- Нормирование работ по обслуживанию станков с ЧПУ
- Что такое нормирование работ на станках с ЧПУ?
- Что входит в обслуживание рабочих мест?
- Время, потраченное на наладку станка
- Перечень нормативных документов с нормированием операций на станках с ЧПУ
- Карты наладки
- Многостаночное обслуживание (принцип расчета времени)
- Системы и методы обслуживания станков
- Типовые нормы времени по техническому обслуживанию станков с числовым программным управлением и роботов (манипуляторов)
- Способы доставки
- Оглавление
- Этот документ находится в:
- Организации:
Нормирование работ по обслуживанию станков с ЧПУ
Качество продукции определяет ее конкурентоспособность. Снижение расхода времени на осуществление технологического процесса дает возможность изготовить больше деталей, повысить рентабельность производства, получить более высокую прибыль.
Что такое нормирование работ на станках с ЧПУ?
Норма времени, расходуемого на обработку одного изделия или партии, является основой оценки совершенства технологического процесса, выбранного для изготовления детали, определения производительности оборудования, коэффициента загрузки техники и расчета заработной платы станочника-оператора. Своевременное техническое обслуживание ЧПУ-станков – гарантия их безотказной качественной работы, отсутствия простоев.

Технологически обоснованная норма времени – это временные затраты на обработку одной детали в определенных организационно-технических условиях, наиболее подходящих для данного вида производства. Рассчитывается она путем сложения времени, израсходованного на всю операцию по переходам, с временными затратами на смену инструмента, переключение, повороты, установку заготовки на станок, снятие готовой детали и другие вспомогательные мероприятия, с временем, которое ушло на техобслуживание станка, отдых оператора и его личные потребности.
Что входит в обслуживание рабочих мест?
К процедурам, необходимым для организации производственного процесса, можно отнести осмотр, разогрев и пробный пуск ЧПУ-станка, получение задания, инструкций и инструмента, предъявление изготовленного образца в отдел технического контроля, техобслуживание оборудования во время обработки детали и уборку рабочего места оператора. Технической частью обслуживания предусматривается регулировка и наладка ЧПУ-станков в период смены, постоянное удаление стружки из рабочей зоны оборудования.

Время, потраченное на наладку станка
Временные затраты на подготовку ЧПУ-станка к работе закладываются в суммарное время, израсходованное на производство одного изделия, и зависят от конструктивных особенностей оборудования. Например, установка одного режущего инструмента на одностоечный токарно-карусельный станок с ЧПУ должна по нормативам занимать 1,5 мин., снятие кулачков с планшайбы станка – 6 мин. Установка резцедержателя в револьверную головку может отнять у оператора не более 4 мин.
Если положение инструментов корректируется в процессе изготовления пробной детали, временные затраты учитываются в расчетах по наладке. При обработке заготовки на токарном станке затраченное время определяется согласно нормативам установки и снятия режущего инструмента.

Перечень нормативных документов с нормированием операций на станках с ЧПУ
Расчет производительности оборудования, времени, которое будет израсходовано на выполнение работ, количества работников, необходимого для организации выпуска изделия, себестоимости продукции, заработной платы сотрудников мастерской, цеха, фабрики или завода, экономических показателей производства, оборудованного ЧПУ-станками, выполняется на основании следующих нормативных документов:
- «Единого квалификационного справочника должностей руководителей, специалистов и других служащих».
- «Единого тарифно-квалификационного справочника работ и профессий рабочих».
- «Общероссийского классификатора профессий рабочих, должностей служащих и тарифных разрядов».
- «Типовых нормативов времени и норм обслуживания на работы, выполняемые на станках с ЧПУ», в число которых входят: «Типовые нормативы времени на обслуживание станочных автоматических линий», «Типовые нормативы времени на наладку станков с ЧПУ. Токарные станки», «Типовые нормативы времени на наладку станков с ЧПУ. Станки сверлильно-расточной группы», «Типовые нормативы времени на наладку станков с ЧПУ. Станки фрезерной группы», «Типовые нормы времени на техническое обслуживание и ремонт металлорежущего оборудования (универсального, прецизионного, станков с ЧПУ, управляющих сис)», «Типовые нормативы времени и нормы обслуживания на работы, выполняемые на станках с ЧПУ».
