- 1А62 Станок токарно-винторезный универсальный Схемы, описание, характеристики
- Сведения о производителе токарно-винторезного станка 1А62
- Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
- 1А62 Станок токарно-винторезный универсальный. Назначение, область применения
- Принцип работы и особенности конструкции станка
- Основные характеристики токарно-винторезного станка 1а62
- Основные отличия токарно-винторезного станка модели 1А62 от станка ДИП-200 (1Д62М)
- История серии токарно-винторезных станков от ДИП-200 → 1а62 → 1к62 → 16к20 → МК6056
- Габаритные размеры рабочего пространства токарно-винторезного станка 1А62
- Шпиндель токарно-винторезного станка 1А62
- Общий вид токарно-винторезного станка 1А62
- Расположение органов управления токарно-винторезным станком 1А62
- Спецификация органов управления токарно-винторезным станком 1А62
- Коробка скоростей
- Реверс
- Коробка подач
- Фартук
- Суппорт
- Задняя бабка
- Управление электроаппаратурой.
- Схема кинематическая токарно-винторезного станка 1А62
- Цепь главного движения
- Цепь подач
- Конструкция основных узлов токарно-винторезного станка 1А62
- Шпиндельная бабка (коробка скоростей)
- Регулировка станка
- Подшипники шпинделя токарно-винторезного станка 1А62
- Регулировка подшипников шпинделя
- Технические характеристики подшипника № 3182120
- Размеры и характеристики подшипника 3182120
- Регулировка Фрикционной муфты
- Гитара
- Коробка подач (обратимая)
- Фартук
- Регулировка
- Схема электрическая принципиальная токарного станка 1А62
- Электрическая аппаратура токарного станка 1А62
- Работа электросхемы токарного станка 1А62
- 1А62 Станок токарно-винторезный универсальный. Видеоролик.
- Технические характеристики станка 1А62
- Список литературы:
1А62 Станок токарно-винторезный универсальный
Схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 1А62
Производитель токарно-винторезного станка модели 1А62 — Московский станкостроительный завод «Красный пролетарий» им. А.И. Ефремова, основанный в 1857 году.
Первые универсальные токарно-винторезные станки с коробкой скоростей впервые в СССР начали выпускаться на Московском станкостроительном заводе «Красный пролетарий» им. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП — Догнать И Перегнать), где 200, 300, 400, 500 — высота центров над станиной.
По мере совершенствования конструкции станков завод выпускал все более современные модели — 1А62, 1К62, 16К20, МК6056.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
1А62 Станок токарно-винторезный универсальный. Назначение, область применения
Универсальный токарный станок 1А62 предназначен для выполнения самых разнообразных токарных, резьбонарезных и сверлильных работ. Станок позволяет нарезать метрические, дюймовые, модульные и питчевые резьбы.
Принцип работы и особенности конструкции станка
Токарный станок модели 1А62 является результатом значительного усовершенствования общеизвестного станка 1Д62М (ДИП200).
Станок 1А62 значительно быстроходнее и мощнее станка 1Д62М, он имеет большое количество скоростей, более удобное управление. Коробка подач упрощена. Для сокращения вспомогательного времени на обслуживание станка уменьшено количество рукояток управления коробкой скоростей установлены лимб продольной подачи и быстродействующий поворотный резцедержатель. Установка на необходимую скорость числа оборотов шпинделя производится по соответствующим цифрам на диске, имеющемся на передней стенке шпиндельной бабки. Конструкция механизма подач допускает включение ходового винта не через коробку подач, а через сменные зубчатые колеса, что обеспечивает повышение точности шага нарезаемых резьб.
Основные характеристики токарно-винторезного станка 1а62
Изготовитель — Московский станкостроительный завод Красный пролетарий. Серийное производство с 1949 года до 1956 годы.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 400 мм;
- Наибольший диаметр заготовки типа Диск, обрабатываемой над выемкой — Ø 600 мм;
- Наибольший диаметр точения заготовки типа Вал над верхней частью суппорта — Ø 210 мм;
- Расстояние между центрами — 750, 1000, 1500 мм;
- Наибольшая длина обтачивания — 650, 900, 1400 мм;
- Мощность электродвигателя — 7,5 кВт;
Шпиндель станка 1а62 получает 24 скорости (3 из которых перекрываются) вращения в прямом направлении (11,5..1200 об/мин) и 12 скоростей в обратном направлении (18..1520) через переборные шестерни от коробки скоростей. Для управления перебором служат рукоятки на передней бабке.
Двусторонняя фрикционная дисковая муфта, состоящая из двух независимых половин, в коробке скоростей управляет пуском, остановом и реверсированием шпинделя при включенном двигателе. Муфта переключатся рукояткой на передней бабке или рукояткой на фартуке станка.
Передний конец шпинделя станка 1а62 имеет резьбу М90х6 для крепления промежуточного фланца с патроном.
- Конец шпинделя резьбовой — М90 х 6 мм
- Передний подшипник — скольжения биметаллический с принудительной смазкой;
- Внутренний (инструментальный) конус шпинделя — Морзе 5;
- Диаметр сквозного отверстия в шпинделе — Ø 38 мм. Наибольший диаметр прутка — Ø 36 мм;
- Частота прямого вращения шпинделя — 11,5..1200 об/мин (21 ступень);
- Частота обратного вращения шпинделя — 18..1520 об/мин, (12 ступеней);
- Торможение шпинделя ленточное при выключении фрикционной муфты.
Коробка подач обеспечивает, нарезание метрической, дюймовой, модульной и питчевой резьбы без применения сменных шестерен. Для нарезания точной резьбы ходовой винт может быть включен напрямую, минуя коробку подач.
Механизм коробки подач дает возможность получить через ходовой винт Ø 40 мм с шагом 12 мм следующие резьбы:
- Резьба метрическая с шагом от 1 до 12 мм (19 ступеней);
- Резьба дюймовая от 2 до 24 ниток на 1 дюйм (20 ступеней);
- Резьба модульная от 0,50 до 3 модулей (10 ступеней);
- Резьба питчевая от 7 до 96 питчей (24 ступени).
При помощи механизма увеличения шага можно увеличить шаги всех резьб в 4 и 16 раз.
Механизм коробки подач обеспечивает через ходовой вал Ø 30 мм следующие подачи:
- Продольные подачи 0,82..1.590 мм/оборот (35 ступеней) с максимальным усилием 360 кг;
- Поперечные подачи 0,027..0.522 мм/оборот (35 ступеней) с максимальным усилием 410 кг.
Основные отличия токарно-винторезного станка модели 1А62 от станка ДИП-200 (1Д62М)
В 1932 году на Московском станкостроительном заводе «Красный пролетарий» был собран первый советский универсальный токарно-винторезный станок с коробкой скоростей ДИП-200 (Догоним И Перегоним), по классификации ЭНИМС 1Д62.
В 1949 году завод без остановки производства переходит на поточное производство новой модели токарного станка: 1А62.
Станок модели 1А62 выпускался заводом «Красный Пролетарий» с 1949 года по 1956 год, уступив место более совершенной модели токарно-винторезного станка 1К62.
