- Перечень работ по капитальному ремонту токарно-винторезного станка 1М63
- Токарно-винторезный 1М63
- Монтаж, техническая эксплуатация и ремонт универсального токарно-винторезного станка 1М63
- Общие сведения об универсальном токарно-винторезном станке 1М63, его схема и система смазки. Технологический процесс монтажа. Расчет фундамента. Мероприятия по техническому обслуживанию, эксплуатации и ремонту. Оценка категории ремонтной сложности.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- Схема электрическая принципиальная токарно-винторезного станка 1М63Н-1
- Технические характеристики, описание и паспорт 1М63
- Высокое качество ремонта
- Электрооборудование токарно-винторезного станка 1м63мф101
- Схема электрическая принципиальная токарно-винторезного станка 1м63мф101
- Электрооборудование токарно-винторезного станка 1м63мф101. Общие сведения
- Устройство цифровой индикации Ф5290
- Технические характеристики Устройства цифровой индикации Ф5290
- Применение устройства цифровой индикации Ф5290
- Сведения о производителе токарно-винторезного станка 1м63мф101
- Станки, выпускаемые Тбилисским станкостроительным заводом им. Кирова
- Расположение органов управления токарно-винторезным станком 1м63мф101
- Органы управления токарно-винторезного станка 1м63мф101 и их назначение
- Стоимость
- Общий вид токарно-винторезного станка 1м63мф101
- Расположение основных узлов токарно-винторезного станка 1м63мф101
Перечень работ по капитальному ремонту токарно-винторезного станка 1М63
Перечень работ по ремонту станка токарно-винторезного 1М63
1.Подготовительные работы.
1.1. Осмотр станка и выявление дефектов станка 1М63.
1.2. Полная разборка станка и промывка деталей.
2.Работы по ремонту.
2.1. Станина станка
■ Выработка плоскостей направляющих суппорта и задней бабки — восстановление прямолинейности и параллельности
■ Устранение износа реек
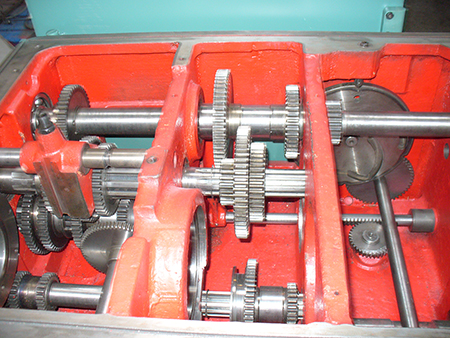
2.2. Коробка скоростей станка 1М63
■ Износ и смятие шлицевых соединений ходовых валов — замена валов
■ Износ шпоночных соединений на ходовых валах — восстановление шпоночных пазов и замена шпонок
■ Износ шестерен и блоков шестерен — замена
■ Износ дисков многодисковой фрикционной муфты станка — замена
■ Износ вилок переключения скоростей — замена
■ Износ подшипников — замена
■ Износ прокладок и уплотнителей — замена
2.3. Задняя бабка станка 1М63
■ Износ направляющих — восстановление путем установки реставрации и шабрения
■ Износ эксцентрика — замена
■ Износ винтовой пары — замена гайки и восстановление винта калиброванием (или замена)
■ Износ фиксирующей плиты — восстановление фрезерованием
2.4. Суппорт станка 1М63
■ Износ направляющих — восстановление путем установки реставрации с последующим шабрением
■ Износ винта с гайками — замена винта с гайками или восстановление винта калиброванием с заменой гаек
■ Увеличенный люфт лимба — ремонт лимба
■ Износ клиньев — замена
■ Износ подшипников — замена
2.5. Каретка станка 1М63
■ Износ направляющих — восстановление
■ Износ винтовой пары — замена или восстановление винта калиброванием и замена гайки
■ Увеличенный люфт лимба — ремонт лимба
2.6. Фартук станка 1М63
■ Износ кулачковых муфт — замена
■ Износ реечной шестерни — замена
■ Износ дисков ведущих и ведомых электромуфт — замена
■ Износ подшипников — замена
2.7. Резцедержатель станка 1М63
■ Износ фиксирующего устройства — восстановление гнезд и замена фиксатора
■ Износ основания корпуса резцедержателя — ремонт путем установки реставрации с последующим шабрением
■ Износ болтов крепления инструмента и резьбовых отверстий — ремонт резьбовых отверстий и замена болтов
2.8. Коробка подач станка 1М63
■ Износ зубчатых колес — замена
■ Износ ходового валика — замена
■ Износ направляющих втулок ходовых валов и винта — замена
■ Износ подшипников — замена
■ Износ прокладок и уплотнителей — замена
2.9. Нарушение работы системы смазки — ремонт или замена насоса и трубопроводов
2.10. Износ (старение) электроаппаратуры и электропроводки — восстановление работы путем замены и ремонта электроаппаратуры и электропроводки
3.Сборка, подгонка и наладка станка.
