Ремонт центробежных насосов – техническое обслуживание, регулировка, виды неисправностей
Несмотря на то, что насосы центробежного типа относятся к надежным устройствам, используемым для перекачивания жидкости, им тоже может потребоваться ремонт. Не всегда причиной неисправностей центробежных насосов становится неправильная эксплуатация, связано это может быть и с качеством перекачиваемой среды, и с целым рядом других факторов. Если в работе центробежного насоса возникли нарушения, то сначала надо исключить внешние причины и только после этого осуществлять диагностику самого оборудования.

Разборка центробежного насоса
Правильная эксплуатация
Чтобы значительно продлить срок эксплуатации центробежного насоса и сталкиваться с ремонтом такого оборудования как можно реже, следует правильно использовать это устройство. Инструкция по эксплуатации центробежного насоса предполагает соблюдение следующих правил.
- Перед включением центробежного насоса проверьте, чтобы рабочая камера была полностью заполнена жидкостью.
- Перед всасывающим патрубком необходимо установить сетчатый фильтр, который защитит внутреннюю часть устройства от попадания в нее твердых нерастворимых включений, содержащихся в перекачиваемой жидкой среде.
- Защита приводного двигателя от перегрузок обеспечивается специальной задвижкой, устанавливаемой на всасывающую трубу, которая ограничивает поток поступающей в насос жидкости.
- При запуске насоса надо проконтролировать, чтобы вал приводного электродвигателя и крыльчатка вращались по часовой стрелке.
- Глубина резервуара, из которого осуществляется откачивание жидкой среды, не должна превышать допустимый уровень, указанный в техническом паспорте.
- Труба, по которой осуществляется всасывание жидкой среды из резервуара, должна иметь как можно меньше изгибов и соединительных мест, а ее внутренний диаметр должен быть максимально возможным.
- Трубу, по которой жидкая среда от насоса транспортируется в горизонтальной плоскости, желательно расположить с уклоном по отношению к месту подачи жидкости. Если же выполнить данное требование не представляется возможным, то насос следует установить как можно выше относительно поверхности земли.

При эксплуатации этого насоса была допущена разгерметизация ввода кабеля, в результате которой сгорела обмотка электродвигателя
Наиболее распространенные причины поломок
Первое, что необходимо сделать, если в работе насосного оборудования замечены неисправности, – прекратить его эксплуатацию и приступить к тщательной проверке всех узлов. Достаточно распространенной ситуацией, при которой насосному оборудованию требуется техническое обслуживание или даже ремонт, является износ сальников. Более активному протеканию процесса износа сальниковых элементов насосного оборудования может способствовать целый ряд причин:
- неравномерное вращение и биение вала приводного электродвигателя;
- слишком сильное затягивание болтов, которыми крепится крышка насоса (лучше всего сальники справляются с задачей уплотнения в том случае, если они достаточно увлажнены);
- перегрев приводного электродвигателя;
- неправильно выполненное техническое обслуживание или ремонт центробежного насоса (замена не всех уплотнительных колец и др.).

Основные неисправности в работе центробежных насосов
Еще одной распространенной причиной некорректной работы и даже поломки насосного оборудования является неточно выполненная центровка вала приводного электродвигателя с корпусом насоса. Последствиями в данном случае могут стать как разрушения сальниковых элементов, так и выход из строя подшипниковых узлов.
Подшипниковые узлы центробежного насоса – это элементы, требующие наиболее пристального внимания и регулярного ухода. Чтобы минимизировать риск выхода из строя таких узлов и обеспечить им наиболее оптимальные условия эксплуатации, необходимо контролировать количество смазки.
Рекомендации по ремонту центробежных насосов
Ремонт центробежных насосов, как и любых других технических устройств, требует наличия определенных знаний и навыков. Между тем, если соблюдать руководство по выполнению такой процедуры и следовать предложенным ниже рекомендациям, то сложностей с ее осуществлением возникнуть не должно.
Специалисты, имеющие опыт работы с насосным оборудованием, рекомендуют выполнять его ремонт в следующей последовательности:
- Разобрать устройство и тщательно осмотреть элементы внутренней конструкции.
