Crazy69 › Blog › Торцевание клапанов, как посчитать зазор, формула.

Так как когда то я сам торцевал клапана, собирал всю инфу об этом долго, у меня уже несколько раз спросили об этом, как и что, я решил оставить эту инфу здесь.
Торцевать ножку клапана по сути можно чем угодно, главное что бы это было ровно, и можно было посчитать.
При том чем точнее промеряешь зазор и снимешь с торца тем меньше придется подбирать шайб, или же если промерять возможность есть до сотой (0,00мм) можно, вообще не покупать шайбы или пятаки и оставить старые если они в достойном состоянии.
Пример: Меряем зазор шайбы или толкателя и кулачка распед вала, у нас к примеру 0,10мм (X) а зазор нужен 0,35мм (H).
Шайба или регулировочный пятак стоит 2,80мм(X2) а нужен по больше или это уже последний самый тонкий размер, нужен к примру 4,00мм(H2) толщина шайбы или пятока.
Для того что бы точно знать сколько снять с торца клапана точно я пользовался такой формулой
(H 0.35мм-X 0.10мм)+(H2 4.00мм-X2 2.80мм)=1.45мм столько надо снять с торца что бы точно попасть в размер зазора 0,35 и с шайбой или пятаком 4,00мм. Это при том условии что зазор меньше чем нужен если вы намерили его больше чем нужен к примеру 0,50мм то тогда формула измениться и для меньшей демогогии расчитывать нужно при том условии что зазор равен либо меньше нужного нам.
Я когда себе делал считал именно так и протачивал на токароном станке все размеры попал точно, так что на токаном с торца реально снять 0,05мм этого достаточно что бы точно выставить зазор. На других станках или что можно и на точиле либо болгаркой(это конечно варварски, но работает) необходимо точно промерять каждый раз после торцовки прибором который мериет до 0,00мм и если такого варианта нет можно и до 0,0мм а потом шайбами или пятаками вывести.
Источник
Торцовка клапанов после ремонта гбц
когда я капиталил двиг, я брал СМ-овские клапана (не реклама:))
встали нормально.
так-то должно быть 112 (+0,5) мм
по идее, хода регулировки должно хватать, там достаточно большой диапазон. а вот то, что торцы съедены — это плохо. значит клапан был зажат и не прокручивался, как положено, а работал исключительно в одном положении.
Позывной КРОКОДИЛ
С15ам В17fm (Че) D04fm D08fm (Екб)
48rus
Ок! Это хорошо что все это не кретично!
так-то должно быть 112 (+0,5) мм
значит клапан был зажат и не прокручивался
еле нашел данные длины клапана. Может не правильно, подскажите, какая их длина по заводским параметрам?
. а вот то, что торцы съедены — это плохо. значит клапан был зажат и не прокручивался, как положено, а работал исключительно в одном положении.
Vodila7
Что еще не измерено?
Добавлено спустя 8 минут 20 секунд:
Для впускного. И 110 для выпускного по таблице взятой мной с интернет магазина. Будем считать это истиной!
Ну и «контрольный выстрел» по клапанам. Есть ли смысл шлифовать фаски если раковин нет? Достаточно будет притирки?
Позывной КРОКОДИЛ
С15ам В17fm (Че) D04fm D08fm (Екб)
Около сантиметра, примерно )))))
Лишь бы клапаны закалены были  надфилем торцы проверяй )))
надфилем торцы проверяй )))
Добавлено спустя 4 минуты 33 секунды:
Клапана обязательно притирай по мануалу, и вручную, а то есть деятели, которые шуруповертом притирают.
Плюсом, если уж сильно много двиг б/у, то я б и направляющие заменил клапанов. В таком случае, развертка направляющих и седел обязательна, как и притирка.
Позывной КРОКОДИЛ
С15ам В17fm (Че) D04fm D08fm (Екб)
Клапана обязательно притирай по мануалу, и вручную, а то есть деятели, которые шуруповертом притирают.
я б и направляющие заменил клапанов. В таком случае, развертка направляющих и седел обязательна, как и притирка.
