- Бизнес-идея: ремонт автомобильных радиаторов
- Концепция бизнеса
- Что потребуется для реализации?
- Пошаговая инструкция запуска
- Финансовые расчеты
- Стартовый капитал
- Ежемесячные расходы
- Сколько можно заработать?
- Риски
- Ремонт радиатора системы охлаждения
- Содержание
- ОБЩИЕ СВЕДЕНИЯ
- УСТРАНЕНИЕ УТЕЧЕК
- РЕМОНТ ПОЛИМЕРАМИ
- ПАЙКА И CВАРКА
- КОНТРОЛЬ ГЕРМЕТИЧНОСТИ
- Примечания
Бизнес-идея: ремонт автомобильных радиаторов
Вложения: от 17 000 рублей
Окупаемость: от 2 недель
С автомобилями всегда случаются казусы, вынужденный ремонт может понадобиться в любой момент. Очень часто автовладелецы имеют проблемы с радиаторами: пробился камнем, потек в связи со старостью. Покупка нового – не всем по карману, и гораздо выгоднее будет починить имеющийся. Поэтому бизнес, выстроенный на ремонте радиаторов, может заменить основной доход.
Концепция бизнеса
Схема бизнеса мало чем отличается от обычной автомастерской, потому что деятельность связана с ремонтом автомобилей. Только ниша узкоспециальная. Почему стоит засмотреться именно на радиатор? Не все автосервисы берутся за их починку, им проще заказать новый у поставщиков и установить. Старый же отправляется на свалку. Но это не очень экономный вариант, не всем он по карману.
Концепция заключается в базовых положениях:
- поиск клиентов;
- ремонт радиаторов в съемном или личном гараже;
- тест проделанной работы;
- получение денег за работу.
Начинать такую деятельность просто даже без больших вложений. А первыми клиентами могут стать друзья или близкие люди «за бесплатно» и «за отзыв».

Что потребуется для реализации?
Человек с головой и руками всегда сможет заработать себе на хлеб.
Данная ниша требует досконального знания автомобилей. Это очень нежная работа, ювелирная. От неправильных действий радиатор может полностью прийти в негодность.
Потребуется место для ремонта. Это может быть арендованный бокс, либо собственный гараж. Рабочее место не привязано к большому списку определенных условий, важным является одно: необходимы высокие потолки, чтобы была возможность загнать грузовой транспорт.
Последним комплектующим и самым важным элементом стоит назвать оборудование. Его необходимо начать искать в первую очередь, а после приобретения уже ничего не останавливает перед запуском.
| Оборудование |
| Ванна |
| Паяльник |
| Автомобильный компрессор |
| Припой без канифоли |
| Паяльная кислота |
| Холодная сварка |

Этих инструментов будет достаточно, чтобы отремонтировать радиатор с незначительными повреждениями. Самые маленькие трещины можно заделать холодной сваркой, чуть большие – паяльником. После чего проводятся тесты.
Пошаговая инструкция запуска
На старте не обязательно иметь легальное разрешение на ведение дела. Если речь идет не об открытии полноценного сервиса, а о самостоятельном ремонте, то можно обойтись без ИП или ООО. Потому что начало пути никогда не дает большого потока клиентов, это будет дополнительный небольшой доход, но, спустя время, можно задуматься о расширении. Тогда потребуются официальные документы.
- Поиск помещения. Как уже говорилось, ремонтное место должно иметь высокие потолки, чтобы можно было загнать КАМАЗ. Очень часто именно этот транспорт требует подобных услуг, потому что современная технология изготовления этой детали двигателя не предусматривает будущего ремонта. Если позволяют средства аренду бокса на несколько машин, то можно потратиться. В помещении будет производиться съем радиатора и починка, необходимо учитывать, что должно хватать места для самого транспортного средства. Поэтому площадь 50 квадратных метров можно считать начальной.
- Оборудование.
- Поиск клиентов. Интернет-реклама, сайт будут мало полезными, поэтому нужно расклеивать объявления. При желании можно нанять пару рабочих, кто будут выполнять поставленные задачи. Но это лишние расходы.

Финансовые расчеты
Стартовый капитал
На старте не потребуется тратить много средств, все зависит от уже имеющихся составляющих. Если есть гараж, то на аренду тратить деньги не нужно, так же дело обстоит с оборудованием. В случае отсутствия всего, затраты будут выглядеть следующим образом:
- аренда гаража – от 10 тыс. р.;
- покупка оборудования – от 5 тыс. р.;
- реклама – 2 000 р.;
- при официальном оформлении – 4 000 рублей на открытие ИП.
Итоговая минимальная сумма равна 17 000 рублей.
