- Ремонт вагонов на заводах — Ремонтно-комплектовочный цех грузовых вагонов
- Содержание материала
- 1. Назначение и состав цеха
- Расчет потребного оборудования и площадей отделений
- Ремонт вагонов на заводах — Цехи для ремонта грузовых вагонов
- Содержание материала
- Компоновка и размеры производственных помещений
- Разборочные цехи
- Ремонт и переработка деталей, снятых с вагона
Ремонт вагонов на заводах — Ремонтно-комплектовочный цех грузовых вагонов
Содержание материала
ГЛАВА IV
РЕМОНТНО-КОМПЛЕКТОВОЧНЫЙ ЦЕХ ГРУЗОВЫХ ВАГОНОВ
1. Назначение и состав цеха
Ремонтно-комплектовочный цех предназначен для ремонта металлических деталей и узлов, снимаемых с вагонов, и сборки их в узлы и комплекты.
В состав цеха входят инспекторская площадка и отделения — кузнечное, по ремонту автосцепки, станочное, электросварочное и слесарно-комплектовочное. На заводах, где ремонтируются полувагоны, организуется, кроме того, отделение для ремонта крышек разгрузочных люков, а на заводах, ремонтирующих изотермические вагоны, — отделение для ремонта приборов охлаждения. При ремонте поездов с машинным охлаждением и электрическим отоплением организуется трубное отделение, а также участки комплектовки и заготовки соединений рассольных трубопроводов, ремонта и комплектовки вентилей и арматуры труб.
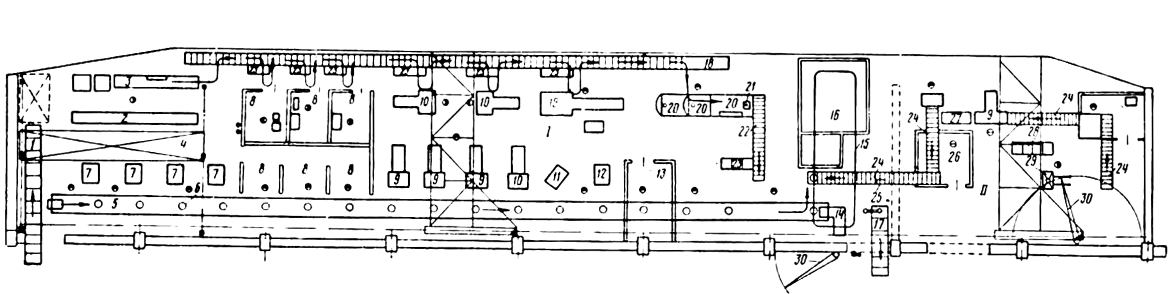
В зависимости от характера и объема работы применяются различные планировки отделений ремонтно-комплектовочного цеха. На рис. 236 представлена примерная планировка оборудования и отделений ремонтно-комплектовочного цеха завода, ремонтирующего грузовые вагоны.
В кузнечном отделении производятся главным образом работы по правке деталей, а также изготовлению некоторых изделии для ремонта рам и кузовов вагонов (наделки, заплаты и др.) и наращивания элементов рамы или кузова; кроме того, здесь свариваются тормозные тяги.
В отделении устанавливается следующее оборудование: молот воздушный весом падающих частей 0,3 — 0,5 т, печь для нагрева деталей, горны кузнечные, пресс-ножницы для резки листов толщиной до 16 мм и круглой стали диаметром до 25 мм, стыковая сварочная машина мощностью до 100 кВ, правильные плиты, прессы мощностью до 200 т для правки лобовых дверей полувагонов, стоек, раскосов и других деталей, прессы для испытания тормозных тяг и триангелей. Размер пода нагревательной печи и загрузочного окна должен обеспечивать проход и размещение для нагрева наиболее крупных деталей, например, каркасов лобовых дверей полувагона, стоек, буферных брусьев, поперечных связей тележек.
Отделение оборудуется кран-балкой грузоподъемностью до 1 т. Кроме того, на отдельных рабочих местах устанавливаются индивидуальные подъемники.
