- Что такое трудоемкость работ
- Что такое трудоемкость
- Порядок расчета трудоемкости
- Трудоемкость ремонтных работ
- Как снизить трудоемкость
- Методы увеличения производительности труда
- ТРУДОЕМКОСТЬ ИЗДЕЛИЯ
- Смотреть что такое «ТРУДОЕМКОСТЬ ИЗДЕЛИЯ» в других словарях:
- Трудоемкость технического обслуживания и ремонта
- Категории сложности ремонта, трудоемкость ремонтных работ. Расчет потребности в рабочей силе.
Что такое трудоемкость работ
Управление ресурсами – ключевой элемент для обеспечения нормального функционирования предприятия. Расход трудового ресурса на производство продукции можно измерить. Для этого требуется определенная формула.
Управление персоналом представляет собой деятельность людей, выполняющих на предприятии или в организации функции, способствующие наиболее эффективному использованию человеческих ресурсов для достижения первичных целей предприятии (организации).
Кто в компании занимается управлением персоналом?
Что такое трудоемкость
Трудоемкость – это показатель, который позволяет проанализировать соотношение трат ресурсов и времени. Значение отображает время, которое нужно потратить на производство единицы товара. Расчет его потребуется для планирования деятельности. Показатель поможет определить возможный уровень производительности в определенных условиях. Он обеспечивает повышение эффективности деятельности организации. Формула трудоемкости служит для оценки итогов работы сотрудников за конкретный период. Исходя из значения можно вычислить производительность одного специалиста.
Рассмотрим, что именно дает определение трудоемкости работы:
- Определение влияния трудовых затрат на количество готового товара.
- Определение резервов для увеличения производительности труда.
- Выявление возможностей для эффективной организации использования ресурсов.
- Установление областей, где трудовые ресурсы применяются наиболее продуктивно.
Трудоемкость работы рекомендуется вычислять на регулярной основе. Это позволит сравнить результаты, проанализировать динамику.
Какие виды трудоемкости выделяют в зависимости от состава трудовых затрат и их роли в процессе производства?
Порядок расчета трудоемкости
В ходе расчетов используется следующая формула: Тр = Кч / Сп.
В рамках формулы фигурируют эти значения:
- Тр – трудоемкость.
- Кч – совокупный фонд времени в человеко-часах.
- Сп – совокупная стоимость изготовленной продукции.
Существует также такая формула: Т = Рв / Кп.
В формуле используются эти значения:
- Т – трудоемкость.
- Рв – рабочее время.
- Кп – число изготовленной продукции.
Рассмотрим подробнее алгоритм расчетов. Сначала нужно определить совокупный объем времени, отработанного сотрудниками за отчетный период (как правило, это месяц). В расчетах фигурирует время, отработанное фактически. Определить его можно исходя из информации, изложенной в первичных документах. К примеру, это может быть табель пользования временем по конкретным цехам. Затем нужно определить совокупность отработанных человеко-часов за интересующий период. Во внимание принимается только труд сотрудников, которые являются основными. Это специалисты, оформленные официально и работающие на полную ставку.
Затем вычисляется стоимость товара, который был изготовлен компанией. Также нужно учитывать поступление готовой продукции. В расчетах будет фигурировать планово-учетные цены товара. Определяются они исходя из информации, содержащейся в бухучете. Необходимо разделить реальный фонд времени в человеко-часах на стоимость изготовленного товара. Значение, полученное по итогам расчетов, считается коэффициентом трудоемкости.
Выполняется анализ полученных значений. Процедура включает в себя следующие этапы:
- Чем ниже трудоемкость, тем большей будет производительность труда сотрудников.
- Проверка исполнения плана по производству.
- Установление отклонений от плановых значений.
- Определение воздействия разных факторов на увеличение или уменьшение производительности.
- Подведение итогов.
На производительность может влиять качество сырья, подготовка сотрудников.
ВАЖНО! Уменьшение трудоемкости работ способствует экономии ресурсов. Это снижает себестоимость товара, благотворно влияет на извлечение прибыли.
