Текущий ремонт гасителя колебаний




25. Ремонт гидравлических гасителей колебаний
Гидравлические гасители колебаний начинают разбирать при подготовке кузова электровоза к подъему домкратами, когда гидравлические гасители колебаний отсоединяют от кронштейнов на раме тележек и оставляют подвешенными на раме кузова. Для того чтобы отсоединить их от кронштейнов на раме кузова, снимают шайбу 3 (рис. 103) и выбивают валик 2, соединяющий верхнюю головку 1 гасителя с кронштейном рамы кузова. Демонтированный гаситель колебаний транспортируют к месту очистки и разборки. Разборку начинают с того, что резиновые втулки 16 вынимают из головок гасителя. Затем зажимают в тисках головку 1, выворачивают стопорный винт 22 и свертывают по резьбе защитный кожух 18. Наружные поверхности гасителя с помощью керосина очищают от грязи.
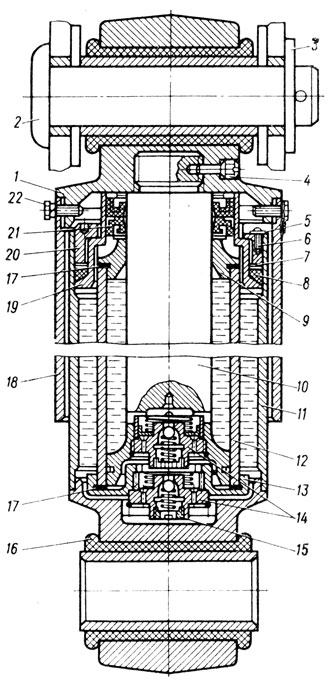
Рис. 103. Гидравлический гаситель колебаний
Специальным приспособлением головку 1 в сборе со штоком 10 выдвигают из цилиндра 12. Вывернув стопорный винт 4, отсоединяют головку 1 от штока 10. Затем снимают планку 5, предварительно отвернув винты 6. Затем отворачивают гайку 20, вынимают обойму 19 с кольцами 7 и 8 манжетами 21. После этого вынимают цилиндр 12 со штоком 10, буксой (направляющей) 9 и нижними клапанами. Пользуясь деревянным молотком, снимают с цилиндра 12 корпус 13 нижнего клапана в сборе и оправкой выбивают буксу 9. Масло из корпуса 11 гасителя сливают в чистый резервуар, после чего отворачивают и разбивают клапаны.
Верхний и нижний кожуха (цилиндры) промывают в щелочном растворе, а остальные детали (кроме резиновых) — в бензине, керосине или мыльной эмульсии. Затем все детали обдувают сжатым воздухом и протирают насухо.
Очищенные детали гасителя тщательно осматривают, проверяют соответствие их размеров нормам допусков и износов и устанавливают необходимый объем ремонта или замены деталей. Резиновые детали гасителя — кольца, прокладки, манжеты, уплотнительные и поршневые кольца — заменяют новыми. Тщательно осматривают шток, трещины в нем не допускаются. При наличии задиров, вмятин, выбоин и местного износа более 0,043 мм на цилиндрической рабочей поверхности по диаметру 48 мм шток шлифуют и доводят его диаметр до 47,925 мм с обработкой поверхности по 8-му классу чистоты (шероховатости). При большем износе шток восстанавливают хромированием с последующей шлифовкой, при этом толщина слоя хрома не должна превышать 0,15 мм. Допускается также восстановление штока вибродуговой наплавкой под слоем флюса сварочной проволокой СВ-ЮГА, СВ-10Г2 с последующей обточкой и шлифовкой. Такая же технология применяется для восстановления рабочей поверхности поршня по диаметру 68 мм. При выполнении наплавочных работ не допускаются непровары, газовые и шлаковые включения, подрезы основного металла.
При износе резьбы М42 на хвостовике штока ее срезают, наплавляют слой металла и нарезают новую резьбу. В случаях износа отверстия диаметром 48 мм и посадочных мест по диаметрам 79 и 68 мм, а также 72 мм в буксе (направляющей) их разрешается наплавлять бронзой при помощи газовой сварки с последующей обработкой до номинального размера.
