- Трубогиб
- Немного о радиусах
- Как сделать поворотный трубогиб для ремонта глушителей своими руками
- Трубогиб для выхлопных систем автомобилей
- Немного о радиусах
- Как сделать поворотный трубогиб для ремонта глушителей своими руками
- Изготовление трубогиба своими руками: варианты конструкции и особенности готовых изделий
- Разновидности трубогибочных приспособлений и механизмов
- Изготовление вальцов
- Конструкция рамы
- Прижимной механизм
- Электрический привод
- Технология гибки
- Трубогибы и Профилегибы — jet-online.ru
- Универсальные станки для выхлопных систем
- Технология изготовления глушителя
- Производство выхлопных систем
- Трубогиб
- Особенности выбора трубогибов
- Какие виды трубогибов существуют?
- Характеристики видов трубогибов:
Трубогиб
Вашему вниманию предлагается статья с пошаговыми инструкциями и чертежами по изготовлению поворотного трубогиба для профиля и круглых труб. Мы расскажем об основных правилах сборки рычага и станины домашнего станка своими руками и приведём видеоинструкции с комментариями.

На разных этапах ремонта глушителей, монтажа глушителей и других работах связанных с заменой глушителей часто приходится сталкиваться с необходимостью ровного загиба трубы по большому или малому радиусу. Сделать это без специального приспособления невозможно — труба деформируется и качество глушителя сойдёт на нет.
Немного о радиусах
Круговой загиб подразумевает определение величины радиуса, которую можно подразделить на три категории:
- Малый радиус — от 50 до 250 мм. Загиб под таким радиусом уместно назвать коленом. Его выполняют на водопроводных трубах круглого сечения Ø 15–75 мм, либо на трубах квадратного профиля 15–25 мм (декоративная ковка).
- Средний радиус — от 250 до 500 мм. Часто применяется для изготовления кольцевых форм из полосы 40х3, трубы Ø 15–75 мм, квадратного (15–25 мм) или прямоугольного (до 20х40 мм) профиля — обода бочек, резервуаров.
- Большой радиус — более 500 мм. Применяется для ремонта глушителей, изготовления арочных элементов — каркасов теплиц, козырьков, рёбер сварных конструкций. Обычно это квадратный (15х15, 20х20) или прямоугольный профиль 20х40, 40х60 мм. Арки из круглой трубы обычно не делают — к ним неудобно крепить распределительную обрешётку, но загнуть круглую трубу большого радиуса можно при диаметре не более 75 мм.

Радиус на более толстых трубах глушителей выполняется не изгибанием, а сегментацией — когда колено нарезается сегментами и сваривается.
Загибы малого радиуса в большинстве случаев необходимы на водопроводных трубах Ø 15–38 мм. Часто важен сам факт изгиба под нужным углом, чем его качество. В обиходе мастеров имеется две разновидности трубогибов для выполнения этой задачи — трёхточечный и поворотный.
Как сделать поворотный трубогиб для ремонта глушителей своими руками
Этот вид инструмента часто можно встретить в «ручном» исполнении. Усилие прикладывается оператором через рычаг. Приспособление просто изготовить, имея навык слесаря и сварщика. Для этого понадобятся основные элементы — рычаг, два колеса с блоков (с желобами) разных диаметров, стальная пластина и другие металлические детали.
Сначала нужно изготовить мощную вилку (металл не менее 5 мм) под толщину колёс. Для этого необходим расчёт. Предположим, что нам необходимо гнуть трубу с наружным диаметром 25 мм. В нашем распоряжении имеются колёса (подшипники) двух диаметров: r1 = 250 и r2 = 100 мм (радиусы 125 и 50 мм соответственно). Радиус большего колеса будет внутренним радиусом колена.
Конструкция вилки будет такой:
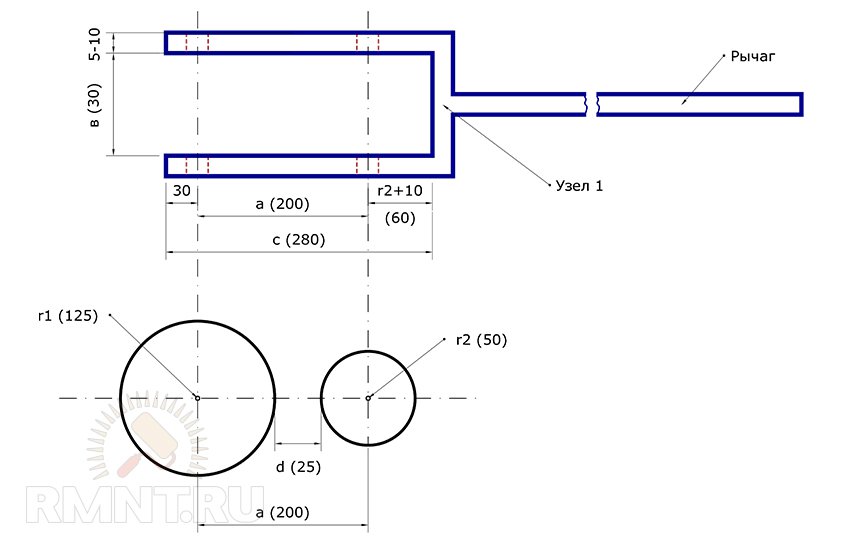
Конструкция вилки трубогиба
Главный размер вилки рычага — расстояние между колёсами (d = 25) — посадочное место трубы и должно быть равно её диаметру плюс 1–2 мм. В нашем случае это 25 мм.
