Трудоемкость при ремонте насосов
НОРМЫ ВРЕМЕНИ НА РЕМОНТ НАСОСОВ
СОГЛАСОВАНО: Председатель ЦК профсоюза рабочих электростанций и электротехнической промышленности Н.П.Симочатов 6 августа 1980 г.
УТВЕРЖДАЮ: Заместитель министра энергетики и электрификации СССР М.В.Борисов 10 сентября 1980 г.
Настоящие Нормы времени на ремонт насосов разработаны Среднеазиатским филиалом Энергонот и издаются в двух выпусках.
Выпуск 1 включает следующие разделы:
Характеристику применяемого оборудования.
Нормативную часть (пп.1.1-1.14).
Разделы «Общая часть» и «Организация труда» являются общими для обоих выпусков.
Предложения следует направлять по адресу: 109432, Москва, Ж-432, 2-й Кожуховский проезд, д.29, корп.6.
ОБЩАЯ ЧАСТЬ
1. Нормы времени на ремонт насосов обязательны для применения на предприятиях Минэнерго СССР и предназначены для нормирования труда рабочих, занятых ремонтом насосов на месте установки, а также в специализированных ремонтных предприятиях и ремонтно-механических мастерских энергопредприятий: при выдаче нарядов рабочим-сдельщикам и нормированных заданий рабочим-повременщикам.
2. В основу разработки Норм времени положены следующие данные:
— технические характеристики оборудования, механизмов и приспособлений;
— материалы анализа организации труда.
3. Нормы времени установлены на полный объем работ, предусмотренный содержанием операций и подлежащий выполнению бригадой (звеном).
4. Нормами учтено время на:
— подготовительно-заключительные работы, которые включают подготовку рабочего места и приведение его в порядок в конце смены, ознакомление с чертежами и технической документацией, получение нормированного задания и сдачу выполненной работы мастеру;
— разгрузку материалов (запчастей), инструментов, приспособлений и подноску их к месту работы в пределах рабочей зоны, а также уборку по окончании работы;
— переходы в процессе работы в пределах рабочей зоны до 50 м;
— установку и снятие несложных приспособлений (тали, съемника);
— отдых и личные надобности.
Нормы времени указаны в человеко-часах и рассчитаны по формуле
 ,
,
где — норма времени на операцию;
— оперативное время на операцию;
— время на обслуживание рабочего места, % оперативного времени;
— время на подготовительно-заключительные работы, % оперативного времени;
— время на отдых и личные надобности, % оперативного времени.
Время на подготовительно-заключительные работы и на обслуживание рабочего места составляет 7% оперативного времени, на отдых и личные надобности — 5%.
5. Нормы не учитывают время на:
— оформление допуска к работе;
— транспортирование со склада материалов и запасных частей;
— изготовление приспособлений постоянного и разового пользования;
— устранение недостатков в организации работ при ремонте насосов.
6. Время на оформление и закрытие наряда при проведении ремонта на месте установки нормируется отдельно и составляет 0,3 ч на одного исполнителя.
7. В нормативной части Норм указана новая маркировка насосов. Таблица новой и старой маркировки насосов приведена в приложении 1.
8. В содержании работ перечислены основные операции. Операции, не приведенные в содержании работ, но по своему характеру входящие в их состав, нормами времени учтены.
9. Наименование профессии «слесарь по ремонту оборудования машинных цехов тепловых и гидроэлектростанций» (далее по тексту слесарь) и разряды работ в настоящих Нормах указаны в соответствии с «Единым тарифно-квалификационным справочником работ и профессий рабочих». Вып.9. «Ремонт оборудования электростанций и сетей». (НИИ труда, 1969).
10. Выполнение работ рабочими не тех разрядов, которые указаны в настоящих Нормах, а также недостатки в организации труда не могут служить основанием для изменений Норм времени.
11. В тех случаях, когда ремонт насосов производится в стесненных, неудобных условиях, разрешается применять поправочный коэффициент 1,1.
