ТЕМА 2.3 ОРГАНИЗАЦИЯ РЕМОНТА ЖЕЛЕЗНОДОРОЖНОГО ПУТИ И ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ НА ПРОИЗВОДСТВО РАБОТ
1. Организация ремонта пути
2. Типовые и рабочие технологические процессы
Организация ремонта ЖЕЛЕЗНОДОРОЖНОГО пути
Для улучшения организации и технологии работ, снижения времени занятия перегона путевые работы делятся на подготовительный, основной и заключительный период.
В подготовительный период производят:
— проверку состояния пути с необходимыми обмерами и нивелировкой.
— доставку необходимых материалов
— добивку костылей, обрезку длинных концов шпал, регулировку зазоров, перестановку путевых знаков иными словами производят подготовку пути и отдельных его элементов к выполнению основных работ:
— доставку машин и оборудования к месту работ.
В основной период производят все работы, которые входят в основной состав работ, определяющий вид ремонта.
В отделочный период выполняют работы обеспечивающие состояние пути, отвечающее требованиям технических условий.
При разработке технологических процессов необходимо придерживаться некоторых общих принципов:
1. При выполнении работ в «окна», для уменьшения их влияния на движение поездов все работы распределяются по периодам (подготовительный, основной и отделочный). Подготовительные и отделочные работы выполняются, как правило без закрытия перегона. Основные работы выполняются в «окно» на закрытом перегоне.
2. При расчетах затрат труда на выполнение отдельных работ необходимо учитывать время на переходы в рабочей зоне и на пропуск поездов.
3. При составлении тех.процесса необходимо придерживаться определенной последовательности в выполнении путевых работ. Например работы по регулировке зазоров закладывают до работ по выправке пути, рихтовку выполняют перед перешивкой пути, смену шпал перед выправкой пути. это делается с целью уменьшения затрат труда и ликвидации неоправданной повторяемости отдельных операций.
При составлении технологического процесса существенное значение имеет выбор методов и способов производства работ.
При комплексном методе все основные работы выполняются одновременно в «окно».
При раздельном методе последовательно выполняются операции входящие в комплекс. Например, сначала сплошь меняют рельсы, затем шпалы и т. д.
При поточном способе — все операции входящие в состав отдельной работы выполняются в одном темпе, равном темпу ведущей операции, за которую принимается механизированная и трудоемкая. При этом способе увеличивается производительность труда, т.к.более квалифицированных рабочих можно поставить на наиболее ответственные и сложные операции, при этом способе меньше требуется инструмента, создаются лучшие условия контроля качества выполняемых работ, имеется больше возможностей механизации путевых работ. Недостаток: так как выполнение всех видов работ начинается не одновременно, а по мере освобождения фронта работ, то необходимо некоторое время на разворот работ.
При звеньевом способе — каждый рабочий или группа выполняют на своем участке весь комплекс работ одновременно по всему фронту. Этот способ применяют на простейших (1-3 операции) работах.
Технологический процесс обычно представляется в виде двух основных графиков: графика основных работ в «окно» и графика распределения работ по дням. В графиках отражается перечень и последовательность выполнения отдельных операций, указывается потребный состав бригад на каждую операцию.
Графики бывают горизонтальные и вертикальные. Горизонтальные применяют для работ, которые выполняются в одном месте, например на стрелочном переводе, ИССО. На таких графиках напротив наименования работы горизонтальной жирной чертой отмечают время производства работы, а над ней записывают число рабочих и № бригады.
В тех случаях, когда необходимо показать ход выполнения операции не только по времени, но и по фронту работ применяют вертикальные графики. В этих графиках работу изображают наклонной линией. На графике по горизонтали откладывают фронт производства работ, а по вертикали откладывают время работы.
Разработку технологического процесса начинают с обоснования необходимости производства ремонта и определения фронта работ в «окно». Работы в «окно» выполняются поточным методом. В цепочке машин выделяется машина, определяющая темп выполнения работ. При производстве усиленного капитального и капитального ремонта пути ведущая машина – машина для смены рельсо – шпальной решетки. При усиленном среднем и среднем ремонте – щебнеочистительная машина, или работы по выправке пути перед проходом хоппер — дозаторной вертушки. Остальные работы в потоке должны выполняться в темпе ведущей машины, чтобы не сдерживать работу других машин и обеспечить своевременно открытие перегона для движения поездов. При определении численности монтеров пути колонны подготовительных, основных и заключительных работ соблюдают следующие условия:
— весь объем подготовительных, основных и отделочных работ должен быть обязательно выполнен;
— количество монтеров пути и бригадиров, занятых ежедневно выполнением работ на перегоне, во все дни недели должно быть одинаковым;
— в случае, если количество монтеров пути и бригадиров, необходимых для выполнения основных работ в «окно», оказывается больше, чем количество монтеров пути и ПДБ необходимых для выполнения подготовительных и отделочных работ, численный состав колонны устанавливается по необходимому количеству трудозатрат для выполнения подготовительных и отделочных работ, а для работ в «окно» необходимое количество монтеров пути привлекается с производственной базы или из ПЧ;
— в случае, если количество монтеров пути и бригадиров, для производства подготовительных и отделочных работ оказывается больше, чем потребность в монтерах пути для работ в «окно», состав колонны устанавливается в соответствии с трудоемкостью подготовительных и отделочных работ.