Примечание. Если колёса имеют желоб, в расчёт берётся внутренняя точка жёлоба.
Следующий шаг — определяем расстояние между осями колёс (а) по формуле:
Далее следует определить достаточный размер вилки, исходя из расстояния между осями колёс (с). Здесь нужно придерживаться только ориентировочного зазора между малым колесом и задней стенкой вилки (принять 10 мм), а также запаса металла на крепление стационарной оси большого колеса (принять 30 мм):
Величина зазора между полками вилки (в) будет равна толщине колеса плюс 1–2 мм (принять в = 30 мм).
Малое колесо будет установлено на оси, неподвижно закреплённой на полках вилки. Постарайтесь применить на этой оси подшипник — это заметно облегчит работу по сравнению с простым («сухим») креплением.
Если стоит задача сделать трубогиб для нескольких диаметров труб (от 15 до 38 мм), расстояние между полками вилки должно быть достаточным для установки максимально толстой трубы. Полку вилки сделайте длиннее и просверлите отверстия для стационарной оси для каждого из диаметров.
Узел 1 — крепление рычага к вилке — по возможности выполните надёжным резьбовым соединением с обваркой. Просто приварить «в торец» ручку рычага будет ненадёжно, т. к. именно через эту точку передаётся вся нагрузка.
В качестве основы для площадки трубогиба подойдёт стальная пластина 350х200 мм или более при толщине от 8 мм. Продумайте сразу, каково будет назначение станка — стационарный или переносной. Предусмотрите монтажные отверстия в пластине Ø 12–20 мм.
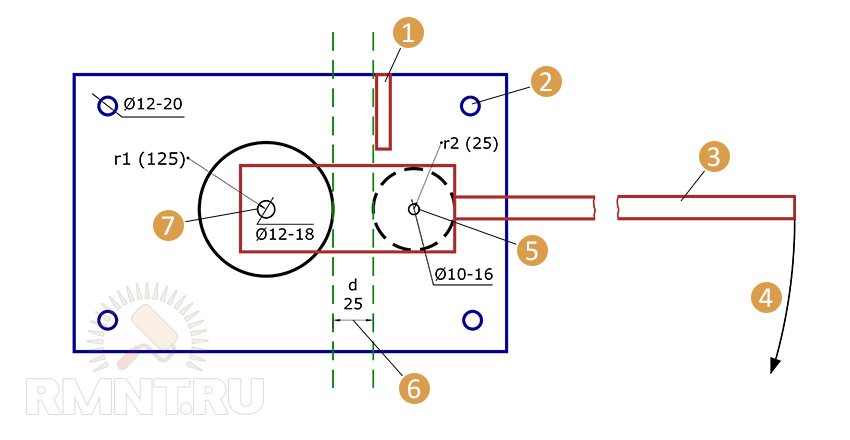
Конструкция площадки: 1 — упор; 2 — монтажные отверстия; 3 — рычаг; 4 — направление усилия в момент загиба; 5 — ось, закрепленная на вилке; 6 — труба; 7 — стационарная ось
Стационарную ось можно выполнить из обычного штыря, приварив его в центре пластины, но лучше использовать подшипник или подшипниковую втулку. Упор закрепляется по месту, после сборки поворотного механизма. Если станок рассчитан на один диаметр, упор (уголок 50х50 мм) можно просто приварить к платформе. Если диаметров несколько, опытным путём установить местоположение упора под каждый из них, сделать отверстия в соответствующих местах и подобрать стержни (крепление «на палец»).
В точности исполненный станок дополняется фиксаторами для гнутья тонкостенных труб. Такой подход актуален в ремонте глушителей, где работа ведётся в основном одним-двумя видами труб.
Эту базовую модель можно усовершенствовать — сделать колёса подвижными вдоль оси крепления, тем самым расширив диапазон радиусов. Для этого понадобятся более остроумные решения и точное исполнение деталей.
