Регулировка ТНВД серии УТН производства НЗТА
После установки ТНВД на стенд в первую очередь проверяют состояние нагнетательных клапанов. Для этого в головку ТНВД подают топливо под давлением 0,15-0,20 МПа при положении рычага 7 (рис.5.32), соответствующем выключенной подаче. Течь топлива из штуцеров ВД в течении 2 минут с момента подачи топлива не допускается. В противном случае, при исправной пружине нагнетательного клапана, заменяют нагнетательный клапан в сборе с корпусом. Постепенно увеличивая давление, наблюдают, при каком давлении начинается истечение топлива из сливных трубок. Давление открытия нагнетательных клапанов должно находиться в пределах 1,24-1,6 МПа. В случае несоответствия меняют пружину нагнетательного клапана.
Угол начала подачи топлива ТНВД определяют по моменту начала движения топлива в моментоскопе, присоединенном к нагнетательной секции насоса. При этом необходимо, чтобы в головке ТНВД поддерживалось избыточное давление в пределах 0,04+0,1 МПа.
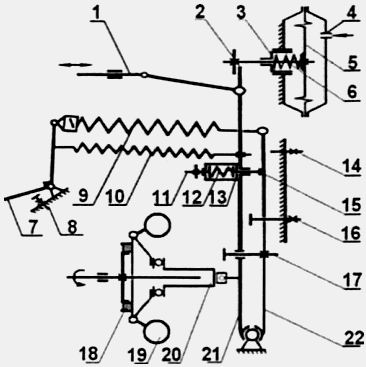
Рис.5.32. Схема регулятора частоты вращения ТНВД 4УТНИ:
1 — рейка ТНВД; 2 — регулировочный упор штока пневмокорректора; 3 — регулировочный стакан пружины; 4 — штуцер подачи воздуха; 5 — мембрана; 6 — пружина; 7 — рычаг управления; 8 — болт регулировки скоростного режима; 9 — пружина регулятора; 10 — пружина пускового обогатителя; 11 — винт регулировки предварительного натяжения пружины корректора; 12 — пружина корректора; 13 — регулировочная шайба хода штока корректора; 14 — винт буферной пружины холостого хода; 15 — шток корректора; 16 — болт номинальной подачи; 17 — болт ограничения пусковой подачи; 18 — демпфер; 19 — груз регулятора; 20 — муфта грузов регулятора; 21 — основной рычаг; 22 — промежуточный рычаг.
С 2003 года ТНВД производства Ногинского ЗТА (серии 4УТНИ, 4УТНМ-Т и 4УТНИ-Т) оснащаются кулачковым валом с несимметричным (эксцентриковым) профилем кулачка приводного вала. Для данных ТНВД при регулировке геометрического угла начала подачи топлива необходимо оценить величину хода плунжера от начала его подъема до начала нагнетания топлива.
Для этого выворачивают нажимной штуцер подвода топлива первой секции ТНВД, вместо нагнетательного клапана ставят специальное приспособление, представляющее собой индикаторную головку часового типа.
Поворачивая привод стенда, определяют нижнее положение плунжера, затем, вращая «по ходу» кулачковый вал, по показаниям шкалы индикаторной головки установите ход плунжера 4,0±0,05 мм (для всех серий при использовании плунжерной пары диаметром 10 мм). Фиксируют соответствующее этому положению кулачкового вала значение угла на градуировочном диске стенда.
Снимают специальное приспособление и монтируют нагнетательный клапан, пружину и нажимной штуцер. Крепят на проверяемую секцию моментоскоп. Для двухрычажных ТНВД 4УТНИ-Т при проверке начала подачи топлива совмещают рычаг останова с меткой на корпусе регулятора. Вращая привод стенда по часовой стрелке заполняют его топливом и находят положение кулачкового вала при котором начинается подача топлива. Соответствующее ему значение угла по градуировочному диску должно совпадать с зафиксированным ранее. При необходимости регулируют угол начала подачи топлива, заворачивая или выворачивая регулировочный болт толкателя ТНВД.