- Проверить техническое состояние ротора, выполнить замеры зазоров в посадочных узлах уплотнительных элементов.
- Заменить изношенные и вышедшие из строя подшипники на новые.
- Проверить геометрические параметры шеек вала и в случае выявления дефектов выполнить их проточку и шлифовку.
- После исправления всех выявленных дефектов собрать насос, проверить состояние его корпуса и правильность выполненной сборки.

Разбирая насос, следует запоминать (записывать или фотографировать) расположение деталей
По вышеописанному алгоритму выполняется плановый ремонт насосов центробежного типа, который, согласно рекомендациям производителей, следует осуществлять через каждые 4500 часов его эксплуатации.
Более сложный в техническом плане ремонт требуется насосному оборудованию после каждых 26000 часов его эксплуатации. В рамках такого ремонта с центробежными насосами осуществляют следующие действия:
- заменяют колесо и рабочий вал;
- заменяют кольца уплотнения корпуса насоса, распорных и прижимных втулок;
- в отдельных случаях у секционных насосов полностью заменяют секции;
- выполняют наплавку и расточку посадочных мест в корпусе устройства;
- после сборки насоса осуществляют его гидравлические испытания.

Если сезонного эксплуатируемый насос оставит на зиму с влагой внутри, то весной он может заклинить. Проблема решается разборкой и очисткой
Наибольшую сложность в процессе ремонта центробежного насоса по вышеописанной схеме вызывают следующие процедуры:
- разборка подшипниковых узлов;
- снятие вкладышей;
- снятие полумуфты при помощи специального съемника, идущего в комплекте с насосным оборудованием;
- демонтаж разгрузочного диска (гидропяты);
- снятие нажимного фланца.
При разборке центробежного насоса следует очень аккуратно снимать с вала рабочие колеса, важно не доводить их до заедания. Выполняется такая процедура по очереди с каждой секцией. В том случае, если рабочее колесо не снимается или снимается с трудом, можно его немного разогреть.

Нагреть крыльчатку можно с помощью портативной газовой горелки
Сборка центробежного насоса – достаточно сложная процедура, в процессе которой необходимо выполнять следующие действия:
- проверять, насколько точно соответствуют новые детали тем, которые уже были установлены в насосе, а также чертежам ремонтируемого насосного оборудования;
- точно подгонять новые детали под размеры мест, в которых они будут устанавливаться;
- выполнять шлифовку и притирку поверхностей сопрягаемых деталей;
- резьбовые крепежные элементы затягивать равномерно, используя для этого динамометрический ключ, позволяющий точно контролировать прикладываемое к таким элементам усилие;
- при установке на вал рабочего колеса проверять точность формируемого осевого зазора;
- контролировать, чтобы погрешность перпендикулярности торцевой стороны разгрузочного диска при его установке не превышала 0,02 мм.
Если при эксплуатации центробежного насоса вы столкнулись с такой поломкой устройства, как разрушение рабочего колеса или корпуса, то не стоит пытаться их восстановить, используя для этого, например, сварку. Восстановленные таким образом колесо или корпус не прослужат долго и могут стать причиной еще более серьезной поломки.

Эти детали насоса, поврежденные вследствие «сухого хода», не подлежат ремонту и требуют замены
При техническом обслуживании центробежных насосов в домашних условиях выполняются такие процедуры, как:
- проверка технического состояния подшипников и их замена, если в этом возникла необходимость;
- очистка и промывка картера;
- замена смазки в подшипниковых узлах;
- проверка технического состояния сальниковых элементов;
- промывка маслопроводящих каналов;
- проверка центровки насоса и в случае необходимости регулировка данного параметра.
Столкнувшись с выходом из строя центробежного насоса, вы должны оценить, во сколько может обойтись его ремонт. В отдельных случаях, когда поломка насоса слишком серьезная, его ремонт будет стоить значительно дороже, чем приобретение нового оборудования. В любом случае принимать решение о целесообразности и возможности ремонта центробежного насоса следует лишь после проведения полной диагностики оборудования и выявления причин его выхода из строя.
Источник
Ремонт центробежных насосов
Лабораторная работа № 11.
