Трудоемкость выполнения одного технического ремонта




Трудоемкость ремонта и технического обслуживания оборудования
Определяется суммарным количеством затрат на выполнение данного вида работ, регулировку и испытание после ремонта.
Трудоемкость устанавливается на основе норм времени на слесарные и другие ремонтные работы, хронометражных наблюдений, отчетных данных о затратах рабочего времени на ремонт и техническое обслуживание оборудования.
Трудоемкость зависит от вида ремонта, конструктивных и технологических особенностей оборудования, его размеров и массы.
Система ПТОР устанавливает следующее соотношение между трудовыми затратами по видам ремонтов:
для всех групп оборудования, кроме электротехнического, К:Т2:Т1 = 1,0:0,6:0,2;
для электротехнического оборудования К:Т2:T1 = 1,0:0,47:0,08.
Ориентировочное соотношение между трудовыми затратами по видам работ по системе ПТОР приведено в табл. 7.
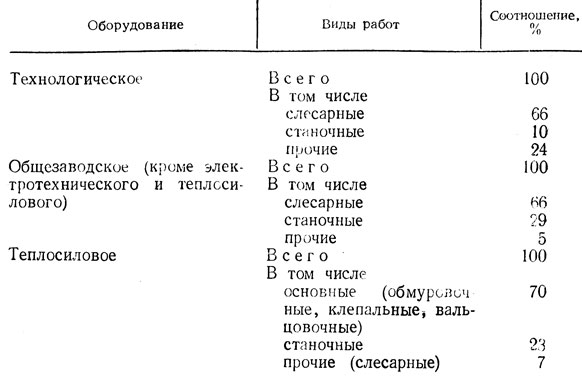
Таблица 7. Соотношение трудозатрат по видам работ, выполняемых при ремонте оборудования
Конструктивная специфика различного вида электродвигателей учитывается введением следующих поправочных коэффициентов, отражающих изменение трудоемкости ремонта:
для электродвигателей с частотой вращения, мин -1 : 300 — 0,8; 1500 — 1,0; 1000 — 1,1; 750 — 1,2;
для электродвигателей с фазным ротором взрывозащищенных — 1,3.
Нормативы трудовых затрат предназначаются для планирования и расчета рабочей силы.
Источник
Расчет трудоемкости ремонта и технического обслуживания оборудования
Для расчета трудоемкости ремонта необходимо определить длительность межремонтного цикла.
В связи с тем, что в цехе доминирует серийное производство, условия эксплуатации оборудования классифицируются как нормальные, станочный парк цеха включает в себя только легкие и средние металлорежущие станки сроком полезного использования не более 10 лет, обрабатываемым материалом является конструкционная сталь, длительность межремонтного циклаопределяется по формуле:
24000 — нормативный ремонтный цикл, станко-час;
bп — коэффициент, учитывающий тип производства = 1,3,
bм — коэффициент, учитывающий свойства обрабатываемого материала = 1;
bу — коэффициент, учитывающий условия эксплуатации оборудования = 1;
bт — коэффициент, учитывающий группу станков(для легких и средних станков bт = 1).
Длительность межремонтного цикла составляет: 31200 часов или 7,8 лет или 93,6 месяцев. Считаем наиболее оптимальным использование следующей структуры межремонтного цикла:
где: О — осмотр – 9 раз (1,15раз в год)
Т- текущий ремонт – 6 раз (0,77 раз в год)
С — средний ремонт – 2 раза (0,26 в год)
К- капитальный ремонт – 1 раз (0,13 в год)
Длительность межремонтного периода рассчитывается по формуле
где: Пс – число средних ремонтов в течение межремонтного цикла = 2
Пт — число текущих (малых) ремонтов в течение межремонтного
Длительность межремонтного периода = 10,4 месяцев
Длительность межосмотрового периода для станков рассчитывается по формуле:
где: П0 — число осмотров в течение межремонтного цикла = 9
Длительность межосмотрового периода для станков = 5,2 месяцев
Годовая трудоемкость ремонтных работ(общий годовой объем ремонтных работ) определяется по формуле:
Трем общ =(ТкПк+ ТсПс+ ТтПт+ ТоПо)/ Тм.ц.))  Ri Спрi (4.4)
Ri Спрi (4.4)
где: Тк, Тс, Тт, То— суммарная трудоемкость (слесарных, станочных и прочих работ) соответственно капитального, среднего, текущего ремонтов и осмотров на одну единицу ремонтной сложности, нормо-час;
Ri — количество единиц ремонтной сложности i-й единицы оборудования (механической части), р.е.;
Спрi— число единиц оборудования i-го наименования, шт.