Токарный станок 1А62 по внешнему виду, за исключением панели управления, мало чем отличается от последней модификации станка ДИП-200 (1Д62М). Вместе с тем кинематика станка претерпела в отдельных звеньях существенные изменения:
- Мощность электродвигателя главного привода увеличена с 4,7 до 7,0 кВт;
- Верхний предел чисел оборотов шпинделя увеличился с 600 до 1200 об/мин;
- Количество скоростей шпинделя вместо 18 стало 21 в прямом направлении вращения и 12 скоростей – в обратном. Всего коробка скоростей могла бы обеспечить 30 скоростей, однако вследствие совпадения некоторых чисел оборотов шпинделя, станок 1А62 может обеспечить только 21 различную скорость;
- В станке модели 1А62 дополнительно установлена передача с косозубыми шестернями 50/50, которая включается кулачковой муфтой. Именно через эту передачу шпиндель получает высокие числа оборотов;
- Кулачковая муфта при включении влево соединяется с косозубой шестерней, получающей вращение непосредственно от промежуточного валика коробки скоростей при переключении вправо входит в зацепление с косозубой шестерней, получающей вращение через перебор;
- Управление коробкой скоростей улучшено и для переключения двойного и тройного блоков применена одна рукоятка вместо двух;
- Передний подшипник скольжения шпинделя заменен специальным регулируемом двухрядным цилиндрическим роликовым подшипником. Уплотнения опор шпинделя лабиринтные;
- Задняя опора сохранилась без изменений и состоит из конусно-роликового подшипника класса А и упорного шарикового подшипника;
- На переднем конце шпинделя имеется канавка для предохранителей, предотвращающих самопроизвольное отвинчивание патрона при остановке станка;
- Передача плоским ремнем заменена клиноременной, состоящей из пяти ремней профиля Б. Приемный шкив установлен на отдельных шарикоподшипниках и соединяется с валиком коробки скоростей шлицевым соединением, что разгружает этот валик от изгибающих моментов со стороны ременной передачи;
- Число оборотов шпинделя устанавливается тремя рукоятками;
- Усилена фрикционная муфта;
- Вместо смазки разбрызгиванием введена циркуляционная система смазки с фильтрацией масла;
- Движение на подачу может заимствоваться либо непосредственно от шпинделя через шестерню 50, либо от промежуточного валика III через звено увеличения шага. В последнем случае при положении рукоятки перебора от 11,5 до 37,5 об/мин шпинделя можно получить резьбы и соответственно подачи с увеличенным шагом в 16 раз и при числах оборотов-шпинделя от 46 до 150 об/мин. — в 4 раза;
- Количество подач, за счет упрощения коробки подач, уменьшено до 35. Установлены дополнительные шестерни, улучшен материал некоторых зубчатых колес и увеличена их ширина;
- На фартуке станка установлен лимб продольной подачи;
- Кинематика фартука станка модели 1А62, за исключением наличия пары шестерен, передающих вращение лимбу продольной подачи, ничем не отличается от кинематики фартука станка ДИП-200. От ходового валика через реверсивный механизм и падающий червяк движение передается на продольную или поперечную подачу;
- Направление подачи суппорта при нарезании резьб изменяется с помощью механизма реверса;
- Конструкция коробки подач допускает прямое включение ходового винта для нарезания точных резьб;
- Чтобы предохранить от загрязнения механизм коробки подач и улучшить его смазку, паз для управления ступенчатым конусом закрыт;
- Задняя бабка значительно усилена;
- Конструкция резцедержателя допускает поворот его одной рукой на любой угол;
- Конструкция неподвижного упора сделана более надежной;
- На задней тумбе станка установлен электронасос для подачи охлаждающей жидкости из резервуара, расположенного внутри этой тумбы.
История серии токарно-винторезных станков от ДИП-200 → 1а62 → 1к62 → 16к20 → МК6056
В 1930 году на Московском станкостроительном заводе «Красный пролетарий» было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 — высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей — ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году осваивается выпуск станков ДИП-300, ДИП-400, ДИП-500. Впоследствии производство этих станков было передано на Рязанский станкостроительный завод. Производство станка ДИП-500 было, также, передано на Коломенский завод тяжелых станков КЗТС.
В 1937 году в ЭНИМС был разработан типаж (номенклатура типов и размеров) станков и принята единая система условных обозначений станков. По новой системе обозначений первый ДИП-200 стал называться 1Д62. Но абревиатура ДИП-200 сохранилась и по сей день — для обозначения токарного станка с высотой центров над станиной равной или близкой 200 мм.
В 1940 году завод выпустил станок 162К (26А) — один из вариантов ДИП-200.
В 1945 году завод переходит на выпуск модернизированного станка ДИП-200 (ДИП-20М, 1д62м).
В 1948 году завод переходит на выпуск станка 1А62.
В 1949-1953 году без остановки производства осуществлен переход на поточное производство токарного станка 1А62. Также в разные годы выпускались: 1620, 1Б62, 1м620, 1622.
В 1949 году производство 1А62 было передано на вновь созданный Астраханский станкостроительный завод.
В 1954 году был изготовлен опытный образец станка 1К62, серийное производство которого было запущено в 1956 году.
В 1956 году завод перешёл на крупносерийный выпуск нового станка 1К62. За последующие 18 лет, в течение которых они изготавливались, было выпущено 202 тысячи таких станков.
Выпускались модификации, изготовленные на базе токарно-винторезного станка 1к62: 1к625, 1к620, 1к62Б повышенной точности и др.
В 1965 году завод выпустил токарно-винторезный станок повышенной точности 16Б20П, который стал переходной моделью между 1к62 и 16к20. Коробка подач 16Б20П.070.000 и фартук 16Б20П.061.000 этого станка стали стандартом для всех последующих моделей этой серии.
В 1971 году была изготовлена опытная партия станков 16К20, в 1972 году на Лейпцигской ярмарке станок 16К20 был удостоен золотой медали.
В 1972—1973 проводилась реконструкция завода в связи с выпуском новой модели станка 16К20. Осваивается серийное производство этих станков. К концу года с конвейера сходит до 1000 таких станков в месяц. На экспорт отправляется около 10 процентов.
На основе базовой модели токарно-винторезного станка 16К20 было изготовлено множество модификаций, в том числе: 16К25, 16К20М, 16К20П, 16К20В, 16К20Г, 16К20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и др.
В 1988 году производство станка модели 16к20 прекращено. На смену ему пришли токарно-винторезные станки серии МК: МК6046, МК6047, МК6748, МК6056, МК6057, МК6758.
Габаритные размеры рабочего пространства токарно-винторезного станка 1А62
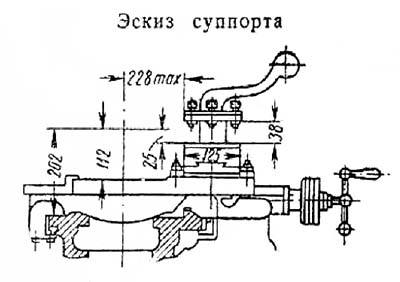
Габаритные размеры рабочего пространства станка 1а62
Шпиндель токарно-винторезного станка 1А62
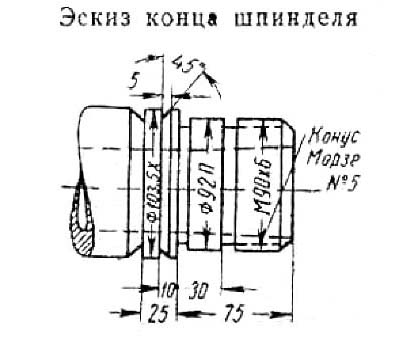
Шпиндель токарно-винторезного станка 1а62
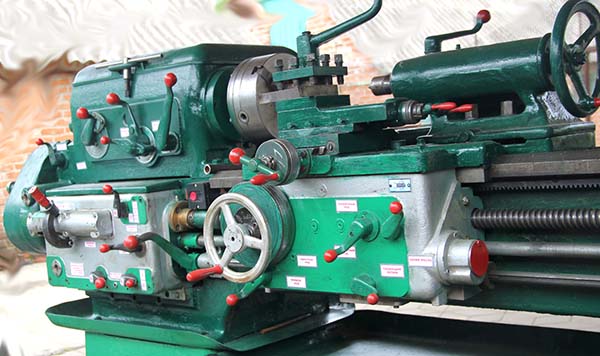
Общий вид токарно-винторезного станка 1А62

Фото токарного станка 1а62
Фото токарного станка 1а62

Фото токарного станка 1а62
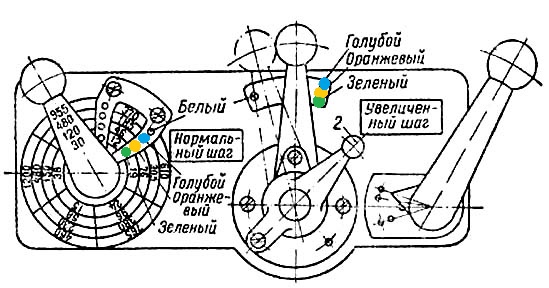
Расположение органов управления токарно-винторезным станком 1А62
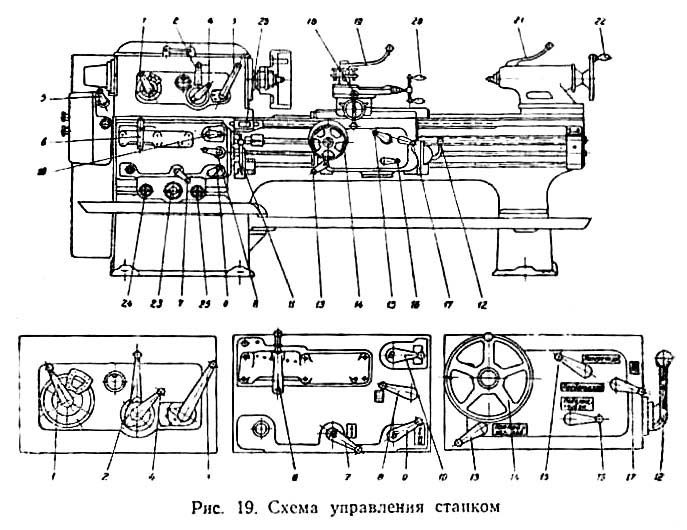
Расположение органов управления токарным станком 1а62

Таблица чисел оборотов и шагов нарезания реьб токарно-винторезного станка 1А62

Таблица чисел оборотов и шагов нарезания реьб токарно-винторезного станка 1А62
Спецификация органов управления токарно-винторезным станком 1А62
Коробка скоростей
Спецификация органов управления токарным станком 1а62
Рукоятки 1, 2 и 3 предназначены для установления числа оборотов шпинделя, рукоятка 4 — для увеличения шага резьбы.
