Ремонт трубопроводов
В процессе эксплуатации трубопроводы изнашиваются от механического (в основном эрозионного), теплового и коррозионного воздействия. При ремонте выполняются следующие основные работы:
1) замена износившихся деталей и узлов или исправление их до соответствующих норм, допусков и размеров;
2) выверка трубопроводов, а в случае необходимости подгонка опор и подвесок;
3) модернизация или реконструкция трубопроводов с возможной унификацией сменных частей;
4) изоляция трубопроводов;
5) испытание на прочность и плотность;
6) окраска трубопроводов.
За 2 – 3 ч до разборки фланцевых соединений трубопроводов резьбовую часть крепежных деталей необходимо смочить керосином. Отворачивание гаек проводится в два приема: сначала все гайки ослабляются поворотом на 1 /8 оборота, затем отворачиваются полностью в любой последовательности. При разборке трубопроводов с целью замены прокладок весьма трудоемка раздвижка фланцев. Для раздвижки фланцев используются специальные приспособления.
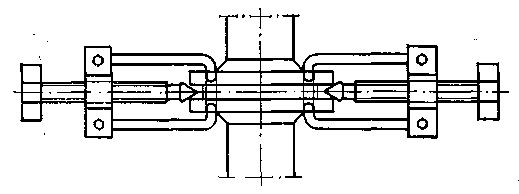
Рисунок – Винтовое приспособление для раздвижки фланцев
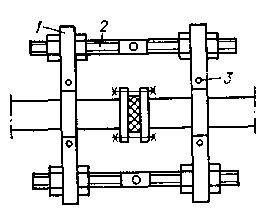
Рисунок – Приспособление для замены прокладки
1 – хомут; 2 – винт; 3 – болт.
Для вырезки прокладок применяются специальные приспособления.
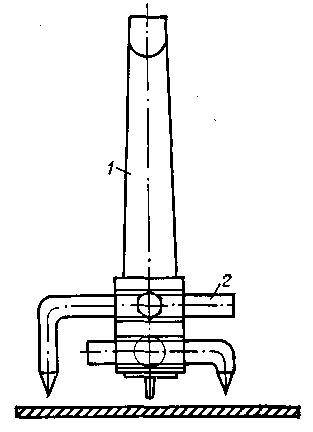
Рисунок – Приспособление для вырезки прокладок
1 – конус; 2 – нож.
При ремонте технологических трубопроводов изношенные участки заменяются новыми, дефектные сварные стыки удаляются, а вместо их ввариваются катушки. Перед удалением участка трубопровода необходимо закрепить разделяемые участки так, чтобы предупредить их смещение. Участок, подлежащий удалению, крепится в двух местах.
После демонтажа участка трубопровода свободные концы оставшихся труб необходимо закрыть пробками или заглушками. При установке нового участка его сначала укрепляют на опорах, а затем сваривают.
Сборка коллектора состоит из соединения отдельных участков, блоков (плетей), деталей и крепления его к опорам и подвескам. Отдельные узлы перед сборкой располагаются в цехе между аппаратами, насосами, арматурой. Сначала сборка выполняется «начерно», т.е. свариваемые детали соединяются прихваткой, фланцевые соединения собираются на монтажных болтах. После такой сборки и выверки горизонтальных и вертикальных участков осуществляется окончательная сварка стыков, а во фланцевых соединениях монтажные болты заменяются шпильками или постоянными болтами с окончательной их затяжкой. После этого трубопровод закрепляется на опорах.
Подъем и укладка узлов и деталей трубопроводов проводятся с помощью стационарных или передвижных грузоподъемных устройств. При сборке отдельных участков трубопроводов передача их веса на насосы и компрессоры должна быть исключена.
На вертикальных аппаратах заменяемые узлы и детали трубопроводов закрепляются стропами в двух местах для их подвешивания.
При подсоединении к другим узлам перестроповка исключается. Поднятый узел или деталь при помощи оправки подгоняется к присоединительному фланцу, а затем устанавливается прокладка и закрепляются все шпильки и болты. После проведения указанных операций стропы снимаются. Если новый узел трубопровода присоединяется на сварке, то стропы снимаются после приварки его первым швом.