Ежемесячные расходы
Каждый месяц затраты будут разными в зависимости от проделанной работы. Сколько холодной сварки, припоя тратится? Необходимо оплачивать большой расход электроэнергии.
Можно сделать вывод о ежемесячных затратах:
- покупка расходных материалов – от 3 000 р.;
- аренда гаража – от 10 000 р.;
- оплата электроэнергии – от 5 000 рублей;
- реклама – от 1 000.
Если планируется собрать работников, то каждому необходимо будет платить от 15 000 рублей каждый месяц. То есть сумма затрат будет составлять от 19 до 34 тыс. рублей.
Сколько можно заработать?
Заработок может очень разниться, потому что он зависит не только от количества клиентов, но и от масштаба дефекта радиатора. Большие деформации будут стоить клиенту от 5 000 до 10 000 рублей. Маленькие трещины патрубков можно заделывать за 1 000-3 000 рублей. Если ежемесячно обслуживать от 15 человек, то можно легко генерировать выручку от 40 000 рублей, где чистая прибыль на руки составит около 21 и более тыс. рублей. Окупить затраты получится за первые 2-3 недели работы при высокой продуктивности.
Риски
Бизнес не имеет сложностей в реализации. Но можно судить о малой перспективе, потому что современные технологии изготовления радиаторов используют нестандартные сплавы, ремонтировать которые холодной сваркой нельзя. Это поднимает цену услуги в разы, а людям хочется обратиться в официальные центры за помощью.
Если рассматривать данное дело как получение опыта, навыков для последующего развития, то это будет отличное вложение на сегодняшний день. Позже можно замахнуться на открытие собственного автосервиса, где деятельность более интересная.
Источник
Ремонт радиатора системы охлаждения
Утечки охлаждающей жидкости и восстановление поврежденных деталей радиаторов устраняют как с помощью современных полимерных материалов, так и традиционными способами – пайкой и сваркой.
Содержание
ОБЩИЕ СВЕДЕНИЯ
Радиатор служит для охлаждения жидкости, поступающей из двигателя и циркулирующей по трубкам, образующим его сердцевину. В различных конструкциях трубки могут быть расположены:
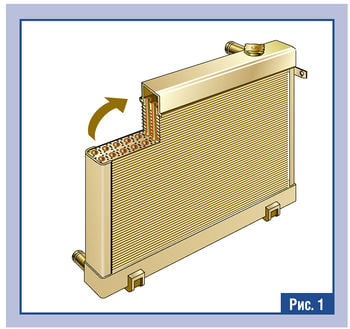
. или горизонтально,
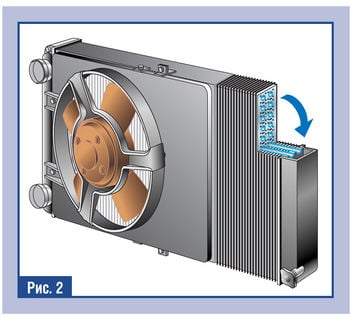
но в любом случае обе их стороны герметично закреплены в верхнем и нижнем (или левом и правом) бачках. Многочисленные тонкие пластинки, установленные перпендикулярно трубкам, служат для усиления их охлаждения встречным потоком воздуха при движении автомобиля и (или) создаваемого вентилятором.
Материалы для изготовления радиаторов должны иметь высокую теплопроводность. Раньше (до 90-х годов прошлого века) трубки и бачки изготавливались, как правило, из латуни и соединялись пайкой 1 . В настоящее время для снижения стоимости и веса радиаторов на легковых автомобилях в основном применяют алюминиевые трубки и бачки, состоящие из пластмассового корпуса с алюминиевым донышком. В этом случае герметизацию соединения трубок с донышками бачков осуществляют с помощью резиновых уплотнений или специальной пайкой, возможной только в заводских условиях. Бачок собирается путем завальцовки края донышка на буртик корпуса, при этом герметичность стыка обеспечивается резиновой прокладкой.
Условия работы радиаторов определяются тем, что после пуска двигателя охлаждающая жидкость может нагреваться без кипения до 120°С, так как давление в закрытой системе выше атмосферного. После остановки двигателя и остывания жидкости давление в системе становится ниже атмосферного. Тонкостенные детали при этом подвергаются как термической, так и механической нагрузке. В этих условиях ускоряются процессы коррозии, приводящие к ослаблению деталей и соединений, а в конечном итоге к их повреждению.
Наиболее характерные неисправности радиаторов обычных конструкций, приводящие к утечкам охлаждающей жидкости:
- разгерметизация соединений трубок с бачками;
- повреждение швов на трубках;
- трещины и пробоины в бачках, в том числе на патрубках и заливной горловине;
- повреждение резиновых уплотнений.