Верхнюю головку 1 осматривают, измеряют отверстие и проверяют резьбу калибром. При повреждении более двух ниток резьбы ее срезают. Затем осуществляют наплавку вибродуговой сваркой под слоем флюса и нарезают новую резьбу, которую также проверяют калибром. Суммарный износ торцовых поверхностей головки должен быть не более 2 мм, в противном случае головку следует наплавить и обработать до размера 75 мм. Не допускаются также местные вырывы и задиры глубиной более 2 мм.
Цилиндр 12 очищают салфеткой, смоченной в керосине, насухо протирают, обстукивают медным молотком и тщательно осматривают с помощью лупы. Риски, задиры и местную выработку глубиной до 0,3 мм разрешается устранять шлифовкой при условии сохранения установленных размеров. Трещины цилиндра, а также выкрашивания цементированного слоя не допускаются. При комплектовании цилиндра с ремонтными поршневыми кольцами необходимо следить за тем, чтобы зазор в замке был не более 1,3 мм, а овальность — не более 0,1 мм. В противном случае цилиндр подлежит замене.
Кожух 18 также тщательно осматривают. При протертостях более 2 мм и овальности более 1 мм его заменяют. Помятость, отбортовку нижней кромки, овальность кожуха выправляют медным молотком на оправке. Помятую или поврежденную резьбу исправляют на токарно-винторезном станке и затем проверяют ее калибром. Если сорвано более двух ниток резьбы, кожух заменяют либо восстанавливают наплавкой с последующей механической обработкой и проверкой калибром. Отремонтированный кожух снаружи и внутри окрашивают эмалью МС-17.
У корпуса 11 тщательно проверяют состояние сварных швов, отверстий и резьбы. Чтобы убедиться в отсутствии течи по сварному шву, наливают в корпус керосин и выдерживают 10 мин. При наличии течи дефектное место вырубают, разделывают и вновь заваривают. Трещины, вмятины, забоины, протертости глубиной до 2 мм зачищают абразивным кругом. Если же они превышают 2 мм, корпус заменяют. Изношенную и поврежденную резьбу разрешается восстанавливать наплавкой с последующей обработкой и проверкой.
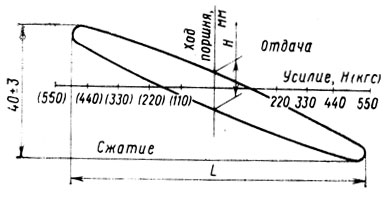
Рис. 104. Рабочая диаграмма гасителя колебаний
Изношенные посадочные поверхности корпуса 13 нижнего клапана восстанавливают до размеров, обеспечивающих суммарный зазор между корпусом клапана и цилиндром в пределах установленного. При большем зазоре разрешается наплавить поверхности вибродуговой сваркой под слоем флюса сварочной проволокой СВ-10ГА, СВ-10Г2 или электродами Э42, Э42А с последующей проточкой до номинального размера.
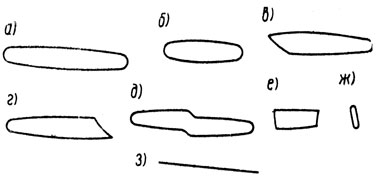
Рис. 105. Формы рабочих диаграмм гидравлического гасителя колебаний при испытаниях на стенде: а — гаситель исправен; б — в клапанах увеличены дроссельные отверстия, увеличен зазор между штоком и направляющей; в — недостаток масла в гасителе, засорен нижний клапан, неплотный контакт между цилиндром и нижним клапаном; г — засорен верхний клапан; д — ослаблена резьба между штоком и верхней головкой, ослаблены гайки крепления корпуса; е — перекос штока, задиры в поршне или цилиндре; ж — засорены верхний н нижний клапаны; л — заклинен поршень в цилиндре
Все детали клапана тщательно промывают до удаления наслоений грязи и затем протирают безворсовой салфеткой. Для очистки деталей от грязи нельзя использовать инструмент, оставляющий на поверхности риски, царапины. Изношенные или с поврежденной резьбой детали клапана заменяют. Просевшие или изломанные пружины и шарики с забоинами, царапинами и коррозией также заменяют.