Диагностика, ремонт насосов. Виды ТО центробежных насосов. Дефектрация насоса. Обмер и определение износа деталей рабочего колеса.
Введение
Центробежные насосы широко применяются в энерготехнологических установках промышленных предприятий: используются для подачи питательной воды в котельные агрегаты, для перекачки конденсата, подачи жидкого топлива и т.д.
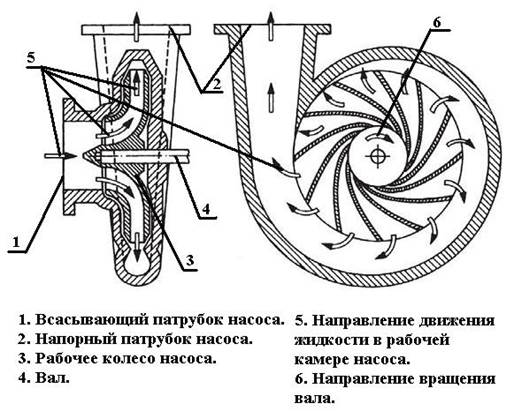
Схема работы центробежного насоса
Диагностика технического состояния насосов
Диагностический контроль насосных агрегатов представляет собой совокупность обязательных мероприятий, к которым относятся:
· проверка надежности крепления насосного агрегата к раме и фундаменту, проверка состояния рамы и фундамента (фундаменты насосных агрегатов проверяют визуально на образование трещин, выкрашивания, загрязнения маслом);
· внешний осмотр насосного агрегата с целью обнаружения пропусков среды между фланцами и в разъемах корпуса насоса, масла — из маслосистемы насоса, редуктора, турбины, пара — в разъемах паровой турбины (в случае привода от турбины);
· осмотр концевых уплотнений вала и оценка объема утечек;
· определение «на слух» наличия посторонних шумов; при повышенной вибрации — определение ее величины с помощью прибора;
· проверка температуры подшипников;
· контроль давления уплотняющей жидкости (для конструкции двойного торцового уплотнения) по манометру, установленному на выходе из камеры уплотнения до регулируемого вентиля;
· проверка уровня масла в баке (при внешней принудительной системе смазки) или картере подшипников; в случае принудительной подачи смазки — контроль давления в маслосистеме;
Диагностика является важнейшей функцией технического обслуживания и фактором, обеспечивающим безаварийную работу насосного оборудования. Как самостоятельная операция диагностика планируется перед текущим и капитальным ремонтами. Во время диагностики проверяют состояние оборудования, производят чистку, промывку, продувку, ремонт изоляции, доливку или замену масел, выявляют дефекты эксплуатации и нарушения правил безопасности, уточняют состав и объем работ, подлежащих выполнению при очередном текущем или капитальном ремонте.
При вибрации в недопустимых пределах, стуках в подшипниках, признаках задевания колеса, при недопустимом нагреве подшипников, задевании ротора электродвигателя о его статор производится аварийная остановка насоса .
Ремонт центробежных насосов
Очень часто поломки насосов происходят из-за неполадок или нарушений правил монтажа, электрического подключения и условий эксплуатации. Рассмотрим наиболее частые случаи этих нарушений.
· Зауженное сечение всасывающего трубопровода.Для длительной и надежной эксплуатации насосного оборудования необходимо чтобы диаметр всасывающего трубопровода соответствовал диаметру всасывающего патрубка насоса. При глубине всасывания более 5 метров диаметр всасывающего трубопровода должен быть на один типоразмер больше чем диаметр всасывающего патрубка насоса. Также надо обращать внимание на количество поворотов и длину всасывающего трубопровода. Чем меньше поворотов и короче трубопровод, тем выше всасывающая способность центробежного насоса. При заужении или при засорении всасывающего трубопровода происходит снижение напора насоса.
· Неполное заполнение насоса. Неполное заполнение насоса обычно проявляется при первом пуске или после демонтажа и повторного монтажа центробежного насоса. После включения, насос либо плохо подает, либо совсем не подает жидкость. Необходимо отключить насос и повторно заполнить насосную часть и всасывающий тракт перекачиваемой жидкостью, до полного удаления из системы воздуха.
