Текущий ремонт аккумуляторной батареи автомобиля
Техническое обслуживание и текущий ремонт аккумуляторных батарей
Основные неисправности аккумуляторных батарей
Аккумуляторная батарея (АБ) не дает номинального тока и напряжения, быстро разряжается — при этой неисправности не обеспечивается нормальная работа приборов электрооборудования автомобиля при неработающем двигателе, а при его пуске стартер не развивает достаточную частоту вращения коленчатого вала и с трудом проворачивает его (при нормальной вязкости масла).
Причины:
• разряженность АБ (эксплуатационная) — сопровождается понижением плотности электролита;
• окисление выводных штырей и клемм проводов, неудовлетворительное соединение проводов с клеммами;
• сульфатация пластин — при этом кристаллы сульфата образуются на пластинах АБ в виде крупных белых пятен, которые препятствуют контакту серной кислоты электролита с активной массой пластин. Этому способствуют частые глубокие разряды (например, при пуске двигателя при низких температурах), эксплуатация АБ с пониженным уровнем электролита (при этом верхние края пластин контактируют с кислородом воздуха), а также эксплуатация АБ с их систематическим недозарядом. При глубокой сульфатации пластин резко снижается емкость АБ. Так как серная кислота не успевает проникать через плотный налет сульфата и контактировать с активной массой пластин АБ, она быстро разряжается при включении приемников. Например, при пуске двигателя стартером, включенные лампочки различного назначения практически гаснут, а повторный пуск возможен обычно лишь через некоторый промежуток времени (от 0,5 до 3 и более минут), пока кислота снова не пропитает активную массу пластин;
• повышенный саморазряд АБ — при использовании для электролита недистиллированной воды или при загрязнении ее через вентиляционные отверстия в пробках в процессе эксплуатации. Сущность этого состоит в том, что попадающие в электролит частички металлического происхождения образуют с кислотой растворимые соли, откладывающиеся на отрицательных пластинах, а загрязнения органического характера в электролите (а также находящиеся в виде примесей в материале пластин) образуют с решетками пластин гальванические пары, что и приводит к усиленному саморазряду. Иногда АБ, находясь в нерабочем состоянии, разряжаются всего за несколько часов (например, за ночь). Саморазряд способствует также появлению тока утечки при загрязнении крышек аккумуляторов, в т. ч. пролитого на поверхность АБ электролитом;
• короткое замыкание пластин — происходит из-за выкрашивания большого количества активной массы пластин и скопления ее на дне АБ. Этому способствует заряд током большой силы, заряд «пульсирующим» током при неисправной работе генератора или реле-регулятора, а при разряде АБ током большой силы (например, при длительном включении стартера при пуске) возможно даже коробление пластин с осыпанием большого количества активной массы. Признаком этого может служить слишком раннее и обильное газовыделение («кипение») эпектролита с выбросом его на поверхность АБ) при подзаряде АБ как на автомобиле, так и в зарядных отделениях аккумуляторных цехов в АТП.
Повреждение элементов и деталей батарей.
Причины:
• сколы и трещины на поверхности моноблока и крышек — помимо механического характера, трещины могут возникать при замерзании электролита (при этом возможно полное разрушение моноблока АБ);
• трещины, отслоения или вспучивание мастики;
• повреждение и износ полюсных выводов (штырей) или накидных клемм проводов — иногда имеет место облом штырей в местах соединения с перемычками аккумуляторов или распайка или поломка самих перемычек;
• разрушение сепараторов, выкрашивание активной массы, деформация или разрушение пластин — в основном положительных, происходит по вышеуказанным причинам (перезаряд АБ током большой силы, использование электролита с высокой плотностью для данной климатической зоны).
Примечание.
Следует помнить, что если использование в каждой конкретной климатической зоне электролит с повышенной плотностью значительно снижает срок службы АБ, то применение электролита с пониженной плотностью (или снижение ее в результате разряженности АБ в процессе эксплуатации) может привести к его замерзанию при низких температурах и к полному выходу из строя (разрушению) АБ.