Трудоемкость ремонтных работ
Расчет трудоемкости ремонтных работ имеет свои нюансы. В частности, значение трудоемкости определяется сложностью использованного оборудования. Техника, используемая предприятием, подразделяется на группы с различной ремонтной сложностью. Уровень сложности присваивается каждому конкретному объекту. Для присвоения уровня объект сравнивается с агрегатом-эталоном. Единицей измерения трудоемкости является условная единица, отражающая затрату времени на исполнение одной операции.
Рассмотрим нормативы времени:
- Осмотр: 0,1 ч/час.
- Текущие ремонтные работы: 5 ч/час.
- Капитальные работы: 40 ч/час.
Трудоемкость ремонта определяется исходя из этой формулы: T = R * q * n.
В формуле фигурируют эти значения:
- R – группа ремонтной сложности.
- Q – трудоемкость условной единицы (человеко-часы).
- N – число ремонтов данной техники.
Рассмотрим примеры расчетов для однокривошипных прессов:
- 10 * 0,1 * 3 = 3 человеко-часов.
- 10 * 5 * 2 = 100 человеко-часов.
В расчетах трудоемкости работы фигурируют только основные сотрудники. Кто это? Основными трудящимися являются обычные трудящиеся без квалификации, специалисты, управленческий состав. Основание для расчета количества сотрудников – это трудоемкость ремонта техники, нормы обслуживания и баланс трудового времени. Последний представляет собой объем часов, отрабатываемый одним сотрудником в рамках расчетного периода.
Как снизить трудоемкость
Как уже было написано ранее, главная цель руководителя – снижение трудоемкости. Нужно это для извлечения максимальной прибыли при минимуме ресурсов. Достичь поставленной цели можно следующими путями:
- Использование современных технологий.
- Повышение эффективности организации труда.
- Использование качественного сырья.
- Внедрение в производство современного оборудования.
Все эти меры позволят повысить объемы изготовленной продукции при снижении трудоемкости.
Методы увеличения производительности труда
Рассмотрим основные факторы увеличения производительности труда:
- Автоматизация производства, модернизация уже имеющейся техники, улучшение качества сырья.
- Изменение организации производства и труда, перемена специализации деятельности, улучшение управления производством, уменьшение потерь рабочего времени, уменьшение объема брака и отклонений.
- Природные условия: расположение нефти и угля, содержание нужного элемента в рудах, перемена глубина разработки.
- Изменение масштабов производства, снижение численности сотрудников.
- Перемена структуры производства: изменение веса полуфабрикатов, методов изготовления.
Руководителю нужно разработать конкретные стратегии уменьшения трудоемкости. Раз в выбранный период нужно рассчитывать трудоемкость работы. Требуется это для отслеживания динамики значений.
Источник
ТРУДОЕМКОСТЬ ИЗДЕЛИЯ
При отсутствии многостаночного и бригадного обслуживания трудоемкость единицы изделия (ТЕизд) равна станкоемкости изделия (SEизд). При многостаночном обслуживании ТЕизд = ТЕ/nоб, где nоб – количество станков, обслуживаемых при многостаночной организации труда; при бригадном обслуживании ТЕизд = ТЕ/Ч, где Ч – численность бригады, обслуживающей станок.
Важнейшими резервами снижения трудоемкости являются внедрение достижений научно-технического прогресса, рост квалификации рабочего-станочника и т.п.
Краткий словарь экономиста. — М.: Инфра-М . Н. Л. Зайцев . 2007 .