· Неплотности во всасывающем тракте. Неплотности во время работы центробежного насоса проявляются в виде большого количества воздуха в напорном трубопроводе (подсос воздуха). После остановки насоса часть жидкости из всасывающего тракта может вытечь. Если в системе установлена автоматическая насосная станция, то частые включения станции без наличия разбора воды свидетельствует о наличии неплотностей или утечек во всасывающем тракте. Если это насос без автоматики, то при следующем запуске он не сможет подавать жидкость. Неплотности необходимо найти и устранить.
· Не исправен обратный клапан. В случае, когда под обратный клапан попадают посторонние предметы, мусор или грязь, то клапан полностью не закрывается. Из всасывающего тракта происходит утечка жидкости. Насос при включении в работу не будет подавать воду в систему. Необходимо промыть или почистить обратный клапан после демонтажа его из системы.
· Засорение фильтра. На всасывающем трубопроводе, как правило, монтируется обратный клапан с сеточкой. Сеточка предназначена для защиты от попадания в насос различных мелких предметов, насекомых, листьев и т. д. Если сеточка засоряется, то уменьшается всасывающая способность насоса из-за увеличения сопротивления. Насос будет работать со сниженным напором. Необходимо демонтировать сетку промыть и почистить ее.
· Превышение допустимой глубины всасывания. В случае превышения допустимой глубины всасывания происходит как максимум разрыв целостности потока или как минимум возникновение кавитации во всасывающем трубопроводе. Насос перестает подавать жидкость. Для проверки всасывающей способности насоса необходимо на всасывающий патрубок установить вакуумметр. По показаниям прибора, можно определить с какой максимальной глубины, данная модель насоса может подавать жидкость.
Как следствие всех этих нарушений, работа оборудования в режиме кавитации, в режиме «сухой ход» или с очень малым протоком жидкости. Такая эксплуатация приводит к перегреву или разрушению внутренних деталей насоса. Последствия, выход из строя трубки Вентури, диффузора и рабочего колеса, в худшем случае плюс заклинивание двигателя и выгорание статора. Если насос самовсасывающий, то в первую очередь из строя выходит трубка Вентури (Рис. 1а), а затем диффузор и рабочее колесо. Если насос многоколесный, то деформируются или спаиваются диффузоры и рабочие колеса (Рис. 1в и 1с). Ремонт насоса при таких повреждениях будет не дешевым удовольствием, поэтому легче и дешевле предупредить поломку.


Сухой ход насоса
На (Рис 2) можно увидеть попадание посторонних предметов в рабочее колесо. Как следствие снижение производительности или полное отсутствие подачи жидкости.

Защита от таких поломок это монтаж фильтра или обратного клапана с сеточкой.
· Обратный клапан на напорном трубопроводе.При высоте напорного трубопровода свыше 10,0-15,0 м на напорном патрубке перед краном или задвижкой необходимо установить обратный клапан. Клапан препятствует обратному протоку перекачиваемой среды при резкой остановке насоса и тем самым защищает рабочее колесо, диффузор и всасывающий трубопровод от гидравлического удара. В случае отсутствия обратного клапана возможно обратное вращение рабочего колеса, что может привести к тяжелым последствиям, заклиниванию вала насоса, разрушению рабочего колеса, и корпуса насоса.
· Перегрузка двигателя насоса.Насосное оборудование должно эксплуатироваться в пределах своей рабочей характеристики. Если оборудование используется за пределами своей характеристики расход больше чем на рабочей характеристике, то происходит перегрузка двигателя. Перегрев двигателя в этом случае происходит из-за повышенного потребляемого тока. Для регулировки расхода на напорном патрубке насоса необходимо устанавливать запорную арматуру (кран, вентиль, задвижка). С помощью арматуры нужно добиться такого расхода, при котором рабочий ток будет не больше номинального, указанного на фирменной табличке двигателя.
Эксплуатировать двигатели с потребляемым током выше номинального категорически запрещено. На (Рис. 3) можно увидеть последствия работы двигателя с перегрузкой по току.