3.1. Сборка станка 1М63.
3.2. Подгонка направляющих станины, суппорта и задней бабки шабрением.
3.3. Регулировка установленных зазоров и натягов.
3.4. Выставление линий центров.
3.5. Заправка станка маслом.
3.6. Проверка работы всех механизмов и электрооборудования.
3.7. Обкатка станка без нагрузки.
3.8. Окончательная регулировка зазоров и натягов.
3.9. Обкатка станка под нагрузкой.
3.10. Покраска станка 1М63.
Гарантия на станки 1М63 после капитального ремонта — 12 месяцев.
Источник
Токарно-винторезный 1М63
Цель ремонта: капитальный ремонт, восстановление технических характеристик согласно паспортным данным завода изготовителя
Перечень проводимых работ при капитальном ремонте

Получение станка в ремонт
-проверка станка на точность
-составление дефектной ведомости
-очистка от стружки и масла
-разборка на узлы, мойка узлов
-разборка узлов на детали
Ремонт станины
-разборка, промывка, дефектация

Ремонт шпинделя
-установка нового патрона
Ремонт коробки скоростей
-разборка, промывка, дефектация
-ремонт и замена комплектующих
Ремонт фартука
-разборка, промывка, дефектация
-ремонт (замена) муфт и втулок

Ремонт суппорта
-разборка, промывка, дефектация
-ремонт продольных направляющих каретки
-шлифовка прижимных планок
-шабровка поперечных направляющих каретки
-шабровка направляющих верхнего суппорта
-шабровка направляющих верхних салазок
-ремонт винта и гайки поперечного суппорта
-ремонт винта и гайки верхнего суппорта
-сборка-наклейка на поверхности скольжения суппорта и каретки износостойкого пластикового покрытия «ZX»
Ремонт коробки подач
-разборка, промывка, дефектация
-ремонт и замена изношенных деталей
Ремонт задней бабки
-разборка, промывка, дефектация
-расточка и хонинговка направляющей пиноли задней бабки
-шлифовка пиноли задней бабки
-ремонт винта и гайки пиноли

Ремонт ходового винта и вала
-ремонт(замена)винта и вала
-изготовление новых гаек
Ремонт системы охлаждения и смазки
-разборка, промывка, дефектация
-ремонт (замена) трубопроводов и насосов
Ремонт электрооборудования
-установка нового электрошкафа
-монтаж новой низковольтной аппаратуры в электрошкафу
-ремонт(замена) светосигнальных и осветительных устройств
-ремонт(замена) эл. двигателей
-новый электромонтаж по станку
Ремонт ограждений
Сборка, шпатлевка и окраска
Обкатка станка на холостом ходу на всех скоростях и подачах

Сдача ОТК
-механика(проверка геометрической точности, проверка на чистоту обработки детали, проверка на вибрации и жесткость, проверка люфтов, проверка на шум и нагрев)
-электрика(проверка на нагрев, на мощность)
Сдача станка заказчику
Результатом оказанных услуг является
· Полностью функционирующая и комплектная единица оборудования, с восстановленными техническими характеристиками согласно паспортным данным завода изготовителя, принятая Заказчиком;
· Полный комплект необходимой документации;
Общее описание
Токарно-винторезный станок мод.1М63 предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых.
Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Табл. 1 Технические характеристики
Источник
Монтаж, техническая эксплуатация и ремонт универсального токарно-винторезного станка 1М63
Общие сведения об универсальном токарно-винторезном станке 1М63, его схема и система смазки. Технологический процесс монтажа. Расчет фундамента. Мероприятия по техническому обслуживанию, эксплуатации и ремонту. Оценка категории ремонтной сложности.
| Рубрика | Производство и технологии |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 03.04.2014 |
| Размер файла | 712,3 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Монтаж, техническая эксплуатация и ремонт универсального токарно-винторезного станка 1М63
токарный станок ремонт монтаж
Целью курсового проекта является изучение вопросов монтажа, технической эксплуатации и ремонта универсального токарно-винторезного станка 1М63.
Для достижения цели необходимо решить следующие задачи:
— изучить общие сведения о станке;
— рассмотреть схему и систему смазки;
— рассмотреть технологический процесс монтажа;
— рассмотреть мероприятия по техническому обслуживанию, эксплуатации и ремонту;
— рассчитать категорию ремонтной сложности;
— рассмотреть вопросы безопасности труда при эксплуатации станка и экологической безопасности технологических процессов.
1. Общие сведения о станке
1.1 Назначение и область применения
Токарно-винторезный станок модели 1М63 является скоростным универсальным станком, предназначенным для выполнения разнообразных токарных и винторезных работ по черным и цветным металлам. На этом станке можно обтачивать наружные цилиндрические, конические и фасонные поверхности, растачивать цилиндрические и конические отверстия, обрабатывать торцевые поверхности, нарезать наружную и внутреннюю резьбы, сверлить, зенкеровать и развертывать отверстия.
Жесткая конструкция станка, высокий предел частоты вращения шпинделя (1250 об/мин) и сравнительно большая мощность привода (15кВт) дают возможность использовать его как станок с применением резцов, как из быстрорежущей стали, так и твердых сплавов.
1.2 Общая компоновка
Рисунок 1 Расположение составных частей станка модели 1М63
Станок состоит из следующих основных узлов (рис. 1): 1-станина; 2-коробка подач; 3-коробка скоростей; 4-приклон и смещение шестерни; 5-принадлежности; 6-защитный кожух; 7-фартук; 8-люнеты; 9-система охлаждения; 10-суппорт; 11-задняя бабка; 12-электрооборудование.
Рисунок 2 Расположение органов управления и табличек с символами.
токарный станок ремонт монтаж
1-рукоятка установки частоты вращения шпинделя; 2-рукоятка установки нормального и увеличенного шага резьбы; 3-рукоятка установки правой и левой резьб и подач; 4-рукоятка установки частоты вращения шпинделя; 5-рукоятка плунжерного насоса смазки направляющих продольного перемещения суппорта и ходового винта; 6-вытяжная кнопка включения механической поперечной подачи суппорта; 7-рукоятка включения механического перемещения резцовых салазок; 8-рукоятка поворота и крепления резцовой головки; 9-выключатель освещения; 10-рукоятка ручной поперечной подачи суппорта; 11-кнопка включения ускоренного перемещения; 12-крестовый переключатель управления рабочими и ускоренным перемещениями суппорта; 13-рукоятка ручного перемещения резцовых салазок; 14-рукоятка крепления пиноли задней бабки; 15-рукоятка перемещения пиноли задней бабки; 16-рукоятка управления фрикционом; 17- рукоятка включения гайки ходового винта; 18- выключатель насоса охлаждения; 19-переключатель режимов резания работы суппорта; 20-пост управления включения и выключения главного привода; 21-маховик ручного продольного перемещения суппорта; 22-вытяжкая кнопка включения зубчатого колеса реечной передачи продольного перемещения суппорта; 23-рукоятка управления фрикционом; 24-пост управления включения и выключения главного привода; 25-рукоятка включения ходового винта или ходового валика; 26,27- рукоятки установки величины подачи или шага резьбы; 28-рукоятка настройки подач и нарезания резьб; 29-сигнальная лампа напряжения; 30-сигнальная лампа включения электромагнитного тормоза; 31-указатель нагрузки; 32-вводной выключатель.