Все детали клапана тщательно промывают до удаления наслоений грязи и затем протирают безворсовой салфеткой. Для очистки деталей от грязи нельзя использовать инструмент, оставляющий на поверхности риски, царапины. Изношенные или с поврежденной резьбой детали клапана заменяют. Просевшие или изломанные пружины и шарики с забоинами, царапинами и коррозией также заменяют.
В случае образования рисок и царапин на притирочной поверхности диска (кольца) клапана его притирают, используя пасту ГОИ. Давление срабатывания разгрузочного клапана регулируют на прессе по манометру.
Перед сборкой все металлические детали вновь очищают с помощью керосина и насухо вытирают безворсовой салфеткой. Сборку начинают с того, что шарик с его опорой и пружиной вставляют в гнездо клапана 14 и заворачивают пробкой. Клапан на прессе регулируют на давление срабатывания 4500-5000 кПа (45-50 кгс/см 2 ) и фиксируют положение пробки. Полностью собранные с их дисками и большими пружинами клапаны 14 вставляют и укрепляют в поршне штока 10 и в корпусе 13 клапана. Затем надевают кольцо на поршень штока.
Нижнее уплотнительное кольцо 17 вставляют в корпус 13 клапана 14 и ударами деревянного молотка по корпусу устанавливают клапан на торец цилиндра 12. В цилиндр вставляют собранный шток и, перемещая его вверх и вниз, убеждаются в плавном, без заеданий движении. Верхнее уплотнительное кольцо вкладывают в буксу и надевают ее на шток.
Корпус 11 зажимают за нижнюю головку в тисках и заливают в гаситель 0,8 л масла МВП. Собранный цилиндр устанавливают в корпус 11 и, перемещая шток в цилиндре 12, проверяют работу клапанов 14.
Обойму 19 со вставленными манжетами и надетыми уплотнительными кольцами 7 и 8 надевают на шток 10. Затем заворачивают гайку 20 и застопоривают ее планкой 5. Выдвинув шток вверх, наворачивают на него верхнюю головку 1 в сборе с кожухом 18, после чего вворачивают стопорный винт 4 и болт 22. Затем вручную прокачивают гаситель для удаления воздуха из цилиндра, заполненного ранее маслом.
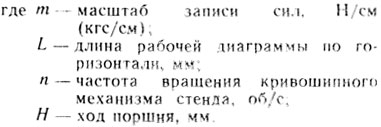
Отремонтированный гаситель колебаний устанавливают на испытательный стенд и проверяют его рабочую диаграмму. Для этой цели гаситель колебаний предварительно прокачивают в течение 2 мин. Ход штока должен быть в пределах 37- 43 мм, а частота ходов — 60 в минуту. Затем подключают самозаписывающее устройство стенда, снимают рабочую диаграмму гасителя колебаний и подсчитывают параметр (коэффициент) его работоспособности:

Испытанный гаситель колебаний считается годным, если его рабочая диаграмма имеет форму, показанную на рис. 104. Кроме того, замеренное на диаграмме усилие на штоке при сжатии должно быть в пределах 4,8-5,5 кН (480-550 кгс), при отдаче — от 5 до 6 кН (от 500 до 600 кгс), а ход поршня — от 12 до 16 мм. Подсчитанный с помощью приведенной формулы параметр (коэффициент) работоспособности годного гидравлического гасителя должен быть в пределах 1100-1500 Н•с/см (110-150 кгс•с/см).
По форме рабочей диаграммы гидравлического гасителя колебаний можно судить о его неисправностях (рис. 105). После испытаний гидравлического гасителя проверяют сальниковое уплотнение. Если при нахождении гасителя в горизонтальном положении на протяжении 12 ч течь не появляется, он считается годным.
После вставки втулок в головки гасителя и окраски эмалью его маркируют: на нижней головке ставят условный номер депо, дату и вид ремонта. Хранить гидравлические гасители полагается в вертикальном положении или наклонно под углом не менее 35°.