Для защиты асинхронных электрических двигателей от токовой перегрузки, необходимо при выполнении электрических подключений, монтировать автомат защиты электродвигателей, рассчитанный на номинальный ток двигателя.
· Повышенная нагрузка на патрубки насоса. При монтаже насоса следует обращать на соосность патрубков насоса и подводящих трубопроводов. Перед и за насосом нужно устанавливать опоры, которые принимают и удерживают нагрузку от трубопроводов. Все эти нарушения в монтаже, если их своевременно не устранить, могут привести к более серьезным поломкам к излому патрубков или фланцев, к повреждению корпуса, созданию вибрации вала, задевание рабочих колес за уплотнения, разрушению муфтового соединения, повышенной нагрузке на подшипники и торцевое уплотнение.
· Неправильное направление вращения.Такой эффект возможен только при эксплуатации трех фазных двигателей. Очень часто при техническом обслуживании или ремонте электрических линий нарушается чередование фаз. При нарушении чередования фаз трех фазный двигатель начнет вращаться в обратном направлении. Как следствие, снижение рабочих характеристик насоса (напор). Более серьезные последствия это ослабевание крепежа рабочего колеса (гайка, крепящая рабочее колесо, при неправильном вращении может раскрутится), что приводит к механическому повреждению корпуса и рабочего колеса. Для защиты трех фазных насосов от нарушения чередования фаз, необходимо монтировать реле контроля фаз при электрическом подключении двигателя.
· Выработка на торцевом уплотнении.Срок службы механических торцевых уплотнений очень сильно зависит от условий эксплуатации насосного оборудования. На износ механических уплотнений также влияет качество перекачиваемой жидкости ее жесткость и содержание в ней посторонних примесей. Очень сильно на износ уплотнения влияет равномерное (без биений) вращение вала насоса. Когда присутствует хотя бы один из этих признаков, то на трущихся поверхностях уплотнения появляются следы интенсивной выработки, и уплотнение преждевременно теряет свои уплотнительные свойства. Некачественная центровка приводного двигателя и насоса приводит кроме износа уплотнения еще и к износу подшипников. На износ торцевого уплотнение указывает подтекание жидкости из корпуса насоса. Если вовремя не заменить износившееся уплотнение, то перекачиваемая жидкость начнет попадать в передний подшипник и двигатель. Последствия этого износа весьма тяжелые, подшипник может заклинить, а двигатель «сгореть». Для защиты двигателя от попадания в него перекачиваемой жидкости необходимо при электрическом подключении двигателя монтировать устройство защитного отключения оборудования (УЗО) с максимальным током утечки 30мА.
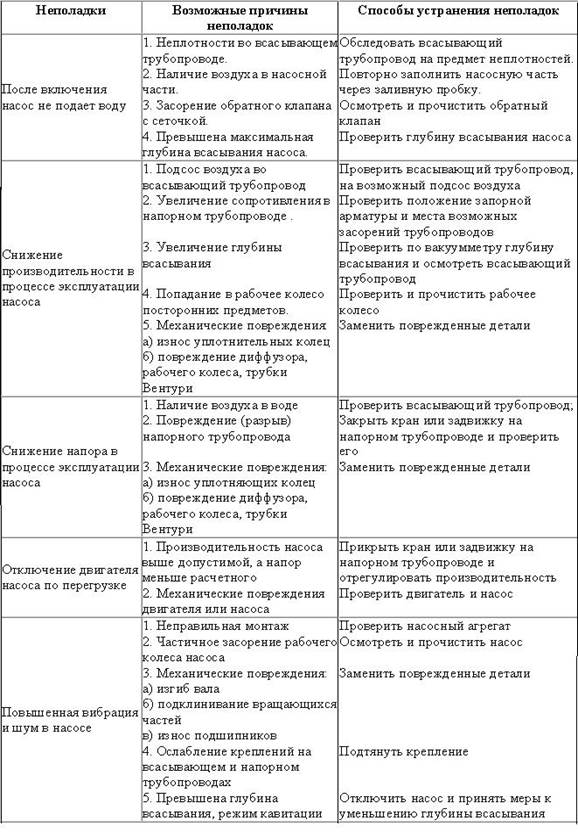
Таблица неполадок
Перечень возможных неполадок и неисправностей, возникающих в процессе эксплуатации центробежных насосов и способы их устранения, приведены в таблице.
