Цвета при ремонте оборудования




7. Выбор цвета при окраске производственных помещений и оборудования
Особое значение имеет рациональная окраска производственных помещений и оборудования.
Продуманное и рациональное решение цвета в интерьере промышленного здания на 15-20% повышает производительность труда, значительно улучшает производственную обстановку.
Особенности воздействия цветов при их восприятии, а также законы одновременного и последовательного контрастов должны учитываться при решении цветовой отделки производственного помещения и технологического оборудования.
Выбор цвета в интерьере обусловливается особенностями светового климата района, в котором размещается производственное здание, ориентацией световых проемов (окон и фонарей) помещения, характером технологического процесса и освещения. В зависимости от этих условий определяется и основной цветовой тон в интерьере.
Учитывая особенности восприятия цветов человеком, холодные тона рекомендуется применять в помещениях производственных зданий, если они располагаются в южных районах Советского Союза, а также в помещениях с южной ориентацией (для Центральных областей), в производственных помещениях с большими тепловыделениями. В зданиях, расположенных в северных районах страны, или центральных районах при северной ориентации, а также в неотапливаемых помещениях в качестве основного рекомендуется теплый тон.
В основной цвет должны окрашиваться или технологическое оборудование (станки, агрегаты), или внутренние поверхности помещения (стены, колонны, пол).
Второстепенных цветов должно быть всего 2-3, но все они должны подчеркивать основной цвет.
В производственных помещениях нового типа с искусственным люминесцентным освещением, исключающим тенеобразование, при решении цветовой схемы интерьера необходимо применять контрастные соотношения. Если выделение элементов интерьера нежелательно, применяется один цвет.
Применяя цвет, можно иллюзорно исправить недостатки интерьера. Отступающие, светлые, малоинтенсивные цвета увеличивают внутреннее пространство. Темные насыщенные цвета уменьшают помещения. Применяя цвет, надо учитывать его особенность терять свою интенсивность при окраске больших площадей.
В больших цехах возможна окраска станков группами в 2 или 3 гармоничных цвета.
Окраска ферм, перекрытий, оконных переплетов, фрамуг производится в зависимости от влияния цвета на освещенность производственных помещений. Необходимая освещенность достигается не только интенсивностью источников света, но и окраской.
Фермы, перекрытия, оконные переплеты и фрамуги рекомендуется покрывать белым цветом. Такая поверхность поглощает только 20% падающего на нее света, а отражает 80%. Другие цвета менее рациональны. Серый, например, отражает 35% света, коричневый и синий — 11%.
Стены, панели. Для человека, работающего у станка, небезразлично, в какой цвет будут окрашены стены, панели и колонны цеха.
Устарели представления о том, что станки и стены производственных помещений должны окрашиваться в темные, серые цвета. Стены цеховых помещений выше панелей рекомендуется окрашивать в белый, а панели стен на уровне 2,5-3 м от пола — в светло-зеленый цвет, так как он спокойный и легко воспринимается глазом. Стена светло-зеленого цвета, не дающая блика, не вызывает утомления глаз. В цехах, где условия производства требуют больше света, например, на инструментальных и приборостроительных заводах, панели стен и колонны желательно окрашивать в светло-желтый цвет.
Оборудование. Хорошо, когда цвета оборудования и помещения гармонируют друг с другом. Между цветом обрабатываемой детали и колером поверхности, на которую она проектируется, должен быть контраст.
При окраске технологического оборудования и пультов управления необходимо внимательно отнестись к цветовому решению щитов управления. Рычаги и кнопки должны иметь контрастные цвета.
Особо важное значение придается выбору цвета рабочих мест на предприятиях с высокой точностью производства, например, в часовой промышленности, приборостроении. Для создания наилучших условий труда здесь необходимо высококачественное общее и местное освещение, оптимальный подбор яркостей и цветов плоскостей, попадающих в поле зрения рабочего, с учетом яркости и цвета обрабатываемой детали.
