- иж 250 ремонт
- Неисправности и методы ремонта системы смазки
- Неисправности и методы их устранения
- Неисправности и методы ремонта электрооборудования
- cnc-club.ru
- Восстановление токарного ИЖ 250ИТВМ.01
- Восстановление токарного ИЖ 250ИТВМ.01
- ИЖ-250 Станок токарно-винторезный универсальный Схемы, описание, характеристики
- Сведения о производителе токарно-винторезного станка ИЖ-250
- Станки, выпускаемые машиностроительным заводом Ижмаш
- ИЖ-250 Токарно-винторезный станок универсальный. Назначение, область применения
- Особенности конструкции токарно-винторезного станка ИЖ-250
- Основные технические характеристики токарно-винторезного станка иж-250
- Шпиндель токарно-винторезного станка иж-250
- Подачи и резьбы токарно-винторезного станка иж-250
- Габариты рабочего пространства токарного станка ИЖ-250
- Общий вид токарно-винторезного станка ИЖ-250
- Расположение органов управления токарно-винторезным станком ИЖ-250
- Перечень органов управления станком ИЖ-250
- ИЖ-250 Схема кинематическая токарного станка
- ИЖ-250 Схема расположения подшипников токарного станка
- Конструкция основных узлов токарного станк ИЖ-250
- Станина
- Редуктор
- Передняя бабка токарного станка ИЖ-250
- Коробка подач токарно-винторезного станка ИЖ-250
- Гитара
- Задняя бабка
- Фартук
- Суппорт
- Охлаждение
- Ограждение
- Освещение
- Патроны
- Смазка станка
- Первоначальный пуск станка
- Регулировка токарного станка ИЖ-250
- Регулирование подшипников шпинделя
- Регулировка фрикционной муфты и тормоза редуктора (фиг. 21)
- Электрооборудование станка
- Общие сведения
- Описание работы электросхемы
- Пример работы схемы
- Защита и блокировка
- Указания по эксплуатации станка
иж 250 ремонт
В станках могут возникать различного рода неисправности. Многие из них являются следствием несоблюдения рекомендации по уходу и обслуживанию станков.
В случае совпадения характера неисправностей с перечисленными в таблице, нужно воспользоваться предлагаемыми методами устранения.
Неисправности и методы ремонта системы смазки
Не вращается диск маслоуказателя передней бабки
Сработал предохранительный клапан, засорился фильтр
Промыть фильтр, насос и трубопроводы
Отсутствует масло в маслоуказателях
Не хватает масла в бачке
Не хватает масла в резервуарах
Дополнить бачок маслом
Дополнить резервуары маслом до нужного уровня
Отсутствует масло на направляющих станины
Поломалась пружина плунжерного насоса.
Засорились или вышли из строя шариковые клапаны плунжерного насоса, или трубопроводы
Промыть насос, заменить пружину, а в случае необходимости, заменить клапаны. Труба проводы промыть
Неисправности и методы их устранения
Крутящий момент шпинделя меньше указанного в руководстве
Недостаточно натянуты ремни
Отрегулировать натяжение ремней
Тяговое усилие суппорта меньше указанного в руководстве
Недостаточно затянута пружина автоматического отключения подачи
Подтянуть пружину винтом 28 (рис. 6 в руководства по эксплуатации)
Насос охлаждения не работает
Недостаточно охлаждающей жидкости
Долить охлаждающую жидкость
Неправильно установлен станок по уровню
Износились стыки направляющих суппорта
Подтянуть прижимные планки и клинья суппорта
Произвольно отключается электродвигатель во время работы
Срабатывает тепловое реле от перегрузки двигателя
Уменьшить скорость резания и подачу
Станок не обеспечивает точность обработки
Неправильно выбран режим резания, неправильно заточен резец
Поперечное смещение задней бабки при обработке в центрах
Деталь, закрепленная в патроне, имеет большой вылет
Нежесткое крепление резцедержателя
Нежесткое крепление: патрона на шпинделе
Изменить скорость резания, подачу, заточку резца
Отрегулировать положение задней бабки
Деталь поддержать люнетом или поджать задним центром
Подтянуть рукоятку резцедержателя
Подтянуть крепежные винты патрона
Неисправности и методы ремонта электрооборудования
Электросхему станка см. здесь.
Не включается двигатель смазки (М2)
Сгорела плавкая вставка предохранителя F3
Сгорела катушка пускателя К1
Нет контакта в цепи 3-4-5-6-7-9-8
Неисправен двигатель М2
Проверить соответствующие цепи, заменить неисправные элементы или двигатель
Не включается двигатель главного движения (Ml)
Сгорела катушка пускателя К2 или КЗ
Нет контакта в цепи 7-10-11-12-13-15 или 7-10-11-12-17-19
Отсутствует торможение шпинделя
Сгорела плавкая вставка предохранителя F5
Сгорела катушка реле времени К4 или пускателя К5
Источник
cnc-club.ru
Статьи, обзоры, цены на станки и комплектующие.
Восстановление токарного ИЖ 250ИТВМ.01
Восстановление токарного ИЖ 250ИТВМ.01
Сообщение tzar » 28 мар 2016, 10:50
Описание станка, основные характеристики:
Наибольшее сечение резца — 16 х 16 мм
Размер конуса шпинделя — Морзе 4
Размер конуса пиноли задней бабки — Морзе 3
Наибольшее перемещение пиноли — 85 мм
Наибольшее поперечное перемещение суппорта — 165 мм
Наибольшее поперечное перемещение верхних салазок — 120 мм
Пределы частот вращения шпинделя — 24-2500 об/мин
Пределы продольных подач — 0.01-1.8 мм/об
Пределы поперечных подач — 0.005-0.9 мм/об
Габаритные размеры — 1790 х 810 х 1400 мм
Вес — 1180 кг.
Рабочее поле:
Наибольший диаметр обрабатываемой заготовки — 240 мм
Наибольшая длина обрабатываемой заготовки — 500 мм
Наибольший диаметр обрабатываемого прутка — 24 мм
Ориентировочный бюджет:
Да кто же его знает. Желания и требования постоянно растут 
С месяц назад стал обладателем ИЖ 250ИТВМ.01. На данный момент не уверен, что обладателем самым счастливым, но, как говориться, «что выросто, то выросло».
В планах восстановить станок до заводских параметров и частично оЧПУшить. Первоначально хотел оЧПУшить полностью, но увидев, что шестерни в редукторе, коробке подач и фартуке в очень хорошем состоянии (несколько покоцана оказалась только пара шестерен в передней бабке) — передумал. Под частичным оЧПУшивание понимаю возможность работы как в ручном режиме крутилками, так и в режиме ЧПУ. Идеи как это сделать есть, а вот что из этого выйдет и выйдет ли вообще — не понятно  . Но как минимум должен получится 250ИТВМФ1. Это плюс 2 линейки
. Но как минимум должен получится 250ИТВМФ1. Это плюс 2 линейки
Источник
ИЖ-250 Станок токарно-винторезный универсальный
Схемы, описание, характеристики