Рукоятку 1 с прикрепленным к ней диском 47 (см. рис. 3 и 5). на котором нанесены числа оборотов шпинделя, поворачивают и ту или другую сторону до тех пор, пока в рамку указателя 43 (см. рис. 3 и 5) не войдет цифра требуемого числа оборотов шпинделя. После этого рукоятки 2 и 3 устанавливают против пятнышка, соответствующего цвету пятнышка на рамке указателя. Переставить рукоятки 1, 2, 3 и 4 можно только при выключенном фрикционе.
Реверс
Рукоятка 5 служит для настройки на нарезание левой или правой резьбы и устанавливается согласно указаниям помеченной над ней таблицы. При точении с подачей более 1 мм рукоятку 5 установить в положение для нарезания левых нормальных резьб.
Коробка подач
Рукоятки б, 7, 9 в 10 для настройки заданной подачи или шага резьбы устанавливаются в соответствии с таблицей, находящейся на коробке подач.
Рукоятка 8 предназначена для включения ходового винта или ходового валика. Переставляя рукоятки коробки подач можно только на тихом ходу.
Рукоятки 11 и 12 имеют своим назначением включение и реверсирование станка. При верхнем их положении получается прямой ход, при нижнем положении — обратный ход, в среднем положении выключается фрикцион.
Фартук
Рукоятка 13 служит для реверсирования хода суппорта при обтачивании.
Маховичок 14 — для передвижения каретки вручную.
Рукоятка 15 — для включения продольной или поперечной подачи.
Рукоятка 16 —для включения и выключения механической подачи.
Рукоятка 17 — для включения и выключения гайки ходового винта.
Рукоятки 15 и 17 сблокированы. Одновременное их включение невозможно.
Суппорт
Рукоятка 18 осуществляет поперечную подачу суппорта вручную.
Рукоятка 19 — закрепление резцовой головки суппорта причем необходимо следить, чтобы штифт совпадал с отверстием в нижней плоскости резцедержателя.
Рукоятка 20 позволяет перемешать верхнюю часть суппорта.
Задняя бабка
Рукояткой 21 производится закрепление пиноли задней бабки,
Маховичок 22 — передвижение пиноли задней бабки.
Управление электроаппаратурой.
Выключатель линии 23 служит для подключения и отключения станка от электросети. Выключатель освещения 24 — для включения и выключения местного освещения.
Выключатель насоса 25 — для включения и выключения электронасоса.
Кнопочная станция 26 — для пуска и останова электродвигателя главного привода.
Схема кинематическая токарно-винторезного станка 1А62
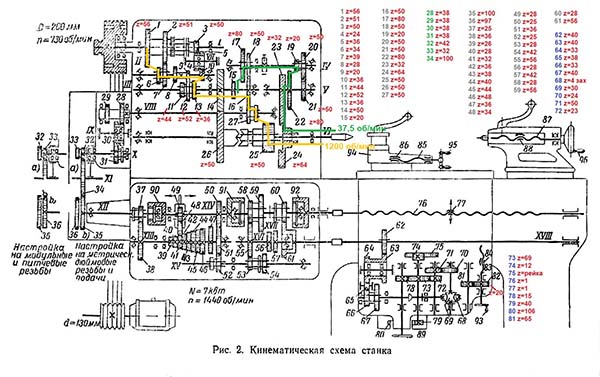
Кинематическая схема токарного станка 1А62
Цепь главного движения
Вращение изделия, закрепленного в патроне передней бабки или в центрах, осуществляется or индивидуального электродвигателя (рис. 2).
Движение от электродвигателя передается через клиноременную передачу на приводной шкив и затем через зубчатые колеса механизма коробки скоростей на шпиндель.
Число оборотов шпинделя изменяется путем передвижения по шлицевым валикам блоков зубчатых колес 6—7, 11—13, 17—18, 19—20 при помощи рукояток А и Б (рис. 2 и 3) и переключения зубчатых колес 24 или 26 посредством муфты 25 и рукоятки В.
21 различная скорость и 3 перекрывающиеся скорости от 11,5 до 1200 оборотов в минуту при прямом ходе шпинделя осуществляются по следующим кинематическим цепям: от вала 1, имеющего 730 об/мин, вращение передается на вал 11 зубчатыми колесами 1—6 или 2—7. Далее вращение передается валу III переключающимся зубчатым блоком 11—13, соответственно сцепляющимся с зубчатыми колесами 8, 9 и 10. При включенном зубчатом колесе 26 от вала III зубчатыми колесами 14 и 26 вращение сообщается Шпинделю 17. При включенном колесе 24 зубчатыми колесами 15-17 или 16—18 движение передается валу IV, зубчатыми колесами 19-22 или 20—21 — валу V и постоянно сцепленными зубчатыми колесами 23—24 — шпинделю VI.