Заводские станки и инструменты для задания малых радиусов имеют тот же неизменный принцип, но скомпонованы по-другому. Более удобные и совершенные крепления, которые переставляются легко и быстро, механизированный труд, точное исполнение и бережное отношение к заготовке — то, что нужно профессионалу, который привык работать много и качественно.
Качественно изготовить основные детали комплектных станков — систему упоров и рычаги — можно только в заводских условиях.
Соблюдая основные правила и сам принцип гнутья трубы, можно применять любые имеющиеся в распоряжении детали для усовершенствования станка.
Источник
Трубогиб для выхлопных систем автомобилей
Вашему вниманию предлагается статья с пошаговыми инструкциями и чертежами по изготовлению поворотного трубогиба для профиля и круглых труб. Мы расскажем об основных правилах сборки рычага и станины домашнего станка своими руками и приведём видеоинструкции с ми.

На разных этапах ремонта глушителей, монтажа глушителей и других работах связанных с заменой глушителей часто приходится сталкиваться с необходимостью ровного загиба трубы по большому или малому радиусу. Сделать это без специального приспособления невозможно — труба деформируется и качество глушителя сойдёт на нет.
Немного о радиусах
Круговой загиб подразумевает определение величины радиуса, которую можно подразделить на три категории:

Радиус на более толстых трубах глушителей выполняется не изгибанием, а сегментацией — когда колено нарезается сегментами и сваривается.
Загибы малого радиуса в большинстве случаев необходимы на водопроводных трубах Ø 15–38 мм. Часто важен сам факт изгиба под нужным углом, чем его качество. В обиходе мастеров имеется две разновидности трубогибов для выполнения этой задачи — трёхточечный и поворотный.
Как сделать поворотный трубогиб для ремонта глушителей своими руками
Этот вид инструмента часто можно встретить в «ручном» исполнении. Усилие прикладывается оператором через рычаг. Приспособление просто изготовить, имея навык слесаря и сварщика. Для этого понадобятся основные элементы — рычаг, два колеса с блоков (с желобами) разных диаметров, стальная пластина и другие металлические детали.
Сначала нужно изготовить мощную вилку (металл не менее 5 мм) под толщину колёс. Для этого необходим расчёт. Предположим, что нам необходимо гнуть трубу с наружным диаметром 25 мм. В нашем распоряжении имеются колёса (подшипники) двух диаметров: r1 = 250 и r2 = 100 мм (радиусы 125 и 50 мм соответственно). Радиус большего колеса будет внутренним радиусом колена.
Конструкция вилки будет такой:
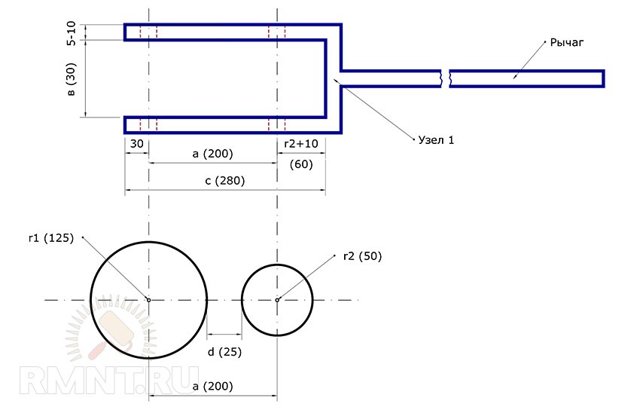
Конструкция вилки трубогиба
Главный размер вилки рычага — расстояние между колёсами (d = 25) — посадочное место трубы и должно быть равно её диаметру плюс 1–2 мм. В нашем случае это 25 мм.
Примечание. Если колёса имеют желоб, в расчёт берётся внутренняя точка жёлоба.
- Следующий шаг — определяем расстояние между осями колёс (а) по формуле:
- Далее следует определить достаточный размер вилки, исходя из расстояния между осями колёс (с). Здесь нужно придерживаться только ориентировочного зазора между малым колесом и задней стенкой вилки (принять 10 мм), а также запаса металла на крепление стационарной оси большого колеса (принять 30 мм):
- Величина зазора между полками вилки (в) будет равна толщине колеса плюс 1–2 мм (принять в = 30 мм).
Малое колесо будет установлено на оси, неподвижно закреплённой на полках вилки. Постарайтесь применить на этой оси подшипник — это заметно облегчит работу по сравнению с простым («сухим») креплением.
Если стоит задача сделать трубогиб для нескольких диаметров труб (от 15 до 38 мм), расстояние между полками вилки должно быть достаточным для установки максимально толстой трубы. Полку вилки сделайте длиннее и просверлите отверстия для стационарной оси для каждого из диаметров.
Узел 1 — крепление рычага к вилке — по возможности выполните надёжным резьбовым соединением с обваркой. Просто приварить «в торец» ручку рычага будет ненадёжно, т. к. именно через эту точку передаётся вся нагрузка.