12. Если подлежащие ремонту насосы имеют значительные налеты, коррозию в результате воздействия агрессивной среды, вызывающие дополнительные затраты труда слесарей при разборке таких насосов, администрация предприятия по согласованию с профсоюзной организацией может применять поправочный коэффициент к предусмотренным нормам времени на соответствующие операции не выше 1,2.
13. Если по условиям производства выполнение ремонтных работ производится при температуре воздуха на рабочем месте выше +42°С и при пониженной относительной влажности (20-30%), то к установленным нормам времени применяется поправочный коэффициент 1,3.
14. На работы, не предусмотренные Нормами, устанавливаются местные технически обоснованные нормы времени.
15. До введения настоящих Норм времени необходимо привести организационно-технические условия на производственных участках и рабочих местах (организацию труда, оснастку и т.д.) в соответствие с этими Нормами.
16. При внедрении на энергопредприятиях более совершенных, чем это предусмотрено настоящими Нормами, организации труда, технологии работы и т.п., обеспечивающих более высокий уровень производительности труда рабочих, разрабатываются методом технического нормирования и вводятся в установленном порядке местные нормы времени.
17. С введением настоящих Норм времени все ранее действовавшие нормы на соответствующие работы, кроме более прогрессивных, отменяются.
18. Пример расчета фактической годовой экономической эффективности от внедрения норм времени приведен в приложении 2.
ХАРАКТЕРИСТИКА ПРИМЕНЯЕМОГО ОБОРУДОВАНИЯ
Наименование и краткая техническая характеристика оборудования
Тип, марка, ГОСТ, ТУ. Номер чертежа. Завод-изготовитель
При каких работах применяется (номера пунктов)
Краны мостовые электрические специальные грузоподъемностью 100 и 125 т
ТУ 34-222-74*.
Днепропетровский механический завод (г.Запорожье, ГСП-337)
1.1.1-1.1.3; 1.1.5; 1.2.1-1.2.3; 1.3.1-1.3.4; 1.4.1-1.4.3; 1.4.5; 1.5.1; 1.5.3; 1.5.4; 1.6.1-1.6.4; 1.7.1; 1.7.3; 1.8.1; 1.8.3; 1.8.4; 1.10.1; 1.10.3; 1.10.4; 1.11.1; 1.11.3; 1.11.4; 1.12.1; 1.12.3; 1.12.4; 1.13.1-1.13.4
* Документ в информационных продуктах не содержится. За информацией о документе Вы можете обратиться в Службу поддержки пользователей. — Примечание изготовителя базы данных.
Кран мостовой электрический грузоподъемностью 10 т
Завод подъемно-транспортного оборудования (г.Ташкент, ул.Полторацкого, д.14)
Таль ручная червячная грузоподъемностью 1 т
ГОСТ 1107-62.
Опытно-экспериментальный завод монтажной техники (111141, Москва, 1-й проезд Перова Поля, д.9)
1.1.1; 1.1.2; 1.1.4; 1.2.1-1.2.4; 1.3.1-1.3.4; 1.4.1-1.4.5; 1.5.1; 1.5.3; 1.5.4; 1.6.1-1.6.4; 1.7.1-1.7.3; 1.7.4; 1.8.1-1.8.4; 1.10.1-1.10.4; 1.11.1; 1.11.3; 1.11.4; 1.12.1; 1.12.3; 1.12.4; 1.13.1-1.13.4; 1.14.1-1.14.4
Кран козловой грузоподъемностью 2 т
КК-2.
ТУ 34-42-247-78.
Завод котельно-вспомогательного оборудования и изготовления трубопроводов (г.Ангарск Иркутской обл., ул.Советская, д.124)
1.1.1-1.1.5; 1.2.1-1.2.4; 1.3.1-1.3.4; 1.4.1-1.4.5; 1.5.1; 1.5.3; 1.5.4; 1.6.1-1.6.3; 1.10.1; 1.10.3; 1.10.4; 1.11.1; 1.11.3; 1.11.4; 1.12.1; 1.12.3; 1.12.4; 1.13.1-1.13.4; 1.14.1-1.14.4
2А-135.