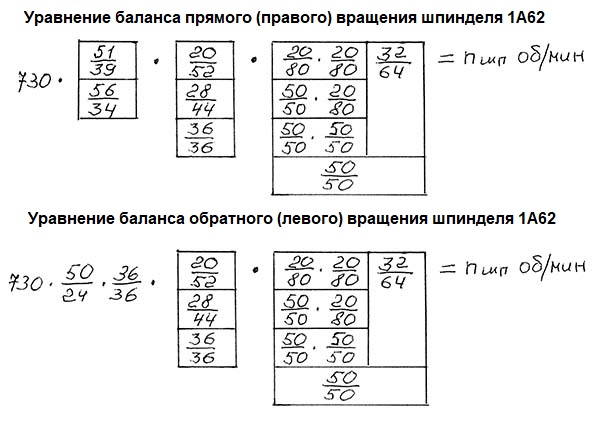
Уравнение баланса прямого и обратного вращения шпинделя станка 1а62
Где:
- 730 — частота вращения входного вала коробки скоростей;
- z — число зубъев зубчатых колес;
- nшп — частота вращения шинделя.
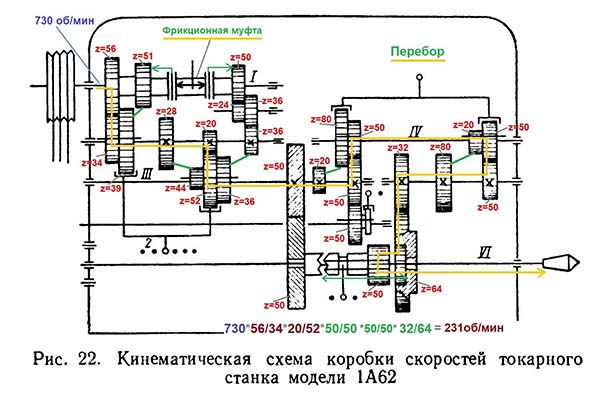
Кинематическая схема шпиндельной бабки станка 1А62
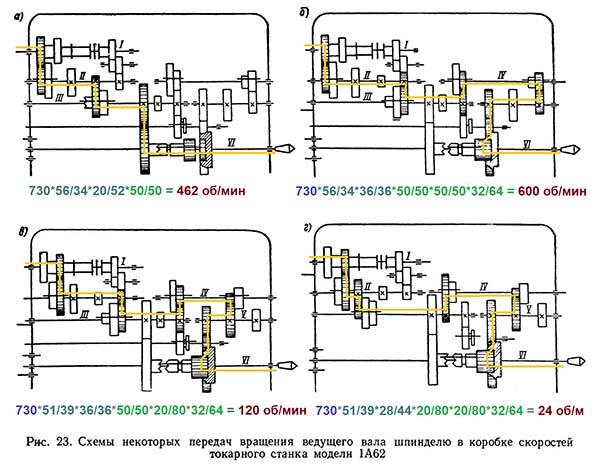
Примеры передач токарного станка 1А62
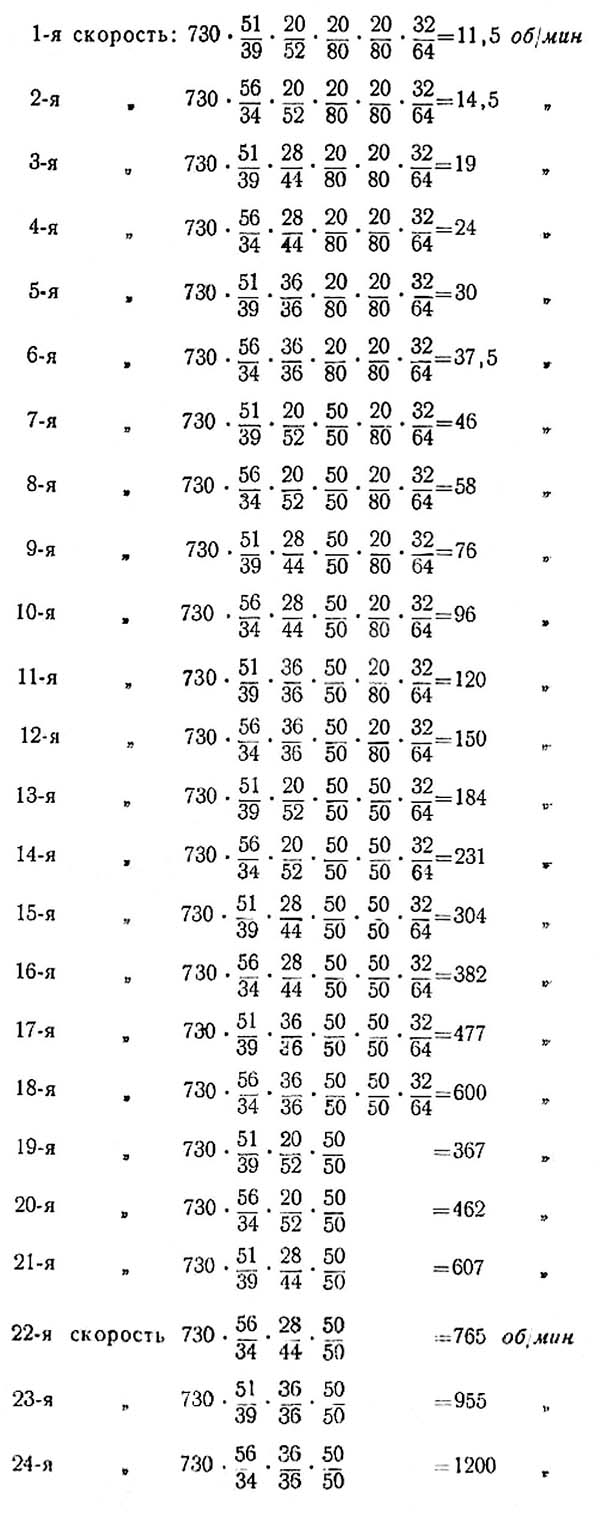
Уравнения кинематического баланса главного движения станка 1А62
Цепь подач
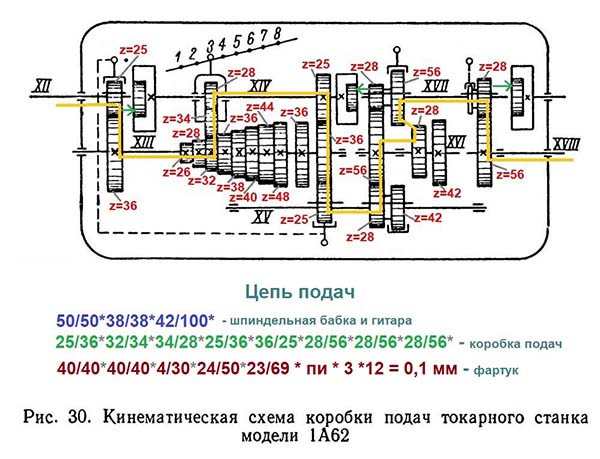
Кинематическая схема коробки подач токарного станка 1А62

Уравнения кинематического баланса цепи подач станка 1А62
Продольное и поперечное перемещение суппорта производится либо при помощи ходового вала XVIII через механизмы коробки подач и фартука, либо при помощи ходового винта 76 и маточной гайки 77 через механизм коробки подач, либо вручную через зубчатые колеса механизма фартука 78, 73, 74 и рейку 75 маховичком 89.
Для нарезания точных резьб ходовой винт 76 может соединяться напрямую с валом сменных зубчатых колес XII муфтами 90, 91 и 92.
Коробка подач получает движение через зубчатые колеса 25 и 27 (механизма коробки скоростей) и 28—36 (реверса и сменные зубчатые колеса гитары).
Без использования звена увеличении шага посредством механизма коробки подач через ходовой винт 76 с шагом 12 мм получаются следующие резьбы:
- дюймовые от 2 до 24 ниток на 1″;
- метрические с шагом от 1 до 12 мм;
- модульные с модулями от 0,5 до 3;
- питчевые с диаметральным шагом от 96 до 7.
При помощи механизма увеличения шага можно получить резьбы с увеличенным шагом, превышающим нормальный в 16 раз.
Через ходовой вал суппорту сообщаются продольные подачи от 0,082 до 1,59 мм (при сцеплении зубчатых колес 70 и 71 механизма фартука) и поперечные подачи от 0,027 до 0,52 мм (при сцеплении зубчатых колес 70 и 81).
Направление движения суппорта при нарезании левых резьб изменяется перестановкой зубчатого колеса 31.
Поперечное перемещение суппорта вручную осуществляется через винт 83 и гайку 84 рукояткой 93. Перемещение верхних салазок 94 производится только вручную рукояткой 95 посредством винта 85 и гайки 86.
Пиноль задней бабки также перемещается вручную маховичком 96 с помощью винта 87 и гайки 88.
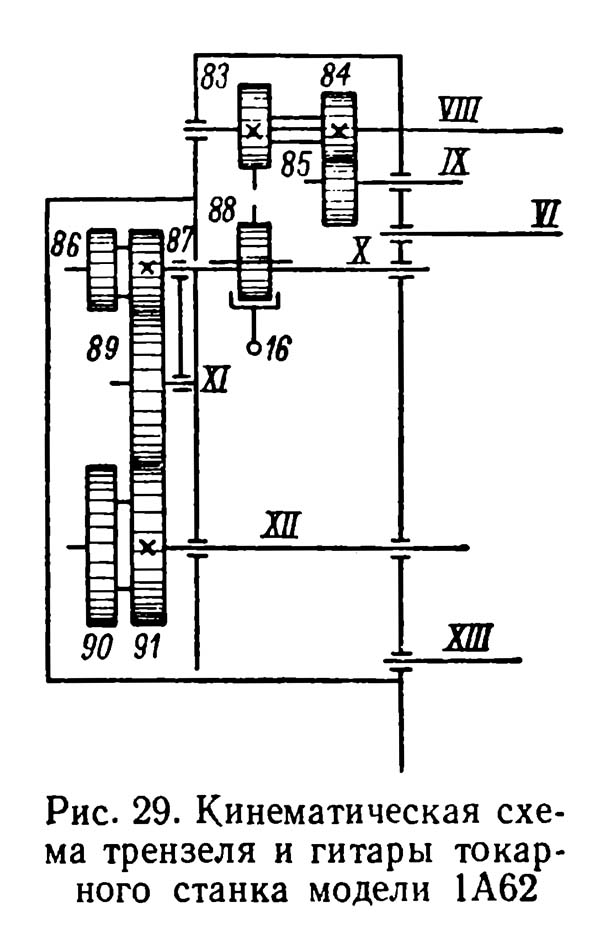
Кинематическая схема трензеля токарного станка 1А62
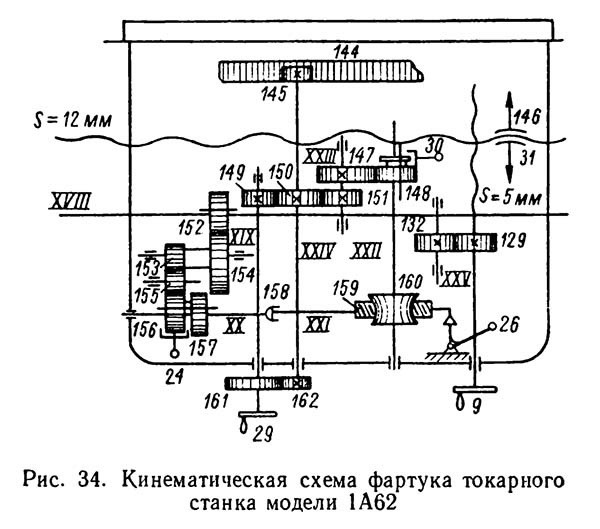
Кинематическая схема фартука токарного станка 1А62
Конструкция основных узлов токарно-винторезного станка 1А62
Шпиндельная бабка (коробка скоростей)
Передняя бабка токарно-винторезного станка 1А62
Передняя бабка токарно-винторезного станка 1А62
Передняя бабка состоит из чугунного корпуса 1 (см. рис. 3), плотно закрывающегося плоской крышкой 2.
Внутри корпуса смонтирован шестеренчатый механизм, передающий вращение шпинделю станка и цепи подач. Корпус устанавливается на левой части станины, прижимается к базовой вертикальной плоскости а станины двумя винтами 3 и контрится двумя винтами 4; к горизонтальной же плоскости в корпус крепится пятью винтами 6 и двумя прижимными планками 5.