Сведения о производителе токарно-винторезного станка ИЖ-250
Производитель токарно-винторезного станка модели ИЖ-250 — Ижевский машиностроительный завод «Ижмаш», основанный в 1807 году.
История станкостроения на Ижевском машиностроительном заводе «Ижмаш» начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок фирмы «Леве» с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
ИЖ-250 Токарно-винторезный станок универсальный. Назначение, область применения
Универсальный токарно-винторезный станок модели ИЖ-250 имеет высоту центров 150 мм и расстояние между центрами 500 мм.
Токарно-винторезный станок ИЖ-250 — один из первых серийных станков выпускаемых Ижевским машиностроительным заводом в послевоенные годы. Выпускался станок до 1964 года, когда на смену ему пришел значительно более совершенный токарно-винторезный станок 1И611П.
Токарный станок ИЖ-250 выпускался сравнительно недолго (1960-1964 годы). Станок кардинально переработан по отношению к своему предшественнику (модель 161-АМ (Удмурт-2)).
Станки токарно-винторезные моделей ИЖ-250 предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250П имеет повышенный класс точности и применяется для выполнения более точных работ.
Особенности конструкции токарно-винторезного станка ИЖ-250
Шпиндель токарно-винторезного станка ИЖ-250 установлен на три подшипника качения:
- 44. Передний двухрядный роликоподшипник 70×110×30, 3182114, класс точности (А)
- 13. Упорный шарикоподшипник 55×78×16, А8111, класс точности (А)
- 14. Радиально-упорный шарикоподшипник 55×100×21, А46211, класс точности (А)
Шпиндель токарно-винторезного станка ИЖ-250П установлен на бронзовые разрезные регулируемые подшипники скольжения.
Конец шпинделя резьбовой М68×6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250:
- Электродвигатель привода главного движения асинхронный, двухскоростной — 1420/2800 об/мин, мощностью — 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором — 1400 об/мин, мощностью — 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения — 2800 об/мин, мощностью — 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
Основные технические характеристики токарно-винторезного станка иж-250
Изготовитель — Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска — 1960 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 125 мм
- Расстояние между центрами — 500 мм
- Высота центров — 150 мм
- Мощность электродвигателя — 2,6/3 кВт
- Вес станка полный — 1,5 т
Шпиндель токарно-винторезного станка иж-250
- Конец шпинделя — резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя — Морзе 5
- Диаметр сквозного отверстия в шпинделе — Ø 33 мм
- Наибольший диаметр обрабатываемого прутка — Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) — 16..2000 об/мин
Подачи и резьбы токарно-винторезного станка иж-250
- Пределы продольных подач — 0,07..2,17 мм/об
- Пределы поперечных подач — 0,01..1,08 мм/об
- Пределы шагов резьб метрических — (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных — 0,2..6 модулей
- Пределы шагов резьб дюймовых — 24..3,5 ниток на дюйм
Габариты рабочего пространства токарного станка ИЖ-250

