выключателя АЕ-1031 производят в такой последовательности: вывертывают винты и снимают механизм выключателя в сборе с подвижными контактами и контактным рычагом, а затем вывертывают крепежные винты и снимают неподвижный контакт. Для устранения повреждений и дефектов осматривают контакты, дугогасительные камеры и деионные решетки, очищают и смазывают механизм выключателя.
Периодически, не реже 1 раза в год, а также после отключений в результате короткого замыкания выполняют частичную разборку выключателя и ревизию его конструктивных элементов, регулировок расцепителей. Провал контактов не должен превышать 0,5 мм. Вспомогательные контакты должны замыкаться (или размыкаться) раньше основных.
Магнитные пускатели являются коммутационными электрическими аппаратами, предназначенными для пуска, остановки и защиты электродвигателей и других силовых нагрузок. Наиболее часто используются пускатели серий ПМЕ, ПАЕ, ПМА и ПМЛ на номинальные токи 10,25,40 и 60 А.
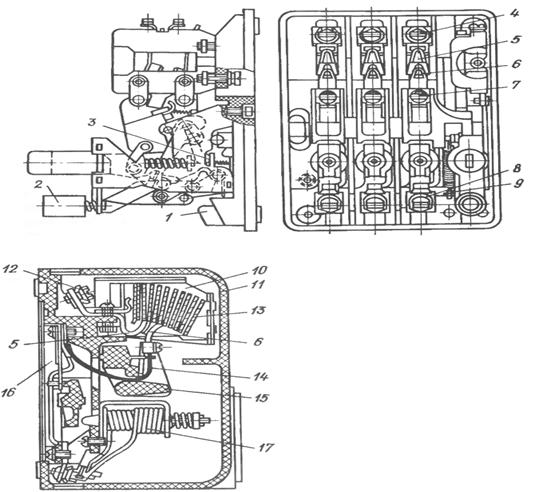
Рис. 1. Автоматический выключатель АП50-ЗМГ:
1 — основание; 2 — кнопка «Отключить»; 3 — рычаг; 4, 7, 8 — винты; 5 — неподвижный контакт; 6 — подвижный контакт; 9 — возвратная пружина; 10 — дугогасительная камера; 11 — крышка; 12 — выводы; 13 — стальные пластины; 14 — гибкое соединение; 15 — траверса; 16 к 17 — тепловой и электромагнитный расцепители.
При осмотре пускателя проверяют состояние всех его элементов, надежность крепления, размеры провала и раствора контактов. Если в процессе работы пускатель слишком сильно гудит или слышно дребезжание, то причиной может быть значительное снижение напряжения (ниже 85% номинального), чрезмерное нажатие контактных или возвратных пружин, загрязнение и повреждение шлифованных поверхностей магнитной системы или ее перекос, ослабление крепления сердечника или повреждение короткозамкнутого витка (рамки) на нем, повреждение катушки.
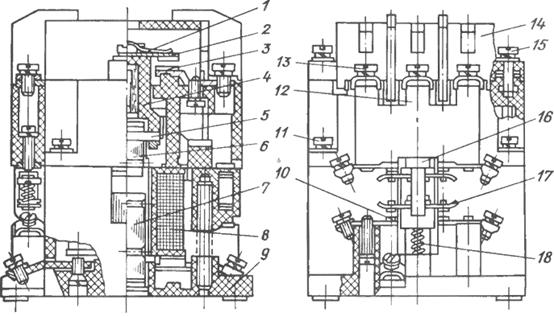
Рис.2. Магнитный пускатель ПМЕ-211
В процессе текущего ремонта производят очистку от грязи и пыли, проверяют состояние магнитной системы: зазоры, заедание подвижных частей, исправность и регулировку механической и электрической блокировки, крепление и исправность катушек. Проверяют систему: состояние контактов и их ремонт, исправность дугогасительных камер и др. Далее проверяют внутреннюю коммутацию аппарата, ее физическое состояние, прочность соединений и креплений. В самом корпусе исправляют дефекты поверхности, вмятины, проверяют исправность заземления.Разборку пускателей выполняют в необходимом объеме в зависимости от вида неисправности. Рассмотрим, например, разборку пускателя ПМЕ-211 (рис. 2). При повреждении катушки электромагнита 8 необходима частичная разборка пускателя. Для этого вывертывают винты 15 крепления крышки и снимают ее. Затем вывертывают винты 11 и снимают дугогасительную камеру 14, вывертывают винты крепления корпуса пускателя к основанию 9 и корпус с траверсой в сборе снимают с основания. Катушку снимают с сердечника для ремонта. Сердечник 7 вынимают из основания и снимают амортизационную пружину и