Развёрткой новые втулки после запрессовки надо проходить обязательно. Они при запррессовки «ужимаются» на несколько соток. Клапан может клинануть.
Да и седла отзенковать потом обязательно — для соблюдения срочности новой втулки с седлом.
Притирать вручную потому, чтоб лишнего с отфрезерованного седла не снять. Там надо то буквально пару вращений, а с дрелью можно передать какую либо сторону — и зенкуй заново.
Позывной КРОКОДИЛ
С15ам В17fm (Че) D04fm D08fm (Екб)
Сначала забить втулки, а потом зенкануть? Удачи!
Без видимых причин зачем зенковать?
При замене направляющих,как не крути центрование клапана к седлу нарушится. Затем.
Добавлено спустя 7 минут 5 секунд:
Притирать вручную потому, чтоб лишнего с отфрезерованного седла не снять.
Да седла то вроде как покрепче клапана. На сколько помню при усердной притирке у меня в клапане углубления пошли, а седло как было зеркальным так практически и осталось! 
Добавлено спустя 2 минуты 13 секунд:
Там надо то буквально пару вращений
Без видимых причин зачем зенковать?
Нафига усердно-то притирать?!
Там, когда отзенкуешь, пару вращений достаточно для притирки. Сразу по звуку притирания слышно. 
Второй момент, как уже сказано — после замены направляющих — зековать обязательно, как раз для центровки направляющая — клапан — седло.
Если направляющие не меняются — можно только притиркой обойтись, и то, смотреть по месту надо.
Третий момент.: нафига голову фрезеровать, если к этому нет показаний?! раковин там, или голову повело от перегрева.
Для газа? — смысла нет.
Перебранный руками движок с качественными запчастями и так выдает компрессию, соответственно степень сжатия, гораздо большую, чем вышедший с завода.
Для увеличения экономичности на газу? Тоже смысла не вижу в экономии на 1 литр газа по сравнению с нефрезерованной головой.
Пример, по Екату, чисто городской режим 1-2, иногда 3 и уж совсем редко 4 передача, ну не где здесь разогнаться: бензин 14-15, газ 15-17 литров. Трасса: бензин 11, газ 12-13 литров. С учетом того, что я в крокодила загнал раму и переварил пол из тройки целиком + вибро-шумки 50 кг. Авто стал килограмм так на 150-200 тяжелее.
Не. Дело, конечно ваше, но я уже стольник после капиталки прошел, и собираюсь пройти еще раза так в два-три побольше, и туда не лазить 
Позывной КРОКОДИЛ
С15ам В17fm (Че) D04fm D08fm (Екб)
Третий момент.: нафига голову фрезеровать
Для газа? — смысла нет.
ну. ты не забывай, что постоянный полный привод, да еще и увеличенная масса — это постоянный «жор» горючки
я ж знал, на что иду
на классике у меня у самого и без фрезеровок выходила десятка по городу ))))
Позывной КРОКОДИЛ
С15ам В17fm (Че) D04fm D08fm (Екб)
Источник
Торцевание, укорачивание клапанов
Торцевание (укорачивание) клапанов.
Торцевание клапанов – способ избежать крупных затрат на покупку новой головки блока цилиндров. Особенно актуально для 8-клапанных моторов ВАЗ и для моторов ЗМЗ-405, ЗМЗ-406.
Причиной пониженной компрессии в цилиндре может быть неплотное прилегание клапана к седлу и подгорание клапана. Как правило, проблемы случаются с выпускными клапанами. Причин подгорания и прогорания клапана несколько. Это может быть бракованный клапан, неправильная регулировка теплового зазора клапана, повышенное биение клапана в направляющей втулке.
Повышенное биение клапана в направляющей втулке – наиболее распространенная причина подгорания клапанов в 8-клапанных моторах ВАЗ.
При работе двигателя с подгоревшим клапаном происходит более интенсивное, чем в обычных условиях, выгорание материала седла клапана. Чем больше вы эксплуатируете машину с неплотно прилегающими клапанами – тем значительней повреждения седел клапанов.