Виды и объем ремонтов
Существует два вида ремонтных работ: текущий ремонт и капитальный ремонт.
Потребность в ремонте насосов и их составных частей существенно зависит от конкретных условий эксплуатации. Виды ремонтов, ремонтный цикл, межремонтный период и расход запасных частей, указываемые в технической документации, устанавливаются для средних показателей надежности. При этом расчеты выполняются из условия, что насосы перекачивают относительно чистую воду с содержанием взвешенных частиц не более 3 кг/м 3 . В связи с этим потребность в ремонте насосов для конкретных условий может существенно отличаться от расчетной. Для этого на основании подконтрольной эксплуатации разрабатывают структурную схему ремонтного цикла, которая представляет собой схематическое изображение последовательности видов ремонтов насоса. Структурная схема одного ремонтного цикла крупного насоса имеет вид:
где Н — начало эксплуатации; Т — текущий ремонт; К — капитальный ремонт.
Число межремонтных периодов:
 ,
,
где  — средний ресурс до капитального ремонта, ч;
— средний ресурс до капитального ремонта, ч;  — наработка на отказ быстроизнашивающихся частей, ч.
— наработка на отказ быстроизнашивающихся частей, ч.
Для крупных осевых насосов, перекачивающих воду с большим содержанием абразивных примесей, число межремонтных периодов
n =16 000/2000 = 8,
где  = 16 000 ч — ресурс до капитального ремонта; = 2000 ч — наработка на отказ направляющего подшипника с лигнофолиевыми вкладышами.
= 16 000 ч — ресурс до капитального ремонта; = 2000 ч — наработка на отказ направляющего подшипника с лигнофолиевыми вкладышами.
При этом структурная схема ремонтного цикла будет иметь вид:
Для крупных осевых и центробежных насосов фактическая продолжительность ремонтного цикла составляет 16 000 — 25 000 ч, а межремонтного периода — 2000-4000 ч.
Число ремонтных циклов за время эксплуатации насоса
 ,
,
где 8760 — годовой фонд времени, ч; Т — средний срок службы, лет; Кэ — коэффициент эксплуатации; Тср — средний ресурс до капитального ремонта, ч.
Для рассматриваемых крупных осевых насосов число ремонтных циклов за время эксплуатации:

Полная структурная схема ремонта, разбитая соответственно на пять ремонтных циклов, будет иметь вид:
где С — списание насоса.
Ремонтный цикл и его структура являются основой для разработки нормативов планово-предупредительного ремонта.
Центробежный насос работает в сети сырой воды котельной установки Изобразить полную структурную схему, если насос работает в две смены, средний ресурс до капитального ремонта составляет 12000ч., наработка на отказ быстро изнашиваемых частей равна 2000ч., средний срок службы насоса 6 лет.
Число межремонтных периодов: 
Число ремонтных циклов за время эксплуатации насоса:

Полная структурная схема будет иметь вид:
Текущий ремонт
Текущий ремонт — это минимальный по объему (примерно 20% трудозатрат от капитального ремонта, чел/час) плановый ремонт, имеющий профилактическую направленность. Чисткой, проверкой, заменой быстроизнашивающихся частей, наладкой и регулировкой оборудования и аппаратуры достигается поддержание оборудования в работоспособном состоянии до следующего капитального ремонта. Хотя текущий ремонт выполняется с остановкой насосного агрегата и отключением его от сетей, по своему объему он непродолжителен, производится без полной разборки сборочных единиц путем ремонта наиболее изношенных из них.