скобу. Для ремонта контактов 2 и 3 пинцетом с осторожностью приподнимают контактный мостик 17 и поворачивают его на 45-60° вдоль продольной оси, после чего вынимают его из контактодержателя вместе с плоской пружиной 1. При ремонте магнитопровода дополнительно вывертывают винты крепления пускателя к кожуху или монтажной плате и снимают пускатель, отделяют ярмо 6 с траверсой 4 от корпуса, вынимают ось 5 и снимают ярмо и пружину 18 с траверсы. Для полной разборки пускателя еще необходимо снять с основания 9 вспомогательные контакты 10 в сборе с мостиками и две пружины 18, после чего вывернуть винты 13 крепления неподвижных контактов и снять их. Вспомогательные контакты 10 снимают после вывертывания крепления винтов. После ремонта и замены поврежденных деталей пускатель собирают после полной разборки в следующей последовательности: устанавливают и закрепляют винтами неподвижные 3 и вспомогательные 10 контакты, устанавливают в гнездо основания 9 скобу и накладывают амортизационную пружину изгибом вверх, устанавливают сердечник 7. Катушку 8 на сердечник надевают так, чтобы выводные контакты совпали с токоподводящими зажимами; устанавливают в основание возвратные пружины 18 и толкатель 16 в сборе с мостиком 17. Укладывают в гнездо траверсу на основание 12, продевают в поводки подвижных контактов 2 мостики с пружинами 1. Основание 12 с траверсой в сборе устанавливают и закрепляют винтами. Затем пускатель винтами закрепляют на монтажной плите или в кожухе и производят монтаж цепей управления. Способы и методика ремонта основных элементов реле управления и защиты такие же, как пускателей. Как более точный аппарат, реле нуждается в более тонкой регулировке. Реле защиты, например, а также тепловые реле, встроенные в пускатели и представляющие собой вторичные аппараты прямого действия косвенного измерения протекающего тока путем преобразования его в нагрев теплового элемента, нуждаются в проверке и регулировке с помощью специальной схемы (рис. 3).
Разборка теплового реле ТРП производится так. Вывинчивают винты 3 (рис. 3, б), снимают шайбы, крышку 4 и нагреватель 9, из корпуса вынимают две планки. Снять пружину 10, ушко 11 и кнопку 5. Далее нужно снять пружину 15 и венец 13, 14, вынуть ось 16, вывернуть винт и снять скобу и контактный мостик 17. Вывинчивают четыре винта 18, снимают шайбы 19, 20, планку 22
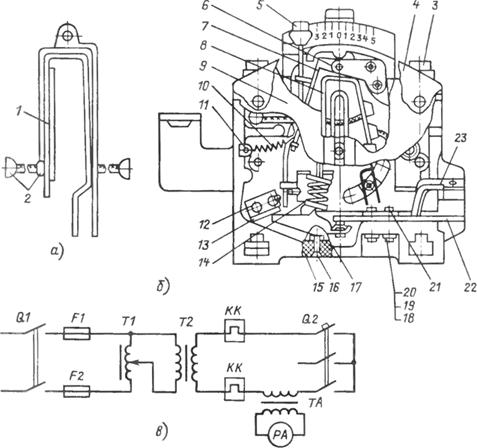
Рис.3. Тепловое реле ТРП:
а — термоэлемент; б — общий вид; в — схема проверки реле; Q1 и Q2 — выключатели; F1 и F2 — предохранители; Т1 — автотрансформатор; Т2 — трансформатор 220/36 (12 ) В; КК — термоэлементы; ТА — трансформатор тока; РА — амперметр и контактные пластины 21, 23. Вывинчивают винты, снимают упор 12 и вынимают ось 6, снимают термоэлемент в сборе 8 и охладитель 7. Детали теплового реле очищают от загрязнения, проверяют износ контактного мостика, который не должен превышать 0,5 мм (при большем износе он бракуется). При износе контактных поверхностей пластин более 50% их заменяют. Брызги металла и незначительное обгорание зачищают. Термоэлемент (рис. 3, а) заменяют новым в случае деформации или выгорания термобиметалла 1 и обрыва провода 2 в местах присоединений.