Смотреть что такое «ТРУДОЕМКОСТЬ ИЗДЕЛИЯ» в других словарях:
Трудоемкость изделия — – затраты труда на выполнение технологических процессов производства и эксплуатацию изделия (в часах). [Кулик Ю. Г. Малоотходные и ресурсосберегающие технологии: Конспект лекций в ключевых словах и понятиях – Н. Новгород.: ВГАВТ, 2004] Рубрика… … Энциклопедия терминов, определений и пояснений строительных материалов
Трудоемкость изделия в изготовлении — – показатель трудоемкости, характеризующий затраты труда на выполнение технологических процессов изготовления изделия. [Кулик Ю. Г. Малоотходные и ресурсосберегающие технологии: Конспект лекций в ключевых словах и понятиях – Н. Новгород.: ВГАВТ,… … Энциклопедия терминов, определений и пояснений строительных материалов
Трудоемкость работ — – общие затраты труда, или удельная трудоемкость (затраты труда на единицу строительной продукции на 1м2 общей площади или 1м3 строительного объема в человеко днях); [Лебедев В. М. Основы производства в строительстве: Учебное пособие/ В. М.… … Энциклопедия терминов, определений и пояснений строительных материалов
Трудоемкость изготовления продукции — – количественная характеристика трудозатрат на изготовление продукции. [ГОСТ 4.229 83] Рубрика термина: Экономика Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника … Энциклопедия терминов, определений и пояснений строительных материалов
Трудоемкость монтажа и демонтажа — – затраты труда (чел. ч) на монтаж и демонтаж опалубки. [ГОСТ Р 52086 2003] Рубрика термина: Экономика Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника … Энциклопедия терминов, определений и пояснений строительных материалов
Трудоемкость изготовления — 7.1. Трудоемкость изготовления (ГОСТ 14.205 83), чел. ч Затраты труда на монтаж Источник: ГОСТ 4.22 85: Система показателей качества продукции. Кра … Словарь-справочник терминов нормативно-технической документации
ТРУДОЕМКОСТЬ ГОДОВОЙ ПРОГРАММЫ — – суммарные затраты рабочего времени, необходимые для выполнения годовой производственной программы. Определяется по формуле где TEi – трудоемкость единицы i го изделия (услуги), ч; Ai – годовой объем производства i го изделия (услуги); k –… … Краткий словарь экономиста
трудоемкость технического обслуживания — 138 трудоемкость технического обслуживания: Суммарные продолжительности индивидуальных времен технического обслуживания, выраженные в часах, затраченные всем персоналом при выполнении действий технического обслуживания. Источник: ГОСТ Р 27.002… … Словарь-справочник терминов нормативно-технической документации
Трудоемкость изготовления изделия — 13. Трудоемкость изготовления изделия Трудоемкость изготовления Суммарные затраты труда на выполнение технологических процессов изготовления изделия Источник: ГОСТ 14.205 83: Технологичность конструкции изделий. Термины и определения … Словарь-справочник терминов нормативно-технической документации
Трудоемкость ремонта — 5. Трудоемкость ремонта Трудозатраты на проведение одного ремонта изделия Источник: ОСТ 26 07 2061 83: Арматура трубопроводная. Показатели ремонтопригодности Смотри также родственные термины: 30. Трудоемкость ремонта судна D. Arbeitsaufwand der… … Словарь-справочник терминов нормативно-технической документации
Источник
Трудоемкость технического обслуживания и ремонта
Трудоемкость — это затраты труда на выполнение в заданных условиях операции или группы операций ТО или ремонта. Трудоемкость измеряется в нормо-единицах (человеко-часах, человеко-минутах). Различают нормативную и фактическую трудоемкость.
Нормативная трудоемкость является официальной юридической нормой, принятой на данном предприятии, фирме и т.д. Используется для определения численности исполнителей, оплаты труда исполнителей (тарифная ставка, руб./ч), расчетов с клиентурой.
Фактическая трудоемкость — затраты труда на выполнение конкретной операции конкретным исполнителем. Является случайной величиной и может отличаться от нормативной.
На автомобильном транспорте действуют следующие виды норм:
• дифференцированные (пооперационные), устанавливаемые на отдельные операции или их части — переходы (смена масла; регулирование клапанного механизма; замена свечи и т.д.);
• укрупненные — на группу операций, вид ТО и ремонта (мойка, крепежные работы при ТО-1 или ТО-2, замена ведомого диска сцепления и т.д.);
• удельные, относимые к пробегу автомобиля, чел. • ч/1000 км (нормирование текущего ремонта).
При этом различают.
Оперативное время необходимое для выполнения производственной операции, подразделяется на основное и вспомогательное. В течение основного (или технологического) времени осуществляется собственно операция.
Вспомогательное время необходимо для обеспечения возможности выполнения операции, например время установки автомобиля на пост ТО или ремонта, обеспечение доступа к объекту обслуживания или ремонта и т.д.