Одесский завод радиально-
сверлильных станков (г.Одесса, ул.Инструментальная, д.25)
1.1.5; 1.2.4; 1.3.4; 1.4.5; 1.5.4; 1.6.4; 1.7.4; 1.10.4; 1.11.4; 1.12.4; 1.14.4
1А-616.
Средне-Волжский станкостроительный завод (г.Куйбышев, ул.Красноармейская, д.1)
1.1.2; 1.1.5; 1.2.2; 1.2.4; 1.3.2; 1.3.4; 1.4.2; 1.4.4; 1.4.5; 1.5.4; 1.6.2; 1.6.4
1-К-62.
Московское ПО «Красный пролетарий» (117071, Москва, ул.Малая Калужская, д.15)
1.7.4; 1.8.4; 1.9.2-1.9.4; 1.10.4; 1.11.4; 1.12.4; 1.13.2; 1.13.4; 1.14.2; 1.14.4
6М-82.
Горьковский завод фрезерных станков (г.Горький, ГСП-1109)
1.1.2; 1.1.5; 1.2.2; 1.2.4; 1.3.2; 1.3.4; 1.4.2; 1.4.4; 1.4.5; 1.5.4; 1.6.2; 1.6.4; 1.7.4; 1.8.4; 1.9.2-1.9.4; 1.10.4; 1.11.4; 1.12.4; 1.13.2; 1.13.4; 1.14.2; 1.14.4
Тележка для перемещения грузов
Чертеж N АД.11.37.03.
ПРП «Свердловэнергоремонт» (г.Свердловск, ул.Энергетиков, д.16)
1.1.2; 1.1.5; 1.2.2; 1.2.4; 1.3.2; 1.3.4; 1.4.2; 1.4.4; 1.4.5; 1.5.2; 1.5.4; 1.6.2; 1.6.4; 1.7.2; 1.7.4; 1.8.2; 1.8.4; 1.9.2-1.9.4; 1.9.7-1.9.12; 1.10.2; 1.10.4; 1.11.4; 1.12.2; 1.12.4; 1.13.2; 1.13.4; 1.14.2; 1.14.4
2Н-55.
Одесский завод радиально-сверлильных станков (г.Одесса, ул.Инструментальная, д.25)
1.1.5; 1.2.4; 1.3.4; 1.4.5; 1.5.4; 1.6.4; 1.7.4; 1.10.4; 1.11.4; 1.12.4; 1.14.4
Съемник гидравлический, ручной с тяговым усилием 12 и 8 т
СГР-12М.
ТУ 34-13-2141-75.
Волжское производственное опытно-техническое объединение «Энерготехмаш» (г.Волжский Волгоградской обл.)
1.1.1; 1.2.1; 1.3.1; 1.4.1, 1.5.1; 1.6.1; 1.7.1; 1.8.1; 1.10.1; 1.11.1; 1.12.1; 1.13.1; 1.14.1
Приспособление для снятия рабочего колеса с вала центробежных насосов типов НД, Д (рис.1)
НО-68-0000.
ПРП «Молдэнергоремонт» (г.Кишинев, 612, ул.Котовского, д.78)

Рис.1. Приспособление для снятия рабочего колеса с вала центробежных насосов типов НД и Д:
1 — вал насоса; 2 — упорная рама; 3 — рабочее колесо; 4 — натяжной болт; 5 — нажимной болт
Приспособление для спрессовки рабочих колес (рис.2)
Чертеж N 018-26.