После устранения неисправностей и сборки реле проверяют сопротивление изоляции между входом и выходом каждого
полюса при разомкнутых контактах, которое не должно превышать 10 МОм, а затем электрическую прочность изоляции в течение 1 мин при напряжении 2500 В без пробоя или перекрытия по поверхности. Время срабатывания не должно превышать 20 мин при токе, составляющем 120% номинального значения. Испытания и регулировка выполняются с помощью схемы на рис. 5, е. Раствор контактов должен быть не менее 1±0,2 мм, а усилие нажатия на контактный мостик — не менее 1,8 Н.
Предохранители предназначены для защиты электрооборудования и сетей от токов короткого замыкания. В основном используются предохранители типов ПН2, ПР2, НПН60, ПРС (рис. 4). Наиболее частыми повреждениями являются оплавление болтов и зажимов из-за их перегрева, разрушение, трещины или нагар изоляционной плиты, перегорание плавкой вставки.
Перегрев может произойти вследствие окисления, загрязнения, ослабления пружин и контактного сжатия.
Контактные ножи могут иметь следы расплавления, копоти, подгары, неплотное прилегание. Устранение перечисленных дефектов производится так же, как в описанных выше аппаратах. При перегорании плавкой вставки, при появлении трещин в корпусах и значительном разрушении других конструктивных элементов предохранители подлежат замене.
Аппаратуру управления, к которой относят кнопки управления (ПКЕ, КУ), кнопочные станции (ПКУ15 и др.), кулачковые (ПКП, ПКУЗ) и пакетные (УП-5000) переключатели, а также различные концевые и путевые выключатели (ВК-200, ВПК-3000, БКВ и др.) ремонтируют при повреждении корпуса и несрабатывании, при котором производят полную разборку аппарата, проверку и ремонт контактов, пружин, креплений, фиксаторов, зажимов для подключения проводов.В шкафах, щитах и на станциях управления осуществляют обслуживание и ремонт содержащихся в них электрических аппаратов, как было описано выше, контролируют целостность оболочек, плотность запирания дверок, исправность замков и сигнальных ламп, проверяют электрические и механические блокировки. Поскольку аппараты в шкафах управления соединены между собой по определенной принципиальной схеме, то, как правило, требует квалифицированного подхода сам процесс поисканеисправностей.

Рис4.Предохранители:
а — типа ПР2; б — типа ПН2; в — типа ПРС; 1 — присоединительный зажим; 2 — пружина; 3 — контактные стойки; 4 — контактный нож; 5 — патрон; 6 — плавкая вставка; 7 — Т-образный выступ для рукоятки; 8 — съемная рукоятка; 9 — корпус; 10 — головка.
Источник
Ремонт пускорегулирующей аппаратуры
3.3 Ремонт пускорегулирующей аппаратуры
Виды и причины повреждений пускорегулирующей аппаратуры. Ремонт контактов и механических деталей контактора, пускателя, автоматического выключателя. Ремонт катушек.
Пускорегулирующая аппаратура имеет следующие виды повреждений: чрезмерный нагрев катушек пускателей, контакторов и автоматов, межвитковые замыкания и замыкания на корпус катушек; чрезмерный нагрев и износ контактов; неудовлетворительная изоляция; механические неполадки. Причина опасного перегрева катушек переменного тока – заклинивание якоря электромагнита в его разомкнутом положении и низкое напряжение питания катушек. Межвитковые замыкания могут произойти вследствие климатических воздействий на катушку, а также из-за плохой намотки катушек. Замыкание на корпус происходит в случае неплотной посадки бескаркасной катушки на железном сердечнике, а также из-за вибраций. На нагрев контактов влияет токовая нагрузка, давление, размеры и раствор контактов, условия охлаждения и окисление их поверхности и механические дефекты в контактной системе. Износ контактов зависит от силы тока, напряжения и продолжительности горения электрической дуги между контактами, частоты и продолжительности включений, качества и твердости материала. Механические неполадки в аппаратах возникают в результате образования ржавчины, механических поломок осей, пружин, подшипников и других конструктивных элементов.
