- 16Д25 Станок токарно-винторезный универсальный облегченный паспорт, руководство, схемы, описание, характеристики
- Сведения о производителе токарно-винторезного станка 16Д25
- Станки завода Алма-Атинский станкостроительный завод им. 20-летия Октября
- 16Д25 Станок токарно-винторезный универсальный. Назначение и область применения
- Особенности конструкции и принцип работы станка 16д25
- Обозначение универсального токарно-винторезного станка 16Д25
- Габариты рабочего пространства токарного станка 16Д25. Эскиз суппорта
- Общий вид токарно-винторезного станка 16Д25
- Схема расположения составных частей токарно-винторезного станка 16Д25
- Спецификация составных частей токарно-винторезного станка 16Д25
- Расположение органов управления токарно-винторезным станком 16Д25
- Перечень органов управления токарно-винторезного станка 16Д25
- Схема кинематическая токарно-винторезного станка 16Д25
- Механика главного движения и подач
- Механизм подач
- Краткое описание сборочных единиц
- Основание станка
- Станина
- Тумбы
- Моторная установка
- Переборная коробка
- Шпиндельная бабка
- Схема электрическая принципиальная токарно-винторезного станка 16Д25
- Описание электросхемы станка 16Д25. Общие сведения
- Ремонт станка 16Д25. Типовые ремонтные работы, выполняемые при плановых ремонтах
- 16Д25 Станок токарно-винторезный универсальный облегченный. Видеоролик.
16Д25 Станок токарно-винторезный универсальный облегченный
паспорт, руководство, схемы, описание, характеристики

Сведения о производителе токарно-винторезного станка 16Д25
Разработчик и изготовитель токарно-винторезного станка 16Д25 — Алма-Атинский станкостроительный завод, основанный в 1932 году как чугунолитейный завод № 1 областного отдела легкой промышленности.
С апреля 1942 года после объединения с литейно-механическим заводом «20 лет Октября”, эвакуированным из Луганска, стал называться Алма-Атинским механическим заводом N21 им. 20-летия Октября Наркомата среднего машиностроения СССР.
В 1945 году переименован в Алма-Атинскии станкостроительный завод им. 20-летия Октября.
Завод выпускал станки токарно-винторезные: 16Д20, 16Д20П, 16Д20ПФ1, ТВ16, 16Д25, 1Д95, 1Е95, 1М95.
Станки завода Алма-Атинский станкостроительный завод им. 20-летия Октября
16Д25 Станок токарно-винторезный универсальный. Назначение и область применения
Выпуск станков серии 16Д25 начался на Алма-Атинском станкостроительном заводе им. 20-летия Октября в 1986 году.
Токарно-винторезные станки 16Д25 могут применяться в различных отраслях промышленности на всевозможных операциях для обработки разных материалов. Обслуживание станков следует осуществлять с учетом специфики их эксплуатации.
Станок предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Особенности конструкции и принцип работы станка 16д25
Станок заменяет модель 1К62. По всем качественным показателям (производительности, точности, долговечности, надежности, удобству обслуживания, безопасности работы и т. д.) превосходит станок модели 1К62. Жесткая коробчатой формы станина с калеными шлифованными направляющими установлена на монолитном основании.
Шпиндель смонтирован на прецизионных подшипниках качения. На суппорте имеются масштабные линейки с визирами для удобства определения величины перемещения резцовых и поперечных салазок в процессе работы. Новая конструкция резцедержателя улучшает стабильность фиксации. Фартук станка снабжен оригинальным механизмом выключения подачи суппорта, обеспечивающим высокую точность останова на жестком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке.
Наиболее целесообразно использовать станок в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Станки 16Д25 выполнены на базе основной модели 16Д20 с максимальной унификацией, имеют одинаковые кинематические схемы и унифицированную конструкцию:
- 16Д20 — базовая модель станка нормальной точности
- 16Д20П — станок повышенной точности
- 16Д20Г — станок нормальной точности с выемкой в станине
- 16Д25 — облегченный станок нормальной точности с увеличенным диаметром обработки
- 16Д25Г — облегченный станок нормальной точности с увеличенным диаметром обработки и с выемкой в станине
Различия в технических характеристиках отражены в разделе основных данных станков.
Станки должны эксплуатироваться в закрытых отапливаемых помещениях, климатические условия УXЛ4 для стран с умеренным климатом и 04 для стран с тропическим климатом по ГОСТ 15150-69.
Класс точности станка Н. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности V6б.
Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм.
Обозначение универсального токарно-винторезного станка 16Д25
1 — токарный станок (группа)
6 – токарно-винторезный станок (подгруппа)
Д – поколение станка (А, Б, В, Д, К, Л)
25 – высота центров над станиной (250 мм)
Г – исполнение станка с выемкой в станине
П – исполнение станка с повышенной точностью по ГОСТ 8-82
Ф1 – исполнение станка с устройством цифровой индикации УЦИ
Ф3 – исполнение станка с системой ЧПУ
Габариты рабочего пространства токарного станка 16Д25. Эскиз суппорта