При ремонте фланцевых соединений зеркало фланца, находившегося в эксплуатации, очищается от старой прокладки, следов коррозии и т.д.
Перпендикулярность уплотнительной поверхности фланца к оси трубы проверяют при помощи специального приспособления.
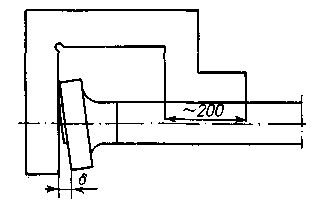
Рисунок – Проверка перпендикулярности уплотнительной поверхности фланца
При ремонте межцеховых трубопроводов замена изношенных участков надземных трубопроводов может выполняться потрубно. Возможна также сборка участков из секций, которые собирают и сваривают из отдельных труб и их элементов вблизи трассы или в трубозаготовительной мастерской. В условиях эстакад, насыщенных большим количеством трубопроводов, ремонт становится более сложным. В этом случае замена изношенных участков или прокладка дополнительных линий возможна лишь отдельными трубами небольшой длины. Трубы поднимаются краном или лебедкой и через верх или бок эстакады заводятся на место. Сборка ведется в направлении, противоположном уклону трубопровода. При укладке трубопроводов на эстакадах, в каналах или лотках окончательное закрепление начинают с неподвижных опор.
При замене участков трубопроводов, работающих при высокой температуре, а также при прокладке дополнительных линий проводится растяжка компенсаторов температурных удлинений.
Растяжка компенсаторов осуществляется с помощью специальных приспособлений, вместе с которыми компенсатор монтируется. После закрепления концов трубопровода на неподвижных опорах приспособление удаляется.
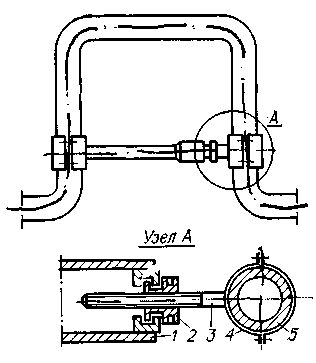
Рисунок – Винтовое приспособление для растяжки компенсаторов
1 – распорка; 2 – натяжная гайка; 3 – винт; 4 – хомут; 5 – труба.
Линзовые компенсаторы устанавливаются на трубопроводах, имеющих продольное и поперечное перемещения. Для предотвращения разрыва линз при сдвиге трубопровода в поперечном направлении на компенсаторах ставятся стяжки. Линзовые компенсаторы растягиваются на половину их компенсирующей способности.
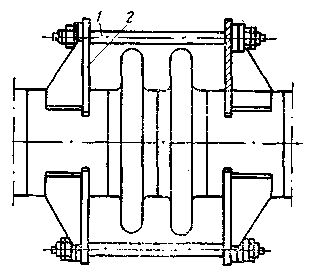
Рисунок – Линзовые компенсаторы со стяжками
1 – тяга; 2 – лапа.
При ремонте трубопроводов, уложенных в грунт, выполняются следующие основные работы:
1) вскрытие засыпанных траншей; отсоединение участков трубопроводов;
2) подъем этих участков на поверхность;
3) очистка наружной поверхности от следов коррозии и остатков старой антикоррозионной изоляции;
4) замена изношенных участков трубопроводов новыми;
5) наложение новой изоляции;
6) укладка трубопровода в траншею.
При наличии мелких повреждений (трещины, раковины, потения и т.д.) трубопровод из работы не выключается. При нетоксичных продуктах ремонт осуществляется наваркой заплат. Разрывы стыков и крупные трещины временно изолируются наложением хомутов. После освобождения трубопровода от продукта поврежденные места вырезаются и ввариваются катушки.
Трубопроводы диаметром до 300 мм, уложенные на глубине не более 1,2 м, ремонтируются с подъемом и укладкой их над траншеей на лежаки. При диаметре более 300 мм ремонт осуществляется непосредственно в траншее с подъемом трубопроводов на высоту 60 – 70 см от дна траншеи с укладкой их на лежаки.