В качестве основы для площадки трубогиба подойдёт стальная пластина 350х200 мм или более при толщине от 8 мм. Продумайте сразу, каково будет назначение станка — стационарный или переносной. Предусмотрите монтажные отверстия в пластине Ø 12–20 мм.
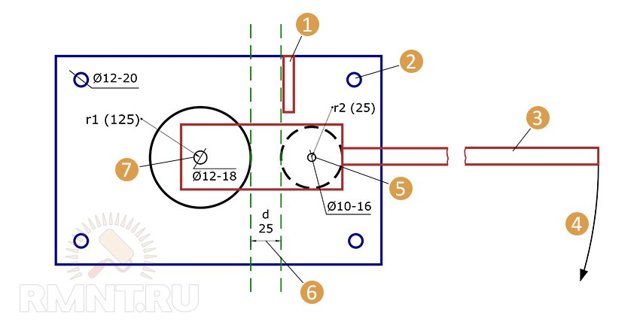
Конструкция площадки: 1 — упор; 2 — монтажные отверстия; 3 — рычаг; 4 — направление усилия в момент загиба; 5 — ось, закрепленная на вилке; 6 — труба; 7 — стационарная ось
Авто в европу стамбул
Стационарную ось можно выполнить из обычного штыря, приварив его в центре пластины, но лучше использовать подшипник или подшипниковую втулку. Упор закрепляется по месту, после сборки поворотного механизма.
Если станок рассчитан на один диаметр, упор (уголок 50х50 мм) можно просто приварить к платформе.
Если диаметров несколько, опытным путём установить местоположение упора под каждый из них, сделать отверстия в соответствующих местах и подобрать стержни (крепление «на палец»).
В точности исполненный станок дополняется фиксаторами для гнутья тонкостенных труб. Такой подход актуален в ремонте глушителей, где работа ведётся в основном одним-двумя видами труб.
Эту базовую модель можно усовершенствовать — сделать колёса подвижными вдоль оси крепления, тем самым расширив диапазон радиусов. Для этого понадобятся более остроумные решения и точное исполнение деталей.
Заводские станки и инструменты для задания малых радиусов имеют тот же неизменный принцип, но скомпонованы по-другому. Более удобные и совершенные крепления, которые переставляются легко и быстро, механизированный труд, точное исполнение и бережное отношение к заготовке — то, что нужно профессионалу, который привык работать много и качественно.
- Качественно изготовить основные детали комплектных станков — систему упоров и рычаги — можно только в заводских условиях.
- Соблюдая основные правила и сам принцип гнутья трубы, можно применять любые имеющиеся в распоряжении детали для усовершенствования станка.
- Источник
Изготовление трубогиба своими руками: варианты конструкции и особенности готовых изделий
Строительство теплиц и навесов, прокладка инженерных коммуникаций – все это требует наличия гнутого металлического профиля. Но покупать трубы, гнутые под заказ – дорого, приобретение готового трубогиба – тоже удовольствие не из дешевых. Вот и используют современные умельцы для создания металлических дуг требуемого радиуса приспособления и механизмы собственного изготовления.

В данной статье мы рассмотрим следующие вопросы:
Разновидности трубогибочных приспособлений и механизмов
В наши дни можно встретить примеры трубогибочного оборудования, имеющего различное конструктивное исполнение: от сравнительно простых приспособлений для ручного гиба до самодельных станков с ручным или электрическим приводом.

По предназначению трубогибы делятся на два типа.
Первый тип – угловые (позволяют придать нужный радиус определенному участку заготовки).
Второй тип – трехвалковые трубогибы – станки и приспособления, которые позволяют формировать заданный радиус гиба по всей длине заготовки.
По способу регулировки радиуса трубогибы бывают механическими.
- Привод опорных валов может быть как ручным, так и электрическим.
Конструкция самодельного трубогиба зависит от объема и сложности работ, которые планируется выполнять с его помощью. Если устройство необходимо для одноразового использования (например, для строительства домашней теплицы), то нет необходимости в создании сложного трехвалкового механизма с гидравлической регулировкой радиуса загиба.
Срочно нужно ставить теплицу. Хочу арочную, но ни на базе металлов, ни у знакомых нет трубогиба. Строить трубогиб на валах и роликах? Для этого нет ни времени, ни надобности. Считаю, что на одно строительство подходит приспособление для ручной гибки.
Да, действительно, чем проще трубогиб, тем меньше мороки с его изготовлением. Главное – правильно определить размеры приспособления, которые напрямую будут зависеть от радиуса гиба.