Габариты рабочего пространства токарного станка 16д25
Общий вид токарно-винторезного станка 16Д25

Фото токарно-винторезного станка 16д25

Фото токарно-винторезного станка 16д25

Фото токарно-винторезного станка 16д25
Схема расположения составных частей токарно-винторезного станка 16Д25
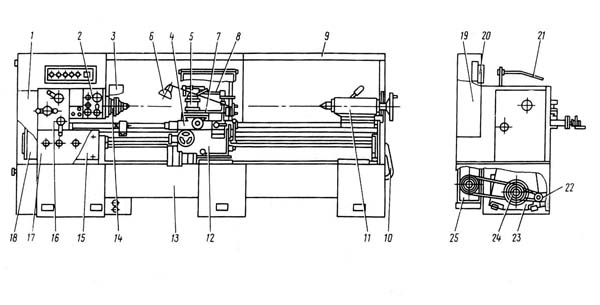
Расположение основных узлов токарно-винторезного станка 16д25
Спецификация составных частей токарно-винторезного станка 16Д25
- Кожух левый КД25.422000.000
- Пульт управления 16Д20.182000.000
- Ограждение патрона 16Д20.421000.000
- Каретка 16Д20.050000.000; 16Д20П.050000.000
- Резцедержатель четырехпозиционный 16Д20.041.001
- Электрооборудование 16Д25.185000.000
- Суппорт 16Д20.040000.000; 16Д20П.040000.000
- Охлаждение 16Д20.410000.000; 16Д25.412000.000
- Ограждение заднее 16Д20.425000.000; 16Д25.426000.000
- Пневмооборудование задней бабки 16Д20.120000.000
- Бабка задняя 16Д25.031000.000
- Фартук 16Б20П.061000
- Основание 16Д20.016000.000; 16Д20Г.018.000.000; 16Д25.017000.000
- Бабка шпиндельная 16Д25.02100.000
- Коробка подач 16Д20.070000.000
- Коробка переборная 16Д20.028000.000
- Облицовка коробки подач 16Д25.072000.000
- Коробка передач 16Д25.082 000.000
- Шкаф управления 16Д20.190000.000
- Панель 16Д20.200000.000
- Ограждение суппорта 16Д20.423000.000
- Станция смазки 16Д20.401000.000
- Установка моторная 16Д20.150000.000
- Шкивы и таблицы 16Д20.157000.000
- Автоматическая коробка передач 16Д20.083000.000
Расположение органов управления токарно-винторезным станком 16Д25

Расположение органов управления токарно-винторезным станком 16д25
Перечень органов управления токарно-винторезного станка 16Д25
- Рукоятка установки подач и правых резьб (рукоятка F)
- Выключатель освещения
- Лампа сигнальная смазки АКП
- Рукоятка установки диапазона частот вращения шпинделя (рукоятка Е)
- Лампа сигнальная (указатель включения электропитания)
- Рукоятка установки левых резьб (рукоятка G)
- Кнопки «Пуск» и «Стоп» насоса охлаждения
- Кнопки «Пуск» и «Стоп» насоса охлаждения
- Указатель нагрузки
- Таблица частоты вращения шпинделя
- Рукоятка установки частоты вращения шпинделя (галетный переключатель)
- Выключатель аварийный
- Дублирующая рукоятка управления главным приводом
- Кнопка подачи масла для смазки поперечных салазок и прижимных планок
- Рукоятке поворота и крепления резцовой головки
- Рукоятка ручной поперечной подачи суппорта
- Выключатель аварийный
- Блок управления главным приводом
- Рукоятка ручного перемещения резцовых салазок
- Кнопка включения быстрых ходов каретки и суппорта
- Рукоятка фиксации пиноли задней бабки
- Рукоятка крепления задней бабки к станине
- Рукоятка перемещения пиноли задней бабки
- Винт поперечного перемещения задней бабки
- Рукоятка управления ходами каретки и суппорта
- Рукоятка включения гайки ходового винта
- Табличка с символами включения гайки ходового винта
- Болт закрепления каретки к станине
- Рукоятка включения и выключения реечной шестерни
- Маховик ручного перемещения каретки
- Рукоятки установки величины подачи или резьбы
- Рукоятка выбора подач и типа резьбы
- Рукоятки установки величины подачи или резьбы
- Таблица резьб и подач
- Таблица дополнительных и точных резьб
- Вводный выключатель
Схема кинематическая токарно-винторезного станка 16Д25