Основным видом ремонта подземных трубопроводов является замена изношенного участка новым. При этом способе извлеченный из траншеи трубопровод разрезается на отдельные части и увозится на ремонтную базу. Новая секция вваривается в коллектор. При подъеме и опускании трубопровода в траншею наиболее напряженные сварные стыки усиливают муфтами или планками. Для лучшего прилегания планок к трубопроводу в середине планок делается выгиб. При усилении муфтами их длина принимается равной 300 мм для труб диаметром 200 – 377 мм и 350 мм для труб диаметром 426 – 529 мм. Диаметр муфты принимается на 50 мм больше диаметра трубопровода. Толщина стенки муфты и трубопровода должна быть одинакова. Допускаемый зазор между муфтой и трубой составляет 2 мм.
При ремонте иногда нужно подключиться к действующим трубопроводам соседних цехов. Такая необходимость возникает и при подключении нового аппарата к действующим цеховым трубопроводам. Подобные врезки чаще всего осуществляются в период остановочных ремонтов. Врезка в действующий трубопровод выполняется с использованием специального приспособления. К трубопроводу в месте врезки подгоняется и приваривается патрубок с фланцем. К этому фланцу на шпильках присоединяется задвижка требуемой серии. К задвижке на фланце крепится приспособление, состоящее из сверла и коронки, на которой укреплены резцы, шток, сальник, грундбукса, упорный шарикоподшипник и штурвал. Вращением коронки при помощи штурвала в стенке основного трубопровода вырезается отверстие требуемого диаметра. После этого шток с коронкой поднимается выше клинкета задвижки и последняя закрывается. Затем с задвижки снимается приспособление и к отводящему патрубку присоединяется новый трубопровод.
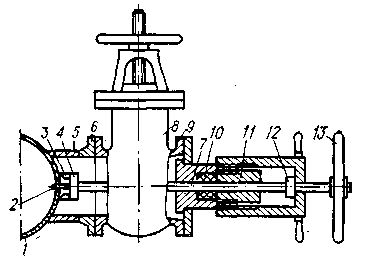
Рисунок – Приспособление для врезки отвода в действующий трубопровод
1 – трубопровод; 2 – сверло; 3 – резец; 4 – коронка; 5 – патрубок; 6,9 – фланцы;
7 – шток; 8 – задвижка; 10 – сальник; 11 – грундбукса;
12 – упорный шарикоподшипник; 13 – штурвал.
После окончания капитального ремонта трубопроводов проводятся проверка качества работ, промывка или продувка, а затем испытание на прочность и плотность. Технологическая аппаратура перед испытанием отключается, концы трубопровода закрываются заглушками. Заглушаются все врезки для контрольно-измерительных приборов. В наиболее низких точках ввариваются штуцеры с арматурой для спуска воды при гидравлическом испытании, а в наиболее высоких – воздушки для выпуска воздуха. В начальных и концевых точках трубопровода устанавливаются манометры с классом точности измерения не ниже 1,5.
Гидравлическое испытание на прочность и плотность обычно проводится до покрытия тепловой и антикоррозионной изоляцией. Величина испытательного давления должна быть равна 1,25 максимального рабочего давления, но не менее 0,2 МПа для стальных, чугунных, винипластовых и полиэтиленовых трубопроводов. Давление при испытании выдерживается 5 мин. После этого оно снижается до рабочего значения. Трубопровод тщательно осматривается. Сварные швы обстукиваются легким молотком. После проведения испытания открываются воздушки и трубопровод полностью освобождается от воды.
Пневматическое испытание осуществляется воздухом или инертным газом. При этом выдерживается давление, равное 1,25 максимального рабочего давления, но не менее 0,2 МПа для трубопроводов из стали.
Испытание на прочность чугунных и пластмассовых надземных трубопроводов не проводится. Пневматическое испытание трубопроводов на прочность не проводится также в действующих цехах, на эстакадах, в каналах, т.е. там, где находятся действующие трубопроводы. Газопроводы, работающие при давлении до 0,1 МПа, испытывают давлением, которое устанавливается проектом.
Источник
§ 62. Ремонт трубопроводов
Стальные трубопроводы. Течи в стальных трубопроводах можно временно устранить путем наложения бандажей с резиновыми прокладками. Бандажи стягивают болтами с одной или двух сторон или хомутом. Небольшие течи ликвидируют приваркой к трубопроводу накладки. Отдельные отверстия можно заглушить болтом. Для этого в месте течи высверливают отверстие диаметром, большим диаметра свища, и нарезают метчиком резьбу. Затем в отверстие ввертывают болт с уплотнительной прокладкой. Небольшие свищи и трещины заваривают также газовой сваркой.