При текущем ремонте открывают люк в насосе, осматривают всю проточную часть, измеряют зазоры между валом и вкладышами подшипников насоса и двигателя, лопастями и камерой рабочего колеса (в осевых насосах), уплотняющим и защитным кольцами щелевого уплотнения рабочего колеса (в центробежных насосах), проверяют вертикальность, излом общей линии вала и центровку ротора насосного агрегата. На основании осмотра и измерений принимают решение по устранению выявленных неисправностей, восстановлению или замене быстроизнашивающихся частей, а также выполнению регулировок и настроек. Во время текущего ремонта крупных насосов, как правило:
— заменяют направляющие подшипники с лигнофолиевыми вкладышами и производят регулировку зазоров в сегментных подшипниках;
— заменяют кольца сальниковой набивки и резиновые манжеты в сальниковых и торцевых уплотнениях вала;
— проверяют идентичность углов установки лопастей и работоспособность механизма разворота лопастей;
— проверяют герметичность соединений рабочего колеса, проточной части и системы технического водоснабжения .
К текущему ремонту также относятся непредвиденные ремонты, вызванные случайными повреждениями, которые не могут быть выполнены в порядке технического обслуживания.
Капитальный ремонт
Капитальный ремонт — наибольший по объему плановый ремонт, который заключается в полной разборке насосного агрегата и его составных частей, восстановлении или замене изношенных деталей и сборочных единиц, регулировании, наладке и истытании по программе и методике, составленным согласно эксплуатационной и ремонтной документации.
Капитальный ремонт крупных насосов проводят на месте их установки. Ремонт и восстановление изношенных деталей и сборочных единиц осуществляют на специализированном ремонтном предприятии.
В объем капитального ремонта входят следующие основные работы:
— полная разборка насоса и уточнение ведомости дефектов;
— все работы текущего ремонта;
— осмотр и ремонт фундамента;
— ревизия и контроль элементов корпуса насоса;
— промывка и дефектация деталей насоса;
— замена всех прокладок и уплотнителей;
— проверка состояния контрольно – измерительных приборов ( при необходимости ремонт и замена);
— сборка насоса с заменой деталей, вышедших из строя;
— испытания и контроль качества ремонта;
— пусковые, наладочные работы и сдача насоса в эксплуатацию.
После капитального ремонта параметры насоса, размеры сопрягаемых поверхностей должны соответствовать техническим требованиям, предъявляемым к новому оборудованию.
Дефектация деталей
Дефектация необходима для оценки технического состояния деталей и определения их пригодности к дальнейшему использованию. При дефектации руководствуются техническими требованиями, которые составляются для каждой детали в виде карт. В карте приводятся эскиз детали с указанием материала, мест расположения возможных дефектов и способы их обнаружения, номинальные и допустимые размеры, рекомендуемые способы устранения дефектов. Возможные дефекты, способы их обнаружения и устранения записываются в карту на основе опыта практической работы и научных разработок по оптимизации технологических процессов восстановления деталей.
Способы выявления дефектов деталей, подразделяются на две разновидности — визуальные и измерительные. Все дефекты деталей, для обнаружения которых не требуется производить измерения или разрушать деталь, обычно обнаруживаются простым осмотром — визуально. К таким дефектам относятся видимые трещины, излом, пробоины, коррозия, вмятины, деформация, нарушение герметичности и др.
Контроль с помощью измерений применяется для получения количественной оценки отклонений параметров формы и относительного положения поверхностей детали, скрытых дефектов и изменения свойств материала деталей. Контроль размеров и геометрической формы рабочих поверхностей деталей производят универсальным инструментом (штангенциркулями, штангенрейсмусами, микрометрами, нутромерами, индикаторами и др.), специальными калибрами (скобами, шаблонами, пробками) и измерительными приспособлениями. Выявление скрытых дефектов основано на использовании следующих методов: капиллярного, магнитного, ультразвукового и люминесцентного.
Сущность капиллярного метода заключается в том, что жидкость, нанесенная на поверхность с не видимой глазом трещиной, проникает в толщину так, что после очистки поверхности и нанесения на нее проявляющего вещества дефект обнаруживается визуально по следу жидкости. В простейшем случае проникающей жидкостью является керосин, а проявляющим веществом — мел. Этот метод позволяет обнаружить трещину, ширина которой не менее 20 мкм.