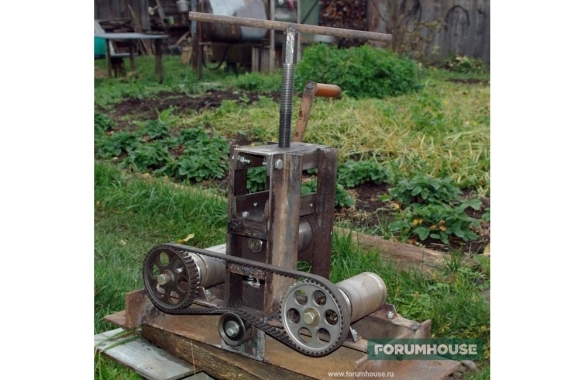
Представляем вашему вниманию устройство, изготовленное пользователем moning. Оно предназначено для работы исключительно с тонкостенными трубами, ведь гибка труб вручную – это тяжелый физический труд.
Эту штукенцию я делал под квадратную трубу 30*30. Радиус, который удалось получить, был примерно 1метр.
По бокам приспособления можно приварить что-то вроде распорок или лапок, чтобы не кидало из стороны в сторону, когда давишь на трубу.
По поводу перемычек внизу трубогиба: вначале труба подкладывается под верхнюю перемычку (для первоначального загиба), потом труба перекладывается под следующую перемычку (для дальнейшего продвижения).
Последовательная гибка нужна для того, чтобы при резком перегибе труба не пошла на излом.
Требования установки тахографа на грузовые автомобили
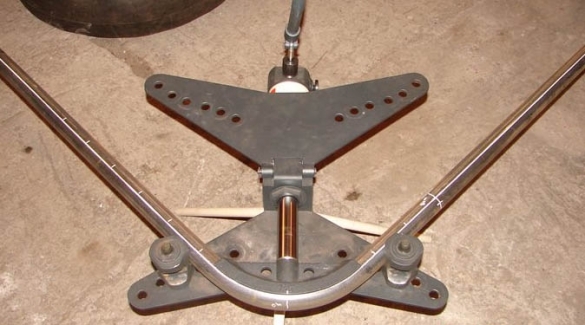
Рассчитать размеры приспособления очень просто: для этого достаточно знать радиус гиба, который требуется получить на готовой детали. Полоса (шириной 40 мм), которая служит оправкой для сгибаемой заготовки, изначально имеет кривизну, обеспечивающую заданный радиус гиба (R).
- Как утверждает автор изобретения, радиус заготовки получается хоть и не значительно, но больше радиуса самой оправки.
- Умея пользоваться сваркой, болгаркой и вспомогательными инструментами, данное приспособление можно изготовить менее чем за 1 день.
- Представляем пример таблицы допустимых радиусов для труб круглого сечения.
- Минимальные радиусы гибки труб в холодном состоянии
Наружный диаметр трубы, мм Радиус загиба, мин 45 35 20 10 R загиба, мин 18 74 62 56 43 24 95 79 65 55 32 115 96 79 67 38 156 131 107 91 50 197 165 136 115 60 238 199 165 139 75 280 260 194 173 80 324 270 224 190 90 362 302 250 213
В конструкции электромеханического трубогиба можно выделить три основных рабочих органа: один нажимной и два опорных (ведущих) вала. Отсюда и название станка – трехвалковый прокатный трубогиб.
Подобное устройство имеет довольно сложную конструкцию, поэтому, если вам не удалось раздобыть чертежи самодельного трубогиба, рекомендуем каждый его элемент вначале нарисовать на бумаге (хотя бы в виде эскиза). А о том, какими размерами и характеристиками должны обладать основные узлы будущего изделия, мы вам последовательно расскажем.
Итак, основная функция трубогиба состоит в том, чтобы сгибать детали под заданный радиус гиба. Радиус гиба зависит от расстояния между опорными катками (валами) и регулируется нажимным катком. Расстояние между опорными роликами – величина постоянная. Именно ее следует учитывать, приступая к проектированию станка.
Расстояние между нижними вальцами зависит от минимального радиуса гиба.
Определяя его, учитывайте, что чем меньше расстояние между вальцами, тем тяжелее опускать прижимной ролик и тем тяжелее пропускать между валами заготовку. И наоборот: чем больше расстояние, тем легче крутить.
У меня, если память не изменяет, расстояние около 35-40 см. Валы прокручиваются достаточно легко: я гнул минимальный радиус около 50 см, но можно и меньше.
- Радиус гиба (радиус дуги) рассчитывается по простой геометрической формуле.
- Руководствуясь ею применительно к своему оборудованию, можно быстро отрегулировать станок на заданные параметры.
Изготовление вальцов
Для изготовления вальцов следует поискать надежные материалы, которые уже успели пройти проверку на прочность.
Кто-то использует роторы от электродвигателей старых стиральных машин или шкворни от автомобиля КамАЗ, кто-то – круги из углеродистой стали.