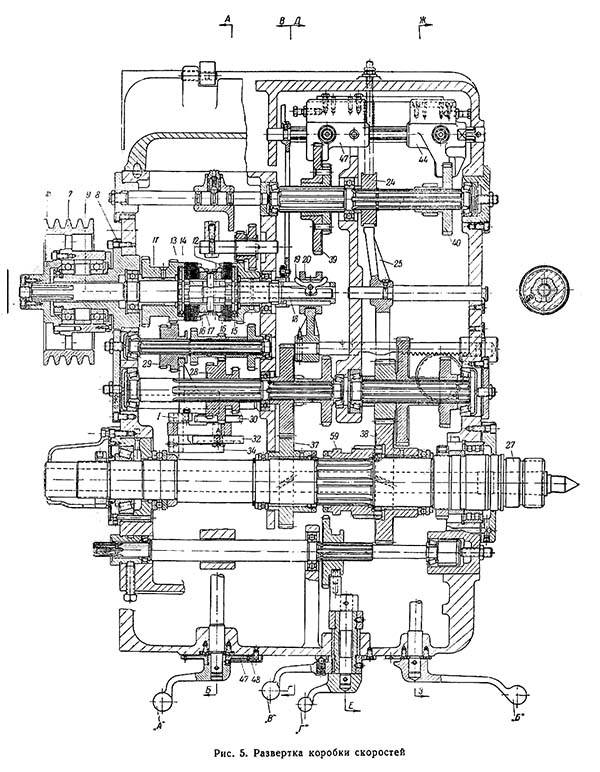
Коробка скоростей приводится в движение от индивидуального электродвигателя. Через клиноременную передачу вращение передается на приводной шкив 7 (рис. 5), смонтированный на шарикоподшипниках на втулке 8, прикрепленной к корпусу передней бабки. Благодаря этому усилия натяжения в ременной передаче воспринимаются через втулку корпусом и не передаются приводному валу 9, с которым шкив связан фланцем 10.
На правом валу 9 смонтирована двусторонняя фрикционная дисковая муфта, с помощью которой осуществляется пуск, останов и изменение направления вращения шпинделя при включенном электродвигателе.
Корпус муфты состоит из двух не связанных между собой половин: левой 11 и правой 12. Заодно с левой половиной корпуса муфты выполнено двухвенцовое зубчатое колесо с числом зубьев z = 56 и z=51, сообщающее прямой ход шпинделю, заодно с правой половиной корпуса муфты выполнено зубчатое колесо 2 = 50 сообщающее шпинделю обратный ход.
Обе половины корпуса муфты посажены на вал свободно и разгружены от осевых усилий кольцами 13 и 14, имеющими шлицевые отверстия и смонтированными на шлицевой части вала 9 таким образом, что кольца 13 повернуты в кольцевых проточках вала по отношению к кольцам 14 на ширину шлица и удерживаются в этом положении штифтом 15,
Обе половины муфты соединяются с валом фрикционными дисками. На шлицевую часть вала надеты тонкие стальные диски двух типов, чередующиеся между собой. Одни из них сидят на валу 9 с зазором и входят выступами по наружному диаметру в прорезь корпуса, другие, наоборот, имеют шлицевое соединение с валом и свободно входят в корпус.
При сжатии тех и других дисков возникающая между ними сила трения приводит во вращение левую 11 или правую 12 части муфты и через зубчатые колеса z=56, z=51 или z=50 — механизм коробки скоростей и весь механизм станка.
Левая и правая части муфты включаются нажатием на их диски нажимных гаек 16, навинченных на кольцо 17. Кольцо 17 соединено шпилькой с тягой 18, свободно передвигающейся внутри пустотелого вала 9. На правом конце тяги имеется паз, в который входит ушко коромысла 19. Муфта переключения 20, перемещаясь в ту или другую сторону, наклоняет коромысло, которое, поворачиваясь на оси, ушком передвигает тягу, а вместе с ней и кольцо 17 с нажимными гайками 16.
При среднем положении кольца 17 фрикционная муфта выключена. Включение и выключение ее производится двумя рукоятками 1 (рис. 6), из которых одна расположена у коробки подач, а другая — с правой стороны фартука. Для включения муфты пользуются одной из этих рукояток в зависимости от места нахождения работающего у станка. От валика переключения 2 через рычажный механизм 3 и зубчатое колесо 21 (рис. 7) движение сообщается рейке 22 (см. рис. 6 и 7). На левом конце рейки укреплена вилка 23, которая перемещает муфту переключения 20.
Сила нажатия на диски регулируется изменением расстояния между торцом нажимной гайки 16 и дисками (см. рис. 5). Чем меньше расстояние, тем сильнее нажатие и тем большую мощность передает муфта.
В случае буксования муфты на рабочем ходу (провертывание одного диска относительно другого во включенном положении) ее следует немедленно отрегулировать, так как от трения диски сильно нагреваются и нормальная работа станка нарушается (способ регулирования муфты (см. стр. 53).
Одновременно с выключением фрикционной муфты происходит торможение шпинделя. Механизм тормозного устройства помещен внутри коробки скоростей. Диск 24 (см. рис. 5 и 7), закрепленный на валу перебора, охвачен тормозной лентой 57, один конец котоpoй прикреплен к регулировочному винту 26, другой — к рычагу 25. Рычаг, отклоняясь под действием уступа рейки, натягивает или ослабляет тормозную ленту, производя быстрое торможение вала перебора и шпинделя.
Щпиндель станка 27 (см. рис, 5) — стальной, пустотелый. Передняя конусная шейка его вращается в специальном регулируемом двухрядном роликовом подшипнике, получающем принудительную смазку от особого плунжерного насоса, наружное кольца подшипника имеет возможность поворота. Задняя шейка шпинделя вращается в коническом роликовом подшипнике. Осевая нагрузка на шпиндель воспринимается упорным шарикоподшипником, на дящимся у задней опоры шпинделя. На выступающей задней части шпинделя нарезана резьба для закрепления пневматического цилиндра.
Изменение чисел оборотов шпинделя производится тремя рукоятками А, Б и В с передней стороны корпуса коробки скоростей.
Рукояткой А переключаются трехвенцовое зубчатое колесо 28 и двухвенцовое 29 (см. рис. 5 и 7), причем осуществляется шесть различных комбинаций сцепления этих колес.
При круговом вращении рукоятки А сухарь 58, укрепленный в торце зубчатого колеса 30 (ем. рис. 5 и 7), скользя по вертикальному пазу вилки 31, принуждает ее, а вместе с ней и трехвенцовое зубчатое колесо совершать продольное перемещение в ту или другyю сторону.
Одновременно диск 32, вращаясь, обкатывает своей замкнутой, неодинаково удаленной от центра канавкой ролик 33 двуплечего рычага 34, принуждая последний поворачиваться относительно оси 1 (см. рис. 5 и 7). При этом сухарь 35, укрепленный на большом плече рычага, скользя по пазу вилки 36, перемещает ее, а вместе с ней и двухвенцовое зубчатое колесо 29 вдоль оси. За один полный оборот рукоятки А двухвенцовое колесо 29 переходит из одного крайнего положения в другое и снова возвращается в прежнее, в то время как трехвенцовое устанавливается в три разных положения за пол-оборота рукоятки.
Таким образом, за один оборот рукоятки А при включенном зубчатом колесе 37 шпинделю сообщается шесть различных скоростей — от 370 до 1200 об/мин, минуя зубчатые колеса перебора. При включении зубчатого колеса 38 скорость шпинделя снижается в 2,8 и 32 раза, в зависимости от положения колес перебора 39 и 40, а число скоростей увеличивается до 21.
Зубчатые колеса 37 я 38 переключаются муфтой 59 посредством рукояти В (см. рис. 5 и 8), а колеса перебора 39 и 40 (см. рис. 5 и 7) перемещаются рукояткой Б.
На конце длинного валика укреплен сектор 41 (см. рис. 7), который, поворачиваясь, вначале входит пальцем 42 в прорезь планки 43, прикрепленной к вилке 44, и передвигает зубчатое колесо 40. При дальнейшем повороте сектора 41 палец 42 выходит из-прорези планки 43, второй же палец — 45 входит в прорезь другой планки — 46, прикрепленной к вилке 47, и перемещает колесо 39.
Перемещающиеся зубчатые колеса устанавливаются в требуемое положение фиксированием переключающих вилок шариком, нападающим в проточку под действием, пружины. Надежность фиксирования регулируется стаканчиком 48.