При магнитном методе контроля деталь сначала намагничивают. Магнитные силовые линии, проходя через деталь и встречая на своем пути дефект (трещину, раковину), огибают его как препятствие с малой магнитной проницаемостью. При этом над дефектом образуется поле рассеивания магнитных силовых линий, а на краях трещины — магнитные полюсы. Нанесенный на поверхность детали ферромагнитный порошок притягивается краями трещины, четко обрисовывая ее границы. Магнитный порошок представляет собой суспензию, состоящую из смеси керосина, трансформаторного масла и ферромагнитного порошка (оксида железа).
Магнитный метод применяют для выявления трещин шириной до 1 мкм в деталях из ферромагнитных материалов (из стали, чугуна).
Ультразвуковой метод обнаружения скрытых дефектов основан на свойстве ультразвука проходить через металлические изделия и отражаться от границы раздела двух сред, в том числе и от дефекта. В зависимости от способа приема сигнала от дефекта различают два метода ультразвуковой дефектоскопии — метод просвечивания и импульсный метод.
Метод просвечивания основан на появлении звуковой тени за дефектом. В этом случае излучатель ультразвуковых колебаний находится по одну сторону контролируемой детали, а приемник — по другую. Если деталь не имеет дефекта, то ультразвуковые колебания, возбуждаемые ультразвуковым генератором, достигают приемника и после преобразования в электрические импульсы и усиления в усилителе попадают в индикатор регистрирующего прибора, стрелка которого отклоняется. Если же на пути ультразвуковых колебаний встречается дефект, то посланные излучателем ультразвуковые волны отражаются от дефекта и не попадают в приемник, так как он будет находиться в звуковой тени. Стрелка индикатора не отклоняется от нулевого положения.
Метод просвечивания можно применять только при контроле деталей небольшой толщины, имеющих двухсторонний доступ к контролируемым поверхностям.
При контроле детали ультразвуковым дефектоскопом, основанном на импульсном методе, к ее поверхности подводят излучатель ультразвуковых колебаний, который одновременно может быть приемником. Если дефекта в детали нет, то ультразвуковые колебания, возбуждаемые генератором, отразившись от противоположной стороны детали, возвращаются обратно и возбуждают электрический сигнал в приемнике. После усиления и развертки сигнала на экране электронно-лучевой трубки будут видны два всплеска от излученного и отраженного от противоположной стенки импульсов. Если в детали имеется дефект, то ультразвуковые колебания отражаются от дефекта и на экране появляется промежуточный всплеск. Этот метод обладает высокой чувствительностью и применяется при обнаружении внутренних дефектов в деталях большой толщины, а также в труднодоступных местах.
Люминесцентный метод основан на свойстве некоторых веществ светиться при облучении их ультразвуковыми лучами.
При данном методе контроля деталь сначала погружают в ванну с флюоресцирующей жидкостью, в качестве которой применяют смесь, состоящую из 50% керосина, 25% бензина и 25% трансформаторного масла с добавкой флюоресцирующего красителя (дефектоля) или эмульгатора. Затем деталь промывают водой, просушивают струей теплого воздуха и покрывают тонким слоем силикагеля, который вытягивает флюоресцирующую жидкость из трещины на поверхность детали. При облучении детали ультрафиолетовыми лучами порошок силикагеля, пропитанный флюоресцирующей жидкостью, будет ярко светиться, определяя границы трещины. Этот метод применяют для выявления поверхностных трещин шириной более 10 мкм в деталях, изготовленных из цветных металлов и неметаллических материалов, так как в данном случае контроль другими способами менее эффективен или невозможен.
После того как установлено техническое состояние деталей, их сортируют на три группы:
— к первой группе относят годные детали, размеры которых лежат в пределах допустимых значений. Их отправляют на сборку или склад готовых деталей.
— ко второй группе относят подлежащие ремонту детали, износ и повреждения которых могут быть устранены. Их отправляют на соответствующие участки восстановления или на склад деталей, ожидающих ремонта.
— к третьей группе относят детали негодные, восстановить которые невозможно или экономически нецелесообразно. Их отправляют на склад металлолома.
Для того чтобы не смешивать детали различных групп годности, их маркируют краской: годные — обычно зеленой или желтой; подлежащие ремонту — белой или синей; негодные – красной .
Источник