Начало подачи топлива следующей секции (согласно порядку работы секций) должно происходить через 90° поворота кулачкового вала ТНВД относительно первой секции. Регулировочные болты толкателей фиксируют контргайками.
Для проверки угла у ТНВД с симметричным профилем кулачка определяют начало подачи топлива по моментоскопу при вращении кулачкового вала «по ходу» и «против хода». В момент начала движения топлива фиксируют показания на градуированном диске стенда. Число градусов, заключенное между полученными двумя делениями на градуированном диске стенда, при делении пополам должно совпадать с табличным значением геометрического угла начала подачи топлива (для серии 4УТНМ угол равен 57°).
В случае несоответствия полученного значения с табличным, производят регулировку заворачивая или выворачивая болт толкателя. Выворачивание болта приводит к увеличению угла геометрического начала подачи топлива.
Для правильной работы регулятора необходимо до его регулировки выставить определенные конструктивные размеры. В случае ТНВД серии УТН таким размером является вылет рейки (расстояние от торца рейки 1 до привалочной плоскости насоса). При этом рычаги 21 и 22 должны быть сжаты до утопания штока 15 и упираться в болт 16. Вылет рейки должен быть 24±0,5 мм. При несоответствии положение рейки регулируют болтом 16.
Так же проверяют и регулируют ход штока 15 корректора и затяжку его пружины 12. Ход штока 15 (1,3+0,2 мм) устанавливают шайбами 13, число которых допускается не более 3 шт. Усилие затяжки пружины 12 регулируют винтом 11 в пределах 55+85 Н. Конструкция корректора топливных насосов производства НЗТА изменялась в процессе их модернизации и может отличаться от представленной на схеме.
Если регулятор топливного насоса оборудован пневмокорректором, то перед началом регулировки его отключают или демонтируют.
После установки заданных кинематических размеров проверяют начало действия регулятора ТНВД. Включают стенд и постепенно увеличивая частоту вращения кулачкового вала фиксируют значение, при котором происходит начало отрыва рычага 22 от плоскости головки болта 16. При этом рычаг 7 управления находится на упоре в болт 8.
При несовпадении частоты начала действия регулятора с регулировочными таблицами, изменяют положение болта 8 или число рабочих витков пружины 9 регулятора, наворачивая или выворачивая серьгу ее крепления.
Следующей и основной регулировкой является регулировка номинальной подачи топлива и ее равномерности. Для этого устанавливают номинальную частоту вращения, рычаг 7 поворачивают до упора в болт 8 и при давлении топлива в головке ТНВД в пределах 0,07+0,12 МПа измеряют подачу топлива секциями насоса. В случае несоответствия цикловой подачи табличным значениям расслабляют стяжной винт и поворачивают втулку плунжера относительно зубчатого сектора. Неравномерность подачи топлива по секциям не должна превышать допустимые 3%.
Что бы проверить плунжерные пары на идентичность по группам гидроплотности проверяют неравномерность подачи топлива по секциям при частоте вращения вала привода 300 мин»1. При этом рычаг 7 управления регулятором ставят в такое положение, при котором цикловая подача будет равна 20+30 мм3/цикл. Неравномерность подачи топлива по секциям не должна быть более 30 %. В противном случае меняют плунжерную пару или нагнетательный клапан у секции с наименьшей подачей.
Для проверки точки полного выключения подачи топлива выкручивают винт 14 на два оборота и при положении рычага 7 управления на упоре в болт 8 увеличивают частоту вращения вала привода до полного прекращения подачи топлива через форсунки. Если частота вращения не соответствует табличному значению — меняют пружину 9 регулятора. В этом же положении рычага 7 заворачивают винт 14 до касания рычага 22, после чего выворачивают винт 14 на четверть оборота и контрят. Если на упорном винте 14 установлена буферная пружина, то указанную регулировку следует проводить на режиме минимального холостого хода при отпущенном рычаге 7 управления.
Для проверки усилия затяжки пружины 12 корректора рычаг 7 поворачивают до упора в болт 8 и устанавливают частоту вращения соответствующую режиму максимального крутящего момента. При этом шток 15 корректора должен выступать на установленную величину. Если шток 15 выступает недостаточно — заворачивают винт 11, увеличивая затяжку пружины.