Подготовительно-заключительное время необходимо для ознакомления исполнителя с порученной работой, подготовки рабочего места и инструмента, материалов, сдачи наряда и др.
Время обслуживания рабочего места необходимо для ухода за рабочим местом и применяемым инструментом или оборудованием (уборка, смена инструмента, размещение оборудования и приспособлений и т.д.).
В норме трудоемкости учитывается также необходимость перерыва на отдых и личные надобности.
Время на обслуживание рабочего места, перерывы на отдых и личные надобности называется дополнительным.
При определении или изменении норм используют так называемую фотографию рабочего времени, хронометражные наблюдения, метод микроэлементных нормативов времени.
При хронометражных и других наблюдениях обычно определяется (по наблюдениям, расчетам) оперативное время, а остальные элементы нормы назначаются (в зависимости от особенностей операции,тяжести и условий труда) в процентах от оперативного.
При использовании для нормирования трудоемкости метода микроэлементных нормативов:
• операции ТО или ремонта раскладывают на простейшие движения и действия (элементы) оператора типа: взять предмет, находящийся на расстоянии 1 м, массой 5 кг, и перенести его на расстояние 3 м и т.д.;
•эти простейшие движения (их 100-150) нормируют в относительных или абсолютных единицах — микроэлементных нормативах, содержащихся в справочниках;
• все микроэлементные нормативы, составляющие данную операцию, суммируются и определяется микроэлементная норма операции.
Источник
Категории сложности ремонта, трудоемкость ремонтных работ. Расчет потребности в рабочей силе.
Трудоемкость ремонта или ТО — это затраты труда на один ремонт или ТО конкретной машины или аппарата. Ее выражают в человеко-часах (чел.-ч).
Трудоемкость ремонта измеряется в условных ремонтных единицах и обозначается r. За условную ремонтную единицу принята условная (эталонная) машина, не существующая реально, на капитальный ремонт которой необходимо затратить определенное количество человеко-часов рабочего времени.
Для определения трудоемкости Т конкретной единицы оборудования введено понятие «категория сложности ремонта», обозначаемая R. Величина R является безразмерным коэффициентом, показывающим, во сколько раз трудоемкость ремонта (или ТО) конкретной машины или аппарата больше или меньше трудоемкости одной условной ремонтной единицы. Каждый тип оборудования имеет свою категорию сложности ремонта.
Трудоемкость среднего ремонта оборудования Тс, текущего Тт, осмотра То по отношению к трудоемкости капитального ремонта Тк определяется следующим соотношением:
Трудоемкость работ по ремонту и ТО механической части технологического оборудования Тм ч определяют по формуле:
 , (1.2)
, (1.2)
где К — коэффициент, учитывающий вид ремонта машины, чел.-ч;
Rм — категория сложности ремонта механической части данной машины.
Численное значение коэффициента, учитывающего вид ремонта, выраженного в человеко-часах, приведены в табл. 1.1
| Значение коэффициента К (в чел.-ч) при различных видах ремонта | |||
| ТО | М | С | К |
При построении графика ППР, после распределения ремонтов и ТО по месяцам планируемого года под каждым видом работ записывают их плановую трудоемкость, например М2/7.
Общую трудоемкость работ разбивают (механическая часть) на отдельные виды, для чего удобно воспользоваться их процентным соотношением в общем объеме работ условной ремонтной единицы; слесарные 72%, станочные 20%, прочие 8%, итого 100%.
При составлении графика ППР учитывают простой оборудования в ремонте. Простой считается с момента его остановки на ремонт до приемки в эксплуатацию по акту.
Степень сложности ремонта и его ремонтные особенности оцениваются в категориях сложности от первой сложности ремонта до десятой (1R. 10R).
Числовой коэффициент ремонтной сложности для технологического оборудования определяется как отношение времени в человеко-часах (трудоемкость), затраченного на капитальный ремонт машины, к условной ремонтной единице по формуле:
 , (1.3)
, (1.3)
где R — категория сложности ремонта машины;
tкр — время на капитальный ремонт машины, чел.-ч;
r — условная ремонтная единица.