В таблице 2. «Состав станочного парка в цехе» указана структура станочного парка цеха, его размер (53станка) и категория сложности (в ремонтных единицах) каждого станка.
 Ri Спрi =808,5 (4.5)
Ri Спрi =808,5 (4.5)
Таблица 2 — Состав станочного парка в цехе
| № п/п | Оборудование | Модель или марка | К-во | Категория ремонтной сложности (механическая часть) | Уст-ная мощность Wу,кВт | Оптовая цена ед. оборудования Цоб, руб. | Площадь ед. оборудования м 2 |
| Токарно-винторезные Станка | 1К62 1К62Б 1К62Д 1М63М 1М63Б 1М65 | 11,0 12,5 14,5 13,0 14,0 16,5*2=33 | 10,0 11,0 11,5 18,5 15,0 22,0 | 3 650 6 000 6 500 8 290 7 870 11 160 | 3,07 3,07 3,57 4,38 4,38 4,07 | ||
| Полуавтоматы токарно-револьверные | 1М42Б 1А124М 1А136МЦ | 17,5 14,5 14,0 | 13,0 12,5 13,0 | 14 500 12 300 15 300 | 3,18 3,28 2,95 | ||
| Автоматы токарно-револьверные Одношпиндельные | 1Г140П 1Д112 1Е125 | 17,5 18,0 15,5 | 7,1 5,5 11,0 | 15 500 2 450 | 3,18 3,28 2,95 | ||
| Полуавтоматы токарные многошпиндельные | 1Б265НП-8К | 50,0 | 30,0 | 54 100 | 3,45 | ||
| Вертикально-фрезерные станки | 692Р-1 ГФ2380 | 12,5 13,0 | 2,2 11,0 | 5 000 14 000 | 1,8 1,95 | ||
| Горизонтально-фрезерные станки | 6Н13Ц 6Т82Г-1 6Р83Г 6Т83Г-1 | 14,0*5=70 12,5 11,0 11,5 | 13,0 7,5 7,0 7,5 | 15 000 6 365 6 300 7 290 | 2,3 2,85 2,85 1,98 | ||
| Вертикально-сверлильные станки | 2С132 2Г125 2Н135-1 КД-26 | 9,5*10=95 4,5 6,0 5,5 | 4,0 3,5 4,0 1,6 | 4 570 3 470 4 750 3 250 | 1,2 1,4 1,4 1,2 | ||
| Радиально-сверлильные станки | 2К52 2М55 2А576 | 7,0 20,0*2=40 17,5 | 4,5 5,5 7,5 | 3 950 4 750 18 200 | 1,8 1,8 2,1 | ||
| Кругло шлифовальные | 3У10В 3У10А 3М195 | 15,5*2=31 19,5 38,5*2=77 | 2,1 2,5 30,0 | 12 400 13 750 38 900 | 2,7 2,9 3,1 | ||
| Плоско шлифовальные | 3Е711В-1 3Е711ВФ-1 | 15,0*20=300 17,5 | 4,0 10,0 | 7 129 14 500 | 2,02 2,1 | ||
| Внутри шлифовальные | 3К225В 3К225А 3К227В | 17,5*2=35 16,5 12,5 | 2,5 2,5 4,5 | 9 870 11 860 14 430 | 2,1 2,1 2,1 | ||
| Универсально- заточные станки | 3Е642 3Е642Е | 10,0*3=30 12,5 | 3,0 3,0 | 4 450 6 750 | 1,2 1,2 | ||
| Горизонтально- Расточные станки | 2620В 2620Г | 28*2=56 | 10,2 10,2 | 20 800 19 730 | 2,8 2,8 | ||
| Протяжные Станки | 7Б64 7Б67 | 17,5 24,5 | 11,0 40,0 | 17 924 29 970 | 1,98 1,95 | ||
| Отрезные станки | 8Г662 8Г681 8Б66 | 16,0 17,5 8,0 | 3,2 18,1 2,5 | 8 500 13 170 3 610 | 0,9 0,9 0,9 | ||
| ИТОГО | 808,5 |
Нормы трудовых затрат на одну ремонтную единицу по видам работ в часах указаны в таблице 3. «Норма времени на одну ремонтную единицу»
Таблица 3. — Норма времени на одну ремонтную единицу
| Виды ремонта | Слесарные работы | Станочные работы | Прочие работы | Всего |
| Осмотр (н/ч) | 0,75 | 0,1 | — | 0,85 |
| Текущий ремонт (н/ч) | 4,0 | 2,0 | 0,1 | 6,1 |
| Средний ремонт (н/ч) | 16,0 | 7,0 | 0,5 | 23,5 |