Поврежденные участки с большими дефектами (свищи, длинные трещины) заменяют. Для этого ножовкой или труборезом вырезают поврежденный участок трубопровода. От трубы такого же диаметра отрезают вставку длиной, меньшей на 8—10 мм длины вырезанного участка. На концах трубы нарезают две короткие резьбы. На одном из концов вставки нарезают длинную резьбу и на нее сгоняют контргайку и муфту, на другом — короткую резьбу и на нее навертывают другую муфту. Вставку вводят в трубу так, чтобы их оси совпадали, и, вращая вставку, навертывают муфту на конец трубы, затем сгоняют вторую муфту и завертывают контргайку.
Поврежденные участки стальных трубопроводов можно заменять, используя клеевое бандажное соединение, которое представляет собой стеклоткань, пропитанную эпоксидным клеем. Клеевое бандажное соединение трубопровода выполняют в такой последовательности. Сначала приготовляют клеящую ленту. Для этого стеклоткань разрезают на полосы определенных размеров, зависящих от наружного диаметра ремонтируемого трубопровода. Длина ленты должна быть такой, чтобы в намотке уместилось не менее шести слоев, а ширина принимается на 20—30% больше диаметра поврежденного трубопровода. Чтобы на краях ленты не образовывалась бахрома, предварительно перед раскроем места резов пропитывают клеем БФ-2 или БФ-4.
Затем ленты пропитывают эпоксидным клеем. Эпоксидный клей готовят непосредственно на месте проведения работ, так как он пригоден к употреблению в течение 45—60 мин при температуре окружающего воздуха 20°С. Клей с помощью шпателя наносят ровным тонким слоем на одну сторону ленты, которую помещают на ровную поверхность, покрытую полиэтиленовой пленкой. Для того чтобы клей проникал в стеклоткань, к шпателю прикладывают небольшое усилие.
Перед склеиванием наружные поверхности соединяемых труб очищают от загрязнения, окалины и ржавчины. Очистку производят механизированным инструментом или вручную металлическими щетками, шлифовальной бумагой и т. п. на всю длину склеиваемого шва (ширины ленты). После зачистки поверхности концов и торцов стыкуемых труб обезжиривают, протирая тампоном из ветоши, смоченным бензином или ацетоном, с последующей открытой просушкой не менее 10—15 мин. Чтобы стыкуемые трубы не смещались во время производства работ, включая время на затвердевание клея, их необходимо зафиксировать. Для этого стыки труб предварительно прихватывают сваркой в нескольких точках или фиксируют с помощью различных центрирующих устройств и приспособлений. При применении точечной сварки места прихваток должны быть зачищены и выступать над поверхностью не более чем на 2 мм.
Затем на концы стыкуемых труб наматывают ленту из стеклоткани с нанесенным на нее слоем клея. Намотку осуществляют вручную с натягом в радиальном направлении без перекосов. Середина ленты должна располагаться над местом стыка.
Клеевое бандажное соединение выдерживают в неподвижном положении до полного затвердевания клея и приобретения им необходимой прочности.
При выполнении работ по склеиванию рабочие должны пользоваться защитной одеждой: комбинезоном или халатом из плотной ткани, головными уборами, тонкими резиновыми или хлопчатобумажными перчатками, а в некоторых случаях и защитными очками. При попадании на кожу клея или его компонентов их снимают ватой, смоченной ацетоном, а затем смывают водой с мылом.
Чугунные трубопроводы. Способы ремонта чугунных трубопроводов зависят от их типа: напорные или безнапорные. Поврежденные участки напорных трубопроводов ремонтируют путем их замены. Для этого отрубают раструб и удаляют поврежденный участок. Затем отрезают вставку необходимой длины, надевают на нее надвижную муфту и гладкий конец вводят в раструб вставки. Далее центрируют вставку относительно трубы и сдвигают муфту. После этого раструб заделывают смоляной прядью и асбестоцементной смесью или цементом.