Чтобы повысить технику безопасности труда на производстве, применяется предупредительная окраска. Количество цветов должно быть минимальным, а их значение — четко определено и хорошо известно.
Предупредительными цветами являются красный, оранжевый, зеленый, желтый. Красный цвет означает «огонь», «стоп», «запрещено». В красный цвет окрашиваются противопожарное оборудование, рычаги немедленной остановки механизмов, тормозные устройства и т. д.
Оранжевый цвет означает «опасно». В оранжевый цвет следует окрашивать движущиеся части оборудования, внутренние поверхности и открытые приспособления машин. Оранжевый цвет предупреждает об опасности травмирования электрическим током, отравления и радиоактивного воздействия.
В желтый окрашиваются материалы и части, которые могут упасть, о которые можно удариться, споткнуться. В него окрашиваются краны, блоки и кабины кранов, движущееся наземное оборудование, тележки-электрокары, монорельсы, первые и последние ступени затемненных лестниц, ограничители движения. Для увеличения степени заметности применяется окраска желтыми и черными полосами.
Зеленый цвет означает «путь свободен», «первая помощь». В него окрашиваются указатели безопасного и кратчайшего выхода из помещения, выходные двери и двери пунктов первой помощи, аптечные шкафчики, места, где находятся санитарные носилки.
Белый цвет применяется для нанесения на полу разграничивающих линий и для окраски темных углов.
Однако цветовыми предупреждениями злоупотреблять нельзя, к ним следует прибегать только в случае необходимости.
В светлых цехах гораздо легче поддерживать чистоту. Поэтому углы цеховых помещений и участок пола вокруг них рекомендуется окрашивать в ярко-белый цвет и сильно освещать. Так же следует окрашивать урны и участок пола вокруг них.
Источник
Цвета при ремонте оборудования




7.2. Цветовое оформление производственного оборудования
Поверхности, ограничивающие помещение (стены, потолки, пол), создают среду для производственного процесса, на фоне которой выделяется оборудование рабочих мест. Последнее достигается с помощью использования цветовой окраски. Цветовое решение оборудования необходимо принимать согласно пп. 2.20 — 2.27 СН 181 — 70.
Цветовое оформление оборудования и цвет отделочных материалов и покрытий должны выбираться с учетом условий эксплуатации и обслуживания оборудования (температурно-влажностный режим, воздействие среды и др.), а также особенностей технологических процессов. При этом решаются следующие задачи:
оптимизация зрительных нагрузок и условий восприятия объектов различения;
максимальное снижение травмоопасности и вредных психологических и физиологических последствий воздействия трудового процесса;
соответствие цвета пространственной структуре помещения, габаритным размерам, внешней форме оборудования;
эстетическая выразительность и гармоничность цветовых решений оборудования с учетом цветового оформления окружающей среды;
обеспечение с помощью цвета необходимого уровня информативности рабочего места и ориентации в среде.
В процессе художественного конструирования цвета отделки оборудования рекомендуется выделять исходя из роли цвета как источника информации, фактора психологического воздействия и средства композиции (рис. 7.2).

Рис. 7.2. Значение цвета на рабочем месте
Рабочее место необходимо выделять из общего пространства цеха, чтобы оно было в центре внимания рабочего. Это достигается цветовым контрастом между обрабатываемой деталью и фоном. В этом случае нужно создать контрастные гармонии, а контрасты должны находиться в пределах средней или большой группы (С3, Б, см. раздел 2).
Цветовое оформление производственного оборудования должно обеспечивать оптимальный контраст с цветом обрабатываемого материала (деталь), инструмента и т. д. (рис. 7.3), что способствует улучшению их видимости и распознаванию, а также созданию оптимальных условий зрительной работы при процессах, где особенно требуется зрительное напряжение. Рекомендуемые цвета фона для объектов различения на примере рабочего места станочника приведены в табл. 7.3. Поверхности, образующие фон, должны быть ровными, матовыми или полуматовыми, а также равномерно освещенными. В тех случаях, когда фоном для объекта различения служат поверхности строительных конструкций здания, для увеличения общей освещенности рабочего места за счет отраженного света оборудование необходимо окрашивать в более светлые тона.