Источник
Технология ремонта гидравлических гасителей колебаний
Автор работы: Пользователь скрыл имя, 20 Ноября 2013 в 17:52, курсовая работа
Краткое описание
Железнодорожный транспорт является основой транспортной системы России и должен обеспечивать своевременно и качественно потребности населения в перевозках и услугах, жизнедеятельность всех отраслей экономики и национальной безопасности государства. Он играет большую роль в формировании рынка транспортных услуг и позволяет эффективно развивать предпринимательскую деятельность во взаимодействии с другими видами транспорта.
Прикрепленные файлы: 1 файл
Платонов С.А. курсовик.docx
При работе гасителя жидкость 1—2 раза в секунду перетекает через тонкие каналы под высоким давлением (р диссипации, необходим эффективный теплоотвод в окружающую среду от всех элементов конструкции гасителя колебаний.
Газы, растворенные в жидкости, ухудшают ее стабильность и как следствие эксплуатационные характеристики. Например, растворенный в жидкости кислород значительно увеличивает содержание продуктов окисления смолистого характера, поэтому рабочая жидкость должна обладать способностью не растворять в себе газы.
Вспенивание жидкости снижает смазывающую способность, вызывающую коррозию металлических деталей. При воздухожидкостной смеси резко ухудшается процесс наполнения и значительно снижаются силы сопротивления гасителя колебаний.
Рабочая жидкость должна иметь высокую стойкость к образованию эмульсии. При работе гасителя колебаний эмульсия может образоваться вследствие попадания в рабочую жидкость воды. При обводнении снижаются эксплуатационные свойства жидкости, образуется вязкий шлам, засоряющий клапаны и дроссели, и ухудшается смазка трущихся деталей гасителя.
Повышенная испаряемость рабочей жидкости приводит к уменьшению ее количества. Это снижение особенно отражается в процессе наполнения подпоршневой полости цилиндра на ходе растяжения гасителя колебаний. В результате возникает жидкостная смесь, резко снижающая вязкое трение при дросселировании на ходе сжатия гасителя.
Для обеспечения пожаробезопасности рабочая жидкость должна быть стойкой к воспламенению.
В процессе ремонта и содержания гасителей колебаний обслуживающий персонал постоянно соприкасается с рабочей жидкостью. Поэтому используемые жидкости не должны оказывать токсического воздействия. Токсичность определяется по совокупности воздействия на кожный покров и внутренние органы человека. Запах жидкости должен быть слабым и не раздражающим.
Рабочая жидкость должна хорошо фильтроваться. Фильтрация жидкости позволяет существенно снизить ее загрязненность в целях повышения надежности гасителя колебаний и снижения износа его деталей. Хорошая фильтруемость позволяет обеспечить качественное восстановление отработавшей жидкости и повысить срок ее службы.
1.6 Техническое обслуживание и ремонт гидравлических
В процессе работы гасители колебаний преобразуют кинетическую энергию колебаний в тепловую, теряют первоначальные свойства вследствие повреждения и износа как отдельных элементов, так и гасителя в целом. В связи с этим основной целью технического обслуживания и ремонта является восстановление технических характеристик гасителя колебаний и обеспечение надежности его работы в межремонтный период.
Под ремонтом понимается совокупность технических операций, направленных на устранение дефектов и неисправностей, возникающих в процессе эксплуатации, и обеспечивающих восстановление характеристик гасителя колебаний для эффективной работы в рессорном подвешивании. Ремонт гидравлических гасителей заключается в их разборке, промывке, дефектации, ремонте или замене дефектных Деталей, сборке, испытании и регулировке.
Для поддержания гасителей колебаний в работоспособном состоянии необходимо выполнять планово-предупредительную систему их технического обслуживания и ремонта.
Структура ремонтного цикла, определяющая количество и чередование видов обслуживания и ремонта, является основой этой системы.
Гаситель колебаний подлежит отправке в ремонт после выработки межремонтного ресурса. Досрочная сдача гасителя в ремонт производится при обнаружении явных признаков отказа: интенсивной утечки рабочей жидкости, заклинивания штока с поршнем в направляющей или в цилиндре, образования спрессованного снега в подкожуховой полости, отсоединения штоковой головки или самоотвинчивания гайки корпуса.