ПРП «Пермэнергоремонт»
(г.Пермь, Комсомольский проезд, д.48)
1.1.1; 1.2.1; 1.3.1; 1.4.1; 1.5.1; 1.6.1; 1.7.1; 1.8.1; 1.10.1; 1.11.1; 1.13.1; 1.14.1

Рис.2. Приспособление для спрессовки рабочих колес:
1 — захваты; 2 — болт; 3 — корпус; 4 — упор; 5 — втулка; 6 — болт
Приспособление для спрессовки подшипников и муфт (рис.3)
ПРП «Севказэнергоремонт»
(г.Павлодар, Административный городок)
1.1.1; 1.2.1; 1.3.1; 1.4.1; 1.5.1; 1.6.1; 1.7.1; 1.8.1; 1.10.1; 1.11.1; 1.12.1; 1.13.1; 1.14.1

Рис.3. Приспособление для спрессовки подшипников и муфт:
1 — захваты; 2 — винт
Приспособление для выпрессовки опорно-упорного шарикоподшипника (рис.4)
Чимкентские ТЭЦ
(г.Чимкент, ул.Моторная, д.1)

Рис.4. Приспособление для выпрессовки опорно-упорного шарикоподшипника:
1 — вал; 2 — корпус; 3 — втулка; 4 — шарикоподшипник; 5 — винт
Приспособление для выпрессовки подшипников качения (рис.5)
Чертеж N А1063-0000.
(г.Свердловск, ул.Энергетиков, д.16)

Рис.5. Приспособление для выпрессовки подшипников качения:
1 — захват; 2 — шарикоподшипник; 3 — вал; 4 — траверса; 5 — винт
Приспособление для разборки сетевых насосов (рис.6)
Чертежи N А-558, A-554.
(г.Свердловск, ул.Энергетиков, д.16)

Рис.6. Приспособление для разборки сетевых насосов:
а — для спрессовки шарикоподшипников:
1 — вал; 2 — шарикоподшипники; 3 — тяга; 4 — траверса; 5 — винт;
б — для спрессовки полумуфты:
1 — вал; 2 — полумуфта; 3 — шпилька; 4 — винт; 5 — траверса
Приспособление для вырезки прокладок на сверлильном станке (рис.7)*
Чертеж N 7120.
Союзэнергоремтрест (105266, Москва, Семеновский вал, д.6)
1.1.2; 1.2.2; 1.3.2; 1.4.2; 1.5.2; 1.6.2; 1.7.2; 1.8.2; 1.10.2; 1.11.2; 1.12.2; 1.13.2; 1.14.2
________________
* Рис.8 см. «Нормы времени на ремонт насосов». Выпуск 2 (М.: СПО Союзтехэнерго, 1982).

Рис.7. Приспособление для вырезки прокладок на сверлильном станке:
1 — траверса; 2 — оправка (конус Морзе); 3 — болт М-16; 4 — ножи; 5 — болты М-10
Приспособление для статической балансировки ротора (рис.9)
ПРП «Центрказэнергоремонт»
(г.Караганда, ул.Горношахтная, д.25)
1.1.5; 1.2.2; 1.3.2; 1.4.2; 1.6.2; 1.11.4; 1.12.4; 1.13.4; 1.14.2

Рис.9. Приспособление для статической балансировки ротора:
1 — балансировочные призмы; 2 — станины; 3 — ограничители
Источник
Система обслуживания и ремонта оборудования энергохозяйств промпредприятий — Нормы трудоемкости ремонта холодильно-компрессорного оборудования и насосов
Содержание материала
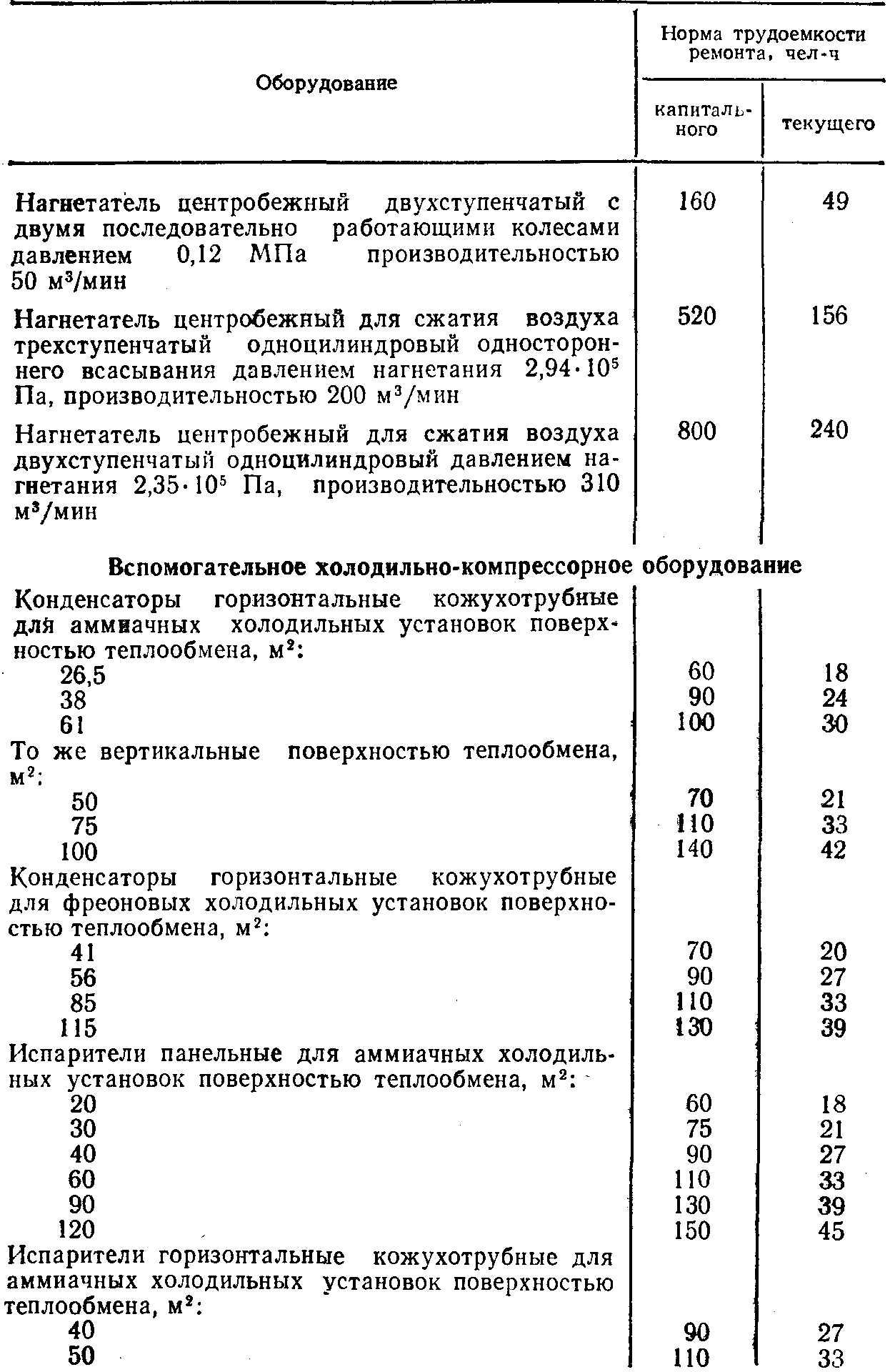