Кроме того, при авариях и столкновениях радиаторы, расположенные в передней части автомобиля, часто получают различные механические повреждения.
УСТРАНЕНИЕ УТЕЧЕК
Если обнаружилась незначительная утечка, а ее место не удается обнаружить или оно недоступно, то в охлаждающую жидкость можно добавить одну из специальных присадок, предназначенных для этой цели.
Такие вещества могут быть жидкими или порошкообразными 2 и часто называются «герметики радиатора» 3 . Их необходимо использовать в соответствии с инструкцией. Если на данную присадку никакого описания нет, ее лучше не применять.
РЕМОНТ ПОЛИМЕРАМИ
Использование клеев и герметиков позволяет соединять практически любые материалы. Надежность ремонта повышается при накладывании на место повреждения заплат или бандажа 5 . Результат зависит не столько от свойств полимерного материала, сколько от качества подготовки поверхности и соблюдения технологии склеивания.
Свищи и небольшие пробоины (до одного сантиметра в диаметре) заделывают, используя различные клеи-шпатлевки (в обиходе – «холодные сварки»). Они выпускаются в виде небольших цилиндрических блоков и внешне похожи на пластилин, только слоеный. Желательно использовать материалы, специально предназначенные для ремонта радиаторов. От блока поперек его оси отрезают кусочек необходимой толщины и разминают руками. Материал при этом нагревается и становится более пластичным. Если это предусмотрено инструкцией, пальцы руки предварительно смачивают водой для устранения налипания. Заготовке из клея-шпатлевки рекомендуется придать коническую форму и вдавить ее острием конуса вперед в отверстие. Затем выступающую часть образовавшейся заглушки разровнять по поверхности ремонтируемой детали и прижать. Делать это надо быстро, так как живучесть материала (время использования до начала отверждения) невелика, всего несколько минут. После установки заглушку необходимо удерживать прижатой к ремонтируемой детали в течение времени, необходимого для предварительного схватывания 6 . Для большинства «твердых сварок» оно составляет величину от 2 до 4 минут.
Трещины у основания патрубков в некоторых случаях можно заделать с использованием «холодной сварки», удерживая ее при отверждении прижатой по всей окружности с помощью бандажа. С этой целью используют, например, короткие отрезки (кольца) из металлических или пластмассовых трубок (желательно тонкостенных) с внутренним диаметром на 5–10 мм больше, чем у патрубка в месте повреждения. Между бандажной трубкой и патрубком по всей окружности плотно набивают и удерживают до отверждения необходимое количество предварительно хорошо размятой «холодной сварки». Бандажная трубка должна иметь высоту, не создающую помех для последующей установки водяного шланга на патрубок.
После окончательного отверждения, которое происходит примерно через 24 часа, клеи-шпатлевки обладают столь высокой прочностью, что не крошатся при механической обработке.
Большие трещины и пробоины (диаметром более сантиметра) закрывают заплатами, например из стеклоткани. Их приклеивают с помощью специальных клеев, имеющих жидкую консистенцию, или пастообразных клеев-герметиков 7 . Эти материалы более пластичны, чем клеи-шпатлевки. В случае необходимости накладку делают двухслойной или даже многослойной – поверх заплат меньшего размера последовательно устанавливают заплаты большей величины. При ремонте трубок радиатора, заливных горловин или патрубков ремонтируемое место оборачивают стеклотканью, а при ее отсутствии – несколькими слоями бинта (шнура), пропитанного клеем. Трещины большой длины (свыше 10–15 см) требуют применения металлических накладок, закрепляемых на поврежденном месте различными способами, например с помощью винтов-саморезов.
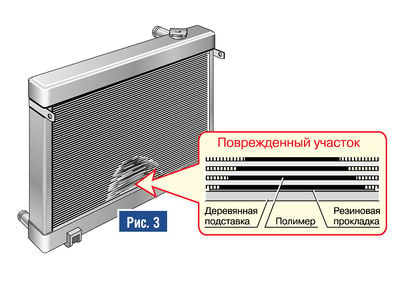
Многочисленные мелкие повреждения, образовавшиеся, например, в результате коррозии и сосредоточенные в одном месте, герметизируют, используя клеи-компаунды («жидкий металл»). Это полимерные композитные материалы на эпоксидной основе, обладающие текучестью, достаточной для заливки мест повреждений.
Один из возможных вариантов ремонта заключается в том, что зачищенное и обезжиренное место повреждения заливают компаундом и выдерживают до его отверждения. Радиатор перед заливкой устанавливают горизонтально на подставку. На нее предварительно укладывают резиновую подкладку, смазанную тонким слоем масла для исключения приклеивания к радиатору.