Карты наладки
Карта наладки станка с ЧПУ представляет собой расчетно-технологический документ, отображающий основные этапы производственного процесса. В ней фиксируется расположение и применение используемого в обусловленной технологией обработке детали основного и вспомогательного инструмента, технологические режимы и размерная цепь системы на всех стадиях изготовления изделия, конфигурация конечного продукта с указанием опорных точек.
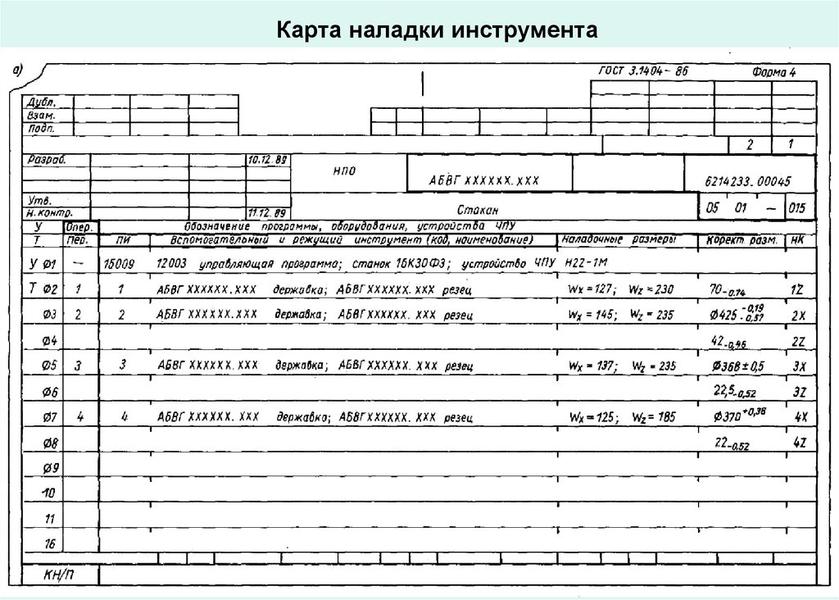
Данные в этот документ вносятся технологом по результатам отработки планируемой к запуску технологической операции. Наладчик ЧПУ вводит графическую карту в программу станка. С этого момента она доступна оператору. Чтобы осуществить разновидность обработки, для которой составлялась карта наладки, достаточно найти ее в памяти компьютера. Дополнительная настройка оборудования при каждом переходе больше не требуется, что очень удобно при использовании в производстве многофункциональных ЧПУ-станков.
Применение карты наладки позволяет возобновить выпуск детали после продолжительного перерыва без повторной разработки технической документации. В случае смены обслуживающего персонала не придется ждать, пока новые работники ознакомятся с особенностями технологии.
Многостаночное обслуживание (принцип расчета времени)
Этот вид обслуживания практикуется на предприятиях с высокой степенью автоматизации. За бригадой, звеном или отдельным работником закрепляется определенное количество оборудования. Расчет времени, затраченного персоналом, производится с учетом размера обслуживаемого участка, вида станков, перечня выполняемых работ, структуры и группировки отдельных операций производственного процесса.

Определение временных нормативов для многостаночника включает следующие этапы:
- Рассчитывается количество часов, затраченных на выполнение работ на каждом станке, входящем в зону обслуживания соответственно применяемой технологии.
- По сумме времени, расходуемого агрегатом на осуществление операции и временных затрат работника на обслуживание этого процесса, определяется оперативное время выполнения обработки.
- Общий расход времени на подконтрольное оборудование определяется временными затратами работника на обслуживание каждого станка.