Станина станка имеет жесткую конструкцию с наклонными окнами для отвода стружки. Задняя направляющая для каретки суппорта плоская, передняя — призматическая, передняя направляющая для задней бабки плоская, а задняя — призматическая.
Коробка скоростей крепится к левой головной части станины. Приводной шкив коробки скоростей получает движение от электродвигателя через клиноременную передачу.
Для пуска, остановки и включения быстрого обратного хода имеется фрикционная пластинчатая муфта 5. Введение в действие муфты совершается рукоятками, находящимися на станине у передней бабки и на фартуке. Торможение шпинделя производится автоматически в момент выключения фрикционной муфты при помощи электромагнитной муфты 8.
Задняя бабка имеет жесткую конструкцию. После установки на направляющие станины задняя бабка закрепляется на ней с помощью двух планок и четырех болтов. Суппорт крестовой конструкции имеет продольное перемещение по направляющим станины и поперечное — по направляющим каретки I. Оба перемещения могут быть ручными или механическими, а механическое — рабочим или ускоренным. Поворотная часть суппорта 2 имеет направляющие для перемещения верхней части суппорта 4 с резцовой головкой 3. Фартук закрытого типа со съемной передней стенкой. Фартук получает движение от коробки подач через ходовой винт при нарезании резьб или через ходовой вал при выполнении остальных работ.
Коробка подач закрытого типа, двухосная. Переключением соответствующих рукояток и, при необходимости, установкой сменных зубчатых колес можно получить настройку механизма подач для нарезания нормального ряда метрических, модульных, дюймовых и питчевых резьб, а также для получения необходимых подач при токарной обработке
Для нарезания точных и специальных резьб можно использовать прямое включение ходового винта (при этом потребуется изготовить специальный набор зубчатых колес).
К станку прилагается комплект сменных зубчатых ,колес для получения метрической и дюймовой или модульной и питчевой резьб. Сменные зубчатые колеса располагаются на левой стенке корпуса коробки скоростей. Станок снабжен защитным кожухом, закрывающим левую стенку коробки скоростей.
Станок снабжен подвижным и неподвижным люнетами для обработки круглых деталей диаметром от 20 до 150 мм.
1.3 Технические характеристики
Таблица 1. Технические характеристики станка 1М63
Наибольший диаметр обрабатываемого изделия над станиной, мм
Источник
Схема электрическая принципиальная токарно-винторезного станка 1М63Н-1
Технические характеристики, описание и паспорт 1М63

1М63, ДИП-300, 163 эти токарно-винторезные станки, одни из самых распространённых на территории бывшего СССР, предназначены для обработки деталей средних и больших размеров, в условиях единичного и мелкосерийного производства. На станке 1М63 можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб (метрической, модульной, дюймовой и питчевой).
Технические характеристики и жесткость конструкция станины, каретки, шпинделя станка позволяют полностью использовать возможности работы на высоких скоростях резания с применением резцов из быстрорежущей стали или оснащенных пластинами из твердых сплавов при обработке деталей из черных и цветных металлов.
Суппорт станка 1М63 имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
В станке механизированы все основные операции:
- продольное механическое перемещение суппорта (продольные рабочие подачи)
- поперечное механическое перемещение суппорта (поперечные рабочие подачи)
- механическое перемещение резцовых салазок (рабочие подачи резцовых салазок)
- ускоренные перемещения суппорта в продольном направлении от индивидуального электродвигателя
- ускоренные перемещения суппорта в поперечном направлении
- ускоренные перемещения резцовых салазок
- Торможение шпинделя также производится автоматически в момент выключения фрикционной муфты.