Кинематическая схема токарно-винторезного станка 16д25
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Вращение шпинделя осуществляется от реверсивного электродвигателя Ml через АКП и переборную коробку соединенными поликлиновыми ременными передачами. Установленная на станке АКП имеет шесть электромагнитных муфт, включение которых в определенной последовательности позволяет получить девять ступеней скорости и тормозить шпиндель станка. Переборная коробка дает с помощью включений зубчатых колес 16, 19, 20 и 22 -первую ступень, зубчатых колес 18, 25, 26 и 21 -вторую ступень, зубчатых колес 17, 24, 26 и 21 -третью ступень частоты вращения. Таким образом, шпиндель имеет 27 скоростей вращения.
Кинематическая цепь подачи начинается от шпинделя станка. Величина подачи или шаг резьбы определяется на один оборот шпинделя. От шпинделя через передачу 21, 26, 23, 29 и основной набор сменных шестерен К, L, М, N вращение передается на входной вал коробки подач.
Далее движение подачи проходит через коробку подач и приводит во вращение ходовой винт при нарезании резьбы или ходовой вал при всех остальных видах обработки.
Через передачу 23, 28 и 27, 29 получаем все левые резьбы. Через передачу 26, 32 получаем удвоение подач и правых резьб. Через передачи 17, 24 и 23, 29 при выведенной из зацепления шестерни 26 получаем подачи, увеличенные в 16 раз. Дополнительно при зацеплении 23, 30, получаем II ниток на I»; при 23, 31, получаем 19 ниток на I».
Вращательное движение ходового винта или ходового вала преобразуется механизмом фартука в продольные и поперечные подачи. Пользуясь табл.4, 5, производят установку величин подач и настройку станка для нарезки различных резьб.
Механика главного движения и подач
Механизм главного движения — разделенный и состоит из следующих узлов:
- Моторная установка;
- Автоматическая коробка передач;
- Переборная группа шпиндельной бабки;
- Шпиндельная бабка.
Автоматическая коробка передач переключается с помощью галетного переключателя II (см.рис.10) и позволяет иметь 9 скоростей, которые включаются без остановки шпинделя в одном диапазоне. Переборная группа позволяет получить три диапазона чисел оборотов шпинделя с помощью рукоятки 4 (Е).
Положение рукояток при выборе частоты вращения должно соответствовать значению, указанному в табл.1, 2. В положении 0 шпиндель не вращается.
Наибольшие крутящие моменты, КПД и наиболее слабое звено в различных диапазонах вращения шпинделя приведены в табл.4.
Механизм подач
Механизм подач состоит из унифицированной коробки подач 16Б20П.070, которая обеспечивает подачи при точении, нарезание резьб метрических, модульных, дюймовых, питчевых нормального ряда и дюймовых резьб II и 19 ниток на дюйм.
Подачи и все правые резьбы нормального ряда можно получить с обычным шагом, удвоенным и увеличенным в 16 раз.
Все левые резьбы нормального ряда получают с обычным шагом и с шагом, увеличенным только в 16 раз.
Дюймовые резьбы II и 19 ниток на I» получают с шагом, увеличенным в 2 раза, и с шагом, уменьшенным в 2 раза.
Требуемое положение рукояток переборной коробки для настройки станка на любой тип резьбы и подачи, приведено в табл.3 при соответствующих положениях рукояток 31, 32, 33 (рис.10).
Краткое описание сборочных единиц
Основание станка
Основание станка состоит из станины, установленной на двух и на трех (для станков с РМЦ = 2000 мм) тумбах.
Станина
Станина станка коробчатой формы с П-образными ребрами, имеет две призматические и две плоские направляющие. На станине устанавливаются шпиндельная бабка, коробка подач, кронштейн 5 ходового винта 2 и ходового велика 4, а также рейка 3.
В нише правого торца станины размещен на подмоторной плите 6 электродвигатель быстрых перемещений суппорта. Плита может перемещаться по скалкам 7.
У станков 16Д20Г и 16Д25Г станина выполнена с выемкой, позволяющей обработать детали соответственно диаметром 630 и 700 мм. В этом случае станина имеет вкладыш I. При необходимости обработки деталей большего диаметра вкладыш снижается. Для этого нужно вывернуть пробки I (рис.13), удалить винты 2 и штифты 4. Во избежание нанесения забоин вкладыш 3 необходимо положить на подкладку из мягкого материала и для предотвращения коррозии покрыть тонким слоем масла. Перед установкой вкладыша на станину следует тщательно протереть посадочные поверхности станины и вкладыша, осмотреть и убедиться в отсутствии на них забоин.
Для обработки деталей над выемкой в станине необходимо пользоваться специальным удлиненным резцом или резцовой оправкой, устанавливаемыми в резцедержателе, как показано на рис.14. Оправка 3 устанавливается в резцедержателе 4, резец I крепится винтами 2.
ВНИМАНИЕ! При обработке деталей над выемкой : частота вращения шпинделя не должна превышать 400 мин-1.
Тумбы
Тумбы станка — литые, пустотелые. В тумбе левой установлен электродвигатель главного движения, а с правого торца прикреплен масляный бак для централизованной смазки.
В тумбе правой установлен насос и бак для смазочно-охлаждающей жидкости.
Между тумбами на роликах установлено выдвижное корыто для сбора стружки и охлаждающей жидкости.
Моторная установка
Моторная установка состоит из электродвигателя главного движения, моторной плиты 9 и направляющей штанги 3.
Моторная плита крепится на левой торце правой тумбы двумя прихватами 7 и винтами 4, 8. Вращение от электродвигателя главного движения передается поликлиновым ремнем на автоматическую коробку передач — АКП309-16, которая крепится на задней стенке тумбы.
Переборная коробка
Переборная коробка крепится к заднему торцу шпиндельной бабки и представляет собой редуктор, в котором в качестве выходного вала служит шпиндель станка. Шестеренный механизм переборной коробки позволяет получить три диапазона частот вращения шпинделя; увеличивать в 2 и в 16 раз передаточные отношения между цепью подач и шпинделем; нарезать правые и левые резьбы; дополнительно нарезать дюймовые резьбы II и 19 ниток на I», производить деление при нарезании многозаходных резьб на 2, 3, 4, 5, 6, 12, 15, 20, 30, 60 заходов.
Переключение шестерен осуществляется с помощью рукояток через кулачки и рычаги.
Подвижные шестерни перемещаются по шлицевым валам с базированием по внутреннему диаметру.
Смазка переборной коробки централизованная, описана в разделе 8
Шпиндельная бабка
Шпиндельная бабка крепится на горизонтальной плоскости направляющих станины в ее левой части шестью болтами. Шпиндельная бабка представляет собой жесткую чугунную отливку с одной расточкой, в которой смонтирован шпиндель станка в цилиндрических конусно-роликовых подшипниках:
- 4-697920Л1 передняя опора для станков нормальной точности
- 2-697920Л1 передняя опора для станков повышенной точности по ГОСТ 21512-76
- 4-17920Л задняя опора для станков нормальной точности
- 2-17920Л задняя опора для станков повышенной точности по ГОСТ 21512-76
ВНИМАНИЕ! Шпиндельные подшипники отрегулированы на заводе-изготовителе станка и не требуют дополнительного регулирования.
Схема электрическая принципиальная токарно-винторезного станка 16Д25

