Вагонник.РФ
пятница, 22 января 2016 г.
Полная и промежуточная ревизия буксового узла. Текущий ремонт колесных пар (Обыкновенное освидетельствование колесных пар).
Обыкновенное освидетельствование колесных пар производится при каждой подкатке под вагон, кроме колесных пар, не бывших в эксплуатации после последнего полного или обыкновенного освидетельствования.
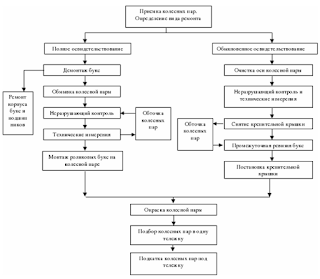
При обыкновенном освидетельствовании колесных пар осуществляют:
- предварительный осмотр колесных пар до очистки с целью лучшего выявления ослабления или сдвига ступиц колес на оси и трещин в элементах;
- очистку от грязи и смазки;
- проверку магнитным дефектоскопом шеек и предподступичных частей осей колесных пар для подшипников скольжения;
- проверку магнитным дефектоскопом средней части оси;
- проверку ультразвуковым дефектоскопом подступичных частей осей колесных пар для подшипников скольжения;
- осмотр, а также проверку соответствия размеров и износов всех элементов установленным нормам;
- промежуточную ревизию букс колесных пар для роликовых подшипников.
После обыкновенного освидетельствования знаки маркирования и клеймения на колесные пары не наносятся.
Перед промежуточной ревизией у выкаченных колесных пар буксы проворачивают, при вращении буксы с толчками и ненормальным шумом производят полную ревизию.
При промежуточной ревизии снимают крышку буксы. Места прилегания крышки предварительно очищают от грязи и протирают. Из передней части буксы смазку перекладывают в снятую крышку для контроля и дальнейшего использования. Букса с загрязненной и обводненной смазкой (стальные, латунные включения, механические и другие примеси) подлежит полной ревизии. При хорошем состоянии смазки производят дальнейший осмотр. Проверяют состояние переднего подшипника. При обнаружении масла от редукторно-карданного привода (пассажирские вагоны), излома или износа сепаратора, приставного упорного кольца или других дефектов буксу подвергают полной ревизии.
При торцевом креплении гайкой независимо от состояния крепления снимают стопорную планку для проверки и клеймения, торцевую гайку и упорное кольцо для визуального осмотра резьбы шейки оси и гайки. Колесные пары или гайки с поврежденной резьбой к дальнейшей эксплуатации не допускаются. При исправном состоянии резьбы производят затяжку гайки с последующей установкой стопорной планки.
При торцевом креплении тарельчатой шайбой болты М20 освобождают от стопорения и проверяют их затяжку. При наличии хотя бы одного из болтов с крутящим моментом менее 5 кгс/м все болты вывертывают и проверяют визуально состояние резьбы отверстий в торце оси и болтов крепления, а также состояния места перехода стержня болта к головке. При обнаружении повреждений болты к дальнейшей эксплуатации в торцевом креплении не допускаются. При повреждении более шести первых ниток резьбы в резьбовых отверстиях оси колесная пара не допускается к дальнейшей эксплуатации.
При обточке поверхности катания колес с торцевым креплением шайбой взамен снятой смотровой или крепительной крышки устанавливают специальную временную крышку с отверстием для прохода центра станка. После обточки колесной пары снимают временную крышку, проверяют состояние смазки, надежность крепления торцевой гайки. Ослабленные гайки снимают и осматривают состояние резьбы шейки оси и гайки. Колесные пары и гайки с поврежденной резьбой к дальнейшей эксплуатации не допускают. При торцевом креплении тарельчатой шайбой и болтами М 20 производят проверку состояния крепления, осмотр резьбовых отверстий в оси и болтов, а также последующую их затяжку.
При промежуточной ревизии в случае необходимости в буксу добавляют свежую (не бывшую в употреблении) смазку. Затем устанавливают смотровую или крепительную крышку.