В электросварочном отделении выполняются все наплавочные и электросварочные работы при ремонте деталей, снимаемых с вагонов.
Отделение оборудуется сварочными агрегатами переменного и постоянного тока, а также полуавтоматическими шланговыми аппаратами. Наибольшее распространение на вагоноремонтных заводах получили сварочные аппараты переменного тока (трансформаторы). Для более рационального использования производственной площади сварочные трансформаторы рекомендуется устанавливать па площадках, расположенных на высоте 2 — 2,2 м над уровнем пола.
Из аппаратов, производящих сварку под слоем флюса, на вагоноремонтных заводах наиболее широко применяется шланговый полуавтомат ΠШ5, который используется для сварки деталей и частично для наплавки.
Рабочие места сварщиков располагаются в сварочных кабинах, где размещаются столы или специальные поворотные стенды для свариваемых деталей и вытяжная вентиляция с местными отсосами.
Ремонт автосцепного устройства является одной из наиболее массовых работ с примерно одинаковыми технологическими операциями, выполняемыми в ремонтно-комплектовочном цехе. В отделении по ремонту такого устройства разбираются механизм автосцепки и поглощающие аппараты, проверяются детали по шаблонам, наплавляются и обрабатываются изношенные поверхности.

Рис. 236. План ремонтно-комплектовочного цеха:
I— инспекторская площадка; II—заготовительное отделение; III — кузнечное отделение; IV — станочное отделение; V —отделение по ремонту автосцепки; VI— комплектовочная кладовая; 1 — комбинированные пресс-ножницы; 2 — стыковые сварочные машины; 3 — очистной барабан; 4 — стол для комплектовки тормозных башмаков; 5 — склиз; 6 — монорельс с тельфером; 7 — стенд с гайковертами для сборки триангелей; 8 — пресс для испытания триангелей; 9 — сварочные кабины; 10 — консольные краны; 11 — нагревательная печь; 12 — пневматический молот; 13 — кузнечный горн; 14 — электрогорн; 15 — клепальный пресс; 16 — правильная плита; 17 — пресс для правки лобовых дверей полувагонов; 18 — пресс для правки швеллеров; 19 — пресс для испытания тормозных тяг; 20 — токарно-винторезные станки; 21 — радиальносверлильный станок; 22 — горизонтальнофрезерные станки; 23 — поперечнострогальные станки; 24 — вертикальносверлильные станки; 25 — обдирочно-шлифовальный станок; 26 — слесарные верстаки; 27 — болторезные станки; 28 — вертикальнофрезерный станок; 29 — долбежный станок; 30— стенды для сборки автосцепок; 31 — пресс для сжатия поглощающих аппаратов; 32 — стенд для разборки автосцепок; 33 — стенды для наплавки корпусов автосцепок; 34 — установка для автоматической наплавки корпусов автосцепок; 35 — стеллажи
Для наплавки ударно-тяговых поверхностей корпуса автосцепки применяется полуавтоматическая установка.
В отделении устанавливаются стенды для ремонта корпусов автосцепок (рис. 237), пресс для разборки поглощающих аппаратов, сварочные кабины, фрезерные и строгальные станки, оборудованные специальными приспособлениями, слесарные верстаки, стенд с набором контрольно-измерительного инструмента, набор электрического и пневматического инструмента, переносные шлифовальные машинки, рубильные молотки и др.

Рис. 237. Стенд для ремонта корпусов автосцепок:
1 — электродвигатель; 2 — редуктор: 3 — поворотная рама с вращающимися гнездами для корпусов автосцепок; 4 — корпус автосцепки; 5 — вращающееся гнездо; 6 — маховик для поворачивания гнезда
Отделение оборудуется кран-балкой грузоподъемностью 0,5 — 1,0 т. Примерно постоянный объем работы позволяет организовать ремонт деталей автосцепки по поточному методу, что особенно целесообразно при ремонте большого количества автосцепок (50 комплектов и более в сутки). Позиции поточной линии для ремонта автосцепки (рис. 238) оборудуются полуавтоматическими станками и соответствующими приспособлениями.