После определения производственного состава разрабатывается график распределения работ по дням, в котором должны быть отражены периодичность предоставления «окон» для производства основных работ, общий фронт развернутых работ и время нахождения участка в ремонте. При этом очередность выполнения отдельных подготовительных и отделочных работ должна устанавливаться с соблюдением следующих условий:
— фронт работ с ограничением скорости для движения поездов должен быть минимальным;
— очередность выполнения работ должна способствовать быстрейшему восстановлению скорости на ремонтируемом участке;
— выполнение предшествующей работы не должно вызывать дополнительных трудностей для выполнения последующих работ;
— выполнение последующей работы не должно вызывать снижения качества предшествующих работ.
Распределив работы по дням и участкам и определив необходимое количество монтеров пути для каждой работы, следует выполнить контроль расчетов. Ежедневный выход монтеров пути должен быть равен числу монтеров в колонне. Для этого необходимо просуммировать количество монтеров пути по каждому дню цикла. Далее вычерчивают график распределения работ по дням.
Типовые и рабочие технологические процессы
Технологический процесс – это основной руководящий документ, определяющий способ и порядок производства работ с учетом имеющейся технической оснащенности, людских и материальных ресурсов. Определяемый им способ производства работ должен обеспечивать при наименьших затратах труда и времени наиболее высокие производственные показатели.
Типовые технологические процессы разрабатываются на основе среднесетевых норм и объемов работ. Разрабатывают их ВНИИЖТ и другие проектные организации, находящиеся в ведении главного управления пути.
Рабочие процессы разрабатываются предприятиями производящими ремонт на основе типовых технологических процессов применительно к местным условиям производства работ. Они имеют те же принципиальные решения в части очередности и порядка работы, что и типовые процессы, но составлены исходя из действительных объемов (план и профиль пути, объем земляных работ и т.д.) и условий производства работ.
Рабочий технологический процесс состоит из следующих разделов:
— подробная характеристика ремонтируемого объекта до и после ремонта;
— условия производства работ;
— перечень машинных комплексов и их состав;
— ведомость затрат труда, составленная по техническим нормам;
— ведомость работы с балластом при уборке его с обочины, разработке траншей под лотки и дренажи, очистке и нарезке кюветов кюветоочистительными машинами;
— требования безопасности движения поездов и безопасности труда;
Кроме того в рабочий технологический процесс входят:
— графики производства работ в “окно” на все укрупненные технологические операции (рисунок 38,39);
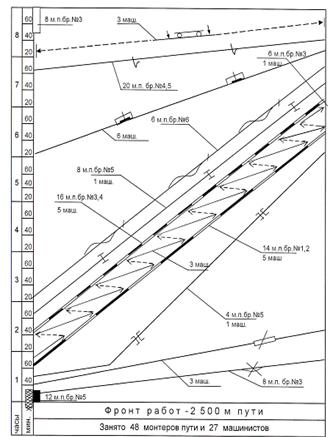
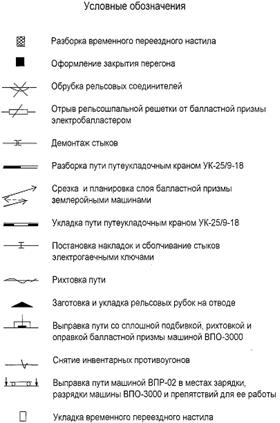
Рис.38 График производства основных работ по замене рельсошпальной решетки
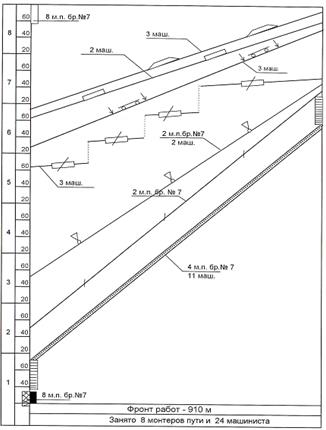
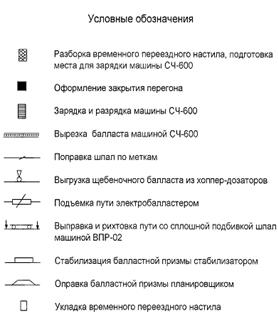
Рис.39 График производства основных работ по замене или очистке балласта
— график распределения работ по дням (рисунок 40);
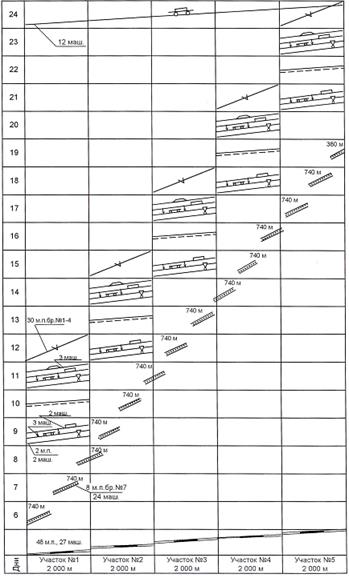

Рис.40. График производства работ по дням
— технологическая схема поэтапной обработки балластной призмы (при крупных работах с балластом);
— технологическая схема расстановки машинных комплексов на участке работы;