- после крушений и аварий поездов всем колесным парам поврежденных вагонов;
- после схода вагона с рельсов (колесным парам сошедшей тележки);
- при повреждении вагона от динамических ударов падающего груза при погрузке;
- при отсутствии или невозможности прочтения знаков и клейм о проведении последнего среднего ремонта на торце шейки оси;
- при отсутствии бирки на буксовом узле или невозможности прочтения клейм на ней при ремонте колесной пары или подкатке ее под вагон;
- после выполнения допустимых вырубок волосовин, неметаллических включений и других неисправностей на оси в пределах установленных норм;
- через два восстановления профиля поверхности катания колес обточкой (или шлифовкой) колесных пар с буксовыми узлами, оборудованными двумя подшипниками роликовыми цилиндрическими. Количество обточек колесных пар с буксовыми узлами, оборудованными подшипниками, сдвоенными или подшипниками кассетного типа, не регламентируется в течение гарантийного межремонтного срока для подшипников;
- колесным парам с буксовыми узлами, оборудованными:
- двумя подшипниками роликовыми цилиндрическими и сдвоенными, прошедшим последний средний ремонт пять и более лет назад,
- подшипниками кассетного типа, прошедшим последний средний ремонт восемь и более лет назад;
9. при демонтаже буксовых узлов с последующим их ремонтом;
10. при отрицательном результате входного вибродиагностического контроля подшипников колесных пар, поступивших в текущий ремонт;
11. при повреждении наружных колец подшипников кассетного типа с адаптером в виде трещин, отколов, раковин;
12. при выбросе смазки на диск колеса через уплотнения корпусов букс или уплотнения подшипников кассетного типа;
13. при наличии в передней части корпуса буксы воды или льда;
14. при сдвиге буксового узла вдоль шейки оси;
15. при наличии на поверхности катания колес колесных пар:
a. неравномерного проката — 2,0 мм и более, Проверка неравномерного проката производится измерением его в сечении с максимальным износом и с каждой стороны от этого сечения на расстоянии до 500 мм;
- ползуна — глубиной 1,0 мм и более,
- навара — высотой 1,0 мм и более;
16. при капитальном ремонте колесных пар;
17. при проведении сварочных работ на кузове вагона или тележке без соблюдения требований (Подшипники колесных пар должны быть защищены от прохождения сварочного тока. Сварочные работы на вагонах и тележках, оборудованных буксами с подшипниками, должны выполняться так, чтобы подшипники не были включены в сварочную цепь, при этом запрещается использовать рельсы в качестве обратного провода. Подвод тока должен осуществляться по двухпроводной системе с присоединением обратного провода от источников питания дуги и непосредственно вблизи места сварки с обеспечением надежного контакта. Во всех случаях сварочные машины и трансформаторы должны быть тщательно изолированы от рельсовых путей. При нарушении вышеуказанных требований колесные пары выкатываются из-под вагона или тележки и им проводится средний ремонт).
18. при капитальном ремонте (КР) и капитальном ремонте с продлением срока службы (КРП) вагонов;
19. при недопустимом нагреве буксовых узлов.
Источник
Вагонник
воскресенье, 3 августа 2014 г.
Периодичность и сроки ремонта, техническое обслуживание буксового узла
В процессе эксплуатации буксового узла происходят естественный износ и старение элементов, а также повреждение буксового узла из-за неисправностей подшипников или аварии.
Для буксовых узлов техническое обслуживание и ремонт выполняются в сроки и по нормативам, установленным системой технического обслуживания и ремонта буксового узла согласно инструкции ЗЦВ-РК.
Для содержания буксового узла с подшипником качения в исправном состоянии предусмотрен их контроль в эксплуатации и выполнение промежуточной и полной ревизии.
Для контроля за состоянием буксового узла в пути следования применяются системы бесконтактного обнаружения нагретых букс в поездах – ДИСК, ПОНАБ. Принцип действия диагностических систем основан на восприятии аппаратурой импульсов инфракрасного излучения от греющихся букс с преобразованием этих импульсов в электрические сигналы, их обработкой и передачей информации о наличии и расположении перегретых букс в поезде. Устройства ДИСК и ПОНАБ во многом способствуют своевременному выявлению неисправных буксовых узлов и повышению безопасности движения.
Встречая поезда с ходу, осмотрщики вагонов, используя признаки, выявляют неисправные буксы при движении вагонов.
После остановки состава каждый буксовый узел должен быть тщательно проконтролирован в следующем порядке:
- проверить состояние колесной пары;
- проверить нагрев буксы и сравнить его с другими буксами этого состава;
- осмотреть крышки, корпус буксы, лабиринтное кольцо;
- путем обстукивания смотровой крышки определить исправное состояние торцевого крепления.
По внешним признакам выявляют неисправные буксы, температура котрых не отличается от температуры исправных.