Регулировка станка
Регулировать необходимоо следующие элементы станка:
- подшипники шпинделя
- фрикционную муфту и тормоз передней бабки
- пружину падающего червяка в фартуке
- гайку поперечного суппорта
- планку каретки, клинья суппортов
- натяжение ремня главного привода
Подшипники шпинделя токарно-винторезного станка 1А62
Шпиндель станка 1м63 смонтирован на 3-х подшипниках:
- 23 — передний подшипник № 3182120 двухрядный роликовый радиальный подшипник, 100х150х37, класс точности А (4)
- 22 — подшипник № 8118 шариковый упорный, 90х120х22, класс точности Н (0)
- 21 — подшипник № 8116 шариковый упорный, 80х105х19, класс точности Н (0)
- 20 — подшипник № 8215 шариковый упорный, 75х110х27, класс точности В (5)
- 19 — задний подшипник № 7514 роликовый, радиально-упорный, конический 70х125х33,5, класс точности В (5)
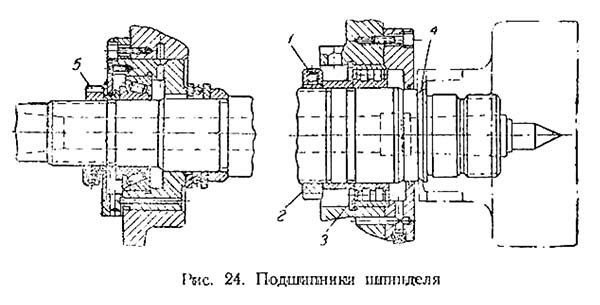
Подшипники шпинделя токарно-винторезного станка 1А62
Регулировка подшипников шпинделя
Передний подшипник шпинделя регулируется гайкой 2 (рис. 2 согласно инструкции (стр. 75). Ослабив стопорный винт 1, поворотом этой гайки осуществляют осевое перемещение конусного внутреннего кольца 3. После регулирования затягивают стопорный винт. Если гайка поворачивается вправо, происходит натяжение подшипника, при повороте же влево он освобождается.
Задний подшипник шпинделя регулируется гайкой 5 таким же образом.
Технические характеристики подшипника № 3182120
Подшипник № 3182120 — это двухрядный роликовый радиальный, ГОСТ 7634—56, с короткими цилиндрическими роликами, с безбортовым наружным кольцом, с коническим посадочным отверстием (1:12), канавкой и отверстиями для внесения смазочного материала. Комплект тел качения с внутренним кольцом способны перемещаться относительно наружного в обе стороны. Двухрядные роликовые подшипники способны обеспечивать высокую грузоподъемность и жесткость при своих незначительных размерах (прежде всего, расстояние между наружным и внутренним кольцами). Этот тип, как и большинство роликоподшипников этой серии производится в настоящее время только высокоточным, вторым или четвертым классом, поскольку основная область применения — прецизионные станки, при работе которых недопустимо высокое биение. Продукция низких степеней точности (6) доступна с хранения.
Основным производителем подшипников подобной конструкции всегда считался московский ГПЗ-1, сейчас же его производство перевели в город Волжский, на филиал Завода Авиационных Подшипников при 15 ГПЗ (все заводы объединены под эгидой Европейской Подшипниковой Корпорации), так что подшипники с маркировкой ГПЗ-1 реализуются с хранения (или же бывает еще контрафакт). В настоящее время изготавливается две разные модификации — 2-3182120К, 4-3182120К, которые отличаются по классу точности. Помимо указанных заводов, данный тип выпускал и 10 ГПЗ (Ростов-на-Дону). После развала отечественной промышленности на рынке переизбыток подшипников этого типа, которые были сняты с оборудования, распроданы из складских остатков и т.д. Среди такой продукции может встречаться как очень качественная и недорогая, так и негодная к эксплуатации.
Купить заводские подшипники, длительная работоспособность которой гарантирована производителем, с минимальными торговыми наценками можно у официальных представителей ЕПК (ориентировочная цена — около 6500 рублей, причем класс точности влияет на нее не сильно), неликвидную продукцию и подшипники с хранения можно купить в фирмах, расположенных в крупных промышленных центрах прошлого.
Импортные подшипники этого типоразмера имеют обозначение NN3020K (наличие буквы К в номере обязательно, так как она указывает на коническую посадку). В России наиболее распространена продукция следующих производителей — FAG, SKF, NACHI, IBC. Также, как и отечественные подшипники, импортные также широко реализуются из числа неликвидов, прежде всего, это продукция восточно-европейских производителей — URB (Румыния) и FLT (Польша), выпущенная и завезенная в страну еще во времена существования Союза. Под видом импортных могут продавать и китайские подшипники CX, SZPK, ZWZ и другие.
Размеры и характеристики подшипника 3182120
- Внутренний диаметр (d): – 100 мм;
- Наружный диаметр (D): – 150 мм;
- Ширина (H): – 37 мм;
- Масса: – 2,17 кг;
- Размеры ролика: — 11х11 мм;
- Количество роликов: — 60 шт;
- Грузоподъемность динамическая: — 160 кН;
- Грузоподъемность статическая: — 247 кН;
- Максимальная номинальная частота вращения: — 6000 об/мин.
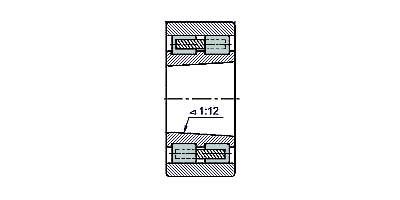
Схема подшипника 3182120 токарного станка 16к20

Фото подшипника 3182120 токарно-винторезного станка 16к20
Регулировка Фрикционной муфты
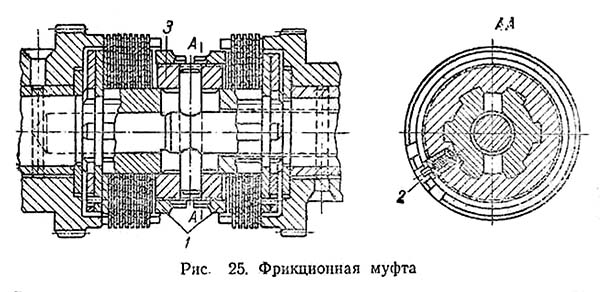
Фрикционная муфта токарно-винторезного станка 1А62
Фрикционная муфта должна быть отрегулирована так, чтобы обеспечивалась передача потребной мощности и исключался чрезмерный нагрев муфты. Регулирование производится нажимными гайками 1 (рис. 25), навинченными на кольцо 3. Поворот нажимных гаек возможен лишь тогда, когда защелка 2 вдавлена в кольцо 3. После установки нажимной гайки в требуемое положение надо проследить, чтобы защелка вошла обратно в одну из прорезей на гайке 1.
Тормоз. Если при выключении фрикциона и переходе с прямого хода на обратный не происходит мгновенного торможения шпинделя, надо отрегулировать тормоз натяжением тормозной ленты 57 (см. рис. 7) гайками 60. После этого необходимо проверить, чтобы лента ослаблялась на диске 24 при включенном положении муфты. Регулирование тормоза следует производить при включенном электродвигателе.
Гитара
Гитара служит для закрепления сменных зубчатых колес, передающих движение от коробки скоростей механизму подач.
Почти все стандартные метрические, дюймовые, модульные и питчевые резьбы, а также подачи при обтачивании можно получить двумя парами сменных зубчатых колес. Обтачивание и нарезание метрических и дюймовых резьб производится зубчатыми колесами z =42 и z= 100, нарезание модульных и питчевых резьб — зубчатыми колесами z = 32 и z = 97.
Сменные зубчатые колеса выполнены двухвенцовыми: колесо а — с венцами z=42 и z=32, колесо в — с венцами z=100 и z=97. Таким образом, при переходе с метрической резьбы на модульную настройка гитары сводится к перевертыванию сменных зубчатых колес а и в (рис. 10) и передвижению в требуемое положение промежуточного колеса б,
В корпусе гитары расположен механизм реверсирования подави при нарезании резьб. Если рукоятка Г коробки скоростей (см.рис. 3 и 5) установлена на нормальный шаг, то при передаче движения через зубчатые колеса 1, 2 и 3 производится обтачивание и нарезаются правые резьбы, а при передаче движения через колеca 1 и 3 нарезаются левые резьбы.
Зубчатое колесо 3 переключается рукояткой Д. С переключением рукоятки Г коробки скоростей на увеличенный шаг, а также при прямом соединении ходового винта направление движения суппорта меняется на обратное.
При точении с подачей более 1 мм рукоятку Д установить в положение для нарезания левых нормальных резьб.
Гитара защищена кожухом с отъемной крышкой для быстрой перестановки сменных зубчатых колес.
Коробка подач (обратимая)
Коробка подач токарно-винторезного станка 1А62
Коробка подач токарного станка 1А62
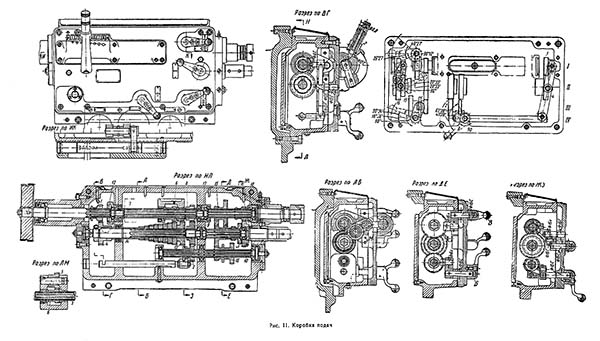
Конструкция коробки подач (рис. 11) позволяет получить переключением зубчатых колес большое количество различных видов резьб и подач. Переключение производится рукоятками, расположенными на крышке коробки подач; при этом колеса 1 и 2 сблокированы и переключаются одной рукояткой А. При переводе рукоятки А на положение «метрическая резьба» колесо 1 перемещается влево, а колесо 2— вправо. Тогда движение с валика 3 передается через зубчатые колеса 1 и 4 ступенчатому конусу, от которого через накидное колесо 5 и колесо 6 — валу 7, затем колесами 8, 9 и 2 — валу 10 и через механизм увеличения колесом 11 — ходовому винту либо ходовому валу.