Габариты рабочего пространства токарного станка ИЖ-250

Шпиндель токарного станка ИЖ-250

Станина токарного станка ИЖ-250
Общий вид токарно-винторезного станка ИЖ-250
Фото токарного станка ИЖ-250

Фото токарного станка ИЖ-250

Фото токарного станка ИЖ-250
Расположение органов управления токарно-винторезным станком ИЖ-250

Расположение органов управления токарно-винторезным станком ИЖ-250
Перечень органов управления станком ИЖ-250
- Рукоятка включения и выключения фрикциона редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения — винт/ валик
- Рукоятка включения/ выключения перебора
- Маховик продольного перемещения суппорта вручную
- Рукоятка включения/ выключения продольной подачи суппорта
- Рукоятка включения/ выключения поперечной подачи суппорта
- Рукоятка включения реверса подачи
- Рукоятка включения/ выключения ходового винта
- Маховик поперечного перемещения суппорта вручную
- Рукоятка перемещения верхней части суппорта (резцовых салазок)
- Рукоятка поворота и зажима резцовой головки
- Маховик перемещения пиноли задней бабки
- Рукоятка перемещения задней бабки по станине станка
- Рукоятка зажима пиноли задней бабки
- Включение освещения
- Переключатель скорости
- Кнопка пуска «Назад»
- Кнопка пуска «Вперед»
- Кнопка «Стоп»
- Включение станка в сеть
- Включение охлаждения
ИЖ-250 Схема кинематическая токарного станка

Кинематическая схема токарно-винторезного станка ИЖ-250
ИЖ-250 Схема расположения подшипников токарного станка