Понятие «условная ремонтная единица» введено наряду с категорией сложности для планирования и учета ремонтных работ, а также для проведения расчетов.
Одна ремонтная единица для всех видов технологического оборудования характеризуется трудоемкостью капитального ремонта в 35 чел.-ч.
Количество или сумму ремонтных единиц для каждой машины (аппарата) указывают в виде коэффициента перед буквой r. Так, 6 ремонтных единиц записываются как 6r.
Суммой ремонтных единиц пользуются при определении числа рабочих, необходимых для межремонтного обслуживания и выполнения работ по плановым ремонтам, при определении потребного количества материалов и планировании затрат на ремонт и др.
Сумму r для машины (аппарата) определяют по формуле:
 , (1.4)
, (1.4)
где Тк — трудоемкость капитального ремонта механической части оборудования;
35 — числовое значение ремонтной единицы для механической части в чел.-ч.
Расчет потребности в рабочей силе
Потребное количество дежурных слесарей для межремонтного обслуживания рассчитывают по цехам и видам оборудования по формуле:
 , (1.6)
, (1.6)
где Чм.о — количество явочных рабочих, потребное для обеспечения межремонтного обслуживания в смену;
SR — сумма ремонтных единиц обслуживаемого оборудования;
D — нормы межремонтного обслуживания в условных ремонтных единицах на одного рабочего в смену (табл. 1.3).
| Оборудование | Нормы межремонтного обслуживания на 1 рабочего в смену в ремонтных единицах |
| Поточно-механизированные линии; автоматические линии и агрегаты; оборудование с категорией сложности ремонта R > 5 | |
| Оборудование с категорией сложности R ≤ 5 |
Потребное количество рабочих для выполнения плановых ремонтов и осмотров определяют на основании годового плана ремонта оборудования по формуле:
 , (1.7)
, (1.7)
где Чр — потребное среднегодовое количество явочных рабочих;
Трк; Трс; Трт; Тро; — нормы трудоемкости на одну ремонтную единицу соответственно для капитального, среднего, текущего ремонта и осмотра, чел.-ч;
SRк; SRс; SRт; SRо; суммарное годовое количество ремонтных единиц соответственно при капитальном, среднем, текущем ремонте и осмотре;
Кн — коэффициент выполнения норм времени предыдущего года (не выше единицы);
Ф — эффективный годовой фонд времени рабочего, ч.
Если коэффициент выполнения норм времени за предыдущий год был выше единицы, то при расчете потребности в рабочих его не принимают во внимание.
Численность рабочих РММ определяют на основании рассчитанной трудоемкости соответствующих операций (слесарных, станочных и др.) ремонтных работ с учетом эффективного (расчетного) годового фонда времени Фэ одного рабочего. Потребное количество основных (производственных) рабочих по профессиям определяют по формулам:
 и
и  , (1.8)
, (1.8)
где nсл и nст — количество ремонтных рабочих (слесарей и станочников), человек;
Тсл и Тст — общая трудоемкость работ по капитальному и среднему ремонту соответственно слесарных и станочных операций, чел.-ч;
Фэ — эффективный годовой фонд рабочего времени, т. е. количество часов, отрабатываемых одним рабочим в год, ч.
Затем находят среднеявочную и среднесписочную численность рабочих-станочников, слесарей-ремонтников, сварщиков, электроремонтников, слесарей службы средств измерения и автоматизации и строительных рабочих. Исходя из полученных результатов, а также из практических соображений проектируют штат основных (производственных) рабочих РММ. Штаты рабочих по отделениям РММ и по профессиям ориентировочно можно определить по Временным нормам проектирования предприятий, а также по количеству основных металлорежущих станков в мастерских. Общее число основных рабочих РММ определяют, суммируя число рабочих, занятых в отделениях мастерских.
Остальные категории работников РММ принимают в процентном отношении к количеству основных рабочих: инженерно-технические работники (начальник РММ, механик РММ, заведующий лабораторией средств измерения и автоматизации, нормировщик) — 10. 14%; вспомогательные рабочие (кладовщик, инструментальщик, разнорабочий) — 5. 6%; подсобные и транспортные рабочие — 12. 16%; младший обслуживающий персонал (уборщица, курьер и др.) — 8% Меньший предел приведен для небольших РММ, больший — для более крупных мастерских. Весь штат РММ находят, складывая число основных ремонтных рабочих, ИТР, вспомогательных, подсобных и транспортных рабочих и младшего обслуживающего персонала.