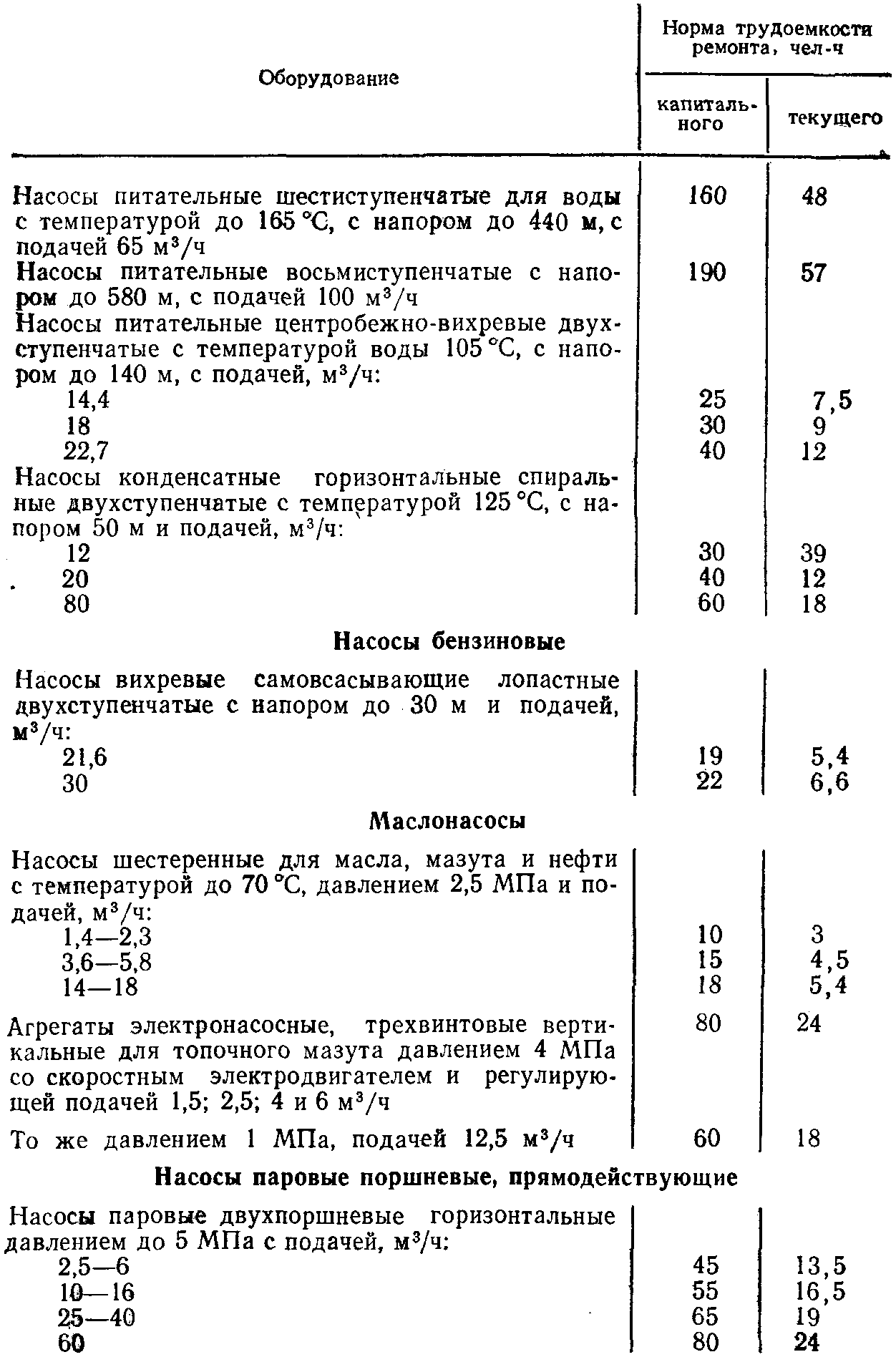
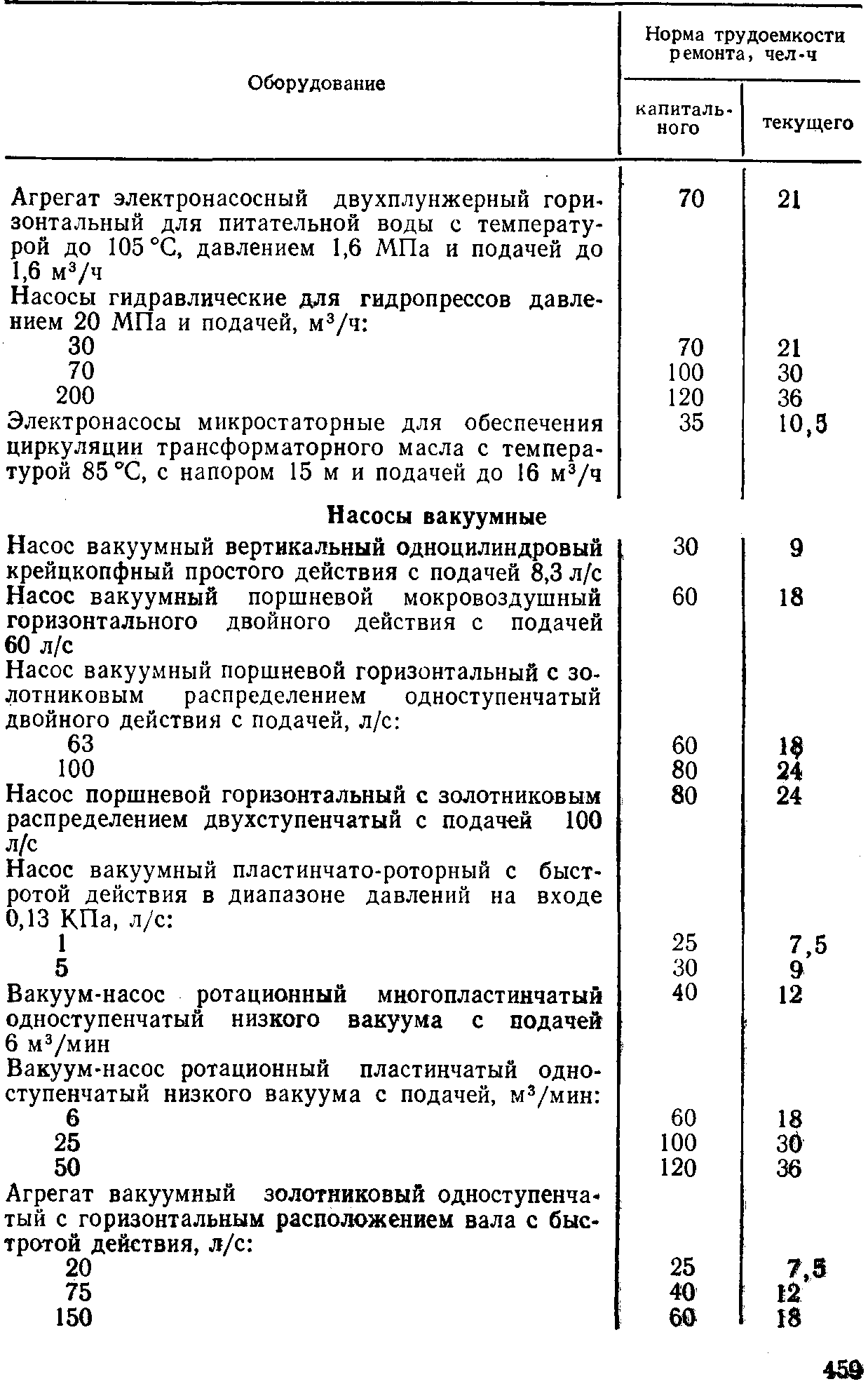
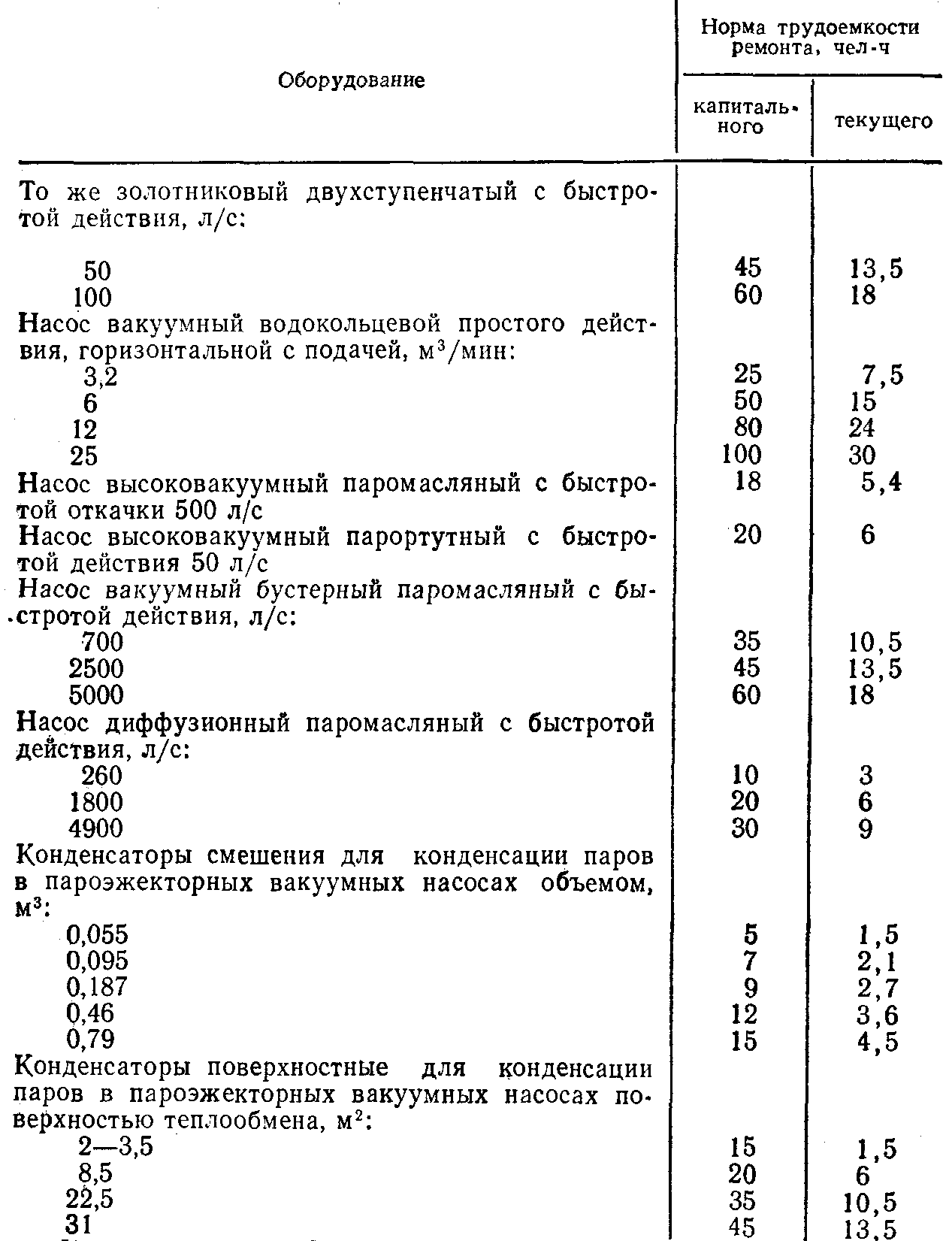
Нормы трудоемкости ремонта по различным видам оборудования приведены в табл. 22.2. Для насосов нормы приведены без учета трудозатрат на ремонт электрических машин и пускорегулирующей аппаратуры. Холодильно-компрессорное оборудование и насосы, как правило, обслуживаются постоянным оперативным персоналом, а поэтому трудоемкость на техническое обслуживание не планируется.
Таблица 22.2. Нормы трудоемкости ремонта холодильно-компрессорного оборудования и насосов
| Оборудование |