- Учитывается превышение времени работы на одном из ЧПУ-станков по сравнению с затраченным на контроль остального оборудования.
- Определяется количество станков в группе.
- Выбирается наиболее рациональная схема перемещения многостаночника и дается ее обоснование.
- Рассчитывается норма времени.
Системы и методы обслуживания станков
Циклическая система предполагает одновременное наблюдение за оборудованием со сходными или равными временными затратами на обработку заготовок. Работник выполняет определенный технологией и видом станков стандартный набор действий. Нециклическая система рассчитана на техобслуживание оборудования, производственный процесс на котором уже окончен. Помимо выполнения стандартных процедур, оператор исправляет выявленные неполадки и нарушения.
Существуют также маршрутный метод, предполагающий осмотр и поддержание работоспособности станков по определенному намеченному маршруту в процессе обхода, и сторожевой, при котором обслуживание ЧПУ-станка осуществляется в случае возникшей в ходе выполнения технологической операции потребности.
Сокращение времени на изготовление одного изделия повышает производительность труда, снижая себестоимость детали. Уменьшить временные затраты можно не только за счет применения многоинструментной обработки, интенсификации ее режимов, использования на станках фасонного и комбинированного режущего инструмента высокой стойкости и уменьшения припусков на обработку, но и сокращением продолжительности технического обслуживания оборудования за счет грамотной организации процесса.
Источник
Типовые нормы времени по техническому обслуживанию станков с числовым программным управлением и роботов (манипуляторов)
Купить бумажный документ с голограммой и синими печатями. подробнее
Цена на этот документ пока неизвестна. Нажмите кнопку «Купить» и сделайте заказ, и мы пришлем вам цену.
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО «ЦНТИ Нормоконтроль»
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
Типовые нормы времени на техническое обслуживание станков с числовым программным управлением (ЧПУ) и роботов (манипуляторов) предназначены для нормирования труда слесарей-ремонтников, электромонтеров по обслуживанию электрооборудования, слесарей по контрольно-измерительным приборам и автоматике, наладчиков контрольно-измерительных приборов и автоматики, инженеров-электроников, операторов, занятых техническим обслуживанием универсальных и многоцелевых станков с ЧПУ и роботов (манипуляторов) на предприятиях отраслей народного хозяйства независимо от их ведомственной подчиненности.
Оглавление
2. Характеристика применяемого оборудования и технология работы
3. Организация труда
4. Нормативная часты
4.1. Техническое обслуживание станков с ЧПУ
4.1.1. Техническое обслуживание механической и гидравлической частей станков с ЧПУ
Карта 1. Токарные патронно-центровые
Карта 2. Токарно-карусельные
Карта 3. Лоботокарные
Карта 4. Токарно-револьверные
Карта 5. Горизонтально-расточные
Карта 6. Координатно-расточные
Карта 7. Сверлильные
Карта 8. Фрезерные
Карта 9. Круглошлифовальные
Карта 10. Многоцелевые
4.1.2. Техническое обслуживание электротехнической части станков с ЧПУ
Карта 11. Токарные, патронно-центровые
Карта 12. Токарно-карусельные
Карта 13. Лоботокарные
Карта 14. Токарно-револьверные
Карта 15. Горизонтально-расточные
Карта 16. Координатно-расточные
Карта 17. Сверлильные
Карта 18. Фрезерные
Карта 19. Круглошлифовальные
Карта 20. Многоцелевые
4.1.3. Техническое обслуживание комплектных электроприводов, карта 21
4.1.4. Техническое обслуживание управляющих систем станков с ЧПУ, карта 22
4.1.5. Неплановый ремонт (устранение отказов) управляющих систем и комплектных электроприводов станков с ЧПУ, карта 23