Поврежденные чугунные безнапорные трубопроводы ремонтируют, устанавливая металлические пластины и резиновые прокладки, которые прижимают к трубе проволочной скруткой или болтами.
Пластмассовые трубопроводы. Пластмассовые трубопроводы обладают меньшей механической прочностью, чем металлические, при их ремонте следует соблюдать особую осторожность — не прикладывать больших усилий, не перегревать трубы, не подвергать ударам, не царапать. Способ ремонта пластмассовых трубопроводов также выбирают в зависимости от их типа: напорный или безнапорный.
Напорные трубопроводы ремонтируют путем замены поврежденных участков. Устранять дефекты сварных соединений напорных трубопроводов сваркой нагретым газом с применением присадочного прутка не допускается.
При замене поврежденных участков трубопровод освобождают от креплений. Мелом отмечают места отрезки, после чего ножовкой вырезают поврежденный участок. Затем из новой трубы того же диаметра и типа вырезают вставку длиной на девять наружных диаметров трубы больше, чем вырезанный поврежденный участок, и на нем формируют раструб. При формовании раструбов концы труб нагревают паяльной лампой или в специальной ванне.
Вместо раструбов на концы вставки можно приварить контактной сваркой соединительную муфту. При этом длину вставки принимают на 10—12 мм меньше длины вырезанного участка. Вставку приваривают с помощью оправки, разогреваемой открытым пламенем паяльной лампы. Температуру оправки контролируют термокарандашом или кусочком материала трубы, который должен плавиться, но не дымиться. После проверки температуры сварочного инструмента производят сварку.
Можно также использовать сварку в косой стык. Для этого торцы соединяемых труб срезают под углом 45°, а сварку производят под давлением, приложенным перпендикулярно оси трубопровода. При выполнении такого соединения применяют комплект устройств, в который входят кондуктор для выполнения среза, струбцина для прижима по вертикали концов сопрягаемых труб, фиксирующая муфта для временного закрепления концов свариваемых труб и вставки, нагревательный инструмент для оплавления концов свариваемых труб.
Сварку выполняют следующим образом. Вырезают ножовкой поврежденный участок под прямым углом, после чего с помощью кондуктора и ножовки обрезают концы трубопровода под углом 45°. Измеряют расстояние между верхними точками вырезанного участка трубопровода и вырезают из новой трубы заготовку с косыми концами и длиной на 20 мм больше, чем вырезанный участок. Один конец вставки временно соединяют с концом трубопровода фиксирующей муфтой, другой вставляют в струбцину, закрепленную на трубопроводе. Затем между концом трубы и вставкой размещают нагревательный инструмент и струбциной прижимают его к торцам труб. Оплавленный конец вставки приподнимают струбциной, убирают нагревательный инструмент, а заготовку опускают и прижимают с заданным давлением к оплавленной поверхности торца трубопровода. Сваренный стык выдерживают в течение 5—10 мин под нагрузкой. Через 20—30 мин после полного охлаждения сварного шва струбцину снимают и сваривают второй конец аналогичным образом.
Безнапорные пластмассовые трубопроводы ремонтируют путем накладки бандажей, обмотки поврежденных мест липкой поливинилхлоридной или полиэтиленовой лентой, наклейкой накладок на масляную краску или универсальные клеи для склеивания пластмасс. Перед ремонтом края трещины или скола тщательно зачищают, обезжиривают и высушивают.
При ремонте труб из поливинилхлорида (ПВХ) диаметром до 100 мм используют клей, в состав которого входят, мас/ч: перхлорвиниловая смола — 14—16 и метилхлорид — 86—84. Трубы диаметром более 100 мм склеивают с помощью клея, в состав которого входят, мас/ч: перхлорвиниловая смола — 14—16, метилхлорид — 72—76, цикло-гексанат — 10—12.
При больших трещинах в трубах (до 0,6 мм) применяют клей ГИПК-127, состоящий из тетрагидрофурана (растворитель ПВХ), поливинилхлоридной смолы, оксида кремния.
Трубы склеивают при температуре окружающего воздуха не ниже 5°С. Склеенные стыки в течение 5 мин не должны подвергаться механическим воздействиям. Склеенные узлы и трубы перед монтажом выдерживают в течение 2 ч.