Перед ремонтом осматривают все основные части контактора, чтобы установить, какие детали подлежат замене и восстановлению. При небольшом обгорании контактной поверхности ее очищают от копоти и наплывов обычным личным напильником и стеклянной бумагой. При замене контактов их изготавливают из медных цилиндрических или фасонных прутков из твердой меди марки М-1.
При ремонте контакторов придерживаются паспортных величин нажатия контактов. Отклонение от них в ту или иную сторону может привести к неустойчивой работе контактора, вызывая его перегрев и сваривание контактов.
Особенность ремонта магнитных пускателей – смена неисправных катушек и тепловых элементов. При изготовлении новой катушки необходимо сохранять ее конструкцию. Тепловые элементу пускателей, как правило, заменяют новым, заводским, т.к. их в условиях мастерской отремонтировать трудно.
У автоматических выключателей серии А и других конструктивно аналогичных выключателей повреждаются преимущественно контакты, отключающие механизм и механических пружин. В зависимости от характера повреждения ремонтируют автоматические выключатели в электроремонтном цехе или на месте их установки. Закопченные стальные омедненные пластины решетки осторожно очищают деревянной палочкой или мягкой стальной щеткой, освобождая их от слоя нагара, а затем протирают чистыми тряпками и промывают.
Технологический процесс изготовления катушек состоит из операций намотки, изолировки, пропитки, сушки и контроля катушки можно наматывать на намоточный шаблон, на каркас или непосредственно на изолированный полюс.
3.4 Ремонт трансформаторов
Ремонт обмоток, магнитопровода, фарфоровых вводов, бака расширителей и арматуры.
Ремонт обмоток в большинстве случаев сводится к замене повреждений изоляции проводов при замене клиньев, прокладок и других изолирующих обмотку элементов. Переизолировка провода небольших однослойных катушек, как правило, выполняется вручную. Поврежденные многослойные и другие более сложные по конструкции обмотки, выполненные из проводов мелких сечений, в большинстве случаев заменяют новыми. Поврежденную изоляцию удаляют обжигом. Для изготовления новых обмоток применяют медные или алюминиевые провода.
Магнитопровод разбирают в следующем порядке: распаивают соединения катушек и выводов; снимают болты, стягивающие верхнее ярмо; расшлихтовывают его; записывают порядок укладки отдельных листов; обвязывают концы стержней сердечника миткалевой лентой, чтобы они не расходились веером и не портили изоляции катушек; снимают катушки. На очищенные стальные листы наклеивают бумагу, которая служит изоляцией для листов. Оклеенные листы стали быстро просушивают, чтобы не было ржавчины под слоем бумаги и с неоклеенной стороны. Перед нанесением изолирующего слоя из лака листы нарезают на определенные размеры, штампуют в них отверстия, которые тщательно зачищают.
Основные неисправности вводов: трещины и сколы изоляторов, разрушение изоляторов, некачественная армировка и уплотнение, срыв резьбы стержня при неправильном навинчивании и затягивании гайки. При значительных сколах и трещинах ввод заменяется.
Сравнительно распространенными случаями повреждений бака, вызывающими его течь, является нарушение сварных швов и недостаточная плотность прокладки между баком и крышкой. Места течи заваривают газосваркой, предварительно тщательно очистив место сварки от масла и краски и просушив его постепенным и равномерным нагревом паяльной лампой.
Ремонт расширителя обычно сводится к промывке его маслом. Но иногда необходимо очищать внутреннюю поверхность расширителя от ржавчины, которую можно обнаружить при разборке трансформатора в виде большого скопления крупинок.
Ремонт арматуры, в основном, сводится к разборке арматуры и ее очистке от шлама и грязи, промывке в трансформаторном масле. Покрытые ржавчиной поверхности очищают стальными щетками и окрашивают.
1. Атабеков В.Б. Ремонт электрооборудования промышленных предприятий. – М., Высшая школа, 1985.
2. Зюзин А.Ф. Монтаж, эксплуатация и ремонт электрооборудования промышленных предприятий и установок. – М., Высшая школа, 1971.
3. Лукъянов Т.П. Техническая эксплуатация электроустановок промышленных предприятий. – М., Энергоатомиздат, 1985.
4. Смирнов В.Н. Монтаж электрических установок. – М., Энергоиздат, 1982.
5. Комолов В.Г., Файб С.И., Алексеев А.А. Ремонт электрических машин. – М., Транспорт, 1975.
Источник