4.2. Техническое обслуживание роботов (манипуляторов)
4.2.1. Техническое обслуживание механической, гидравлической и пневматической частей, карта 24
4.2.2. Техническое обслуживание электротехнической части роботов (манипуляторов), карта 25
4.2.3. Техническое обслуживание комплектных электроприводов, карта 26
4.2.4. Техническое обслуживание управляющих систем, карта 27
4.2.5. Неплановый ремонт (устранение отказов) управляющих систем и комплектных электроприводов, карта 28
Приложение. Таблица станков с числовым программным управлением
| Дата введения | 01.02.2020 |
|---|---|
| Добавлен в базу | 01.10.2014 |
| Актуализация | 01.02.2020 |
Этот документ находится в:
- Раздел Экология
- Раздел 25 МАШИНОСТРОЕНИЕ
- Раздел 25.040 Промышленные автоматизированные системы
- Раздел 25.040.20 Станки с числовым программным управлением
- Раздел 25.040 Промышленные автоматизированные системы
- Раздел 25 МАШИНОСТРОЕНИЕ
- Раздел Строительство
- Раздел Нормативные документы
- Раздел Отраслевые и ведомственные нормативно-методические документы
- Раздел Проектирование и строительство объектов других министерств
- Раздел Отраслевые и ведомственные нормативно-методические документы
- Раздел Нормативные документы
Организации:
| 16.01.1989 | Утвержден | Государственный комитет СССР по труду и социальным вопросам | 28/4-7 |
|---|---|---|---|
| Разработан | ЦБНТ | ||
| Разработан | Рязанский филиал института Оргстанкинпром | ||
| Издан | Издательство Экономика | 1990 г. |
Чтобы бесплатно скачать этот документ в формате PDF, поддержите наш сайт и нажмите кнопку:
ЦЕНТРАЛЬНОЕ БЮРО НОРМАТИВОВ ПО ТРУДУ ГОСУДАРСТВЕННОГО КОМИТЕТА СССР ПО ТРУДУ И СОЦИАЛЬНЫМ ВОПРОСАМ
Утверждены Государственным квинтетом СССР по труду и социальным вопросам к Секретариатом ВЦСПС Постановление № 28/4-7 от 16 января 1989 г.
ТИПОВЫЕ НОРМЫ ВРЕМЕНИ
по техническому обслуживанию станков с числовым программным управлением и роботов (манипуляторов)
МОСКВА ЭКОНОМИКА 1990
ББК 65.9(2)304.15 Т43
Настоящие типовые нормы утверждены постановлением Государственного комитета СССР по труду и социальным вопросам и Секретариата ВЦСПС от 16 января 1989 г. № 28/4-7.
Срок действия типовых норм времени — до 1995 г.
Сборник содержит кормы времени на периодическое комплексное техническое обслуживание металлорежущих станков с числовым программным управлением (ЧПУ), роботов (манипуляторов) и неплановый ремонт по устранению отказов в устройствах ЧПУ и электроприводах.
Типовые нормы времени по техническому обслуживанию станков с ЧПУ и роботов (манипуляторов) разработаны впервые и рекомендуются для применения на предприятиях независимо от ведомственной подчиненности.
Нормы времени разработаны Рязанским филиалом института «Оргстанкинпром» Министерства станкостроительной и инструментальной промышленности СССР совместно с Центральным бюро нормативов по труду Государственного комитета СССР по труду и социальным вопросам при участии нормативно-исследовательских организаций и предприятий Министерства станкостроительной и инструментальной промышленности СССР, Министерства общего машиностроения СССР, Министерства электротехнической промышленности и приборостроения СССР, Министерства автомобильного и сельскохозяйственного машиностроения СССР, Министерства оборонной промышленности СССР.
В конце настоящего сборника помещен бланк отзыва, который заполняется предприятием (организацией) и направляется в адрес ЦБНТ: 109028, Москва, ул. Солянка, д. 3, строение 3.
Обеспечение межотраслевыми нормативными и методическими материалами по труду осуществляется по заявкам предприятий и организаций через книготорговую сеть иа местах. Информация об этих изданиях публикуется в Аннотированных тематических планах выпуска литературы издательства «Экономика» и Книготорговых бюллетенях.