Технические характеристики станка 1М63
| Технические характеристики станка 1М63 | Параметры |
| Наибольший диаметр заготовки, устанавливаемой над станиной, мм | 700 |
| Диаметр обработки над станиной, мм | 630 |
| Диаметр обработки над суппортом, мм | 350 |
| Расстояние между центрам | 750 — 10 000 |
| Наибольшая длина детали, устанавливаемой в выемке станины, мм | 900 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 105 |
| Фланцевой конец шпинделя по DIN | 11М |
| Количество ступеней частот вращения шпинделя | 22 |
| Пределы частот вращения шпинделя, об/мин | 10 — 1 250 |
| Ускоренное продольное перемещение суппорта, м/мин | 5,2 |
| Ускоренное поперечное перемещение суппорта, м/мин | 2 |
| Мощность электродвигателя главного привода | 15 кВт |
| Наибольший вес обрабатываемой детали в центрах, кг | 3 500 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 950 — 12 470 х 1 780 х 1 550 |
| Масса станка, кг | 4 200 — 13 200 |
Обозначение универсального токарно-винторезного станка 1М63
1 — токарный станок (номер группы)
М – поколение станка
6 – токарно-винторезный станок (номер подгруппы)
3 – высота центров над станиной (315 мм)
Буквы в конце обозначения модели:
Б – станок повышенной мощности
Г – станок с выемкой в станине
К – станок с копировальным устройством
М – механизированный станок повышенной мощности
П – точность станка — (н, п, в, а, с) по ГОСТ 8-82 (П — повышенная точность)
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Высокое качество ремонта
Капитальный ремонт станков производится в соответствии с техническими требованиями профессиональными слесарями. Первым этапом составляется дефектная ведомость, в которой отображается фактическая комплектность станка, как по механической, так и по электрической части. Следующим этапом капитального ремонта станка 1М63 становится демонтаж электрооборудования и разборка всех узлов. Детали станка промываются, протираются и чистятся в соответствии с рекомендациями по техническому обслуживанию. Обязательным этапом является контроль каждой детали, сортировка, выявление дефектов. В дефектную ведомость вносятся сведения о том, какие детали требуют восстановления или замены. Капитальный ремонт станка предполагает индивидуадльную работу с каждым его узлом, замену или восстановление изношенных деталей. По окончанию капитального ремонта станок собирается, регулируется, производится проверка норм точности и обкатка.
Электрооборудование токарно-винторезного станка 1м63мф101
Схема электрическая принципиальная токарно-винторезного станка 1м63мф101
Электрическая схема токарно-винторезного станка 1м63мф101
Перечень элементов к электросхеме токарного станка 1м63мф101
Электрооборудование токарно-винторезного станка 1м63мф101. Общие сведения
Электрооборудование станка выполняется на напряжение 380 В и частотой 50 Гц.
Питание цепи управления переменного тока напряжением 110 В осуществляется от понижающего трансформатора.
Питание цепей управления постоянного тока напряжением 24 В осуществляется от выпрямительного моста.
Напряжение цепей местного освещения 24 В переменного тока.
Напряжение цепи сигнализации 24 В постоянного тока.
Устройство цифровой индикации Ф5290
Устройство цифровой индикации Ф5290
Технические характеристики Устройства цифровой индикации Ф5290
Устройство цифровой индикации Ф5290 (в дальнейшем — УЦИ) предназначено для контроля линейных или угловых перемещений по одной оси координат с помощью первичного измерительного преобразователя перемещений — сельсина БС-155А (в дальнейшем — сельсин), индикации положения подвижных механизмов станка или другой машины, в котором оно применяется, и используется в качестве специализированного вспомогательного комплектующего изделия в составе информационно-измерительных систем, металлообрабатывающих станков и других машин при измерении и контроле механических перемещений.
Области применения — системы цифровой индикации.
Устройства цифровой индикации (УЦИ) Ф5290 предназначены для обработки электрических сигналов с первичных измерительных преобразователей и используются в качестве специализируемых вспомогательных комплектующих изделий в составе информационно-измерительных систем, металлообрабатывающих станков и других машин при измерении и контроле механических перемещений. Отличием УЦИ Ф5290 от Ф5291 является то, что УЦИ Ф5290 работает с датчиком перемещения типа сельсин, а УЦИ Ф5291 работает с датчиком перемещения типа линейка или угловой датчик перемещения.
По основному функциональному назначению УЦИ соответствует типу I по ГОСТ 27537.