В процессе ремонта ГБЦ, особенно если меняются направляющие втулки клапанов – седла клапанов необходимо обработать зенкером (шарошкой) для обеспечения соосности направляющей втулки и седла клапана. При этом убирается дополнительный объем материала седла. Вследствие этого, клапан дополнительно утапливается в седле, и его торец дополнительно приближается к распредвалу.
Регулировка зазора клапанов производится уменьшением толщины регулировочных шайб. Минимальная допустимая толщина шайбы – 2,75 мм. Обычно при такой толщине шайбы распредвал начинает задевать корпус толкателя клапана.
Завод в этом случае предписывает менять головку блока цилиндров на новую.
Однако существуют способы обойтись еще довольно продолжительное время без покупки новой ГБЦ.
- Замена седел клапанов. Довольно дорогостоящая операция. От 500 рублей за одно седло плюс обязательное торцевание плоскости ГБЦ. Гарантия на работу обычно не дается. По опыту – поменянные седла держатся хорошо.
- Торцевание клапанов. Обходится радикально дешевле замены седел – эффект тот же. Торцевание одного клапана стоит 50 рублей. Недостаток – ограниченная по длине часть клапана, которую возможно укоротить. Обычно можно убрать не более 1 мм. длины. Но в большинстве случаев этого хватает, чтобы после сборки регулировочные шайбы имели толщину 3,45-3,90 мм. – как с завода. Гарантия на укороченные клапана также не дается – но по опыту ходят такие клапана не меньше, чем не укороченные.
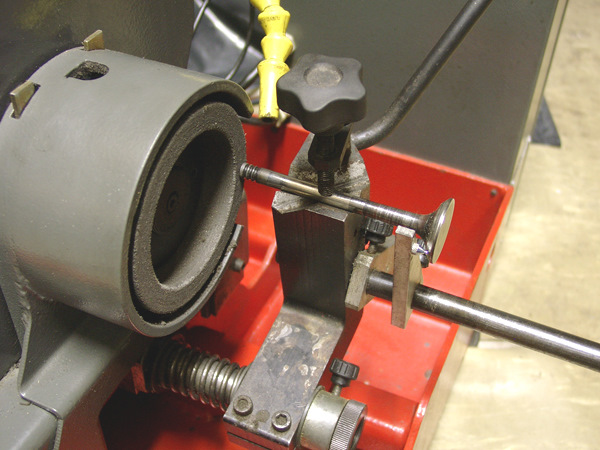
Благодаря особой технологии укорачивания клапана мы добиваемся качественной плоскости торца, что позволяет клапану работать в правильном режиме, постоянно вращаясь вокруг своей оси.
В случае укорачивания клапана «на глазок» болгаркой или наждаком добиться параллельной и ровной плоскости невозможно – клапан не будет вращаться во время работы – это приведет к его быстрому прогару. Возможно, следующий ремонт ГБЦ уже не понадобится – запасов не останется, и придется покупать новую головку.
Пример нашей работы. Слева заводской клапан, справа укороченный по нашей технологии.
Источник
Торцовка клапанов после ремонта гбц
Преимущества зарегистрированных пользователей
Преимущества зарегистрированных пользователей:
- после авторизации автоматическое заполнение формы записи на техобслуживание;
- возможность редактирования всех своих комментариев;
- уведомлении письмом об ответе на Ваш комментарий;
- упрощение процедуры оформления покупок в интернет-магазине;
- ведение истории покупок в интернет магазине.
Особое внимание при ремонте головки блока цилиндров мы уделяем клапанам, так как их состояние существенно влияет на корректную работу двигателя. Тарелка клапана, садясь на седло, герметизирует камеру сгорания и обеспечивает необходимую для работы двигателя компрессию. Измененные зазоры клапанов влияют на фазы газораспределения, ухудшая эксплуатационные характеристики двигателя. Во время дефектации мы изучаем состояние тарелок, стержней, проточек для фиксации сухарей и торцы стержней.