2401110000-103 Т 011(01) —90
ISBN 5 — 282 — 01132 -8
© Центральное бюро нормативов по труду Государственного комитета СССР по труду и социальным вопросам (ЦБНТ), 1990
Измерение напряжения, си-
В4-12, В7-16, В7-22, ВК2-20, ВК2-27
Измерение параметров полу* проводниковых приборов и интегральных микросхем
Генератор стандартных сигналов
Исследования в вычислитель-
1 Все перечисленные электроизмерительные приборы должны соответствовать действующим стандартам и пройти поверку органов метрологической службы.
3. ОРГАНИЗАЦИЯ ТРУДА
3.1. Типовые нормы разработаны с учетом комплекса организационно-технических мероприятий по обслуживанию оборудования, проводимых по календарному плану-графику для обеспечения его нормальной и эффективной работы.
3.2. Работы по техническому обслуживанию выполняются комплексными бригадами работников. Такая организация труда способствует достижению высоких экономических и социальных результатов, сокращению потерь и непроизводительных затрат рабочего времени, повышению производительности труда и т.д.
3.3. Основой для определения численного состава бригад является плановый объем работ по трудоемкости, приходящийся на группу станков с ЧПУ и роботов (манипуляторов), закрепленных за бригадой.
ЗА Профессиональный и квалификационный состав комплексной бригады определяется на основе трудоемкости обслуживаемого оборудования и систем программного управления.
3.5. Техническое обслуживание оборудования проводится согласно плану-графику, утвержденному на предприятии.
Рациональная организация труда предусматривает использование агрегатного метода, при котором механические, гидравлические,
электротехнические и электронные части заменяются новыми или заранее отремонтированными, что значительно сокращает время восстановления работоспособности обслуживаемого оборудования после отказа. По мере накопления опыта по техническому обслуживанию предусматривается разработка и подготовка инструкции по устранению наиболее существенных неисправностей и отказов с указанием причин их возникновения и способов устранения.
3.6. Основным условием, обеспечивающим качественное выполнение работ, является рациональная организация рабочего места, которая предусматривает:
обеспечение рабочих мест необходимой оснасткой, средствами контроля, электрической энергией;
наличие подъемно-транспортных средств;
минимальное передвижение исполнителя за счет рационального расположения оборудования, используемой оснастки и средств контроля в пределах оптимальных зон досягаемости;
соблюдение требований охраны труда, техники безопасности и правил промышленной санитарии и гигиены.
3.7. Слесари-ремонтники и электромонтеры по обслуживанию электрооборудования располагают набором технических паспортов, кинематических, монтажных и электрических схем обслуживаемого оборудования, спецификацией на быстроизнашиваклциеся детали, а также инструкцией по проведению технического обслуживания оборудования.
Ниже приведены схемы планировок рабочих мест слесарей-ремонт-ников и электромонтеров по обслуживанию электрооборудования (рис. 3 и 4).
3.8. Инженеры-электроники должны иметь отдельное помещение, оборудованное подъемно-поворотными стендами, арматурой местного освещения, переносными осветительными лампами, слесарно-монтажным инструментом общего назначения, контрольно-измерительными инструментами и приборами, запасными частями, промывочными, смазочными и другими вспомогательными средствами, необходимую оснастку для выполнения технологических операций по обслуживанию оборудования. Рабочее место должно быть обеспечено электрической энергией. Рабочее место инженера-электроника показано на рис. 5.
Инженер-электроник обеспечивается технической документацией (паспортами, схемами, инструкциями) по эксплуатации и ремонту управляющих систем. Качество выполнения работ по техническому обслуживанию управляющих систем должно соответствовать требованиям технических условий.