Станочное отделение предназначено для механической обработки деталей, восстановленных электросваркой или кузнечным способом.
Наиболее часто обрабатываются после наплавки триангели, детали механизма запора крышек люков, тормозные рычаги, различные валики, болты поясных тележек, колонки тележек и др.
В отделении устанавливаются токарные станки типа 1К62 с высотой центров 200 мм и расстоянием между центрами 1 400—1 500 мм, радиальносверлильные и вертикальносверлильные станки с диаметром сверления соответственно до 50 и 35 мм, горизонтальнофрезерные станки типа 6Н82Г с размером стола 320 х 1 250 мм, поперечнострогальные станки с ходом ползуна 650— 700 мм.
Рис. 238. Планировка полуавтоматическом поточной линии ремонта автосцепок:
I— участок ремонта корпусов автосцепок; II— участок ремонта тяговых хомутов; 1 — транспортер для подачи автосцепок; 2 — стенд для разборки автосцепок; 3 — стол для проверки деталей; 4 — кран-балка грузоподъемностью 0,5; 5 — главный конвейер; 6 — подъемники-манипуляторы; 7 — автоматическая трехэлектродная установка; 8 — сварочная кабина; 9 — горизонтальнофрезерный станок; 10 — вертикальнофрезерный станок; 11 — станок для обработки отверстия для валика подъемника; 12 — станок для обработки шипа; 13 — камера для зачистки корпуса автосцепки наждачными кругами; 14 — пусковая станция конвейеров; 15 — подвесной конвейер; 16 — камера для окраски и сушки автосцепок; 17 — транспортер для выдачи автосцепок; 18 -главный транспортер для деталей; 19 — токарный станок; 20 — слесарные верстаки с вытяжными зонтами; 21 — пресс для постановки клейм; 22 — малый транспортер; 23 — стеллажи для деталей; 24 — транспортер для хомутов; 25 — пресс для клеймения хомутов; 26 — камера для зачистки мест наплавки хомутов наждачными кругами; 27 — наклонный лоток для передачи хомутов; 28 — слесарный верстак; 29 — пресс для сжатия поглощающих аппаратов; 30 — консольный подъемный кран

Рис. 239. Технологическая схема поточной линии по ремонту крышек разгрузочных люков:
1 — моечная машина· 2 — кантователь; 3 — пневматический правильный пресс; 4 — рольганги; 5 — стеллажи для обрезки крышек люков; 6 — сборочный пресс; 7 — конвейер с электросварочными позициями; 8 — пресс для правки отремонтированных крышек люков; 9 — консольный край; 10 — пресс-скоба;
11 — радиальносверлильный станок
Станочное отделение оборудуется кран-балкой грузоподъемностью до 0,5 т. В слесарно-комплектовочном отделении выполняются работы по подгонке, сборке и комплектовке узлов. Ремонтируются и комплектуются триангели, буксовые крышки с буксами, сливные приборы цистерн, дверные запоры и загрузочные люки крытых вагонов, крышки печных разделок. В соответствии с этим в слесарном отделении устанавливаются слесарные верстаки с тисками, сверлильные станки, пресс-скобы и другое необходимое оборудование и приспособления.
На заводах с большой производственной программой для ремонта и комплектовки наиболее массовых деталей—букс, тормозных триангелей и других устраиваются поточные линии с механизированной транспортировкой деталей.
Одной из наиболее трудоемких работ при ремонте полувагонов является ремонт крышек люков. Массовость и относительная однородность этой работы позволяют организовать ее на поточных линиях (рис. 239 и 240).

Рис. 240. Общий вид поточной линии для ремонта крышек люков полувагонов
Снятые с полувагонов крышки, если они не были достаточно очищены при обмывке вагона, очищаются от ржавчины и грязи. Для очистки крышек может быть использована конвейерная моечная машина, гидропескоструйная или дробеструйная установка. После очистки производятся осмотр и определение необходимого объема ремонта. Затем крышки поступают на поточную линию.