Билет № 15
Физическая сущность процесса перемешивания. Определение расхода мощности при перемешивании. Основные расчеты. Аппаратурное оформление.
Смешивание или перемешивание – механический процесс равномерного распределения отдельных компонентов во всем объеме смеси под действием внешних сил. Применяется в пищевой промышленности для приготовления эмульсий, суспензий и получения гомогенных систем (растворов).
Различают два основных способа перемешивания в жидких средах: механический(во вращающемся резервуаре смесителя, с помощью мешалок различных конструкций (лопасти, винты, ножи, шнеки и др.)) и пневматический (сжатым воздухом, паром или инертным газом). Кроме того, применяют перемешивание в трубопроводах и перемешивание с помощью сопел и насосов, ультразвуком или гидродинамическим эффектом и др.
Перемешивание. Способы перемешивания. Типы мешалок.
Процесс перемешивания применяют для равномерного распределения составных частей в жидких и газовых смесях, а также для ускорения и интенсификации гидромеханич., тепловых, массообменных, химических и биохимич. процессов.

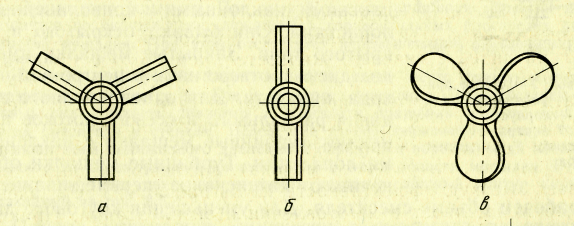 Способы перемешивания: 1.Механическое – осуществл. с помощью мешалок различной конструкции, из котор. наибольшее распр. получили лопастные, винтовые (устаревшие пропеллеровые) и турбинные, 2.Циркуляционное – с помощью насоса, перекачив. жидкость по замкнутой системе, 3.Поточное – за счет кинетической энергии жидкости или газа, 4.Пневматическое – с помощью жатого воздуха, пропускаемого через слой перемешиваемой жидкости, В отдельных случаях применяют специальные типы мешалок: барабаррые, якорные, рамные, ленточные, дисковые. По расположению вала мешалки бывают: вертикальные, горизонтальные, наклонные.
Способы перемешивания: 1.Механическое – осуществл. с помощью мешалок различной конструкции, из котор. наибольшее распр. получили лопастные, винтовые (устаревшие пропеллеровые) и турбинные, 2.Циркуляционное – с помощью насоса, перекачив. жидкость по замкнутой системе, 3.Поточное – за счет кинетической энергии жидкости или газа, 4.Пневматическое – с помощью жатого воздуха, пропускаемого через слой перемешиваемой жидкости, В отдельных случаях применяют специальные типы мешалок: барабаррые, якорные, рамные, ленточные, дисковые. По расположению вала мешалки бывают: вертикальные, горизонтальные, наклонные.