3.9. Типовые нормы времени рассчитаны на нормальный объем
Рис. 3. Схеме планировки рабочего места слесаря-ремонтника:
1 — верстак слесарный; 2 — стул поворотный; 3 — подводка сжатого воздуха; 4 — стеллаж; 5 — ящики для металлоотходов и мусора; 6 -тележка; 7 — край консольно-поворотный; 8 — стеллаж-подставка
Рис. 4. Схема планировки рабочего места электромонтера:
1 — верстак слесарный; 2 — подводка сжатого воадуха; 3 — стеллаж; 4 — стол регулировщика; J — стеллаж-подставка; б — край консолыто-поворотный; 7 — стул поворотный; 8 — тележка
Рис. 5. Схема планировки рабочего места кнжекера*электроника;
I — рабочий стол; 2 — стоп-приставка; 3 — стеллаж-приставка (при замене столешницы и навеске труб с выдвижными ящиками может использоваться как самостоятельное рабочее место); 4 — тележка на колесах (при замене колее на подпятники может служить тумбой для настольного сверлильного станка); 5 — стул подъемно-поворотный, 6 — поворотный круг; 7 — лампа на гибком шланге; 8 — зажимы для навески чертежей (схем)
работ по ТО станков с ЧПУ и роботов (манипуляторов) при соблюдении условий их технической эксплуатации. Станки и роботы (манипуляторы) устанавливаются в закрытых отапливаемых помещениях, обеспечивающих:
защиту от атмосферных осадков; защиту от внешних источников запыления воздуха; поддерживание влажности воздуха в пределах 40-75 % при температуре ниже 24 *С; 40-60 % при температуре свыше 24 до 28 *С; 40-55 % при температуре свыше 28 в С;
поддерживание температуры воздуха в пределах интервала, зависящего от класса точности станка с ЧПУ: Н — 20Ч£ 5 ю # С; П — 20 *С ± 5 *С; В — 20 # С ± 5 *С; А — 20 *С ± 1 *С (ГОСТ 15150-69);
отсутствие в воздухе агрессивных газов в количествах, превышающих нормы по ГОСТ 11882-66 (допускаются только следы газообразных кислот и щелочей).
Общее и местное освещение должно удовлетворять правилами
нормам искусственного освещения промышленных предприятии.
Расположение оборудования на участке должно обеспечивать свободный доступ ко всем узлам станков и блокам систем ЧПУ и роботов (манипуляторов).
3.10. При техническом обслуживании станков с ЧПУ и роботов (манипуляторов) к нормам времени применяются следующие поправочные коэффициенты (Ки): при обслуживании оборудования после капитального ремонта — 1,1; при обслуживании более 5 станков с ЧПУ или роботов (манипуляторов) одной модели * 0,7.
3.11. При техническом обслуживании роботов (манипуляторов) к нормам времени применяются также следующие поправочные коэффициенты (К):
при числе степеней подвижности роботов (манипуляторов) 2 — 0,9; при 3 — 1,0; при 4 — 1,1; при 5 — 1,15; при 6 — 1,2;
при количестве захватов на руку 1 — 1,0; при 2 — 1,1.
4. НОРМАТИВНАЯ ЧАСТЬ
4. L ТЕХНИЧЕСКОЕ ОБСЛУХЯВАНИЕ СТАНКОВ С ЧПТ
4. L 1. Техническое обслужит ни с механической и гидравлической частей ставков с ЧЦУ
Профессии: слесаръ-рсмомтник, оператор
Наибольший диаметр иаясвхя, устанавливаемого яав станиной станка, мы,»
250 | «20 | 434 | I ООО | 2000
Норма кролик на 1 папок. W.-T
1 Кжесмехкый осмотр станка, в том числе наблюдаете аа 4 Еж»- 0,12 0,13 0,17 0,21 0,23
правильностью выполнения эксплуатационных требований, указанных в технических руководствах заводов аншиаи
2 Устранение обнаруженных неисправностей 5 *
J Периодическая смазка оборудования и пополнение ем*- 3 50 0,(0 0,64 0,84 1,03 1,13
эочных я гидравлических емкостей, в том числе заправка инвентаря станочников (операторов)
1.1. Типовые нормы времени на техническое обслуживание станков с числовым программным управлением (ЧПУ) и роботов (манипуляторов) предназначены для нормирования труда слесарей-ремонтников, электромонтеров по обслуживанию электрооборудования, слесарей по контрольно-измерительным приборам и автоматике, наладчиков контрольно-измерительных приборов и автоматики, инженеров-электроников, операторов, занятых техническим обслуживанием универсальных и многоцелевых станков с ЧПУ и роботов (манипуляторов) на предприятиях отраслей народного хозяйства независимо от их ведомственной подчиненности. На основании норм времени устанавливаются нормированные задания и определяется численность работников.