Техническое обслуживание
ЕО — перед пуском двигателя проверить общее состояние и крепление АБ. Не допускаются трещины моноблока и крышек, повреждение изоляции проводов или окисление полюсных выводов и клемм, трещины в мастике и ее отслоение, сильное загрязнение. О техническом состоянии и степени заряда АБ можно судить по степени накала нитей отдельных включенных ламп, по силе звукового сигнала, по легкости пуска двигателя стартером. В дороге следует следить за показаниями контрольных и сигнальных приборов, характеризующих качество подзаряда АБ — при загорании красного аварийного сигнала, эксплуатацию следует немедленно прекратить, до устранения причины.
ТО-1 — дополнительно к объему ЕО провести более тщательно крепежные работы; снять клеммы с выводных штырей, проверить их состояние — окисленные контактные поверхности зачистить мелкозернистой шкуркой или специальными приспособлениями (втулки с мелкими фрезами или металлическими щетками), после чего смазать их техническим вазелином или нанести тонкий слой антиокислительной аэрозоли типа «Унисма». Поверхность АБ следует тщательно очистить, включая вентиляционные отверстия в пробках с последующей продувкой их сжатым воздухом. Пятна белого налета от разлитого электролита легко удаляются ветошью, смоченной в 10%-ном растворе аммиачного спирта. При ТО-1, а в жаркое время года ежедневно, следует проверять уровень электролита в банках АБ. Это делают с помощью уровнемерной трубки, конец которой опускают в наливное отверстие до упора, затем, зажав большим пальцем руки верхний конец трубки, осторожно вынимают и по количеству забранного в трубку электролита (норма10—15 мм) принимают решение о необходимости доливки в ту или иную банку дистиллированной воды.
ТО-2 — помимо работ, выполняемых при ЕО и ТО-1, в объем работ ТО-2 входят диагностические работы по определению степени разряженности и технического состояния как АБ в целом, так и отдельных ее элементов. С помощью ареометра с поплавком — денсиметром со шкалой проверяют плотность электролита в каждой банке, характеризующей степень разряженности , а с помощью нагрузочных вилок Э-108 и Э-107 — напряжение под нагрузкой на выводных полюсах .Проводить эти работы рекомендуется в аккумуляторном цехе, на столе с кислотоупорным покрытием. При необходимости следует выровнять и довести плотность электролита в аккумуляторах до нормы (например, добавлением электролита повышенной плотности). Если же разность плотности превышает 0,02 г/см3, АБ необходимо подзарядить в течение 1—2 ч и снова произвести корректировку плотности. Снижение плотности электролита (приведенного к 25°С) на 0,01 г/см3 свидетельствует о разряженности АБ на 5—6%. Таким образом, если для средней полосы России взята исходная плотность 1,27 г/см3 для полностью заряженной батареи, то снижение плотности при замере до 1,23 г/см3 свидетельствует о разряженности на 25% (предельно допустимая разряженность при зимней эксплуатации), а до 1,19 г/см3 свидетельствует о разряженности батареи на 50% (предельно допустимая разряженность при летней эксплуатации). Указанные ограничения для зимы связаны с тем, что при низких температурах снижается энергоемкость АБ и пуск двигателя стартером будет крайне затруднен, к тому же электролит с пониженной плотностью склонен к замерзанию, что влечет за собой размораживание моноблока АБ, разрушение пластин, сепараторов и т.д. Поэтому, хотя повышенная исходная плотность электролита и сокращает в целом срок службы АБ, в северных широтах ее доводят до 1,30 г/см3, а в южных всего лишь до 1,26 г/см3. Проверка заряженности АБ аккумуляторными пробниками при включенных, соответствующих нагрузочных резисторах, должна проводиться при закрытых пробках не более 5 с — снижение напряжения одного аккумулятора на 0,1 В, свидетельствует о разряженности на 25%.