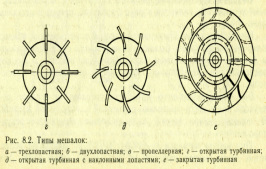

 Лопастные мешалки относятся к тихоходным 30-90 об/мин. Окружная скорость на конце лопасти (для вязких жидкостей) 2-3м/с. Диаметр лопастей обычно составл. (0,3-0,8)D аппарата. Ширина лопасти (0,1-0,25)d лопасти. В аппаратах большей высоты на валу расположено несколько пар лопастей, повернутых друг относительно друга на 90°С с расстоянием (0,3-0,8) d мешалки. Для перемешивания суспензий, содерж. тв. частицы, примен. наклонные лопасти, под углом 30-45° к оси вала, при этом усиливаются вертикальн. токи жидкости, что способств. подъему тв. частиц со дна аппарата. Для предотвращения образования воронки на пов-ти жидкости на стенках аппарата по образующей выполняют контр лопасти (2-4 ребра жесткости). Для интенсивного перемешивания жидкостей вязкостью до 10Па*с применяют винтовые мешалки, окружная скорость котор. достигает 10 м/с. Рабочим органом мешалки явл. винты (пропеллерные лопасти )(2-6шт). При работе мешалки образ-ся потоки в различных направлениях (радиальные, осевые, окружные), что повышает эффективность перемешивания. d мешалки = (0,25-0,3)D аппарата. Винтовые мешалки обладают насосным эффектом, поэтому их часто помещают в диффузоры. Диффузор может устанавливаться также наклонно. Турбинные мешалки применяют для перемешивания жидкостей вязкостью до 500 Па*с, в т.ч. грубых суспензий. Их изготавл. в виде колес турбин с плоскими наклонными и криволинейными лопастями. Бывают: открытого и закрытого типа. Закрытые имеют 2 диска с отверстиями в центре для прохода жидкости. жидкость входит в колесо по оси через центр и получает ускорение от лопаток, выбрасывается из колеса в радиальном направлении. Якорные мешалки применяются для перемешивания густых и вязких сред (>100 Па*с), n = 50об/мин. Мешалки имеет форму днища аппарата, очищают стенки и дно смесителя от налипающих загрязнений.
Лопастные мешалки относятся к тихоходным 30-90 об/мин. Окружная скорость на конце лопасти (для вязких жидкостей) 2-3м/с. Диаметр лопастей обычно составл. (0,3-0,8)D аппарата. Ширина лопасти (0,1-0,25)d лопасти. В аппаратах большей высоты на валу расположено несколько пар лопастей, повернутых друг относительно друга на 90°С с расстоянием (0,3-0,8) d мешалки. Для перемешивания суспензий, содерж. тв. частицы, примен. наклонные лопасти, под углом 30-45° к оси вала, при этом усиливаются вертикальн. токи жидкости, что способств. подъему тв. частиц со дна аппарата. Для предотвращения образования воронки на пов-ти жидкости на стенках аппарата по образующей выполняют контр лопасти (2-4 ребра жесткости). Для интенсивного перемешивания жидкостей вязкостью до 10Па*с применяют винтовые мешалки, окружная скорость котор. достигает 10 м/с. Рабочим органом мешалки явл. винты (пропеллерные лопасти )(2-6шт). При работе мешалки образ-ся потоки в различных направлениях (радиальные, осевые, окружные), что повышает эффективность перемешивания. d мешалки = (0,25-0,3)D аппарата. Винтовые мешалки обладают насосным эффектом, поэтому их часто помещают в диффузоры. Диффузор может устанавливаться также наклонно. Турбинные мешалки применяют для перемешивания жидкостей вязкостью до 500 Па*с, в т.ч. грубых суспензий. Их изготавл. в виде колес турбин с плоскими наклонными и криволинейными лопастями. Бывают: открытого и закрытого типа. Закрытые имеют 2 диска с отверстиями в центре для прохода жидкости. жидкость входит в колесо по оси через центр и получает ускорение от лопаток, выбрасывается из колеса в радиальном направлении. Якорные мешалки применяются для перемешивания густых и вязких сред (>100 Па*с), n = 50об/мин. Мешалки имеет форму днища аппарата, очищают стенки и дно смесителя от налипающих загрязнений.
Расчет мощности перемешивания.