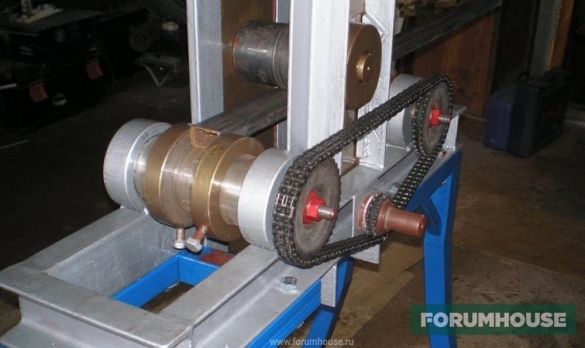
На самом деле вариантов множество, главное – не забывать о том, что выбранный материал должен быть достаточно прочным. Пользователь Dva11, к примеру, использовал ступицы колес от старой поливальной установки.
Диаметр ступицы – 75 мм, длина – 110 мм, подшипники подбирал по ступице (подошли 205). Мне пришлось купить 5 подшипников и 1 шкив, остальные детали изготовил из металлолома.
Ровные цилиндрические валы – вариант универсальный. С их помощью гнут трубы различного сечения. Если профиль валов привести в соответствие с профилем сгибаемых труб, то качество гиба заметно улучшится.
- Можно также использовать болванки, рассчитанные на разные профили сгибаемых заготовок.
- В идеале на валы устанавливаются съемные насадки или кольцевые прижимы (ограничители), с помощью которых профиль вальцов регулируется по ширине трубы.
В конструкцию вальцов я внес некоторые усовершенствования: на крайние валы, там, где находятся ограничители, сделал насадки под трубу. Испытания проводились на трубе размером 1 дюйм. Насадки заменяются легко. Для этого одну сторону подшипников я сделал скользящей. Насадка сделана из стали 65Г (плюс закалка). Износа фактически нет, а твердость – напильник не берет.
Речь идет вот об этом размере.
Если прижимной ролик, предназначенный для гибки прямоугольных труб, будет иметь посередине небольшую выпуклость, это поможет сохранить геометрию сгибаемого профиля. Ролик будет вдавливать верхнюю стенку трубы вовнутрь, не давая заготовке раздаваться в стороны.
Конструкция рамы
Определившись с межосевым расстоянием и конструкцией вальцов, можно размечать заготовки деталей для рамы. Опираясь на опыт пользователей FORUMHOUSE, следует сделать вывод, что самые прочные рамы получаются из стального швеллера (шириной – не менее 80 мм). Этот материал легко достать, поэтому можно смело брать его себе на заметку.
На фото – станок на стадии изготовления. А вот чертеж, который взят за основу.
- При выполнении работ в первоначальные чертежи были внесены некоторые изменения.
- Представленный чертеж не является обязательным руководством к действию, но дает объективное понимание того, как устроен прокатный трубогибочный станок.
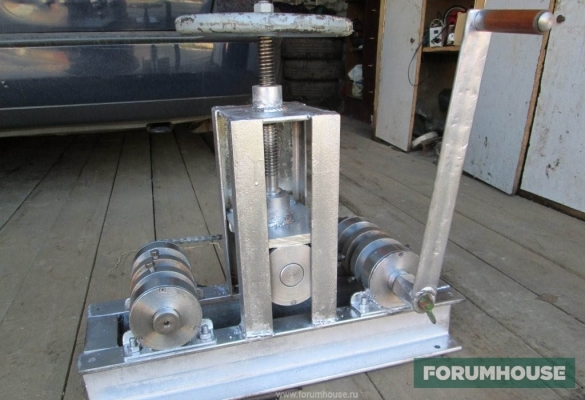
Прижимной механизм
Многие умельцы делают прижим из обычного автомобильного домкрата (механического или гидравлического). Тех усилий, которые он способен создать, вполне достаточно для того, чтобы придать металлической заготовке нужную конфигурацию.
В качестве прижимного винта использовал старый винтовой домкрат от газели. Гнет легко две трубки 20х20.
Если использовать гидравлический домкрат, то он должен быть рассчитан на 2 тонны или более. Основное достоинство гидравлического прижима состоит в том, что работать им можно, не прилагая особых усилий. Преимущества винтового домкрата: им проще выставить радиус гиба.
Вместо механического домкрата часто используются самодельные винтовые прижимы. Они также позволяют гнуть заготовки в точном соответствии с заданными параметрами.
А чем же винт хуже домкрата? Заказать у токаря винт с меньшим шагом резьбы, чтобы меньше усилия прикладывать при вращении. Это на порядок дешевле домкрата обойдётся.
Электрический привод
Чтобы пропустить заготовку через станок с помощью механической ручки, потребуется приложить немало усилий. Поэтому механизация ручного труда – цель вполне обоснованная.