УЦИ обеспечивает автоматическое тестирование основных узлов при включении сетевого электропитания.
УЦИ обеспечивает индикацию отсчета перемещений в диапазоне от минус 9999999 до плюс 9999999 при контроле линейных перемещений, или от 0.00.00 до 359.59.59 при контроле угловых перемещений с индикацией отсчета в градусах, угловых минутах и секундах, или от 0 до 359, или от 0.0 до 359.9, или от 0.00 до 359.99, или от 0.000 до 359.999 при контроле угловых перемещений с индикацией отсчета в градусах, десятых, сотых, тысячных долях градуса.
В отличие от станка модели 1М63М, в станке 1м63мф101 устанавливается устройство цифровой индикации Ф5290.
Установка устройства цифровой индикации производится над коробкой скоростей и подключается к фазному напряжению переменного тока 220 В.
Датчик обратной связи соединен с поперечным ходовым винтом и контролирует его вращение, расположен на каретке станка и подключен к блоку индикации гибкой электрической связью.
Питание устройства цифровой индикации осуществляется от шкафа управления, расположенного на передней бабке сзади станка.
Устройство цифровой индикации (УЦИ) предназначено для визуального отсчета диаметра детали в цифровой форме.
При отключении вводного автомата, УЦИ обесточивается.
Датчик сельсин БС-155А гибким кабелем соединяется с устройством УЦИ, а ось датчика пластинчатой муфтой соединяется с поперечным винтом.
Перемещение рабочего инструмента на 5 мм соответствует одному обороту ходового винта, а следовательно, и ротора сельсина БС-155А. Фазовый сигнал поступает в блок индикации.
Цифровой отсчет на индикаторном табло блока, соответствующий одному обороту ротора сельсина, равен 10 мм (т.е. автоматически отображается удвоенное перемещение — диаметр).
Дискретность отсчета УЦИ составляет 10 мкм.
Нестабильность показаний не превышает ±2 мкм.
Применение устройства цифровой индикации Ф5290
В станке 1М63МФ101 с устройством цифровой индикации рекомендуется применять для металлообработки комбинированный режим: обеспечение необходимых перемещений вручную по УЦИ с одновременным использованием универсальных измерительных средств.
При комбинированном режиме возможны подрежимы:
- а) комбинированный режим с постоянным использованием универсальных измерительных средств. При обработке всех элементов изделия даже одним инструментом на предварительном проходе определяется размер изделия по каждому элементу, а перемещение для снятия припуска осуществляется по УЦИ;
- б) комбинированный режим с разовым использованием универсальных измерительных средств.
При обработке всех элементов изделия, размер изделия определяется по одному элементу, а перемещение для обработки остальных элементов осуществляется по УЦИ.
Проведение измерений при металлообработке с помощью УЦИ может быть реализовано двумя способами.
Измеренный универсальным инструментом диаметр при помощи декадных переключателей, набирается на передней панели устройства, затем нажатием клавиши „Запись», расположенной там же, записывается на табло. Далее идет процесс металлообработки с наблюдением по УЦИ текущего диаметра в абсолютной системе координат, где нулевой точкой будет являться ось шпинделя.
После измерения универсальным измерительным инструментом диаметра пробного прохода рабочий вычисляет припуск, который необходимо снять. Он определяется как разность:
Припуск = D изм. — d
D изм. — измеренный диаметр,
d — диаметр готовой детали.
Припуск рабочий вводит в УЦИ способом, описанным в предыдущем подпункте; далее идет обработка детали до нулевых показаний на табло устройства по всем разрядам.
В целях увеличения точности обработки рекомендуется производить подвод режущего инструмента в точку резания в направлении предполагаемого резания, так как необходимо выбрать люфт ходового винта.
Сведения о производителе токарно-винторезного станка 1м63мф101
Производитель токарного станка модели 1м63мф101 — Тбилисский станкостроительный завод им. С.М. Кирова.