При переводе рукоятки А на положение «дюймовая резьба» зубчатое колесо 1, перемещаясь вправо, входит в зацепление с зубчатой муфтой 12. Одновременно зубчатое колесо 2 перемещается влево и входит в зацепление с колесом 13. В этом случае движение передается по цепи: вал 3 — вал 7, далее через накидное колесо 5 и ступенчатый конус — валу 14, затем через колеса 13 и 2 — валу 10, от которого тем же порядком, что и в первом случае, — на ходовой винт либо на ходовой вал.
Переключение блоков зубчатых колес 15 и 16 механизма умножения производится соответственно рукоятками Б и В.
Изменения шага в зависимости от положения зубчатых колес механизма умножения приведены в табл. 1.
При переводе рукоятки А па положение «дюймовая резьба» и Рукоятки В на «прямое включение винта» и при включенном ходовом винте зубчатые колеса 1, 15 и 11 соответственно входят в зацепление с муфтами 12, 17 и 18, и движение передается ходовому винту, минуя механизм коробки подач.
Нарезание точных резьб (метрических и модульных) производится в положении «прямое включение винта», минуя механизм коробки подач, посредством подбора сменных зубчатых колес по табл. 8.
Фартук
Фартук предназначен для передачи движения от ходового винта или ходового валика каретке и суппорту.
Блокирующий механизм фартука препятствует одновременному включению ходового винта и ходового валика. Этот механизм устроен следующим образом: на валике 1 (рис. 12) рукоятки включения гайки ходового винта 2 укреплен рычаг 3, выступ которого входит в прорезь рычага 4, сидящего на валике 5 и включающего продольную и поперечную подачи.
При включении гайки ходового винта выступ рычага 3 войдет в прорезь рычага 4 и сделает невозможным включение продольной и поперечной подач. Если же включена продольная или поперечная подача, рычаг 4 передвигается по валику 5 и находящаяся в нем прорезь сдвигается по отношению к выступу рычага 3. При попытке включить гайку ходового винта выступ упрется в рычаг 4 и не даст возможности включить ее до тех пор, пока не будет выключена продольная или поперечная подача.
В левой части фартука помещен реверсивный механизм* для изменения направления движения суппорта при обточке.
Кроме того, фартук снабжен механизмом падающего червяка автоматически выключающего подачу при работе с неподвижным упором, укрепленным на рейке станка. Одновременно этот механизм предохраняет станок от поломок при перегрузке.
Падающий червяк работает следующим образом: от ходового валика через зубчатые колеса и шарнир 6 движение передается валику 7, свободно вращающемуся в чугунных втулках 8 четырехзаходного червяка 9, правый конец которого снабжен винтовыми кулачками. На шлицевую часть валика 7 посажена муфта 10 с такими же кулачками, как у червяка. Под действием пружины 11 муфта 10 зацепляется своими кулачками за кулачки червяка, передавая ему движение от валика 7. Натяжение пружины 11 регулируется гайкой 12. Кронштейн 13, поддерживающий червяк 9, может поворачиваться вокруг оси 14. В поднятом положении этот кронштейн удерживается прикрепленной к нему планкой 15, опирающейся на рычаг 16.
При поднятом положении кронштейна 13 червяк 9 сцеплен с червячной шестерней 18. Если суппорт встречает значительное сопротивление (упор или слишком большое усилие резания), не рассчитанное на отрегулированное нажатие пружины 11, сила нажатия ее на муфту 10 окажется недостаточной для вращения червяка. Валик 7, продолжая вращаться и передавая вращение муфте 10, заставит последнюю отжиматься от кулачков червяка 9. Отжимаясь, муфта 10 будет поворачивать рычаг 16 вправо и выведет его из-под опирающейся на него планки 15. Тогда ничем не поддерживаемый кронштейн 13 вместе с валиком 7 и червяком 9 наклонится вниз под влиянием собственного веса и давления на планку 15 пальца 17 и выведет червяк из зацепления с червячным зубчатым колесом 18.
Зацепление червяка с колесом 18 включается рукояткой 19, расположенной на передней стенке фартука. На оси маховичка смонтирован лимб 20 продольного перемещения суппорта. Делительное кольцо лимба 21 получает свое вращение от реечного зубчатого колеса 22 через колеса 23 и 24.
Регулировка
Пружина падающего червяка фартука регулируется гайкой 12 (см. рис. 12) с помощью специального ключа. В случае невыключения падающего червяка при перегрузке станка или при работе с упором необходимо ослабить нажатие пружины 11, отвернув гайку на несколько оборотов. Если падающий червяк самовыключается при небольшом сечении стружки, пружину следует поджать гайкой 12, наблюдая, чтобы витки ее не касались плотно друг друга, ибо в противном случае отжим кулачковой муфты 10 (см. рис. 12) при перегрузке окажется невозможным, что приведет к аварии станка.
Схема электрическая принципиальная токарного станка 1А62

Электрическая схема токарного станка 1А62
Электрическая аппаратура токарного станка 1А62
Электрическая аппаратура, расположенная в нише станка:
- Магнитный пускатель (К1) типа МПК1, без кожуха, нереверсивный, для управления электродвигателем главного привода, изготовленный заводом НВА. Катушка пускателя — на напряжение 220 или 380 В, в зависимости от напряжения сети заказчика.
- Реле тепловое (РТГ) типа РТ-1, без кожуха, для защиты электродвигателя главного привода от перегрузок. Нагревательные элементы: при напряжении 380 В — на 14 А, при напряжении 220 В — на 24,2 А.
- Реле тепловое (РТО) типа РТ-1, без кожуха, для защиты электронасоса от перегрузок. Нагревательные элементы: при напряжении 380 В — на 0,42 А, при напряжении 220 В — на 0,72 А.
- Тепловое реле и нагревательные элементы изготовляются заводом НВА.
Пакетные выключатели: ВП-1 («линия»)) типа ВП-25, трехполосные, до 25 А, на два положения: «Белая точка» (включено) и «Красная точка» (отключено) для подачи напряжения на станок.
ВП-2 («Насос»)) типа ВП-10, трехполюсный, до 10 А, на два положения: «Белая точка» (включено) и «Красная точка» (отключено) для пуска и останова электронасоса.
ВП-3 («Освещение»)) типа ВП-10, двухполюсный, до 10 А, на два положения: «Белая точка» (включено) и «Красная точка» (отключено) для включения и отключения местного освещения.
В целях удобства эксплуатации станка рукоятки пакетных выключателей выведены на специальный щиток, расположенный на крышке коробки подач. - Трансформатор местного освещения (ТПО) типа ТП-50, мощностью 50 ВА, напряжением 380/36 В или 220/36 В, в зависимости от напряжения сети заказчика.
- Плавкие предохранители (ПП-1, ПП-2) типа Н с резьбой Е-27, до 500 В, с плавкими вставками на 4 А. Электрическая аппаратура, расположенная на станке.
- Кнопочная станция типа КС 1-12 на две кнопки: «Пуск» и «Стоп», без кожуха, встроенная в специальный чугунный корпус, для пуска и останова главного электродвигателя. Станция расположена с передней стороны станка, у передней бабки.
- Арматура местного освещения (МО) укреплена на каретке суппорта и служат для освещения рабочего места. Лампа местного освещения с нормальным цоколем на напряжение 36 В.
Работа электросхемы токарного станка 1А62
Перед началом работы станка необходимо подключить его электрическую часть к цеховой сети посредством пакетного выключали ВП-1.
Пуск главного электродвигателя осуществляется нажатием кнопки «Пуск», которая замыкает цепь питания магнитной катушки пускателя КН (3—4). Катушка под влиянием проходящего по ней тока притягивает сердечник якоря и замыкает механически связанные с ним главные контакты и блок-контакты. При этом главные контакты КГ подключают главный электродвигатель ДГ к сети, а питание катушки контактора осуществляется через замкнувшийся блок-контакт КГ (2—3), что исключает дальнейшее нажатие кнопки «Пуск».
Останов главного электродвигателя осуществляется нажатием кнопки «Стоп», которая размыкает цепь катушки пускателя КГ* (3—4), вследствие чего сердечник якоря отпадает, размыкая нем контакты пускателя.