В некоторых случаях проколы и небольшие пробоины устраняют с помощью прутковой сварки. Для этого используют специальные газовые горелки или электрический пистолет. При отсутствии сварочного прутка можно использовать полоску шириной 5—8 мм, вырезанную из свариваемой трубы.
Сильно поврежденные участки и раструбы пластмассовых трубопроводов заменяют так же, как чугунных раструбных. При замене используют трубы из тех же материалов, что и поврежденная труба.
Резьбовые соединения стальных труб. При подтекании резьбового соединения в результате некачественного уплотнения соединение разбирают, тщательно удаляют старое уплотнение, заменяя его новым, и вновь собирают соединение. В качестве уплотнительного материала используют льняную прядь, пропитанную суриком, ленту ФУМ или силиконовый уплотнительный материал KЛT-30.
Резьбовые соединения, находящиеся в длительной эксплуатации, очень сложно демонтировать из-за коррозии и засыхания краски, используемой в качестве уплотнителя. Чтобы облегчить разборку резьбового соединения, его прогревают паяльной лампой, газовой горелкой или обливают кипятком. В результате этих действий уплотнитель выгорает или размягчается и соединение можно разобрать.
Подтягивать при ремонте резьбовые соединения, находившиеся в эксплуатации, недопустимо, так как подсохшая льняная прядь или сдавленная лента не сможет надежно герметизировать соединение на длительное время.
Утечки из-под контргаек происходят при отсутствии желобка с внутренней стороны муфты или наличии неровностей на торце муфты, что приводит к выдавливанию и разрыву уплотнительного материала. При разборке соединения такую муфту заменяют новой. После отворачивания контргайки удаляют старый уплотнительный материал и очищают место соединения от краски.
При утечке из-под муфты или другой соединительной части после разборки и очистки соединения резьбу покрывают белилами. Прядь наматывают на резьбу по ходу ее от начала резьбы до конца. Началом резьбы считают первую нитку, на которую будет навернута муфта. Намотку производят ровно, без утолщений.
При срыве витков на длинной резьбе сгона или на контргайке последняя, свободно вращаясь на трубе, не затягивает уплотнительный материал. В этом случае гайку или сгон заменяют; кроме того, контргайка может быть заменена муфтой. Для этого плашкой на длинной резьбе сгона нарезают дополнительную резьбу, на которую навертывают муфту. Дополнительная муфта упирается в целые нитки резьбы и при наличии уплотнительного материала надежно герметизирует зазор между муфтами.
При срыве резьбы на конце трубы отрезают кусок длиной не менее. 100 мм с дефектной резьбой и приваривают новый отрезок трубы с резьбой. Если труба расположена близко к стене и поэтому невозможно поворачивать трубу для качественной сварки всего шва, то газовой сваркой вырезают отверстие в трубе. В отверстие вводят горелку и сваривают часть шва, расположенную у стены. Затем отверстие, боковые и передние части шва заваривают.
Короткую резьбу на конце трубы можно удлинить на 4—5 витков с помощью плашки, а длинную — на 8—10 витков. После этого устанавливают компенсационную муфту, которая проходит дефектный участок резьбы, опираясь на вновь нарезанные витки.
Резьбовые соединения пластмассовых труб. Ремонт таких соединений, выполняемых в виде накидных гаек, производят путем подтягивания их специальными ключами. Запрещается применять для этих работ трубные ключи и прикладывать большие усилия, чтобы не повредить детали. Если подтягиванием гайки течь не устраняется, соединение разбирают и заменяют прокладку новой, которую изготовляют из мягкой резины.
При течи в резьбовом соединении пластмассовой детали с металлической арматурой соединение разбирают, очищают деталь от старого уплотнительного материала и вновь собирают соединение, применив в качестве уплотнительного материала ленту ФУМ.
Сварные соединения трубопроводов. При ремонте сварных соединений используют тот же вид сварки, с помощью которого было выполнено соединение. Дефектный сварной шов подчеканивать нельзя.
Фланцевые соединения трубопроводов. При ремонте фланцевых соединений подтягивают болты, заменяют прокладки, устраняют перекосы фланцев. Подтягивают болты равномерно по периметру фланца, начиная с болтов, ближних к месту течи.