Трещины в пластмассовых деталях можно устранить с помощью клеев-расплавов – термопластичных материалов, размягчающихся при нагреве и затвердевающих при охлаждении. Технология применения заключается в том, что несколько гранул такого клея помещают на очищенное осушенное место повреждения, а затем прогревают паяльником до растекания и получения ровного слоя.
ПАЙКА И CВАРКА
Пайка латунных деталей осуществляется легкоплавкими припоями, например, ПОССу 25-2, ПОССу 30-0,5 и т.д. Трещины зачищают и запаивают, а пробоины закрывают подходящими заплатами из листовой латуни (например вырезанными из отслужившего радиатора) и опаивают по периметру. Поврежденные трубки запаивают или меняют 8 .
Удаление дефектной трубки или ее частей может осуществляться в следующем порядке:
- внутрь трубки вводят нагретый стержень соответствующего диаметра;
- после размягчения припоя трубку извлекают из бачка вместе со стержнем;
- устанавливают и запаивают новую трубку.
Аргонодуговая электросварка деталей производится с применением в качестве присадочного материала специальной алюминиевой сварочной проволоки, например Св-АК12 или Св-АК10. Такая сварка имеет особенности и проводится в среде инертного газа, так как эти материалы:
- имеют плохую свариваемость из-за образования тугоплавкой окиси алюминия на поверхности деталей;
- при нагреве скачком переходят из твердого состояния в жидкое, минуя пластичное;
- имеют большой коэффициент термического расширения, что при нагреве вызывает деформации и сильные внутренние напряжения, поэтому перед сваркой детали прогревают, а после сварки медленно охлаждают;
- при перегреве свыше 400°С прочность алюминия резко уменьшается и может произойти разрушение даже от небольшого удара.
В зону сварки подается аргон, который надежно защищает расплавленный металл от окисления кислородом воздуха, и сварной шов образуется без пор и раковин.
Сварка пластмассовых бачков выполняется с использованием в качестве присадки кусочков пластмассы, аналогичной по свойствам материалу ремонтируемой детали. Нагрев и расплавление осуществляют направленной струей горячего воздуха или с помощью паяльника. Края трещин предварительно засверливают для предотвращения их дальнейшего развития.
Газодинамическое напыление находит все более широкое применение для тонкостенных деталей из алюминия. В отличие от газопламенного и плазменного напыления, а также сварки этот способ не приводит к перегреву обрабатываемой поверхности. Покрытие толщиной 1,0–1,5 мм получается за счет того, что образующие его специальные порошки разгоняются вместе с горячими газами до сверхзвуковой скорости, направляются на ремонтируемую деталь и наплавляются на ее поверхность.
КОНТРОЛЬ ГЕРМЕТИЧНОСТИ
Результат ремонта определяют, накачивая внутрь радиатора воздух. Как «подручное» средство можно использовать разрезанную пополам камеру от велосипеда с вентилем примерно посередине. Одной стороной ее надевают на входной патрубок, другой стороной – на выходной. Заливную горловину (если она есть) закрывают штатной пробкой, затем через вентиль камеры насосом накачивают воздух до получения избыточного давления. Затем радиатор погружают в воду – при отсутствии выходящих на поверхность пузырьков воздуха он считается герметичным.
Этим же способом обнаруживают места скрытых сквозных повреждений.
Примечания
1 Перспективными в настоящее время считаются особо тонкостенные медные паяные радиаторы.
2 В качестве такого герметика может быть использована сухая горчица в количестве 1-2 столовых ложек, предварительно разведенных в небольшом количестве воды, залитой в систему охлаждения.
3 «Герметики радиатора» отличаются от герметиков «наружного» применения и не имеют общих с ними свойств. Совпадение наименования связано только с их назначением – герметизация системы охлаждения.
4 Некоторые производители рекомендуют использовать свои герметики радиатора в следующем порядке. Сначала сливают охлаждающую жидкость в чистую емкость и заливают воду, в которую добавляют герметик. Через некоторое время работы двигателя, после прекращения течи, воду сливают и снова заливают охлаждающую жидкость.
5 Промышленностью выпускаются специализированные ремонтные наборы для радиаторов, в частности для пластиковых бачков. 6 Это связано с тем, что твердые клеи-шпатлевки в исходном состоянии недостаточно липки. Сцепление с поверхностью (адгезия) вначале невелико, и заглушка, если ее не прижимать несколько минут, может частично, а то и полностью отстать от поверхности.
7 Отличие клея от герметика заключается не в свойствах, а в назначении материалов. Оно в основном определяется тем, что толщина слоя клея может быть 0,05–0,15 мм, а у герметика – свыше 1мм.
8 При повреждении более 10% трубок их меняют целиком.
Источник