— технологическая схема поэтапной работы при сварке плетей на длину блок-участка или перегона;
— технологическая схема поэтапной работы по очистке балласта и замене стрелочных переводов.
Источник
Технологические процессы производства путевых работ
Организация ремонта железнодорожного пути.
Организация путевых работ должна обеспечивать безопасность движения поездов, высокое качество выполнения при наименьших затратах труда, материалов и энергии, эффективное использование средств механизации и автоматизации производственных процессов, соблюдение правил техники безопасности и охраны труда.
Все работы при ремонтах пути разделяются на:
- предварительные;
- подготовительные;
- основные;
- отделочные.
К предварительным относятся лечение больных мест земляного полотна, ликвидация пучин. Их выполняют за год до основных работ, чтобы земляное полотно за этот период стабилизировалось.
К подготовительным работам относятся обмеры пути для уточнения объемов работ, относ путевых знаков, обрезка длинных концов шпал и смена гнилых, добивка костылей, регулировка зазоров, смазывание болтов, сборка рельсовых звеньев на базе и другое.
Основные работы определяют сущность данного вида ремонта. Так, при капитальном ремонте основные работы – это смена рельсошпальной решетки, очистка и усиление балластного слоя с подъемкой пути на балласт и подбивкой шпал.
Отделочные работы обеспечивают состояние пути, полностью отвечающее требованиям ПТЭ и технических условий, установленных для данного вида ремонта.
При составлении технологических процессов существенное значение имеют выбор методов и способов производства работ и расстановка рабочей силы.
При комплексном методе все основные работы (сплошная смена путевой решетки, очистка балласта, балластировка, подбивка шпал) выполняются одновременно в «окно».
При раздельном методе выполняются последовательно операции, входящие в комплекс. Например, сначала сплошь заменяют рельсы, а потом шпалы и так далее.
Комплексный метод полнее охватывает работы средствами механизации, обеспечивает четкую специализацию труда, исключает повторяемость однородных операций, создает лучшие условия для руководства, снижает поездные потери.
По расстановке рабочей силы различают способы организации:
- звеньевой;
- поточный;
- смешанный (поточно-звеньевой).
Звеньевым способом называется такой, при котором каждый рабочий или группа рабочих выполняет на своем участке весь комплекс работ одновременно по всему фронту. Этот способ применяют на простейших (1–3 операции) немеханизированных работах.
Поточным способом называется такой, при котором бригады делятся на группы по числу последовательно выполняемых операций. Все операции, входящие в состав отдельной работы, а следовательно, и все работы, объединяемые в потоки, выполняются в одном темпе, равном темпу ведущей работы, за которую принимается механизированная и трудоемкая. Только при этом способе возможна комплексная механизация и автоматизация (рис. 1 смотрите в конце лекции). Однако поточный способ имеет и недостатки. Группы монтеров пути вступают в работу и заканчивают ее не одновременно, а последовательно одна за другой, из-за чего много времени затрачивается на развертывание и свертывание работ.
Если работы не полностью механизированы, то может оказаться целесообразным применение смешанного способа, при котором часть операций или работ выполняется звеньевым способом, а часть поточным..