Схема расположения подшипников токарного станка ИЖ-250
Конструкция основных узлов токарного станк ИЖ-250
Станина
Станина жесткой конструкции с диагональными ребрами, с призматическими направляющими. На верхней части станины расположены 4 направляющие: две внешние — призматические для перемещения каретки суппорта и две внутренние — одна призматическая и одна плоская для передвижения задней бабки. Станина устанавливается на пустотелые тумбы. Между тумбами установлено корыто для стружки и жидкости, выдвигающееся вперед по пазам, пролитым в тумбах. В левой тумбе смонтирован редуктор с фланцевым двухскоростным электродвигателем.
На задней части левой тумбы установлен шестеренчатый насос с фильтром для смазки. Резервуар для масла расположен в верхней части тумбы.
В нише правой тумбы смонтировано электрооборудование станка. С задней стороны тумбы на кронштейне укреплен электронасос для охлаждающей жидкости. Резервуаром для жидкости служит полость правой тумбы.
Редуктор
Редуктор, установленный в левой тумбе, представляет собой четырехосную коробку с приводом от фланцевого двигателя. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение и выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя по инерции после его выключения. Управление фрикционной муфтой и тормозом осуществляется посредством рукоятки 1 (фиг. 8). При ее повороте вправо вначале должно произойти отключение фрикционной муфты, а затем включение тормоза. Внутри коробки движение идет через валик фрикциона и шестеренчатый механизм к шкиву, установленному на выходном валу редуктора.
Передняя бабка токарного станка ИЖ-250
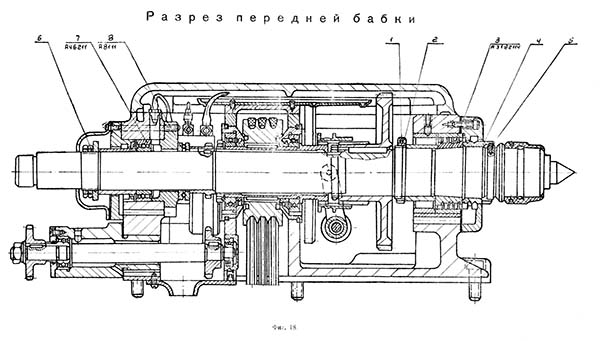
Передняя бабка токарно-винторезного станка ИЖ-250
Передняя бабка устанавливается на станине с левой стороны. Движение на шпиндель бабки передается от редуктора клиновидными ремнями. Шпиндель станка получает 12 чисел оборотов от приемного шкива напрямую через зубчатую муфту и 10 скоростей через перебор 1 : 10. На стенке передней бабки находится рукоятка переключения шестерен перебора и зубчатой муфты: Она имеет три положения. Управление перебора и зубчатой муфты сблокировано так, что одновременное их включение невозможно.
Радиальная нагрузка на шпиндель воспринимается передним роликовым 2-х рядным подшипником и задним радиальным. Подшипники устанавливаются в корпусе бабки, перемещение вдоль которой осуществляется регулировкой радиального зазор.)
Осевая нагрузка на шпиндель воспринимается упорным шарикоподшипником, смонтированным в задней опоре.
Шпиндель разгружен от радиальных усилий, вызываемых натяжением ремня.
Передний конец шпинделя имеет канавку для предохранителей, предотвращающих самопроизвольное свинчивание патронов при остановке или реверсировании станка.
Коробка подач токарно-винторезного станка ИЖ-250