Для перемешивания сред очень важно правильно выбрать необходимую скорость вращения лопастей, обеспеч. эффективное перемешивание. При большой окружной скорости резко возрастает расход энергии на перемешивание, неоправданной повышением эффективности процесса. По данным Павлушенко оптимальная частота вращения мешалки, при котор. достигается практически равномерное распределение тв. частиц суспензии находится:
n = c  , где dr – диаметр тв. частицы, м, ρч – плотность частицы. кг/м 3 , ρс – плотность среды, D x – диаметр аппарата, d-диаметр мешалки, с – опытный коэффициент, с, х, у – коэффициенты, находят в справочнике в зависимости от типа мешалки. В работе мешалки различают пусковой и рабочий периоды, во время пуска энергия расходуется на преодоление сил энергии жидкости, а в рабочий период –на преодоление сопротивления вращения лопасти. В пусковой период расход энергии в 1,5-2 раза больше, чем в рабочий период, однако этот период не продолжителен (доли секунды) и поэтому подбор электродвигателя ведут по расходу энергии в рабочий период с запасом на 20-30% во время пуска. Сила сопротивления среды вращающейся лопасти по Ньютону: R=φF
, где dr – диаметр тв. частицы, м, ρч – плотность частицы. кг/м 3 , ρс – плотность среды, D x – диаметр аппарата, d-диаметр мешалки, с – опытный коэффициент, с, х, у – коэффициенты, находят в справочнике в зависимости от типа мешалки. В работе мешалки различают пусковой и рабочий периоды, во время пуска энергия расходуется на преодоление сил энергии жидкости, а в рабочий период –на преодоление сопротивления вращения лопасти. В пусковой период расход энергии в 1,5-2 раза больше, чем в рабочий период, однако этот период не продолжителен (доли секунды) и поэтому подбор электродвигателя ведут по расходу энергии в рабочий период с запасом на 20-30% во время пуска. Сила сопротивления среды вращающейся лопасти по Ньютону: R=φF  , где φ — коэффициент сопротивл. среды, F=πd 2 /4 –площадь ометаемая лопастью, d-диаметр лопасти мешалки, ρ – плотность жидкости или среды, кг/м 3 , w-окружная скорость вращения на конце лопасти, м/с.
, где φ — коэффициент сопротивл. среды, F=πd 2 /4 –площадь ометаемая лопастью, d-диаметр лопасти мешалки, ρ – плотность жидкости или среды, кг/м 3 , w-окружная скорость вращения на конце лопасти, м/с.
R= φ  ;
;  =ψ, тогда R=ψd 2 w 2 ρ. Для работающей мешалки принимаем что сила R=P, Р- сила, действующая на лопасть, тогда: Р=ψd 2 w 2 ρ – потребляемая мешалкой мощность в рабочий период, Nр= Рw, после подстановки значения Р и окружной скорости w =πdn, получим: Np = ψπ 3 d 5 n 3 ρ, KN = ψπ 3 – коэф. мощности, зависящий от режима вращения мешалки, Np = KNd 5 n 3 ρ, коэф. мощности KN = f(Re) явл. функцией Рейнольдса. Re = wdρ/μ = πdndρ/μ = πd 2 nρ/μ = nd 2 ρ/μ, исключив π как постоянную величину по найденному значению из графика находим KN по котор. рассчитываем мощность перемешивания. Мощность электродвигателя определяют по ур-ю: Nэдв =
=ψ, тогда R=ψd 2 w 2 ρ. Для работающей мешалки принимаем что сила R=P, Р- сила, действующая на лопасть, тогда: Р=ψd 2 w 2 ρ – потребляемая мешалкой мощность в рабочий период, Nр= Рw, после подстановки значения Р и окружной скорости w =πdn, получим: Np = ψπ 3 d 5 n 3 ρ, KN = ψπ 3 – коэф. мощности, зависящий от режима вращения мешалки, Np = KNd 5 n 3 ρ, коэф. мощности KN = f(Re) явл. функцией Рейнольдса. Re = wdρ/μ = πdndρ/μ = πd 2 nρ/μ = nd 2 ρ/μ, исключив π как постоянную величину по найденному значению из графика находим KN по котор. рассчитываем мощность перемешивания. Мощность электродвигателя определяют по ур-ю: Nэдв =  кВт, ή =0,8-0,9 коэф. передачи, 1,3-коэф. 30% запаса мощности на пусковой период. Приведенный расчет относится к мешалкам,перемешивающим жидкости с умеренной вязкостью. Высота слоя жидкости в аппарате равна H=D – для нормализованных мешалок.
кВт, ή =0,8-0,9 коэф. передачи, 1,3-коэф. 30% запаса мощности на пусковой период. Приведенный расчет относится к мешалкам,перемешивающим жидкости с умеренной вязкостью. Высота слоя жидкости в аппарате равна H=D – для нормализованных мешалок.
Источник