Станки, выпускаемые Тбилисским станкостроительным заводом им. Кирова
- 1Д63А
— станок токарно-винторезный универсальный Ø 615 - 1М63Д
— станок токарно-винторезный универсальный Ø 630 - 1М63М
станок токарно-винторезный универсальный Ø 630 - 1М63МФ101
станок токарно-винторезный с УЦИ Ø 630 - 9М14
— станок трубонарезной Ø 630
Расположение органов управления токарно-винторезным станком 1м63мф101
Расположение органов управления токарно-винторезным станком 1м63мф101
Органы управления токарно-винторезного станка 1м63мф101 и их назначение
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки нормального и увеличенного шага резьбы и деление на многозаходные резьбы
- Рукоятка установки правой и левой резьб и подач
- Кнопка фиксации ограждения патрона
- Рукоятка установки частоты вращения шпинделя
- Рукоятка плунжерного насоса смазки направляющих продольного перемещения суппорта и ходового винта
- Вытяжная кнопка включения механической поперечной подачи суппорта
- Тумблер включения местного освещения
- Вытяжная кнопка включения механической поперечной подачи суппорта
- Рукоятка включения механического перемещения верхнего суппорта (резцовых салазок)
- Рукоятка поворота и крепления резцовой головки
- Головка зажима и разжима сухаря крепления каретки
- Рукоятка ручной поперечной подачи верхнего суппорта
- Кнопка включения ускоренного перемещения (быстрых ходов) суппopта
- Тумблер переключения на точение конусов и цилиндров
- Тумблер включения насоса охлаждения
- Переключатель подач дистанционного управления
- Рукоятка креплении пиноли задней бабки
- Маховик перемещения пиноли задней бабки
- Рукоятка маховика
- Рукоятки управления фрикционом
- Рукоятка включения гайки ходового винта
- Кнопочные станции включения и выключения главного привода
- Маховик ручного продольного перемещения суппорта
- Кнопочные станции включения и выключения главного привода
- Рукоятки управления фрикционом
- Рукоятка настройки наладки шага резьбы и отключения вращения ходового винта
- Рукоятка настройки на величину шага резьбы и подачи
- Рукоятка выбора резьбы
- Рукоятка выбора величины подач и шага резьбы
- Квадрат вала шкива для деления на многозаходные резьбы
- Выключатель вводной
- Указатель нагрузки
- Сигнальная лампа включения электромагнитного тормоза
- Сигнальная лампа наличия напряжения
- Сигнальная лампа — аварийная
Стоимость
Цена за капитальный ремонт станка 1М63 (1Н63, ДИП300) может варьироваться от его текущего состояния. Как правило, за капитальным ремонтом обращаются, когда станок имеет значительный износ, потерял точность и имеет ряд проблем с электрооборудованием. Поэтому базовая цена капитального ремонта станка 1М63 рассчитана, исходя из необходимости именно капитального ремонта станка. Стоимость может как уменьшатся, если требования к ремонту сокращены, либо увеличится, если станок требует дополнительных затрат. При повышенных требованиях в качеству и внешнему виду станка после капитального ремонта могут быть установлены новые внешние элемены (патрон, резцедержатели, ручки, штурвалы, таблички, приборы, лампа, кожухи). В этом случае станок будет максимально приближём к новому не только технически, но и внешне.
Общий вид токарно-винторезного станка 1м63мф101
Фото токарно-винторезного станка 1м63Бф101
Фото токарно-винторезного станка 1м63мф101
Фото токарно-винторезного станка 1м63мф101
Расположение основных узлов токарно-винторезного станка 1м63мф101
Расположение основных узлов токарно-винторезного станка 1м63мф101
- Сменные шестерни — М63Б.08.000
- Бабка передняя — М63М.20.000
- Ограждение патрона — М63Б.19.000
- Фартук — М63М.60.000
- Суппорт — М63М.40.000
- Электрооборудование — М63М.18.000
- Ограждение — М63М.81.000
- Ограждение — М63М.81.000
- Бабка задняя — М63М.30.000
- Станина — М63М.16.000
- Электродвигатель — М63М.17.000
- Коробка подач — М63Б.70.000
- Кожух защитный — М63Б.95.000
- Люнет подвижный — М63М.10.000
- Люнет неподвижный — М63М.11.000
Источник