Увеличивают частоту вращения до номинальной. Проверяют положение штока 15, нажимая рычаг 21 к рычагу 22. Отсутствие хода говорит о полном утопании штока 15. В случае если шток 15 утопает не полностью, снижают усилие пружины 12, выворачивая винт 11.
Устанавливают пневмокорректор на регулятор ТНВД и регулируют положение упора 2 на штоке 3 пневмокорректора таким образом, чтобы при частоте вращения привода 500 мин»1 и давлении воздуха, равном 0 МПа, цикловая подача соответствовала табличному значению. Проверяют, что бы при давлении воздуха в пневмокорректоре около 0,5 МПа упор полностью отходил от рычага 21. В противном случае изменяют затяжку пружины 6 пневмокорректора путем поворота стакана 3 и фиксируют штифтом, прижимаемым крышкой регулятора.
Проверяют пусковую подачу топлива. При 150 мин’1 вала привода насоса она должна быть не менее 145 мм3/цикл. Если подача меньше допустимой, проверяют состояние пусковой пружины 10, легкость перемещения рейки 1, зазор между рычагами 21 и головкой болта 22. Расхождение центров их верхних головок должно быть в пределах 16+16,5 мм., что регулируется винтом 17.
Пломбы в количестве 2-х штук ставят: на два болта крепления корпуса регулятора к ТНВД, два болта бокового лючка насоса и два болта верхней крышки регулятора (или корпус пневмокорректора); на болт номинальной подачи топлива и болт максимального скоростного режима.
Источник
Процесс сборки топливного насоса УТН трактора МТЗ 80(82)
Топливный насос высокого давления в работе системы питания дизельного силового агрегата занимает ключевую функциональную позицию. Кроме создания рабочего давления, узел выполняет роль распределителя, обеспечивающего своевременную подачу топлива к распылителям в такте сжатия работы цилиндров двигателя. Техническое состояние ТНВД напрямую влияет на эксплуатационные показатели дизеля и в целом трактора.

Насосы типа УТН — 4УТНИ, 4УТНМ тракторов МТЗ 80 (82) при наличии ремкомплекта: уплотнителей и прокладок, новых прецизионных пар плунжеров и деталей нагнетательных клапанов, подшипников кулачкового вала и упорных подшипников регулятора, при соблюдении технологии сборки в соответствии с конструктивными размерами ремонтируется в обычных слесарных условиях.
Для осуществления реставрации узла достаточно:
- одного рабочего места оборудованного слесарными тесками для крепления корпуса при сборке
- набора гаечных ключей
- динамометрического рычага для контроля усилия затяжки
- штангенциркуля и линейки для проверки конструктивных размеров
- слесарного пинцета для осуществления монтажа деталей в труднодоступных местах узла
Пошаговая сборка топливного насоса УТН трактора МТЗ 80(82)
Перед сборкой промойте корпус и детали ТНВД дизельным топливом. Продуйте сжатым воздухом топливные и смазочные каналы. Внимательно осмотрите корпус узла и детали на наличие повреждений в виде трещин, задирав или недопустимой выработки на посадочных местах подшипников и седлах уплотнительных соединений.
Установка кулачкового вала
При установке детали в корпус насоса нужно соблюсти следующие условия:
- Устанавливая поджимной фланец 49, со стаканом переднего подшипника убедитесь, чтобы отверстие для прохода масла в детали находилось снизу.
- Осевой зазор должен быть не более 0,1 мм при действии усилия со стороны крепления подкачивающей помпы с помощью упора в вал оправки или отвёртки.
- Правильность монтажа детали нужно проверить, установив в покачивающую помпу насоса, чтобы не было препятствия вращению в результате задевания 2 или З кулачком за корпус подкачивающей помпы. При задевании вал смещают в нужную сторону перестановкой регулировочных шайб 43 с внутренней стороны опорных подшипников вала.