Основанием для отбраковки клапанов являются:

- гнутость, прогары, трещины, забоины
- износ стержня по длине сверх допуска производителя
- ступенчатый или боковой износ стержня клапана
- поврежденные проточки под сухари
- уменьшение высоты пояска тарелки ниже допуска производителя
- расклёп торцевой части стержня
Если клапан прошел дефектацию и соответствует нормам производителя, но на тарелке есть точечная эрозия или незначительные износы — устраняем их шлифовкой.
При сборке ГБЦ мы обязательно проверяем выступание торцов клапана относительно плоскости распредвала. При необходимости шлифуем торцы для нормальной работы гидрокомпенсаторов.
В погоне за уменьшением инерционных масс современные производители двигателей вернулись к конструкции рокеров (коромысел), однако при их использовании торец клапана интенсивно изнашивается. Связано это с тем, что торец испытывает не только осевые нагрузки, но и боковые с изменяемой геометрией нажатия. Если вовремя обнаружить неисправность, то мы можем отшлифовать торец клапана не снимая головки цилиндров с двигателя. Это позволяет сэкономить Ваши время и деньги там, где был необходим демонтаж и капремонт ГБЦ с заменой клапанов.
Источник
Как вычислить размер для торцовки клапанов?
Доброго времени, каким образом вычислить размер для торцовки выпускного клапана? Состояние седел не позволяло притереть в допуске, притерли достаточно много.
@andrienko.1966 —> Мотор N52b25
Был полезен мой ответ. Тогда жмите стрелку вверх ^. Ну лайк

Для 52 вот размеры.
- Угол рабочей фаски 45мм
- Угол коррекции внешний 15мм
- Угол коррекции внутренний 60мм
- Ширина рабочей фаски седла клапана (размер «B»)
- Впускной клапан мм 1,65 Б
- Выпускной клапан мм 1,65 Б
седла клапана
— Внешний впускного клапана мм 32,4- Внешний выпускного клапана мм 29,4
@andrienko.1966 —> Глубоко притерт, слышал что торцуют клапан, мне нужен размер насколько его укоротить
@andrienko.1966 —> Это все понятно, но клапан упирается в коромысло гидрика и есть зазор между седлом и клапаном
@andrienko.1966 —> Ну понятно. Так что вы хотите? Не стачивать же клапан. Нужно менять седло. Ну вы говорите про торцовку клапана. Это метод какой то? Я пока не в курсе про это. Но ща выясню.
@andrienko.1966 —> Да, укорачивают клапана, там есть для этого на конце место
@andrienko.1966 —> Да я понял что это такое. Ща я вам дам принцип вычисления зазора. Но это все со сторонних форумов. Я лично ни когда не торцевал. Все чем мог помочь. Единственное ну у вас толкатели гидравлические, ну а принцип торцевания, ну стачивание клапана это чуток не правильно, я так понимаю. Там лучше либо стакан толкатель ну стачивают, либо шайбы. Но это в случае если не гидро толкатели. Ладно ща
@andrienko.1966 —> Видел эту инфу, спасибо но это не по моему вопросу
@andrienko.1966 —> Я понял вас. Но вот это то что там написано что при затяжке гбц на сколько то там садится гбц. Надо учитывать это.
То есть это для того что бы избежать встречи клапана с поршнем в камере сгорания? А если снять что бы был люфт между опорой гидрика и клапаном? Будет стук?
@andrienko.1966 —> Нет, это я про то что когда высчитывается сколько надо сточить плюсуй ещё 0.15, то что гбц при протяжке сядет. Нет не встретится но риск того что вот на эти 0.15 клапан открыт будет. Чтоб клапан встретился с поршнем — это клапан должен полностью открыт.
@andrienko.1966 —> А по поводу то что ты говоришь снять, люфт. Не не конечно будет стучать.
@andrienko.1966 —> Не совсем понял про стук, если будет зазор то будет греметь? Какой допустимый зазор между опорой гидрика и клапаном?
@andrienko.1966 —> Ну честно там скорее всего зазора нет так как это гидрокомпенсатор. Ну и такие данные их нет, как зазор гидриков.
Источник