Электрическая схема токарно-винторезного станка 16д25
Описание электросхемы станка 16Д25. Общие сведения
На станке установлены трехфазные короткозамкнутые асинхронные электродвигатели и применены следующие величины напряжений
380 В, 50 Гц;
цепь управления переменного тока
110 В, 50 Гц
24 В; 50 Гц
Рабочее место освещается смонтированным на каретке светильником с гибкой стойкой с лампой на 40 Вт.
В рукоятку фартука, встроен выключатель для управления электродвигателем быстрых перемещений. На шпиндельной бабке и каретке расположены пульты управления электродвигателем главного привода.
Шкаф управления установлен на кронштейнах над автоматической коробкой скоростей. Ввод питающих проводов осуществляется через отверстие шкафа управления проводом сечением 4 мм2 (черный цвет — для линейных проводов и зелено-желтый -для проводов заземления).
На лицевой стороне шкафа управления имеются следующие органы управления станка:
- НЗ — сигнальная лампа с линзой молочного цвета, сигнализирующая о включенном состоянии вводного выключателя;
- Н4 — сигнальная лампа с линзой молочного цвета, сигнализирующая о наличии смазки АКП;
- S2 выключатель освещения;
- S8 кнопка выключения насоса охлаждения;
- S9 кнопка включения насоса охлаждения;
- P — измеритель нагрузки
Ремонт станка 16Д25.
Типовые ремонтные работы, выполняемые при плановых ремонтах
За период межремонтного цикла станок должен быть подвергнут шести осмотрам, четырем малым ремонтам и одному среднему в сроки, указанные в рекомендуемом графике плановых ремонтных работ (рис. 42).
Следует учитывать, что наибольшую эффективность использования станка может обеспечить рациональное чередование и периодичность осмотров и плановых ремонтов, выполняемых с учетом конкретных для каждого отдельного станка условий эксплуатации.
Категории ремонтосложности станка:
- механическая часть — 12;
- электрическая часть — 8,5.
16Д25 Станок токарно-винторезный универсальный облегченный. Видеоролик.
Источник