Установлена следующая структура ремонтного цикла: Технические обслуживания ТО-1, ТО-2, ТО-3, текущие ремонты ТР-1, ТР-2, ТР-3, средний ремонт СР и капитальные ремонты KP-1, КР-2 .
Текущее обслуживание и ремонт гасителей выполняются в соответствии с технологическими картами-инструкциями на ремонт.
Неисправности гасителей колебаний при технических обслуживаниях ТО-1, ТО-2 и ТО-3 и текущем ремонте ТР-1 определяют по внешним признакам.
Техническое обслуживание ТО-2 производят перед каждой отправкой локомотива из депо.
Техническое обслуживание ТО-3 проводят через 13 тыс. км пробега.
Текущий ремонт ТР-1 осуществляют через 26 тыс. км пробега.
Текущий ремонт ТР-2 проводят через 175 тыс. км пробега. Гасители снимают с локомотива и подвергают деповскому ремонту.
Текущий ремонт ТР-3 осуществляют через 350 тыс. км пробега в объеме деповского ремонта.
Капитальный ремонт КР-1 производят через 700 тыс. км пробега.
Методы очистки и промывки гасителей колебаний
Очистка дисковыми проволочными щетками. Наружные поверхности гасителей перед обмывкой обрабатывают быстровращающимися проволочными щетками. При этом удаляют пленки окислов, продукты коррозии и жировые загрязнения. Щетки изготовляют из стальной или латунной проволоки диаметром 0,2—0,3 мм. Частота вращения щеток 1500—1800 об/мин, а их диаметр 130—140 мм. При работе щетку смачивают 2—5%-ным раствором кальцинированной соды.
Гидроабразивная очистка. В качестве несущей среды используют воду под большим давлением или моющие растворы как с абразивными частицами, так и без них. При подаче жидкости под давлением используют эффект гидродинамического воздействия на отложения. Для эффективной очистки целесообразно применять моющие жидкости.
Ультразвуковая очистка. Используют эффект воздействия ультразвуковых колебаний на жидкую среду, что вызывает интенсивное смещение ее слоев.
Состав моющей жидкости выбирают в зависимости от вида загрязнений и материала очищаемых деталей. Температура моющей среды 20—70 °С.
Очистка электрическим разрядом в жидкости. При высоковольтном разряде внутри объема моющей жидкости возникают большие гидравлические давления ударного характера, что значительно повышает эффективность очистки.
Восстановление деталей гасителя колебаний осталиванием
Обмывка и механическая обработка. Детали, изношен ные поверхности которых подлежат осталиванию, промывают в 10%-ном растворе каустической соды и при наличии ржавчины протравляют в растворе серной или соляной кислоты с последующей промывкой и сушкой. Для устранения неравномерного износа деталей и получения требуемой шероховатости поверхности их механически обрабатывают (на токарных и шлифовальных станках).
Обезжиривание поверхностей. Обезжиривание производят для удаления с наращиваемых поверхностей следов жиров и масла. Если деталь наращивают по наружной поверхности (шток гасителя), то сначала деталь устанавливают на подвеску, а затем обезжиривают. Если деталь восстанавливают по внутренней поверхности (цилиндр), то обезжиривают перед монтажом детали на подвеску. При ремонте деталей гасителей целесообразно применять электрохимический способ обезжиривания с использованием реверсивного тока.
Изолирование невосстанавливаемых поверхностей. Перед осталиванием поверхности деталей и подвесок, не подлежащие восстановлению, изолируют, чтобы силовые линии тока концентрировались только на ремонтируемы с поверхностях, что устраняет потери металла и повышает эффективность процесса. При ремонте деталей гасителей колебаний (шток поршня, клапаны и др.) используют резиновые или пластмассовые чехлы, а также изоляционную краску.
Электрохимическая подготовка поверхности. Электрохимическую подготовку поверхностей детали производят с целью удаления тончайших окисных пленок, протравливания наружного слоя и создания пассивного предохранительного покрытия. Анодную обработку поверхностей деталей гасителя проводят в электролите следующего состава: 30% -ный раствор серной кислоты и железного купороса (10—25г/л). Температура электролита =20°С, продолжительность процесса до 3 мин при плотности тока 50— 70 А/дм 2 .