Степень нагрева букс определяется на ощупь. Нагрев букс с одной стороны поезда должен быть одинаков. Повышенный нагрев корпуса может быть из-за чрезмерного количества смазки, установленной в буксу при монтаже. Такой нагрев происходит непосредственно после ремонта, сроки которого необходимо уточнить по бирке. Этот нагрев должен прекратиться через 500-600 км. Если нагрев происходит из-за заездания в лабиринтном уплотнении или дефектов подшипников, колесная пара должна быть отправлена для полного освидетельствования.
По смотровой крышке, чуть ниже ее середины, наносят легкий удар молотком. Если имеется излом болтов стопорной планки или тарельчатой шайбы, изломана стопорная планка, отвернулась гайка – будет слышен двойной удар или дребезжащий звук.
Повреждение торцевого крепления, проворот внутренних колец, разрушение подшипников можно выявить специальным шаблоном. Клиновый выступ шаблона вводится внизу и вверху между корпусом буксы и лабиринтным кольцом. Если шаблон входит в зазор вверху и внизу на одинаковое расстояние, букса исправна. Если шаблон в верхней части входит меньше, чем в нижней, то неисправен задний подшипник; если он в верхней части входит больше, чем в нижней, то неисправен передний подшипник. Допустимой является разность зазоров сверху и снизу корпуса не более 1 мм.
Вырезом в основании шаблона глубиной 1,7 мм проверяют смещение корпуса буксы относительно лабиринтного кольца, которое допускается не более 1,4 мм. Смещение на большую величину позволяет выявить ослабление или повреждение торцевого крепления подшипников на оси. Данная неисправность может быть выявлена с помощью крючка. Проводя крючком по месту соединения корпуса буксы с лабиринтным кольцом, определяют величину смещения корпуса. Торцевое крепление исправно, если крючок зацепится за корпус буксы. Торцевое крепление повреждено, если крючок соскочит с лабиринтного кольца на корпус буксы.
Внешним осмотром выявляют повреждения смотровых крышек, ослабление их болтовых креплений.
На колесные пары, у которых неисправности буксового узла обнаружены визуально, по внешним признакам, на внутренней поверхности диска колеса наносят меловую надпись «по внешним признакам», а при обнаружении нагрева букс приборами ДИСК (ПОНАБ) наносят надпись «Аварийная – ДИСК (ПОНАБ). При обнаружении любой неисправности, выявленной по внешним признакам нагрева букс, осмотрщики вагонов принимают решение о методах ее устранения. Если установить причину нагрева буксы невозможно, колесная пара должна быть отправлена в роликовый цех вагонного депо для ревизии.
Промежуточная ревизия производится при обыкновенном освидетельствовании колесных пар, при их обточке без разборки букс, при единой технической ревизии пассажирских вагонов и по отдельным указаниям в качестве профилактической меры.
При промежуточной ревизии для контроля технического состояния буксы применяется установка для диагностирования подшипников. Установка выявляет также такие неисправности подшипников, как отколы бортов колец и торцов роликов, усталостные и коррозионные раковины на дорожках качения колец и поверхности роликов, задиры на кольцах и роликах, ползуны на поверхности роликов, изломы упорного кольца и другие дефекты. Установка включает стенд для вращения колесной пары и диагностический блок, от которого к корпусам букс проводятся датчики. При обнаружении неисправностей буксового узла, колесная пара направляется на полную ревизию букс. Перед производством промежуточной ревизии у выкаченных колесных пар буксы проворачивают для определения неисправностей на слух. При обнаружении толчков и ненормального шума производят полную ревизию. Контролируют надежность болтовых соединений смотровых и крепительных крышек, состояние лабиринтного уплотнения. Крышки и передние части букс протирают, снимают смотровую и крепительную крышку. Места прилегания крышек очищают от грязи и протирают, снятая крышка укладывается в закрываемый ящик внутренней стороной вверх. Из передней части буксы выбирают смазку и перекладывают в снятую крышку для дальнейшего ее использования. При этом необходимо соблюдать условия, исключающие попадания в крышку и буксу различных загрязнений.
При осмотре буксы определяют состояние смазки. Загрязнение смазки определяют визуально после растирания ее количества на тыльной стороне ладони. Буксы с загрязненной смазкой направляют в полную ревизию. Потемнение смазки не является основанием для браковки.