Коробка подач токарно-винторезного станка ИЖ-250
Коробка подач получает движение от передней бабки через гитару. Механизм коробки подач, при соответствующей настройке гитары, позволяет получить метрические резьбы с шагом 0,2..6 мм, дюймовые резьбы с числом ниток на дюйм от 24 до 3,1/2, подачи от 0,02 мм до 0,84 мм/об и модульные резьбы с модулями ОТ 0,2 мм до 6 мм. и диапазоном подач 0,07 — 2,17 мм/об.
Для получения более точных резьб и коробке подач предусмотрено положение, когда ходовой винт соединяется напрямую с гитарой, минуя механизм подач. При этом нужный шаг резьбы подбирается сменными шестернями гитары.
Выходной вал коробки подач соединяется с ходовым валиком регулируемой предохранительной шариковой муфтой, которая срабатывает при перегрузке в цепи подач.
Гитара
Гитара установлена на левом торце коробки подач. Общее передаточное отношение цепи подач от шпинделя до 1-го ведущего вала гитары 1 : 1. Передаточное отношение шестерен гитары 5:8 соответствует настройке на метрическую резьбу. Передаточное отношение шестерен гитары при нарезании дюймовой резьбы: 60 · 127/ 110 · 96
Настройка шестерен гитары на указанные передаточные отношения достигается за счет зацепления ведущей шестерни гитары поочередно то с одной, то с другой ведомой шестерней двойного блока шестерен гитары.
Для нарезания модульных резьб и резьб при прямом включении ходового винта на гитаре предусмотрена постановка сменных шестерен. В руководстве имеются указания указания по настройке гитары на указанные резьбы.
Сменные шестерни к станку не прикладываются и могут быть изготовлены только по особому зааказу.
Задняя бабка
Задняя бабка (фиг. 14) имеет жесткий корпус. Рукояткой через винтовой механизм она крепится к станине.
Дли более жесткого креплении бабки к станине предусмотрен дополнительный болт. Конструкция бабки позволяет обрабатывать небольшие конуса за счет смешения корпуса (3) относительно поддона (2). Корпус бабки закрепляется в нужном положении винтами (1).
Фартук
Фартук закрытого типа с задней крышкой. Фартук обеспечивает получение продольных и поперечных подач суппорта вручную, механически от коробки подач через ходовой валик, а также нарезание резьб по ходовому винту.
Наличие блокировочного устройства исключает возможность одновременного включения ходового вала и ходового винта. Передача вращения с ходового вала на шестерни фартука производится с помощью конических шестерен. Включение продольной и поперечной подач осуществляется включением муфт с пилообразным зубом. Реверс подачи осуществляется за счет перемещения конических шестерен, связанных непосредственно с ходовым валом. С левой стороны фартук имеет маховик для ручного перемещения суппорта. На оси маховика установлен лимб продольных подач с ценой деления 0,1 мм. С правой стороны фартука расположена рукоятка для включения гайки ходового винта. Верхнее положение рукоятки соответствует выключенному положению гайки ходового винта, нижнее — включенному.
При нарезании резьбы реечная шестерня выводится из зацепления с рейкой перемещением рукоятки, находящейся маховика.
Суппорт
Суппорт крестовой конструкции имеет ручное и механическое продольное перемещение по направляющим станины и поперечное перемещение по направляющим каретки.
Кроме того, верхняя часть суппорта, несущая на себе четырехрезцовую головку, имеет независимое ручное перемещение по направляющим средней поворотной части и может поворачиваться па 90° в ту и другую сторону.
Осевое усилие поперечного винта воспринимается упорными шариком Лимбы поперечной подачи и подачи верхней части суппорта выполнены с ценой деления 0,05 мм.
Охлаждение
Охлаждающая жидкость из резервуара правой тумбы электронасосом типа ПА производительностью 22 л/мин подается к режущему инструменту. Отработанная жидкость поступает в корыто и стекает через сетку обратно в резервуар. Количество охлаждающей жидкости, подводимой к режущему инструменту, регулируется краном на трубопроводе. Пуск электронасоса производится поворотом правого переключателя на правой тумбе. Сетку и трубопровод необходимо по мере загрязнения чистить.
Ограждение
Ограждение — служит для защиты токаря от стружки. Оно крепится шарнирно на верхней части суппорта и в случае надобности может быть повернуто к задней части станка, не мешая при этом производить различные наверочные работы.
Освещение
Освещение — на правом конце с задней части каретки на угольнике укреплена осветительная арматура К1; включение лампочки производится тумблером, расположенным на пульте над коробкой подач.
Патроны
Станок снабжен трехкулачковым самоцентрирующим патроном Ø 200 ГОСТ 2675—47 и поводковым патроном. Поводковый патрон (фиг. 15) или трехкулачковый патрон навертывается на резьбу шпинделя до упора и удерживается от свинчивания при остановке и реверсе шпинделя двумя предохранительными шайбами 2 с помощью винтов 3 (фиг. 15).
Фланец к трехкулачковому патрону прикладывается с припуском на приточку под посадочное место патрона потребителем.
Смазка станка