Нагрузочные резисторы 5 включаются затягиванием соответствующих контактных гаек или (или обоих при высокой емкости АБ), т.е. нагрузку делают близкой к «стартерной». При сильно окисленных выводах аккумуляторов их следует слегка зачистить или нанести на них царапины. Проверку каждого аккумулятора следует проводить один раз: последующие проверки повлекут неточность результатов измерений. Если в ходе проверки напряжение под нагрузкой в отдельных аккумуляторах быстро падает, это может свидетельствовать о сульфатации пластин, выкрашивании большого количества ячеек с активной массой и т.д. При всех обстоятельствах напряжение в отдельных аккумуляторах не должно отличаться более чем на 0,1 В.
При проверке пробником заворачивают контактную гайку, контактную ножку прижимают к плюсовому выводу, а штырь щупа — к минусовому. АБ, суммарное напряжение которой будет меньше 8,9 В, к эксплуатации непригодна. Ее необходимо поставить на подзаряд или в ремонт. При повышенной разряженности, когда АБ не удается привести в нормальное состояние, соответствующее ТУ, путем подзаряда, батарею следует разобрать, произвести поэлементную проверку с последующим проведением текущего или капитального ремонта (очень старые или сильно поврежденные батареи обычно выбраковываются).
Текущий ремонт
Технологический процесс TP начинают с предварительного разряда АБ. Затем сливают электролит, используя специальное, поворотное вокруг своей оси, устройство. Далее электронагревательными лопатками (можно приспособить обычный паяльник) удаляют мастику, уплотнительные шнуры и т.п. С помощью настольно-сверлильного станка и комплекта фрез срезают выводные штыри, разрезают межэлементные перемычки. Если неисправен один аккумулятор, то производят работы только для извлечения блока пластин из него, а если более одного, то целесообразно вскрывать и вынимать блоки всех аккумуляторов.
Затем детали АБ тщательно промывают в дистиллированной воде, разбирают и проводят поэлементную проверку. Сильно сульфатированные или поврежденные пластины и сепараторы заменяют (если активная масса выпала не более чем из 3—4 ячеек решетки и пластины, то она пригодна к дальнейшей эксплуатации). При наличии специального приспособления целесообразно пpоверить стенки и перегородки моноблока на герметичность, предварительно удалив из нeгo осадок. Для удобства сборки блоков пластин имеется специальное приспособление с винтом и зажимным башмаком. Есть также очень удобное для проведения работ приспособление для сборки полублока. Концом угольного стержня с держателем, слегка прикасаются к месту плавки свинца для спайки. При необходимости в место пайки добавляется прутковый свинец и стеарин (чтобы соединение было прочным). Источником тока может быть обычная АБ или специальный сварочный трансформатор на 12 В.
Во время пайки нельзя допускать образование электрической дуги между угольным стержнем и свинцом. Наплавку выводных штырей обычно производят расплавленным в тигле свинцом,используя специальные формочки.
После полной сборки АБ ее следует заполнить электролитом и дать в течение нескольких часов пропитаться активной массе пластин электролитом. Затем, для определения годности батареи к эксплуатации, рекомендуется провести контрольно-тренировочный цикл «заряд—разряд» током соответствующей силы.
Заряд аккумуляторных батарей
Заряд АБ производится в аккумуляторных цехах в специальных зарядных отделениях, имеющих вторую дверь, выходящую непосредственно на улицу. Над двухступенчатыми напольными стеллажами для установки АБ, располагают обычно навесные вытяжки для отвода газов, образующихся в процессе заряда (в основном это свободный водород, или, как его иначе называют, «гремучий газ», обладающий повышенной взрывоопасностью). Выпрямительные устройства рекомендуется устанавливать в соседних помещениях.
Заряд АБ рекомендуется производить силой тока, равной 1/10 емкости АБ. После начала выделения газов («кипения» электролита) следует снизить вдвое силу зарядного тока. После окончания заряда выравнивают уровень и окончательно корректируют плотность.
Источник
Текущий ремонт аккумуляторных батарей
Текущий ремонт батарей проводится 1 раз в год бригадой в составе двух человек.