| Капитальный ремонт (н/ч) | 23,0 | 10,0 | 2,0 |
Годовая трудоемкость станочных ремонтных работ
Тст. рем = (0,75*1,15 + 4 0,77 + 16 0,26 +23 0,13) *808,5 = 11,09*808,5
= 8 968,3 нормо-часов
Годовая трудоемкость слесарных ремонтных работ
Тслес рем =4,775*808,5=3 860,6 нормо-часов
Годовая трудоемкость прочих ремонтных работ
Тпр рем = 0,467*808,5=377,6 нормо-часов
При определении среднегодового объема работ допускаем, что их общий объем распределяется равномерно по годам в течение всего межремонтного цикла.
Годовая трудоемкость ремонтных работ:
Тобщ рем =(35*0,13 +23,5*0,26 +6,1*0,77 +0,85*1,15) *808,5=16,33*808,5
=13 206,4 нормо-часов
Годовая трудоемкость работ по межремонтному обслуживанию определяется по формуле:
Тобс=FэКсм/Ноб Ri Спрi (4.6)
где: Fэ-годовой эффективный фонд времени работы одного рабочего
Fэ = 2000 час; [3 (стр. 74)]
Ксм — число смен работы обслуживаемого оборудования = 2
Ноб — норма обслуживания ремонтных единиц при выполнении станочных (1650), слесарных (500.), смазочных (1000) и шорных (3390) работ на одного рабочего в смену. [3.(стр.59)]
Определяем годовую трудоемкость работ по межремонтному обслуживанию по видам работ:
Тобсл слес =(2000*2/500)*808,5=6 468 час
Тобсл стан =(2000*2/1650)*808,5=1 960 час
Тобсл смаз =(2000*2/1000)*808,5=3 234 час
Тобсл шорн =(2000*2/3390)*808,5=953,98 час
Годовая трудоемкость работ по межремонтному обслуживанию:
6 468+ 1 960+3 234+953,98=12 615,98 нормо/час
4.2 Расчет численности рабочих, необходимых для выполнения плановых ремонтов
При определении численности рабочих, необходимых для выполнения плановых ремонтов, необходимо учитывать количество оборудования (станков), необходимых для выполнения станочных работ.
Число единиц оборудования, необходимых для выполнения работпо ремонтному и межремонтному обслуживанию, рассчитывается по формуле
где: Fэ — годовой эффективный фонд времени работы одного станка в одну смену, Fэ = 2000 час.
Спр= 13 206,44 + 12 615,98 / (2015*2*1,1) = 5,82 ≈ 6 ед.
Распределяем единицы оборудования в следующем порядке:
— токарно-винторезные станки –2 ед.
— фрезерные станки – 2 ед.
— шлифовальные станки – 1 ед.
— сверлильные станки –1 ед.
Помимо указанного оборудования, ремонтный участок оснащен верстаками в количестве 3 шт. и подъемно-транспортным оборудованием в составе: электрокара – 1 ед., ручная тележка – 2 ед., ручной пресс – 1 шт.
Расчет численности рабочих, необходимых для выполнения плановых ремонтов, определяется, исходя из соответствующей трудоемкости, годового эффектного фонда времени работы одного рабочего Fэ и коэффициента выполнения нормы времени Кв=1,1.
Расчет численности станочных рабочихдля проведения ремонта производится по формуле:
Р рем стан =Т рем стан / (Fэ* Кв) (4.8)
Р рем стан = 8 968,3 /(2000*1,1) = 4 чел.