Разработан прибор для определения качества проб смазки при производстве промежуточной ревизии роликовых букс. Для проверки смазки после снятия смотровых (крепительных) крышек берут из каждой буксы пробы по 4-5 грамм. Пробы смазки закладывают в прозрачный стакан емкостью 250-300 мл. В стакан наливают 100 мл, предварительно нагретого в водной бане до t 70-90 С, бензина. Содержимое стакана тщательно перемешивают деревянной палочкой до получения однородной смеси. Если в смазке есть металлические частицы, они выпадают на дно стакана. Стакан с раствором помещают в отверстие в верхней части прибора (рис.3) и включают прибор. Для определения содержания в смазке металлических примесей используют магнит, который вмонтирован в деревянную палочку. При перемещении палочки по дну стакана за магнитом увлекаются металлические частицы, перемещение которых наблюдают в зеркале прибора. По отражению в зеркале золотистой россыпи можно судить о наличии в смазке цветных металлов. Белый цвет смазки и ее неприлипаемость к стенкам стакана свидетельствует о наличии воды.
В эксплуатации допускается наличие в смазке ЛЗ-ЦНИ механических примесей не более 1%, воды не более 1%. При хорошем состоянии смазки производят дальнейший осмотр переднего подшипника и деталей торцевого крепления. При обнаружении трещин, изломов или других неисправностей подшипника буксу подвергают полной ревизии. При удовлетворительном состоянии подшипника контролируется стопорная планка или торцовая шайба, а также болты их крепления, ослабленные болты подтягиваются. При ослаблении болтов заменяют пружинные шайбы. Неисправную проволоку болтов стопорной планки необходимо заменить. Прочность крепления торцовой гайки проверяют ударами слесарного молотка по оправе, упираемой в шлиц гайки или в одну из граней коронки. Проверку следует производить в обе стороны вращения гайки. Если ревизия выполняется при обыкновенном освидетельствовании колесной пары, независимо от состояния деталей крепления, снимают стопорную планку и подтягивают гайку. Колесную пару и гайку М110-4 с поврежденной резьбой к дальнейшей эксплуатации не допускают.
При торцовом креплении подшипников шайбой болты М20 освобождают от стопорения, а вращением по часовой стрелке динамометрическим ключом проверяют усилие их затяжки. При наличии хотя бы одного из болтов с крутящим моментом менее 50 нм, все болты откручивают и проверяют состояние резьбы болтов и резьбовых отверстий в оси. При обнаружении задиров, повреждений мест перехода от головки болта к стержню или других неисправностей болты заменяют. При обнаружении обрыва более трех первых ниток резьбы в резьбовых отверстиях оси или затруднениях при завертывании болтов крепления, резьбовые отверстия разрешается исправлять метчиком. При повреждении более шести ниток резьбы в резьбовых отв-х колесную пару не допускают к эксплуатации до специального указания. Болты, имеющие затяжку крутящим моментом более 50 нм, подтягивают усилием 230-250 нм. Затяжку производят равномерно. Завинчивание трех болтов производят дважды по периметру, а четырех – по схеме 1-2-3-4-3-4-2-1 с последующим их стопорением шайбой. При обточке поверхности катания колес взамен снятой смотровой или крепительной крышки устанавливают временную с отверстием для прохода центра станка. После обточки колесной пары временную крышку снимают, проверяют состояние смазки и надежность торцевого крепления. После каждой обточки при обыкновенном освидетельствовании колесных пар под правый верхний болт крепительной крышки ставят дополнительную бирку, на которую наносят данные о месте, времени и порядковом номере обточки колесной пары. При исправном состоянии смазки, переднего подшипника и деталей крепления в буксу закладывают ранее удаленную и при необходимости добавляют свежую смазку из расчета 1/3 свободного пространства передней части буксы, а затем ставят крышки. Между крышками ставят резиновую прокладку, новую или исправную, бывшую в употреблении. Между крепительной крышкой и корпусом устанавливают резиновое кольцо.
О проведении промежуточной ревизии на крышку буксы, наносят белой масляной краской надпись о времени, месте выполнения ревизии, а именно: букву Р, месяц, две последние цифры года и присвоенный номер вагонного депо или завода. Результаты ревизии заносят в журнал ВУ-92.
Полная ревизия производится полном освидетельствовании колесных пар, недопустимом нагреве букс, разрушении буксового узла, отсутствии бирки или неясности клейм на ней и при выполнении сварочных работ на вагоне или тележки без соблюдения требований ревизии подвергают обе буксы одной колесной пары. При полной ревизии букс необходимо выполнить работы по демонтажу, промывке, осмотру и проверке деталей букс. При необходимости детали буксового узла ремонтируют или заменяют на исправные, а затем буксовые узлы вновь монтируют. Полную ревизию производят под контролем мастера, имеющего удостоверение на право производства полного освидетельствования колесных пар и полной ревизии букс.
Источник