Перемещение крышек по позициям осуществляется по рольгангам пульсирующим конвейером, приводимым в движение электродвигателем. Пуск и остановка конвейера автоматизированы и управляются командным аппаратом, отрегулированным на заданный интервал. Ритм конвейера принимается обычно 4 — 4,5 мин.
На первой позиции производится правка крышек, для чего позиция оборудуется специальным гидравлическим или пневматическим прессом усилием 500—600 т; на второй — обрезка поврежденных мест; на третьей позиции на сборочных прессах прилаживаются по месту недостающие элементы крышки — запорные угольники, усиливающие накладки, наделки и др., которые прижимаются пневматическими зажимами и прихватываются электросваркой.
Далее непосредственно на конвейере размещаются сварочные позиции, на каждой из которых выполняется строго определенная работа. Для удобства производства сварочных работ крышка специальными подъемниками устанавливается в наклонное положение. Поворот крышки осуществляется автоматическим кантователем. Все сварочные места оборудуются местными отсосами вытяжной вентиляции.
После сварки крышка поступает на пресс для правки. Далее установлен радиальносверлильный станок для сверловки отверстий под заклепки, крепящие петли. Приклепка петель осуществляется клепальной пресс-скобой (рис. 241).
Отремонтированные крышки укладываются в специальные контейнеры, которые при помощи монорельса или тележек передаются в вагоносборочный цех. В каждый контейнер укладывается комплектно семь крышек, идущих на одну сторону полувагона.
Для передачи крышек с конвейера на рабочие места на позициях устанавливаются специальные пневматические подъемники. В отделении также имеется мостовой кран или кран-балка грузоподъемностью 2 — 5 м.
Для сокращения транспортировки отделение по ремонту крышек люков территориально располагается вблизи позиций, где снимаются с полувагонов и навешиваются на них крышки люков.
Кроме основного оборудования, указанного выше, в отделениях ремонтно-комплектовочного цеха устанавливаются слесарные верстаки, наждачные точила, стеллажи для укладки деталей, правильные и разметочные плиты, стенды для контрольноизмерительных шаблонов.
Расчет потребного оборудования и площадей отделений
Определение потребного оборудования для отделений ремонтно-комплектовочного цеха производится на основании средних укрупненных данных о затрате станко-часов на ремонт деталей одного вагона того или иного вида ремонта.
Эти данные должны систематически корректироваться в соответствии с ростом механизации, совершенствованием технологии и внедрением передовых методов труда.
Средняя затрата станко-часов на обработку всех деталей на один вагон определяется следующим выражением:  (55) где S—средняя затрата станко-часов данного вида оборудования на обработку всех деталей одного вагона;
(55) где S—средняя затрата станко-часов данного вида оборудования на обработку всех деталей одного вагона;
п— среднее количество деталей одного наименования, поступающих для обработки на данном оборудовании с одного вагона;
t — техническая норма затраты времени на обработку одной детали данного наименования.

Рис. 241. Пресс-скоба для приклепки петель к полотну крышки люка
Источник
Ремонт вагонов на заводах — Цехи для ремонта грузовых вагонов
Содержание материала
ГЛАВА III
ЦЕХИ ДЛЯ РЕМОНТА ГРУЗОВЫХ ВАГОНОВ
Заводы по ремонту грузовых вагонов специализируются на ремонте ограниченного количества технологически родственных типов вагонов: четырехосных крытых полувагонов и платформ;
двух- и четырехосных цистерн; двух- и четырехосных изотермических.
Рассмотрим типовую организацию цехов на заводах, ремонтирующих четырехосные крытые вагоны и полувагоны.
Компоновка и размеры производственных помещений
Компоновка цеха должна удовлетворять требованиям принятой технологии ремонта вагонов и правил техники безопасности.
Длина и ширина цеха определяются количеством ремонтных позиций с учетом разрывов между вагонами и торцовыми стенами цеха, шириной проездов и проходов, количеством ремонтных путей, расстоянием между осями путей и продольными стенами, а также размещаемым оборудованием.