Перед ремонтом тщательно проверяют записи в журнале батареи, берут пробы электролита из 1/3 ее элементов (причем номера элементов для взятия проб меняются каждый год), а электромеханик-аккумуляторщик РРУ или лаборатории и ответственный за эксплуатацию электроустановки (электромеханик по обслуживанию аккумуляторных батарей) проводят ее осмотр.
До начала ремонта определяют его объем и заготавливают необходимое количество деталей и материалов: отформованные пластины, выщелаченные сепараторы, сосуды и посуду для слива электролита из элементов, электролит полностью 1,18 г/см 3 ,20—25 л дистиллированной воды, краску для покрытия стен, стеллажей, ошиновки и вентиляционных коробов.
Обследование батареи кадмиевым электродом выполняют для определения состояния пластин каждого элемента. Кадмиевый электрод представляет собой стержень диаметром 6—8 мм и длиной 60—80 мм или пластину с поверхностью 4—6 см 2 . К верхней части электрода припаян провод с резиновой изоляцией, а место пайки покрыто асфальтовым лаком и обернуто изоляционной лентой. Электрод, не бывший в употреблении, предварительно выдерживают двое-трое суток в растворе аккумуляторной кислоты с удельным весом 1,18 г/см . При опускании электрода в кислоту или электролит необходимо следить, чтобы место пайки и медный провод не смачивались кислотой или электролитом. Для измерения провод от кадмиевого электрода присоединяют к зажиму «минус» вольтметра, имеющего внутреннее сопротивление не менее 100 Ом на 1 В, погружают электрод в электролит элемента так, чтобы он не касался пластин. Другим проводником (стержнем) от зажима «плюс» вольтметра касаются поочередно положительных и отрицательных пластин.
При исправных пластинах в полностью заряженной батарее потенциал положительных пластин элементов относительно электролита примерно равен +2,15 В, отрицательных +0,15 В. В элементах, разряженных до 1,8 В, потенциал положительных пластин будет примерно 1,96—2 В, а отрицательных 0,16—0,2 В. Признаком неисправности положительных пластин является снижение их потенциала относительно электролита ниже 1,96 В, а у отрицательных — повышение их потенциала выше 0,2 В.
Для обеспечения высокой точности замеров высыхание кадмиевого электрода не допускается.
Элемент с дефектными пластинами обследуют более тщательно, пытаясь по другим признакам (коробление, разрушение сепараторов, рост положительных и наросты на отрицательных пластинах и т. п.) определить неисправность.
Плотность электролита в каждом элементе заряженной батареи при рабочей температуре + 15° С должна быть одинаковой по всей высоте сосуда и поддерживаться на уровне 1,2-1,21 г/см 3 , что проверяют ареометром в верхней и придонной частях. При этом входное отверстие пипетки (трубки с грушей, в которую вставлен ареометр) не должно доходить до уровня осадка шлама и при наборе электролита шлам не должен попадать в пипетку (при измерении в придонном слое).
Если плотность электролита в верхней и придонной частях сосуда отличается более чем на 0,02 г/см 3 , ее необходимо выровнять по слоям дозарядом батареи напряжением 2,45 В на каждый элемент в течении 0,5 ч и провести повторные измерения с доведением общей плотности до нормы. Разность в плотности электролита по слоям выше 0,02 г/см 3 указывает на неправильную доливку дистиллированной воды в придонную часть сосуда. Необходимо очень тщательно следить за тем, чтобы вода не попадала на электролит сверху.
Ремонт и замену сосудов выполняют при наличии на них трещин, выбоин и других дефектов. До начала ремонта нагрузку батареи переводят на ЗПУ, отключают ее от шин собственных нужд и снимают предохранители. Отрезают свинцерезкой ушки пластин обеих полярностей, вынимают их из сосудов и помещают в емкости с дистиллированной водой (раздельно положительные и отрицательные). Затем пластины промывают сна-
чала дистиллированной водой с содой, затем чистой водой и сушат. Старый электролит из сосудов с помощью шланга с грушей переливают в подготовленную заранее бутыль; после чего ремонтируют сосуд.