Пуск электронасоса производится поворотом рукоятки пакетного выключателя ВП-2 в положение «Белая точка» (включено), что возможно только после пуска главного электродвигателя.
Останов электронасоса достигается поворотом рукоятки пакетного выключателя ВП-2 в положение «Красная точка» (отключено). Кроме того, останов электронасоса происходит одновременно с остановом электродвигателя главного привода при нажатии кнопки «Стоп».
Местное освещение включается поворотом рукоятки пакетного выключателя ВП-3 в положение «Белая точка» (включено). При этом через трансформатор местного освещения ТПО лампа получает питание. Выключение местного освещения осуществляется поворотом рукоятки пакетного выключателя ВП-3 в положение «Красная точка» (отключено).
Защита электродвигателей от перегрузок производится тепловыми реле, соответственно включенными в две фазы цепи главного электродвигателя и электронасоса.
Нормально-закрытые блок-контакты теплового реле РТГ (главного электродвигателя) и РТО (электронасоса) включены последовательно в цепь катушки пускателя главного контактора КГ. При срабатывании тепловых реле от нормально-закрытых блок-контактов РТГ или РТО размыкаются и рвут цепь питания катушки контактора КГ (3—4), вследствие чего электродвигатели ДГ и ДО останавливаются. Возврат блок-контактов реле в нормально-замкнутое положение осуществляется нажимом соответствующих кнопок возврата тепловых реле по истечении 2 минут с момента срабатывания реле, чтобы могла остыть биметаллическая пластина. Кнопки находятся на крышке ниши, расположенной сзади станка, в станине под передней бабкой.
Нулевая защита электродвигателей осуществляется катушкой контактора КГ, которая при понижении напряжения до 50—60% отключает оба электродвигателя от сети.
Защита от коротких замыканий производится плавкими предохранителями. Главный электродвигатель защищен предохранителями, устанавливаемыми самим заказчиком, цепь управления — предохранителями ПП-1, а цепь электронасоса — предохранителями ЛЛ-2.
Заземление станка осуществляется согласно правилам и нормам техники безопасности. Для этого с торца станины со стороны передней бабки, в нижней ее части, имеется специальный болт с табличкой: «Болт заземления», к которому следует присоединять заземляющий провод.
1А62 Станок токарно-винторезный универсальный. Видеоролик.
Технические характеристики станка 1А62
| Наименование параметра | ДИП-200 (1д62м) | 1А62 | 1К62 | 16К20 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н | Н |
| Наибольший диаметр заготовки, обрабатываемой над станиной, мм | 410 | 400 | 400 | 400 |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | 210 | 210 | 220 | 220 |
| Наибольшая длина заготовки, обрабатываемой в центрах (РМЦ), мм | 750, 1000, 1500 | 750, 1000, 1500 | 710, 1000, 1400 | 710, 1000, 1400, 2000 |
| Наибольшая длина обточки, мм | 650, 900, 1400 | 650, 900, 1400 | 640, 930, 1330 | 645, 935, 1335, 1935 |
| Высота оси центров над плоскими направляющими станины, мм | 202 | 215 | 215 | |
| Наибольшее расстояние от оси центров до до кромки резцедержателя, мм | 228 | 228 | 240 | |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 23 | 25 | 25 | 25 |
| Наибольшее сечение державки резца, мм | 25 х 25 | 25 х 25 | 25 х 25 | 25 х 25 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 500 | 200 | ||
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 1500 | 460, 650, 900, 1300 | ||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 38 | 36 | 38/ 47 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 37 | 34 | 36/ 45 | 50 |
| Число ступеней частот прямого вращения шпинделя | 18 | 21 | 24 | 24 |
| Частота вращения шпинделя в прямом направлении, об/мин | 11,5..600 | 11,5..1200 | 12,5..2000 | 12,5..1600 |
| Число ступеней частот обратного вращения шпинделя | 9 | 12 | 12 | 12 |
| Частота вращения шпинделя в обратном направлении, об/мин | 18..760 | 18..1520 | 19..2420 | 19..1900 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | Морзе 5/ 6 | Морзе 6 |
| Конец шпинделя фланцевого | М90х6 | М90х6 | М90х6/ 6 | 6К по ГОСТ 12593-72 |
| Торможение шпинделя | есть | есть | есть | |
| Материал шпинделя | Ст.45 | Ст.45 | ||
| Суппорт. Подачи | ||||
| Наибольшее перемещение продольной каретки суппорта от руки, мм | 650, 900, 1400 | 650, 900, 1400 | 640, 930, 1330 | |
| Наибольшее перемещение продольной каретки суппорта по валику и по винту, мм | 650, 900, 1400 | 650, 900, 1400 | 640, 930, 1330 | 645, 935, 1335, 1935 |
| Наибольшее перемещение поперечной каретки суппорта от руки, мм | 280 | 280 | 250 | 300 |
| Наибольшее перемещение поперечной каретки суппорта по валику и по винту, мм | 280 | 280 | 250 | |
| Продольное перемещение на одно деление лимба, мм | нет | 1 | 1 | 1 |
| Поперечное перемещение на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Поперечное перемещение на один оборот лимба (шаг винта поперечного суппорта), мм | 5 | 5 | ||
| Число ступеней продольных подач | 35 | 35 | 49 | |
| Пределы рабочих подач продольных, мм/об | 0,082. 1,59 | 0,082. 1,59 | 0,07..4,16 | 0,05..2,8 |
| Число ступеней поперечных подач | 35 | 35 | 49 | |
| Пределы рабочих подач поперечных, мм/об | 0,027..0,522 | 0,027..0,522 | 0,035..2,08 | 0,025..1,4 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | 3,4 | 3,8 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | 1,7 | 1,9 |
| Максимально допустимая скорость при работе по упорам, м/мин | 0,25 | |||
| Количество нарезаемых резьб метрических | 25 | 19 | 44 | |
| Пределы шагов метрических резьб, мм | 1..12 | 1..12 | 1..192 | 0,5..112 |
| Количество нарезаемых резьб дюймовых | 30 | 20 | 38 | |
| Пределы шагов дюймовых резьб, ниток/дюйм | 24..2 | 24..2 | 24..2 | 56..0,5 |
| Количество нарезаемых резьб модульных | 12 | 10 | 20 | |
| Пределы шагов модульных резьб, модуль | 0,25..3 | 0,5..3 | 0,5..48 | 0,5..112 |
| Количество нарезаемых резьб питчевых | 24 | 24 | 37 | |
| Пределы шагов нарезаемых резьб питчевых | 96..7 | 95..7 | 96..1 | 56..0,5 |
| Выключающие упоры продольные | есть | есть | есть | есть |
| Выключающие упоры поперечные | нет | нет | нет | |
| Предохранение от перегрузки | есть | есть | есть | есть |
| Блокировка одновременного включения продольного и поперечного движения суппорта | есть | есть | есть | есть |
| Резьбоуказатель | нет | |||
| Наружный диаметр ходового винта, мм | 40 | 40 | ||
| Шаг ходового винта, мм | 12 | 12 | ||
| Диаметр ходового вала, мм | 30 | 30 | ||
| Резцовые салазки | ||||
| Наибольшее перемещение резцовых салазок, мм | 100 | 113 | 140 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение резцовых салазок на один оборот лимба (шаг винта резцовых салазок), мм | 5 | 5 | ||
| Наибольший угол поворота резцовых салазок, град | ±45° | ±90° | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° | 1° | 1° |
| Число резцов в резцовой головке | 4 | 4 | 4 | 4 |
| Задняя бабка | ||||
| Диаметр пиноли задней бабки, мм | 65 | 70 | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 4 | Морзе 4 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 150 | 150 | 150 | 150 |
| Перемещение пиноли на одно деление лимба, мм | нет | нет | 0,05 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 | ±15 | ±15 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 1 | 2 | 4 | 4 |
| Электродвигатель главного привода, кВт | 4,3 | 7 | 10 | 11 |
| Электродвигатель быстрых перемещений, кВт | нет | нет | 0,8 | 0,75 |
| Электродвигатель гидростанции, кВт | нет | нет | 1,1 | 1,1 |
| Электродвигатель насоса охлаждения, кВт | нет | 0,125 | 0,125 | 0,12 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 | |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота) (РМЦ = 1000), мм | 2650 х 1315 х 1220 | 2650 х 1580 х 1210 | 2812 х 1166 х 1324 | 2795 х 1190 х 1500 |
| Масса станка (РМЦ = 1000), кг | 1750 | 2105 | 2140 | 3005 |
Список литературы:
Полезные ссылки по теме. Дополнительная информация
 1А62 Паспорт токарно-винторезного станка, 1955, Формат: pdf, Размер: 110 Мб, Скачать
1А62 Паспорт токарно-винторезного станка, 1955, Формат: pdf, Размер: 110 Мб, Скачать
Источник