Для обеспечения необходимых условий работы в соответствии с правилами техники безопасности в вагоноремонтном цехе должны быть выдержаны следующие основные параметры (рис. 221): расстоянием от автосцепки крайнего вагона до торцовых стен должно быть не менее 2,5 ле; в случае пропуска в этом промежутке узкоколейной линии или дороги для аккумуляторных тележек — не менее 3 v, а при устройстве линии широкой колеи — не менее 5 v. Расстояние т между автосцепками двух соседних вагонов должно быть не менее 2 ле, если не предусмотрено размещение вагонных тележек; расстояние с между осями смежных путей — не менее м; расстояние b от оси крайнего пути до продольной стены здания или до колонны — не менее 4,7 м. Если имеется проезд для автомашин или проложена широкая колея, расстояние должно быть не менее 5 v.
Площадь цеха определяется по формуле S =LB или  (46) где L — минимальная длина цеха;
(46) где L — минимальная длина цеха;
В — минимальная ширина цеха;
l— длина вагона по осям сцепления автосцепок; п — количество ремонтных мест на одном пути; к — количество ремонтных путей.

Рис. 221. Основные параметры вагоноремонтного цеха
Расстояние между пожарными проездами должно быть не менее 180 v. Если длина цеха и расстояние между соседними пожарными проездами больше этого размера, то в средней части цеха делается еще пожарный проезд, который в этом случае является одновременно и транспортным проездом; его ширина по осям колонн должна быть не менее 6 м.
В случае оборудования позиций специальными приспособлениями или размещения в цехе оборудования указанные размеры могут соответственно корректироваться.
Ориентировочно на одно рабочее место (стойло) могут быть приняты следующие нормы площади; для обмывки вагонов 100 м 2 , для разборки вагонов 180 м, для утилизации отходов от разборки 100 м на каждое рабочее место для разборки и для ремонтных и малярных работ 180 м 2 .
Компоновка цехов или производственных участков должна обеспечивать минимальную транспортировку вагонов в процессе ремонта и их деталей и материалов.
В этом смысле наилучшие решения достигаются расположением всех или большинства производственных участков водном здании (комбинате).
Высота цеха определяется высотой ремонтируемых объектов (вагон, тележка) или оборудования, находящегося в цехе, а также конструкцией мостовых кранов.
Общая высота здания Н (рис. 222) от головки рельсов (от уровня пола) до затяжки фермы слагается из следующих элементов:

где H1 — расстояние от пола до головки рельса подкранового пути, равное сумме h+ z + l +f + с;
К — расстояние от головки рельса подкранового пути до затяжки фермы, равное сумме а + т;
h — высота наиболее высокого оборудования, установленного в цехе, над которым будут транспортироваться детали (примерно 2 — 3 м); г —расстояние между изделием, поднятым в верхнее крайнее положение, и верхней точкой наиболее высокого оборудования (должно быть не менее 400 мм);
I — высота наиболее крупной из транспортируемых деталей;
f — расстояние от верхней кромки транспортируемой детали до центра крюка крана, необходимое для захвата детали цепью или тросом (принимается не менее 1 м);
с — расстояние от оси крюка в крайнем верхнем положении до уровня головки рельса подкранового пути;
а — конструктивный размер крана;
т — расстояние между верхней точкой крана и затяжкой фермы (должно быть не менее 100 мм).
Одновременно с этим должно быть выполнено требование, чтобы расстояние b между низшей точкой крана и верхней точкой вагона, установленного на ставлюги, или какого-либо оборудования, расположенного в цехе, на котором во время работы может находиться рабочий, было не менее 2 м.

Рис. 222. Схема для определения необходимой высоты цеха
Обычно высота цеха от головки рельса до затяжки фермы принимается для разборочных цехов равной 6,5 — 7 м, для вагоносборочных 10,2 м и для тележечных до 7,5 м. Ширина пролетов вагоноремонтных цехов при двух ремонтных путях обычно принимается равной 18 м.