Гнуть трубы «с чашкой кофе в руках» поможет подходящий электродвигатель и небольшой механический редуктор. Эти устройства устанавливаются на раму трубогибочного станка в соответствии с подготовленными чертежами. Ведущую звездочку, установленную на валу редуктора, можно соединить с опорными валами металлической цепью (например, от ГРМ легкового автомобиля).
Лет 15 валялась в гараже электроталь на 380В, все думал, куда ее приспособить. Весит 40 кг, а поднимает – до 500 кг. Давно уже купил маленькую таль, которая при весе 8 кг поднимает столько же. Так вот: разобрал, удалил все лишнее, после чего получился электродвигатель и редуктор в одном флаконе. Весит это хозяйство 6–7 кг.
Мы рассмотрели основные элементы трубогибочного станка, который при желании и определенной смекалке вполне можно изготовить самостоятельно. В заключение статьи поговорим о том, как правильно использовать это оборудование, чтобы не испортить заготовку.
Технология гибки
Гибка трубы на самодельном трубогибе должна быть последовательной. Это ключевое правило, которое необходимо соблюдать, независимо от размеров заготовки.
Последовательная гибка – это гибка в несколько проходов (с каждым проходом радиус гиба постепенно уменьшается).
Главное – не торопить события и не давить помногу. Как правило, готовые дуги выходят после четырёх прокаток. Небольшие отклонения в плюс или минус легко догибаются или разгибаются руками – проверено на практике.
Последовательная гибка позволяет значительно снизить нагрузку на рабочие оси гибочного оборудования и защищает профиль трубы от чрезмерных деформаций.
Если вы всерьез заинтересовались самостоятельным изготовлением трубогибочного станка, рекомендуем посетить раздел нашего портала, который посвящен данному вопросу. Там вы найдете не только ценные рекомендации, но и готовые чертежи, успешно применяемые на практике.
Если изготовление трубогиба кажется вам занятием неоправданным, то познакомьтесь с информацией о том, как гнуть квадратные трубы простыми способами. О том, как устроены самодельные приспособления для загибки арматуры, вы узнаете из соответствующей статьи.
А видеосюжет, посвященный строительству домашней теплицы, расскажет вам о том, как правильно использовать гнутые металлические конструкции по их прямому назначению.
Трубогибы и Профилегибы — jet-online.ru
373213 StalexYР-9 
YР-9 Ручной профилегиб
MTB10-40 BlackSmithMTB10-40 
MTB10-40 Трубогиб ручной роликовый, профилегиб
391007 StalexTR-50 
TR-50 Ручной профилегибочный станок
375001 StalexHB-10 
Трубогиб гидравлический ручной Stalex HB-10
375002 StalexHB-12 
Трубогиб гидравлический ручной Stalex HB-12
MTB30-40 BlackSmithMTB30-40 
MTB30-40 Трубогиб ручной роликовый, профилегиб
M07-TG StalexМ07-TG 
M07-TG Ручной профилегиб
MTB31-40 BlackSmithMTB31-40 
MTB31-40 Трубогиб ручной роликовый, профилегиб
375003 StalexHB-16 
Трубогиб гидравлический ручной Stalex HB-16
MB32-25 BlackSmithMB32-25 
MB32-25, бездорновый трубогиб
Станок трубогибочный гидравлический ручной Stalex HB-8
EHB-10 Трубогиб электромеханический Stalex
EHB-40 Трубогиб гидравлический с электроприводом Stalex
JRBM-30W Профилегибочный станок
375010 StalexНТВ — 1000
Трубогиб гидравлический НТВ — 1000
UNV3-mini BlackSmithUNV3 mini
UNV3 mini трубогиб-профилегиб
TG3 Трубогиб электрический
UNV3 Универсальный станок для ковки
UNV3-220V Универсальный станок для ковки
TG4 Трубогиб электрический
Универсальные станки для выхлопных систем
Универсальный трубогибочный станок для изготовления выхлопных систем атомобилей BHV. Станок имеет две рабочие станции для гибки трубы и для формовки концов труб. Станок прост в управлении и поставляется с полным набором необходимого инструмента для гибки выхлопных труб.
Технология изготовления глушителя
На данный момент в производстве глушителей для авто- и мототехники используются всего две технологии:
Закатная технология изготовления позволяет создать корпус глушителя с максимальной герметичностью и ударопрочностью. Суть работы состоит в том, что корпус изначально производится из цельной заготовки, а конструкция глушителя собирается посредством закатки дна. Для реализации такого вида изделий применяются трубогибы и прессы.
При использовании штампосварной технологии затрачивается больше времени и материалов, что делает такой глушитель дороже закатного.
Методика работы заключается в том, чтобы сварить две половины корпуса в одно изделие. То есть сначала производятся два элемента, после чего их необходимо качественно соединить между собой. Главным видом оборудования этой технологии считается сварочный аппарат.