В том случае, если подтяжкой болтов не удается устранить течь, заменяют уплотнительную прокладку.
При температуре среды до 105°С в качестве прокладки применяют термостойкую резину, при большей температуре — паронит толщиной 2—3 мм.
Фланцевое соединение собирают следующим образом. Прокладку смазывают графитовой смазкой и устанавливают в зазор между фланцами. Затем в отверстия вводят болты так, чтобы головки болтов располагались с одной стороны соединения. На болты навертывают гайки без натяга, которые после выравнивания прокладки затягивают гаечным ключом.
Раструбные соединения трубопроводов. Такие соединения ремонтируют различными способами в зависимости от давления внутри трубы (напорные или безнапорные) и материала, из которого она изготовлена.
При ремонте раструбных соединений чугунных напорных трубопроводов удаляют старый уплотнительный материал и зачищают раструбную щель, после чего вновь заделывают раструб просмоленной пеньковой прядью, скрученной в жгут диаметром 7—8 мм, и зачеканивают асбестоцементной смесью на глубину 25—30 мм. Асбестоцементную смесь приготовляют из асбестового волокна не ниже IV группы (30% по массе) и портландцемента марки не ниже 400 (70% по массе). При обнаружении трещин на раструбе его заменяют.
Ремонт раструбных соединений чугунных безнапорных трубопроводов выполняют аналогично ремонту напорных трубопроводов, но при заделке стыка просмоленная прядь должна заполнять 2/3 глубины раструба. Остальную часть раструба заполняют цементом марки не ниже 400, который увлажняют, добавляя 10—12% воды от сухой массы, и зачеканивают.
Для заделки раструба применяют также водонепроницаемый расширяющийся цемент.
Раструбные соединения с резиновым кольцом пластмассовых безнапорных трубопроводов. При ремонте таких соединений щели в раструбе заделывают льняной прядью или штапельной вискозой, пропитанной раствором полиизобутилена в бензине. Раствор до применения выдерживается в течение суток.
При невозможности устранить течь или повреждение раструба его заменяют аналогично замене раструба чугунных труб. При этом обрезанный конец трубы, чтобы он не повредил резиновое уплотнительное кольцо, следует хорошо подготовить: срез трубы должен быть перпендикулярен ее оси, на наружной поверхности трубы снята напильником фаска под углом 15° на длину 7—8 мм.
Раструбные сварные соединения ремонтируют с использованием прутковой сварки.
Стык полиэтиленовых трубопроводов иногда восстанавливают введением разогретого до 250—300°С паяльника в зазор между раструбом и стенкой трубы в месте течи. После оплавления материала паяльник удаляют, а свариваемые поверхности выдерживают 2—3 мин в прижатом состоянии.
Гибкие пластмассовые подводки. При утечке воды в месте соединения гибких подводок с водопроводной сетью или арматурой ремонт производят путем замены уплотнительной прокладки. Для этого специальным ключом отвертывают пластмассовую накидную гайку и вынимают прокладку. Новую изготовляют из мягкой резины толщиной 3—5 мм. Перед сборкой соединения осматривают резьбу на трубе, присоединительном патрубке арматуры и накидной гайке.
При обнаружении дефектов (заусенцев, срывов первых витков) на резьбе труб или патрубках ее исправляют путем навертывания на резьбу плашки («прогонка» резьбы). Заусенцы на торце трубы удаляют напильником так, чтобы плоскость торца была равной и перпендикулярной оси трубы. При повреждении резьбы на накидной гайке ее заменяют. Вместо пластмассовой накидной гайки используют металлическую, которая обеспечивает более надежное соединение. Для установки новой накидной гайки срезают бурт, снимают поврежденную пластмассовую гайку и надевают новую так, чтобы ее резьба была обращена к концу гибкой подводки. Паяльной лампой нагревают конец подводки до температуры 100°С и надригают его на оправку, зажатую в тиски. Подводку продвигают вдоль оправки до тех пор, пока кромки трубы, находящиеся в пластичном состоянии, не заполнят кольцевой желоб оправки. Кромку отформованного бурта выравнивают разъемным молотком. Таким способом можно изготовить новую подводку из полиэтиленовой трубы низкой плотности типа Т наружным диаметром 12 мм.
Источник