Промывка и контроль поверхности. После окончания процесса осталивания детали тщательно промывают в горячей воде и нейтрализуют от остатков кислоты промыванием в 10%-ном растворе каустической соды с температурой 80—90 °С в течение 30 мин. После нейтрализации детали вторично промывают для удаления следов щелочи, сушат, а затем проверяют качество покрытия, при котором осматривают деталь, определяют твердость поверхности и размеры поверхности.
На участке восстановления деталей гидравлических гасителей колебаний методом осталивания используют различное оборудование.
Ванны осталивания представляют собой стальные баки, имеющие кислотоупорную футеровку и пароводяную рубашку. В качестве футеровочных материалов для хлористых электролитов осталивания обычно применяют кислотостойкую эмаль, фторопласт, а также специальные кислотостойкие резины.
Устройства для перекачки и фильтрации электролита включают насосно-фильтровочные приспособления с использованием керамического насоса и полиэтиленовых трубопроводов.
Энергетическая установка состоит из генератора постоянного тока со ступенчатым реостатом или различных типов регулируемых выпрямителей с силой тока 400—500 А.
К вспомогательным устройствам относятся ванны для электролитического обезжиривания, ванны для промывки и анодного травления деталей, вентиляторы, токарные и шлифовальные станки.
В качестве транспортных средств применяют конвейеры, кранбалки, роботы-манипуляторы, электрокары.
Техническое обслуживание и ремонт гасителей колебаний
Обслуживание гидравлических гасителей в эксплуатации заключается в выявлении неисправностей, приводящих К отказу этих приборов и замену на новые или отремонтированные. Наиболее характерные неисправности и регламентированные виды обслуживания гасителей колебаний вносятся в журналы наблюдений за Гасителями в эксплуатации.
Технологические процессы ремонта гасителей разработаны с учетом особенностей конструкции, условий эксплуатации ремонтных предприятий.
При ТО-3 гасители снимают с локомотива, очищают, проверяют состояние втулок в головках, соединение головки и штока, герметичность, определяют износ металлической втулки.
Неисправные, изношенные резиновые и металлические втулки заменяют, гаситель проверяют на стенде. При потеках жидкости, отсоединении головки от штока гасители ремонтируют в объеме деповского ремонта.
При испытании с гасителя колебаний снимают защитный кожух, устанавливают на испытательный стенд, затем прокачивают его в течение 1 мин и записывают рабочую диаграмму.
По форме и величине диаграммы определяют пригодность эксплуатации и параметр сопротивления гасителя, который должен быть 80—120 кН- с/м. При течи жидкости, плохом состоянии манжет и штока гаситель направляют в ремонт.
1.7 Требования охраны труда при выполнение работ.
Правила техники безопасности и производственной санитарии при техническом обслуживании и ремонте локомотивов устанавливают основные требования по обеспечению безопасности условий труда на предприятиях вагонного хозяйства.
Правила по технике безопасности должны устранять или уменьшать до допустимых уровней воздействия на ремонтников при обслуживании и ремонте локомотивов опасных и вредных факторов.
ГОСТ — 12.0.003-74 классифицирует опасные и вредные производственные факторы на следующие группы:
физические — движущиеся машины и механизмы, подвижные части производственного оборудования, заготовки, материалы, повышенная запыленность и загазованность воздуха рабочей зоны, повышенный уровень шума и вибрации на рабочем месте, отсутствие или недостаток света;
химические — токсические, раздражающие, канцерогенные;
психофизиологические — физические и нервно-психические перегрузки.
К работе по техническому обслуживанию и ремонту локомотивов допускаются работники не моложе 18 лет, прошедшие медицинское освидетельствование, обученные безопасным методам труда и проверенные в знании типовой инструкции по технике безопасности.
При производстве работ по техническому обслуживанию и ремонту локомотивов необходимо руководствоваться действующими нормативно технической документацией:
государственными отраслевыми стандартами системы безопасности труда, межотраслевыми т отраслевыми противопожарными, санитарными нормами, правилами и типовыми инструкциями;
стандартами предприятий и местными инструкциями по технике безопасности и пожарной безопасности.
Источник