При этом надо иметь в виду, что даже при правильной эксплуатации пластины сравнительно быстро изнашиваются из-за коробления, сульфатации, наростов. Кроме того, срок службы положительных пластин в два раза меньше срока службы отрицательных.
Замену пластин выполняют с соблюдением следующих правил: в одном элементе новые и старые пластины одной полярности ставить нельзя; при замене отрицательных пластин необходимо заменять и все положительные пластины элемента; нельзя применять обычные отрицательные пластины вместо специальных боковых пластин. При замене большого количества пластин лучше устанавливать новые пластины, а старые — использовать в качестве запасных.
При необходимости замены всего комплекта пластин целесообразно разрезать неисправные элементы батареи, рассортировать пластины, промыть исправные дистиллированной водой и скомплектовать из них возможное количество элементов. Остальные элементы собрать из новых, предварительно отформованных пластин. Перед установкой пластин в сосуды зачищают их ушки металлической щеткой, чтобы обеспечить высокое качество пайки.
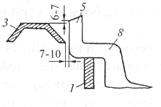
Устанавливают пластины с помощью деревянных шаблонов 6 (рис. 4.39, б). Для этого на край сосудов 1 с обеих сторон укладывают деревянные рейки 2 толщиной 10 мм и шириной 30—40 мм. Под них предварительно подкладывают деревянные выравнивающие планки 9, на которые опирают шаблоны
 |
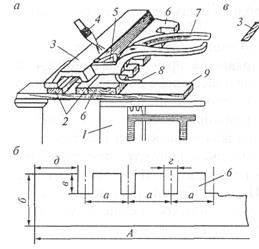 |
Рис. 4.39. Подготовка аккумулятора для пайки пластин: а и в — взаимное расположение ушка пластины и соединительной полосы; б — шаблон для установки пластины; 1 — сосуд; 2—деревянные рейки; 3—соединительные полоски; 4— горелка; 5 — ушко пластины; 6 — деревянный шаблон; 7 — паяльные щипцы; 8— пластина; 9—выравнивающие планки
щипцов, что позволяет, не гася пламя горелки 4, выполнять процесс непрерывно. Губками щипцов охватывают ушко пластин так, чтобы скошенные края полосы прилегали к торцам ушек, образуя фигурный паз (форму), который заполняется расплавленным свинцом. Пайку начинают с ушка 5, которое сначала слегка оплавляют, после чего в пламя вводят паяльный пруток из свинца. Расплавленный горелкой свинец ушка пластины и прутка должен полностью заполнить форму и, отвердев, создать надежное соединение; при качественной пайке припой должен составлять единое целое с полосой и ушком. По окончании пайки всего элемента разбирают деревянные планки и удаляют шаблоны. Выступы ушек срезают свинцерезом, оплавляя срез пламенем горелки для создания гладкой поверхности. Тщательно проверяют отсутствие капель свинца между ушками и пластинами на краях сосуда; затем проверяют отсутствие замыканий между пластинами омметром.
После проверки пластин к ним припаивают наконечники и впаивают в них шины, добавляя припой ПОС-40 с флюсом. Чтобы в дальнейшем в месте спая не задерживались капельки конденсата серной кислоты, ему придают форму конуса. Место спая покрывают два раза кис-лотноупорной краской и вместе с соединительной полосой смазывают тонким слоем вазелина.
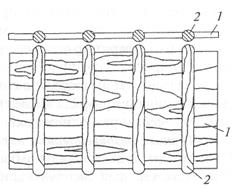
Замену сепараторов начинают с их отбраковки из-за обугливания, трещин, надрывов фанеры, надломов палочек. Фанерные сепараторы при этом сначала выщелачивают и промывают, после чего проводят отбраковку: фанера должна быть без трещин, а палочки без надломов. Установку сепараторов производят после пайки всех элементов, соблюдая размеры шаблона. Для этого снимают временные распорки между пластинами и на их место вставляют подготовленные сепараторы. Смонтированный сепаратор, подвешенный в сосуде на эбонитовых или винипластовых штифтах, должен входить между пластинами без усилий (рис. 4.40).