Технологические процессы производства путевых работ
Все путевые работы выполняются по заранее разработанным технологическим процессам. В технологическом процессе приводятся:
- условия работ (в «окно» или на открытом для движения поездов перегоне, число проходящих поездов, порядок доставки материалов и машин к месту работ, ограждение);
- характеристика пути по показателям, влияющим на организацию и объем работ;
- расчеты трудоемкости, количество монтеров пути на выполнение отдельных операций, продолжительность операций и работы машин;
- описание и графики организации работ;
- производительность и численный состав производственной единицы;
- перечень машин, механизмов, инструментов, приборов и инвентаря.
Составление технологического процесса начинается с расчета затрат труда по нормам времени, необходимых на выполнение данной операции при достигнутом уровне техники и передовой организации производства, без учета времени на переходы, отдых и пропуск поездов. Для учета этих факторов определяют поправочный коэффициент α к техническим нормам по формуле

где Т – продолжительность рабочего дня, мин;
∑t – затраты времени на переходы в рабочей зоне (15 мин за смену), отдых (30 мин), пропуск поездов (по табл. 1) и на технологические перерывы (15 мин).
Источник
Состав технологического процесса на комплекс работ (ремонт пути).
К комплексу путевых работ относятся, например, капитальный, средний и подъемочный ремонт пути, при которых приходится выполнять ряд работ, отличающихся друг от друга трудоемкостью, степенью механизации и т. д.
Ведущей частью комплекса работ по ремонту пути являются основные работы, выполняемые в «окно» определенной продолжительности, так как от принятого способа их производства, фронта работ в «окно» и периодов предоставления «окон» зависит организация подготовительных и отделочных работ.
В связи с этим состав технологического процесса производства сложного комплекса работ начинается с основных работ, выполняемых в «окно», и работ, выполняемых после «окна». Затем приступают к планированию подготовительных и отделочных работ с разработкой графика распределения их по дням.
Состав технологического процесса следующий:
а) ежедневная производительность ПМС;
б) фронт работ в «окно»;
в) схема формирования рабочих поездов;
г) продолжительность «окна»;
д) ведомость затрат труда, количества рабочих и времени работы машин;
е) график производства работ в «окно» и после «окна»;
ж) график распределения работ по дням;
з) численный состав производственных рабочих ПМС и организационная структура ПМС;
123.Основные параметры технологического процесса ремонтов пути. Технико-экономические показатели техпроцесса.
К основным параметрам технологического процесса относятся: протяженность участка основных работ в окно (фронт работ), продолжительность окна и периодичность предоставления окон.
Определение фронта работ в окно
Фронта работ в окно рассчитывается по формуле:
где Q– годовой объем работ, км;
Т– продолжительность сезона летних путевых работ;
St– резерв времени на случай не предоставления окон (10% от продолжительности летних путевых работ)
Определение длин рабочих поездов
Для выполнения капитального ремонта пути необходим следующий состав машин: СЧ-600,ЭЛБ, УКразб., автогрейдер, УКуклад., ХДВ-1, ЭЛБ, ХДВ-2, ВПО, ХДВ-3, ВПР.
Длины поездов рассчитывают в соответствии с длинами отдельных единиц подвижного состава.
Поезд №1 Поезд состоит из тепловоза ТЭ-3 и электробалластера ЭЛБ-3М (подъёмка ршр):
Поезд №2 Поезд состоит из тепловозов ТЭ-3 и щебнеочистителей СЧ-600, т.к. СЧ-600 может работать на 600 метрах, определяем количество машин: 1700/600=2,83≈3 шт.
Поезд №4 Длина разборочного поезда определяется по формуле:
где Lлок – длина локомотива;
Lкр – длина разборочного крана;
Nмп – количество моторных платформ;
Lмп – длина моторной платформы;
Nпл – количество четырехосных платформ;
lпл – длина четырехосной платформы.
Количество четырехосных платформ определяется по формуле:
где Lфр – фронт работ в окно, Lфр=1,7 км;
lзв – длина звена, lзв=25м;
nп – количество звеньев в пакете, nп=4шт;
k – коэффициент учитывающий количество платформ под одним пакетом, k=2.
Длина комплекса автогрейдеров определяется по следующей формуле:

Поезд №6 Длина рабочего поезда (постановка пути на щебень- 70% от общего объема щебня), состоящего из тепловоза ТЭ3, хоппер-дозаторов ЦНИИ-ДВ3, определяется по формуле:
где Lлок – длина локомотива (Lлок=34м);
Wа – объем щебня подлежащего выгрузке (810м3 на 1км);
Wх-д – вместимость хоппер-дозатора, м3 (W=40м3);
lх-д – длина одного хоппер-дозатора, м(lх-д=10,9м).
Nхд=963,9/40=25 вагонов хоппер-дозаторов

Последнее изменение этой страницы: 2019-04-20; Просмотров: 216; Нарушение авторского права страницы
Источник