Расчет численности станочных рабочих для проведения межремонтного обслуживания производится по формуле:
Р обс стан =Т обс стан/ (Fэ* Кв); (4.9)
Р обс стан = 1 960/(2000*1,1) = 1 чел.
Расчет численности слесарей и прочих рабочих производится аналогично.
Расчет численности слесарей для проведения ремонта и межремонтного обслуживания:
Р рем слес = 2 чел. Р обс слес = 3 чел.
Расчет численности прочих рабочих для проведения ремонта и межремонтного обслуживания:
Р рем проч = 0 чел. Р обс проч = 2 чел.
Общей численности рабочих, необходимых для выполнения плановых ремонтов: 4+1+2+3+0+2 = 12 чел
Штатная ведомость ИТР
Для формирования штатной ведомости определить штатную численность ИТР.
Для определения численности ИТР необходимо:
— определить численность мастеров участка из расчета: 1 мастер на группу ремонтных рабочих (12 человек).
— определить численность старших мастеров участка из расчета: 1 старший мастер на 4 мастера.
— определить численность технологов участка из расчета: 1 старший мастер – 1 технолог
— определить численность механиков участка из расчета: 1 механик на группу ремонтных рабочих (5-22 человек).
Источник
Трудоемкость технического обслуживания и ремонта
Трудоемкость — это затраты труда на выполнение в заданных условиях операции или группы операций ТО или ремонта. Трудоемкость измеряется в нормо-единицах (человеко-часах, человеко-минутах). Различают нормативную и фактическую трудоемкость.
Нормативная трудоемкость является официальной юридической нормой, принятой на данном предприятии, фирме и т.д. Используется для определения численности исполнителей, оплаты труда исполнителей (тарифная ставка, руб./ч), расчетов с клиентурой.
Фактическая трудоемкость — затраты труда на выполнение конкретной операции конкретным исполнителем. Является случайной величиной и может отличаться от нормативной.
На автомобильном транспорте действуют следующие виды норм:
• дифференцированные (пооперационные), устанавливаемые на отдельные операции или их части — переходы (смена масла; регулирование клапанного механизма; замена свечи и т.д.);
• укрупненные — на группу операций, вид ТО и ремонта (мойка, крепежные работы при ТО-1 или ТО-2, замена ведомого диска сцепления и т.д.);
• удельные, относимые к пробегу автомобиля, чел. • ч/1000 км (нормирование текущего ремонта).
При этом различают.
Оперативное время необходимое для выполнения производственной операции, подразделяется на основное и вспомогательное. В течение основного (или технологического) времени осуществляется собственно операция.
Вспомогательное время необходимо для обеспечения возможности выполнения операции, например время установки автомобиля на пост ТО или ремонта, обеспечение доступа к объекту обслуживания или ремонта и т.д.
Подготовительно-заключительное время необходимо для ознакомления исполнителя с порученной работой, подготовки рабочего места и инструмента, материалов, сдачи наряда и др.
Время обслуживания рабочего места необходимо для ухода за рабочим местом и применяемым инструментом или оборудованием (уборка, смена инструмента, размещение оборудования и приспособлений и т.д.).
В норме трудоемкости учитывается также необходимость перерыва на отдых и личные надобности.
Время на обслуживание рабочего места, перерывы на отдых и личные надобности называется дополнительным.
При определении или изменении норм используют так называемую фотографию рабочего времени, хронометражные наблюдения, метод микроэлементных нормативов времени.
При хронометражных и других наблюдениях обычно определяется (по наблюдениям, расчетам) оперативное время, а остальные элементы нормы назначаются (в зависимости от особенностей операции,тяжести и условий труда) в процентах от оперативного.
При использовании для нормирования трудоемкости метода микроэлементных нормативов:
• операции ТО или ремонта раскладывают на простейшие движения и действия (элементы) оператора типа: взять предмет, находящийся на расстоянии 1 м, массой 5 кг, и перенести его на расстояние 3 м и т.д.;
•эти простейшие движения (их 100-150) нормируют в относительных или абсолютных единицах — микроэлементных нормативах, содержащихся в справочниках;
• все микроэлементные нормативы, составляющие данную операцию, суммируются и определяется микроэлементная норма операции.
Источник