Затем не позже, чем через два часа после установки сепараторов, заливают сосуд электролитом с температурой не более 30° С. При этом заливку ведут из бутыли, установленной в деревянную обрешетку с ручками. Уровень электролита в сосуде должен быть выше верхней кромки пластин на 10—15 мм. Если пластины при ремонте не менялись, то сепараторы собирают на шаблоне и средние палочки надевают на фанерки после установки сепаратора в сосуд, как, например, в элементе СК-24.
В аккумуляторах СК-6, СК-8 и СК-12 для облегчения процесса удаления старых сепараторов вырезают одну боковую пластину и помещают ее в сосуд с дистиллированной водой. На извлекаемый сепаратор в середине надевают две новые палочки с прорезями. Заостренной дощечкой слегка раздвигают пластины и, сжимая прорези новых палочек, извлекают из них старый сепаратор. Если нет необходимости в замене пластин или удалении шлама, устанавливают новый сепаратор и снова припаивают пластину.
 |
При испытаниях аккумуляторной батареи выполняют замер напряжения, плотности и температуры электролита всех элементов.
Напряжение элементов батарей измеряют вольтметром со шкалой 3 В, установленной на изоляционной пластине, снизу которой жестко закрепляют два конусных электрода, соединенных с выводами вольтметра, причем расстояние между электродами равно расстоянию между полосами межэлементных соединений. Такая конструкция позволяет удобно и безопасно подсоединять вольтметр к выводам батареи при измерениях.
Общее напряжение аккумуляторной батареи при
постоянном подзаряде должно поддерживаться на Рис. 4.40. Сепаратор аккумуляторов
уровне 2,15 В на каждый элемент. Отклонение напря- типов С и СК в собранном виде:
жения на отдельном элементе в ту или другую сторо- 1 — фанерный сепаратор;
ну указывает на ненормальный режим работы бата- 2—деревянные палочки
реи или на повреждение элемента (замыкание между пластинами, сульфатация пластин и т. д.). За такими элементами устанавливают постоянный контроль и при необходимости проводят их ремонт.
Плотность и температуру электролита периодически измеряют соответственно ареометром и термометром.
Химический анализ электролита и дистиллированной воды выполняют для выявления в них вредных примесей, главным образом, железа, хлора, марганца и меди, повышенное содержание которых вызывает усиленный износ и повреждение пластин, увеличивает самозаряд батареи и разрушает сепараторы. Такой анализ проводят в химических лабораториях.
Проверку емкости отформованной батареи принято производить разрядом полностью заряженной батареи на металлический или жидкостный реостат постоянным по величине током, равным току 10-часового разряда. Номинальная емкость батареи в А-ч для такого разрядного тока гарантируется при температуре электролита +25 °С; если температура проверяемого электролита отличается от нее, то емкость батареи приводят к температуре +25 °С по формуле:
где t — средняя температура электролита при разряде, °С;
Ct — емкость батареи, фактически полученная при температуре t, А·ч;
0,008 — температурный коэффициент.
Приведенная емкость батареи должна соответствовать заводским данным, указанным в паспорте, а после 10 лет эксплуатации — составлять не менее 70 % первоначальной. Для измерений при разряде используют амперметр и вольтметр с классом точности не менее 0,5; запись величины разрядного тока, плотности электролита и его температуры ведут через равные промежутки времени (не более 1 ч).