Типовые нормы времени могут быть использованы при расчете комплексных норм при внедрении бригадной формы организации труда в соответствии с Методическими рекомендациями по нормированию труда рабочих в условиях коллективных форм его организации и стимулирования (М.: Экономика, 1987).
1.2. В основу разработки типовых норм положены следующие данные:
Положение о порядке технического обслуживания технологических комплексов, машин, оборудования и приборов, автоматизированных систем с применением микропроцессорных средств, утвержденное постановлением Государственного комитета СССР по науке и технике от 30 декабря 1983 г. N® 774;
результаты анализа организации труда и организационно-технических мероприятий по ее совершенствованию;
нормативные материалы, разработанные Рязанским филиалом института «Оргстанкинлром” и Харьковским центром технического обслуживания станков с ЧПУ Минстанкинпрома СССР;
Разработка нормативных материалов для нормирования труда рабочих. Методические рекомендации (М.: НИИ труда, 1983);
Положение об организации нормирования труда в народном хозяйстве, утвержденное постановлением Госкомтруда СССР и Президиума ВЦСПС от 19 июля 1986 г. № 226/П-6;
О внесении изменений в Положение об организации нормирования труда в народном хозяйстве, утвержденное постановлением Госкомтруда СССР и Президиума ВЦСПС от 15 августа 1989 г. N* 271/П-8;
Методические основы нормирования труда рабочих в народном хозяйстве (М.: Экономика, 1987).
1.3. При разработке типовых норм времени использованы:
Типовая система технического обслуживания и ремонта металлорежущего и деревообрабатывающего оборудования (М.: Машиностроение, 1988) и руководящие материалы по организации технического обслуживания и ремонта станков с устройствами ЧЛУ и роботов (манипуляторов);
типажи металлорежущих станков и каталоги ЭНИМСа.
Системой планово-предупредительного ремонта предусматриваются сроки проведения работ по техническому обслуживанию, которые находятся в функциональной зависимости от количества часов, отработанных оборудованием.
За отработанное время принято оперативное время работы станка, когда механизмы оборудования находятся в движении, т.е. изнашиваются. Поэтому для использования настоящих норм времени необходимым условием является организация точного учета оперативного времени работы станков с ЧЛУ и роботов (манипуляторов).
Оперативное время работы станков в зависимости от коэффициента сменности принято в соответствии с инструкцией по учету оперативного времени работы металлорежущего и деревообрабатывающего оборудования, разработанной отделом НТИ ЭНИМСа (издание 1980 г.), и приведено в табл. 1.
Коэффициент сменности 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7
Оперативное время работы 1367 1504 1640 1780 1915 2050 2190 2325
Коэффициент сменности Г|9 2/6 2Д 2^2 О 2^4 2^Г
Оперативное время работы 2460 2600 2735 2870 ЗОЮ 3145 3280 3420
1.4. Типовые нормы времени установлены в чел.-ч на единицу объема работы и рассчитаны по формуле
где ton — оперативное время на выполнение работы по техническому обслуживанию составной части станка с ЧПУ или робота (ма-
нипулятора) (механической, гидравлической и электротехнической, электроприводов и управляющих систем), чел.-ч; аПз — подготовительно-заключительное время, % от оперативного времени; а0бс
в Р е * мя на обслуживание рабочего места, % от оперативного времени; Оотп ” время на отдых и личные потребности, % от оперативного времени.