Разборочные цехи
На первой позиции технологического процесса ремонта производится разборка вагонов. Так как при разборке грузовых вагонов, особенно изотермических, образуется много отходов, желательно разборочные позиции размещать вне позиций вагоносборочных цехов. Правильная разборка вагонов и переработка снимаемых деталей является одним из условий рациональной организации производственного процесса ремонта на всех последующих этапах и экономного расходования новых материалов на ремонт вагонов.
Снятые детали должны своевременно направляться в ремонтные отделения, которые для сокращения транспортировки целесообразно создавать непосредственно при разборочном цехе. Разборка должна вестись таким образом, чтобы максимально сохранялись годные для использования детали.
На разборочных позициях по обе стороны железнодорожных путей на уровне пола вагонов (1 100 мм) сооружаются площадки шириной не менее 3,5 м, с которых рабочим удобно производить разборку вагонов. Для удобства отвертывания гаек с болтов, крепящих доски пола, на разборочной позиции устраивается канава глубиной до 0,5 м, оборудованная электросветильниками. На позициях, где разбираются крытые вагоны, сооружаются стационарные площадки высотой 3,3 м для разборки кровли и опалубки крыши.
Снятые с вагона детали осматриваются и сортируются на четыре группы:
детали исправные, которые вновь могут быть поставлены на вагон без ремонта;
- детали, подлежащие ремонту;
- детали, которые не пригодны для использования по прямому назначению, но могут быть использованы для изготовления других деталей;
- негодные детали, подлежащие сдаче в лом.
Исправные детали после очистки передаются в кладовые. Металлические детали четвертой группы отправляются в ящики металлолома, а деревянные — на склад топлива.
Детали, подлежащие ремонту и переработке, укладываются в контейнеры и транспортируются при помощи автокар или автопогрузчиков в соответствующие ремонтные отделения; негодные детали и мусор перевозятся на вагонах внутризаводского транспорта.
Снятые с вагона детали могут также перевозиться при помощи специальных транспортеров, расположенных вдоль разборочных позиций. При этом детали укладываются непосредственно на движущуюся ленту транспортера, которая перемещает их на сортировочную площадку, находящуюся вне разборочных позиций. В этом случае не требуется сооружения больших площадок возле разборочных позиций.
Такая технология транспортировки обеспечивает более высокую производительность труда, и для ее осуществления не требуется больших капиталовложений.
Цех разборки оборудуется кран-балкой грузоподъемностью 1 — 2 м.
Ремонт и переработка деталей, снятых с вагона
Деревянные детали могут ремонтироваться и перерабатываться в специальном отделении, оснащенном соответствующим оборудованием, или в деревообделочном цехе.
Метизы и кровельная сталь перерабатываются в разборочном цехе. Количество деревянных деталей, поступающих для ремонта и переработки, зависит от степени износа, а также от качества разборки и может быть примерно принято для четырехосных вагонов в количестве: крытого 3.5 м 3 , полувагона 1,14 м 3 и изотермического с деревянным кузовом 6,2 м 3 .
Переработанные деревянные детали перед отправкой в вагоносборочный цех должны грунтоваться.
При ремонте изотермических вагонов следует предусматривать помещение для сортировки и хранения изоляции, а также камеры для сушки миноры и шевели на перед повторным их использованием при ремонте вагонов. Для сушки могут быть использованы также лесосушильные камеры периодического действия.
Потребное оборудование рассчитывается исходя из затрат станко-часов на переработку деталей, устанавливаемых на основе опытных данных (табл. 43).
Таблица 43
Примерные нормы затрат станко-часов на переработку деталей одного крытого четырехосного вагона

Потребное количество разборочных мест на установленную программу определяется по формуле  (47) где N — программа разборочного цеха на заданный период;
(47) где N — программа разборочного цеха на заданный период;
t— время простоя вагона на разборке;
Фр — фонд рабочего времени одного рабочего места в течение планируемого периода.
Простой вагона на разборочном месте при стационарном методе ремонта принимается для сухогрузных вагонов в размере 3,5 ч и для изотермических — 7 ч. При поточном методе соответственно 1 и 3,5 ч.
Зная число разборочных мест и пользуясь нормами удельных площадей, можно определить необходимую площадь разборочного участка.
Источник