Как авто, так и мотоглушитель, можно создать по любой из этих технологий. Разумеется, закатной глушитель будет служить дольше штампосварного, так как изначально в его конструкции отсутствуют негерметичные швы.
Производство выхлопных систем
Производство глушителей подразумевает использование узкопрофильной техники. Высокое качество всей выхлопной системы может быть обеспечено только при использовании хорошего материала и нового оборудования.
Высокое качество всей выхлопной системы может быть обеспечено только при использовании хорошего материала и нового оборудования.
Сварные конструкции не обеспечивают длительной эксплуатации, поэтому целесообразнее производить глушители как в мелкосерийном, так и в массовом секторе по закатной технологии.
Для реализации всех потребностей производства компания «ТР-Пром» готова предложить высокотехнологичное оборудование нового поколения.
Все виды станочного оборудования, представленные на нашем сайте, полностью соответствуют требованиям мировых стандартов. Покупка любой модели подразумевает заводскую гарантию.
Компания «ТР-Пром» является прямым поставщиком станков, а потому может предложить клиентам удобные и выгодные условия сотрудничества. В ценах на всю линейку оборудования отсутствуют наценки посредников и комиссионные сборы перекупщиков.
Трубогиб
Практичным и универсальным приспособлением для сгиба труб при монтаже коммуникационных и водопроводных систем являются трубогибы.
Трубогиб и трубогибочный станок для гибки труб, по типу воздействия на трубу, делятся на 4 вида: ручные, механические, гидравлические и электрические. По способу произведения изгиба трубогибы делятся на арбалетные, сегментные, пружинные. Во время работы с разнообразными видами труб возникает потребность выполнять технологические изгибы. Для таких целей используется трубогиб.
Трубогибочные станки – это инструмент для гибки труб или гибочный станок обеспечивают легкость работы, могут жестко крепиться на любую плоскость, в том числе, при необходимости, под наклоном.
Особенности выбора трубогибов
Несмотря на кажущуюся простоту работы по изгибанию трубы, для этой работы необходимо обладать определенными навыками и опытом. Они могут использоваться:
- в строительных целях;
- в машиностроении;
- в приборостроении;
- в системах газораспределения;
- в производстве мебели;
- в быту.
При неправильном изгибе на трубе могут образоваться подминания, растягивания и ряд других дефектов. При покупке обязательно следует определиться со сферой применения данного устройства: будете ли вы использовать его для изгиба тонкостенных, медных или пластиковых труб. От этого зависит выбор того или иного вида инструмента.
Какие виды трубогибов существуют?
Поскольку трубы выпускаются прямыми, при проведении различных работ некоторые их участки необходимо сгибать. Для этого можно использовать самодельные приспособления, но процесс сгибания займет много времени и отнимет силы. Трубогиб для стальных труб значительно облегчит работу и не деформирует трубу.
Существуют следующие виды устройств:
Все они выполняют практически одну и ту же функцию, но их стоимость и количество трудозатратотличаются. Ручные являются самыми недорогими, а электрические, особенно это касается моделей с электронной панелью управления, могут потребовать вложения значительных средств.
Характеристики видов трубогибов:
Наиболее экономным вариантом являются ручные трубогибы. Механизм их работы прост: изгибание осуществляется с помощью человеческой силы. С его помощью можно изогнуть трубы, которые изготовленные из мягких материалов, например, из алюминия, меди, металлопластика. Их преимущества:
- дешевизна;
- скорость процесса гибки (до нескольких минут);
- независимость от источников питания;
- доступность применения.
Подобные трубогибы применяются для ведения непрофессиональных работ, производимых в домашних условиях.
Сегментный трубогиб использует особый сегмент, который вытягивает трубу.
При выборе трубогиба учитывается предполагаемый диаметр и материал труб, которые будут обрабатываться. Для повышения производительности используются трубогибы с электрическим и гидравлическим приводом.
Продукция, реализуемая нашим магазином, выпускается известными производителями. Мы сможем вам предложить именно такой тип и модель трубогиба, которые будут наилучшим вариантом для выполнения определенной работы и сделают минимальными возможные дефекты. Так же мы можем предоставить необходимые аксессуары.
Приобретая надежный трубогиб, Вы будете уверены в том, что он будет вам верным помощником на протяжении многих лет. Благодаря широкому ассортименту и постоянно пополняющемуся складу, Вы всегда найдете у нас именно тот товар, который искали!
Компания ПрофТехСнаб осуществляет продажи качественных трубогибочных станков для гибки труб мировых производителей с метрическими и дюймовыми гибочными башмаками под разные диаметры труб, а также с дополнительными насадками (сегментами) для работы с круглыми и квадратными профилями труб, металлическими полосами и для выпрямления труб.
Источник