В типовых нормах установлено: апз — 5 %; а0бс
1.5. Трудоемкость выполнения работ по техническому обслуживанию механической, гидравлической, пневматической, электротехнической частей, комплектных электроприводов, управляющих систем оборудования, а также неплановому ремонту управляющих систем и комплектных электроприводов станков с ЧПУ и роботов (манипуляторов) определяется по формуле
где Тп — трудоемкость обслуживания каждой из частей оборудования, чел.-ч; п — число физических единиц оборудования; Нвр — норма времени на техническое обслуживание соответствующей части оборудования; Ки — коэффициент, учитывающий измененные условия работы станков с ЧПУ и роботов (манипуляторов) (сМ. п. ЗЛО); К — коэффициент, учитывающий степень подвижности роботов (манипуляторов).
1.6. Наименования профессий рабочих и специалистов, разряды работ в настоящем сборнике указаны в соответствии с Единым тарифно-квалификационным справочником работ и профессий рабочих (выпуски 1 и 2, утвержденные постановлениями Государственного комитета СССР по труду и социальным вопросам и ВЦСПС от 16 января 1985 г. № 17/2-54 и от 31 января 1985 г. № 31/3-30), а также Квалификационным справочником должностей руководителей, специалистов и служащих (выпуск 1, утвержденный постановлением Госкомтруда СССР и ВЦСПС от 27 марта 1986 г. № 102/6-142).
При внесении изменений в тарифно-квалификационный справочник наименование профессий и разряды работ, указанные в данном сборнике, должны соответственно изменяться.
1.7. Выполнение работ рабочими не тех разрядов, которые указаны п тарифно-квалификационном справочнике, не может служить основанием для каких-либо изменений типовых норм времени.
1.8. Приведенные в сборнике пределы числовых значений, в которых указано ”до”, следует понимать включительно.
1.9. На работы, не предусмотренные сборником, устанавливаются местные технически обоснованные нормы времени по аналогии с типовыми.
1.10: До внедрения на предприятии типовых норм времени необхо-
димо организационно-технические условия в цехах привести в соответствие с запроектированными в сборнике и проинструктировать рабочих.
1.11. При внедрении на предприятиях более совершенных, чем это предусмотрено в типовых нормах, организации производства и труда, технологии, оборудования, обеспечивающих рост производительности труда, приведенные в сборнике типовые нормы времени обслуживания станков и роботов могут быть заменены более прогрессивными местными нормами, разработанными методом технического нормирования.
1.12. С введением настоящего сборника все ранее действовавшие нормы времени на соответствующие работы отменяются.
2. ХАРАКТЕРИСТИКА ПРИМЕНЯЕМОГО ОБОРУДОВАНИЯ И ТЕХНОЛОГИЯ РАБОТЫ
2.1. Типовые нормы времени разработаны на следующие виды работ: техническое обслуживание металлорежущих станков с ЧПУ и роботов (манипуляторов) по предупреждению отказов и неисправностей;
неплановый ремонт по устранению отказов управляющих систем и электроприводов, осуществляемый по потребности.
К техническому обслуживанию относятся работы по поддержанию работоспособности станков и роботов (манипуляторов) в процессе их использования. Эти работы выполняются в определенных объемах и в зависимости от степени использования оборудования в процессе производства и объективной оценки его износа.
Для осуществления технического обслуживания определяются: состав обязательных регламентируемых операций обслуживания; периодичность их выполнения по отработанному оперативному времени;
разделение труда (распределение обязанностей) между исполнителями;
трудоемкость каждой регламентированной операции; трудоемкость непланового обслуживания (устранение отказов); организация выполнения технического обслуживания и контроля его качества;
организация планирования, учета выполнения и анализа результатов технического обслуживания.
Техническое обслуживание включает ежесменный и периодический осмотр, профилактические проверки, регулировки, смазку
Тоническое обслуживание час left оборудовамиа
Источник