Разряд батареи продолжают до тех пор, пока батарея не отдаст своей гарантированной емкости или пока напряжение на большинстве элементов не упадет до 1,75 В (более глубокий разряд даже отдельных элементов не допускается). При снижении напряжения на одном из элементов до 1,85 В напряжение на нем измеряют через каждые 15 мин, а при снижении напряжения до 1,8 В контроль напряжения необходимо вести непрерывно, чтобы уловить конец разряда (напряжение на элементе 1,75 В). При разряде какого-либо из элементов до такого напряжения немедленно измеряют напряжение на остальных элементах и всю батарею отключают от разрядной цепи. По результатам измерения вычисляют фактическую емкость батареи (произведение фактического разрядного тока на время разряда) и выявляют отстающие элементы. Если батарея не отдает гарантированной емкости, то следует проверить отдельные элементы и измерением их напряжения выявить отстающие. Истощенную группу обнаруживают кадмиевым электродом.
Для стартерных аккумуляторных батарей, передвижных тяговых подстанций допускается окончание разряда в момент снижения напряжения до 1,7 В на наихудшем элементе (при 10-часовом разрядном токе).
Техника безопасности и охрана труда при обслуживании аккумуляторных батарей. При текущем или капитальном ремонте батарей работы выполняются по распоряжению. В порядке текущей эксплуатации (замеры параметров батареи, доливка дистиллированной воды и др.), работу в одно лицо может производить оперативно-ремонтный персонал, обслуживающий тяговую подстанцию.
Приточно-вытяжную вентиляцию включают перед началом заряда и отключают после удаления газа (не ранее, чем через 1,5 ч после окончания заряда).
В аккумуляторном помещении должны быть:
— стеклянная или фарфоровая кружка с носиком (или кувшин) вместимостью 1,5—2л для составления электролита и доливки его в сосуды;
— нейтрализующий раствор соды (5 %) для кислотных и борной кислоты или уксусной эссенции (одна часть на 8 частей воды) для щелочных батарей.
На всех сосудах с электролитом, дистиллированной водой и нейтрализующими растворами должны быть нанесены соответствующие надписи (название веществ и процентное содержание).
Кислоту надлежит хранить в стеклянных бутылях с притертыми пробками, снабженных бирками с ее названием. Бутыли с кислотой в количестве, необходимом для эксплуатации батареи, и порожние бутылки хранят в отдельном помещении при аккумуляторной батарее. Бутыли устанавливают на полу в корзинах или деревянных обрешетках.
Стеклянные бутыли с кислотами или щелочами переносят обязательно вдвоем. Бутыль вместе с корзиной помещают в специальный деревянный ящик с ручками или переносят на специальных носилках с отверстием посередине и обрешеткой, в которую бутыль должна входить с корзиной на 2/3 высоты.
При приготовлении электролита кислоту медленно (во избежание интенсивного нагрева раствора) вливают тонкой струей из кружки в фарфоровый или другой термостойкий сосуд с дистиллированной водой. Электролит при этом все время перемешивают стеклянным стержнем или трубкой либо мешалкой из кислотоупорной пластмассы. Запрещается приготовлять электролит, вливая воду в кислоту.
При работах с кислотой и щелочью необходимо надевать костюм (грубошерстный для кислоты и хлопчатобумажный для щелочи), резиновые сапоги (под брюки) или галоши, резиновый фартук, защитные очки и антикислотные резиновые перчатки.
Все работы с кислотой, щелочью или свинцом должны выполнять специально обученные лица с группой по электробезопасности IV. После окончания работы в аккумуляторной следует тщательно вымыть руки и лицо, прополоскать рот.
Работы по пайке пластин в аккумуляторном помещении проводятся при выполнении следующих условий:
— пайка разрешается не менее чем через 2 ч после окончания заряда. Батарею, работающую по методу постоянного подзаряда, за 2 ч до начала работ переводят в режим разряда, до начала работ помещение должно быть провентилировано в течение 2 ч;
— во время пайки помещение непрерывно вентилируют;
— место пайки ограждают от остальной батареи огнестойкими щитами;
— во избежание отравления свинцом и его соединениями должны быть приняты меры предосторожности и определен режим работы в соответствии с инструкциями по эксплуатации и ремонту аккумуляторных батарей.
Источник