Схема смазки токарно-винторезного станка ИЖ-250
Регулировка подачи масла осуществляется дросселями (фиг. 17 узел А).
Коробка подач и редуктор смазываются разбрызгиванием масла. Перед пуском станка резервуары коробки подач, редуктора, фартука, а также левой тумбы должны быть наполнены:
- коробка подач — 4 литра
- редуктор — 3 литра
- резервуар левой тумбы — 10 литра
- фартук 0,5 литра.
Смазка механизма фартука осуществляется от плунжерного насоса, установленного в нижней части фартука (фиг. 17 узел Б). Необходимо иметь в виду, что при выключенном реечном зацеплении (при нарезании резьб) насос не работает, ПОЭТОМУ ДЛЯ подачи смазки к ходовому винту надо периодически делать несколько оборотов вручную маховиком продольной подачи.
Все остальные места станка, нуждающиеся в смазке, имеют ручную смазку от отдельных масленок согласно схеме смазки.
В период эксплуатации необходимо следить за работой масляных насосов и через маслоуказатель за количеством смазочного материала в резервуарах.
Первоначальный пуск станка
Перед первоначальным пуском станка необходимо:
1) Проверить, наличие масла в редукторе, резервуаре левой тумбы, коробке подач, фартуке.
2) Проверить заземление станка; если станок не заземлен — заземлить.
3) После подключения к сети станок необходимо включить на минимальное число оборотов шпинделя, разогреть его в течение 10..15 минут, затем проверить па холостом ходу работу механизмов станка, масляных насосов и приступить к настройке станка для его работы.
Регулировка токарного станка ИЖ-250
Регулирование подшипников шпинделя

Регулировка токарного станка ИЖ-250
Желательно, чтобы регулировку подшипников шпинделя производил всегда один и тот же специалист, т. к. от правильной регулировки зависит точность станка.
Регулировке подвергаются подшипники как правой так и левой опоры (фиг. 18)
Устранение радиального люфта и в прaвой опоре шпинделя производится следующим образом: утопив винт 5, ослабляют гайку 4 и при вывернутом винте 1, поворотом гайки 2 внутреннее кольцо роликоподшипника 3 натягивают на коническую шейку шпинделя, затягивают гайку 4, вывинчивают стопорный винт 5 и ввинчивают стопорный винт 1.
Регулировка подшипников 7 и 8 левой опоры производится при помощи гаек 6.
Регулировка фрикционной муфты и тормоза редуктора (фиг. 21)
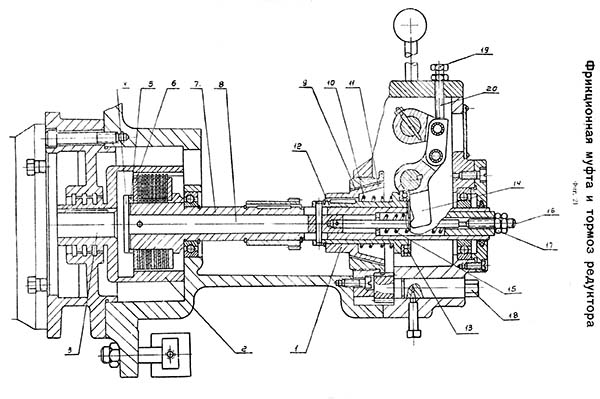
Фрикционная муфта и тормоз редуктора токарного станка ИЖ-250
Тормоз станка расположен в редукторе и находится на одном валу с фрикционной муфтой. При повороте рукоятки тормоза вилка 14 давит на упорный шарикоподшипник (8109 ГОСТ 6874-54) и перемещает втулку.
Вместе с ней перемещается влево валик 8 и диск 4 — муфта расцепляется. Одновременно при перемещении ВТУЛКИ стакан 11 своим наружным конусом с помощью пружины 10 прижимается к внутреннему конусу шестерни 9 — происходит торможение.
Растормаживание осуществляется пружиной 15. Регулировка зазора между ведущим и ведомым дисками фрикционной муфты производится гайками 17, при завертывании которых кольцо 5 с помощью тяги 16, валика 8 и диска 4 нажимает на диск 6, уменьшая тем самым зазор между ведущими и ведомыми дисками.
Регулировка тормоза осуществляется поворотом вала-шестерни 18. При повороте вала-шестерни 18 вправо происходит вывинчивание шестерик 9 из диска и зазор между шестерней 9 и стаканом 11 уменьшится.
Регулировка холостого хода рукоятки 1 редуктора производится винтом 19 с контргайкой 20. Рукоятка 1 в крайнем левом положении должна иметь небольшой люфт (10..15 мм у конца рукоятки).
Регулировка люфта винта поперечной подачи (см. фиг. 19)
Регулировка предохранительной муфты коробки подач (см. фиг. 20)
Электрооборудование станка