- Приводная шлицевая втулка 48 на валу затягивается динамометрическим ключом с усилием 60-70 Н/м.
- Установленный вал должен вращаться от руки без заедания и клина.

Сборка плунжерных секций насоса
Для получения минимального расхождения в производительности секций желательно устанавливать рабочие пары из одного комплекта. Сборка секций осуществляется поочерёдно, начиная со стороны привода узла.
Перед монтажом плунжерных пар устанавливают зубчатую рейку 55, фиксируя в положении, чтобы между соединительным пальцем детали и корпусом насоса был зазор 16,5 мм. Для этого изготавливают проставку соответствующего размера. Таким образом, сборка будет соответствовать конструктивным размерам, обеспечивающим ход рейки на полной амплитуде регулирования подачи топлива.
- Устанавливают поворотную гильзу с венцом в сборе с пружиной секции и упорной пластиной. При этом стяжная прорезь зубчатого венца должна быть направлена перпендикулярно боковой плоскости корпуса насоса в строну монтажного люка
- Плунжерную пару заводят в поворотную гильзу, при совпадении метки на плунжере с пазом на втулке, в сторону монтажного люка корпуса. Установка плунжера производится при посадке в паз поворотной гильзы.
- Устанавливают стопорный штифт, который фиксирует втулку плунжера.
- Отжимая пружину секции вверх, устанавливают нижнюю опорную тарелку.
- Перед установкой нагнетательного клапана на деталь устанавливают конусную пластиковую манжету конусом вверх. Вместе с манжетой деталь устанавливают в верхнее отверстие над плунжерной парой. Затем устанавливается нажимной штуцер с пружиной клапана.
- После поочерёдной сборки всех секций для предотвращения заклинивания и ускоренного износа плунжерной пары затяжку штуцеров осуществляют с усилием 98-108 Н/м.
После затяжки ход рейки должен быть плавный без заклинивания при таком же свободном вращении от руки кулачкового вала.
Сборка и установка всережимного регулятора
Осуществляя сборку механизма регулятора нужно выдержать конструктивный размер между осями монтажных пальцев на концах основной и промежуточной тягах регулятора. Между центрами пальцев на максимальной амплитуде расхождения тяг должно быть расстояние 16 мм. Изменение размера осуществляют затяжкой стяжного винта 23 в корпусе. Данный размер обеспечивает работу регулятора в пусковом режиме. Ход штока корректора 8 устанавливают в пределах 1,3-1,5 мм с помощью подкладки шайб под шток устройства.

- Устанавливают рычаг управления регулятора с коромыслом и основной пружиной 12. Фиксируется рычаг стяжным болтом м6.
- Присоединяется второй край основной пружины с основной тягой через шплинтующийся палец.
- Устанавливая пусковую пружину 10 нужно контролировать, чтобы пружина не провисала и не создавала усилия на рычагах. Это условие выдерживают побором длины пружины с помощью изменения выхода крепёжного штифта в тяге.
- На вал насоса устанавливают дистанционную шайбу 4.
- Затем напрессовывают приводную пластину 3 регулятора при совпадении выточек на валу.
- Устанавливается опорный подшипник 2 и ступица 6 грузов регулятора с демпферными резинками при совпадении пазов с усиками приводной пластины 3. Радиальный люфт не должен превышать 8˚. Осевой люфт устраняется конусной шайбой, которая поджимается стопорным кольцом 5 в проточке вала.
- Затем устанавливается муфта регулятора 28 через соответствующий опорный подшипник 32. Смазочное отверстие в торце муфты должно быть в верхнем положении.
- Собранный регулятор через прокладку крепят к корпусу насоса.
- После монтажа регулятора соединяют рейку с промежуточным рычагом.
В заключение производят монтаж подкачивающей помпы через прокладку на три крепёжных болта.
Перед эксплуатацией узла после ремонта требуется произвести полную проверку и настройку в соответствии с техническими и эксплуатационными требованиями самого ТНВД и дизеля во всех режимах, а также осуществить проверку и наладку распылительных форсунок. Регулировка осуществляется специалистом на специальном стенде.
Источник