Электрическая схема токарно-винторезного станка ИЖ-250
Общие сведения
На станке установлено 3 трехфазных асинхронных короткозамкнутых электродвигателя:
- Двухскоростной электродвигатель главного привода типа ФТ42—4/2, 2,6/3 кВт. 420/ 2800 об/мин напряжение 380 В.
- Электродвигатель маслонасоса смазки АОЛ 12—4, Р = 0,18 кВт, n=1400 об/мин, 220/380 В, в. исп. Ф—3.
- Электродвигатель охлаждения типа 1A-22, Р=0,125 кВт, n=2800 об/мин, напряжение 220/380 В.
Электроаппаратура и пакетные выключатели включения внешней сети и насоса охлаждения находятся в нише правой тумбы. Кнопки направления вращения и стоповая, тумблер для включения местного освещения и переключатель выбора скорости ПС находятся на пульте, на коробке подач.
Электродвигатели и аппаратура рассчитаны включение в сеть 380 вольт. Местное освещение 26 В.
Описание работы электросхемы
Подключение электросхемы станка к сети осуществляется пакетным выключателем ВС, при этом через пускатель П включается электродвигатель маслонасоса смазки 2Д.
Для включения электродвигателя 1Д на 420 об/мин, (треугольник) ручка переключения ПС ставится в положение «1 скорость», замыкаются контакты 23-19.
Для включения электродвигателя 1Д на 2800 об/мин, (двойная звезда) ручка переключения ПС ставится в положение «II скорость».
Изменение скорости вращения эл. двигателя 1Д возможно путем изменения положения переключателя ПС.
В зависимости от выбранного направления вращения шпинделя нажатием кнопки 3KУ «Назад» включается пускатель Н.
Пример работы схемы
Пример работы схемы на II скорости и при направлении вращения шпинделя вперед:
Повернуть ручку переключателя ПС в положение «II скорость» подготавливается к включению пускатель 2С.
Нажатием кнопки 2КУ «Вперед» ставится на самопитание пускатель В, подготавливающий цепь 1Д на вращение в направлении «Вперед».
С поворотом рукоятки включения на микропереключатель МП замыкает свои н.з. контакты 5-23 и включается пускатель 2С.
В результате включения последовательно двух пускателей В и 2С двигатель 1Д получает вращение вперед на II скорости. Останов 1Д осуществляется кнопкой 1КУ «Стоп» или рукояткой фрикциона. Работа схемы при вращении 1Д в направлении назад или при скорости 1420 об/мин. происходит аналогично описанной.
Включение насоса охлаждения осуществляется пакетным выключателем BH с правой тумбы.
Защита и блокировка
Защита электрооборудования станка от короткого замыкания обеспечивается плавкими предохранителями 1ПП и 2ПП. Для защиты 1Д и 2Д ОТ перегрузок предусмотрены тепловые реле 1РТ и 2РТ. магнитные пускатели В и Н обеспечивают нулевую защиту 1Д.
Указания по эксплуатации станка
1. Не рекомендуется выключать станок во время его работы вводным пакетным выключателем ВС, т. е. разрывать им ток.
2. При срабатывании тепловой защиты электродвигателей 1Д или 2Д необходимо некоторое время выждать, чтобы он охладился, затем выключить 1РТ ИЛИ 2РТ кнопкой возврата и включить станок в работу.
Источник