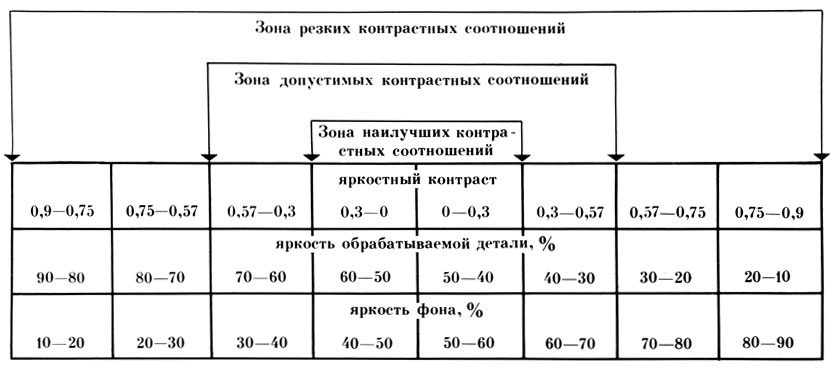
Рис. 7.3. Яркостный контраст между обрабатываемым материалом и фоном
При цветовом оформлении производственного оборудования следует применять два и в редких случаях три цвета. Цвета окраски верхней зоны основного производственного оборудования (станков, прессов, агрегатов и т. д.) следует выбирать преимущественно из группы малонасыщенных, т. е. основных цветов средней зоны спектра, способствующих не только снижению зрительного и общего утомления, но и частичному повышению уровня функционального состояния глаза человека. Цвета окраски оборудования этой зоны должны составлять нюансные гармонические сочетания и находиться в пределах малой или средней группы цветового контраста (М2, М3, С1, С2). Цвета окраски нижней зоны станков (станина) и другого оборудования, составляющие нюансные гармонические сочетания, должны содержать большее (в пределах средней группы цветового контраста С1 и С2) количество цвета (рис. 7.4).
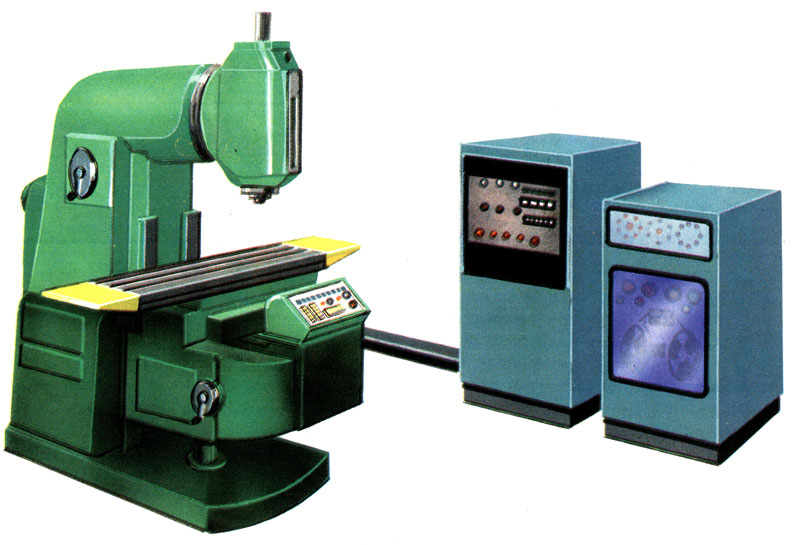
Рис. 7.4. Цветовое оформление фрезерного станка
В условиях производственного процесса для улучшения ориентации в оборудовании и привлечения внимания к опасности следует учитывать психофизиологическое воздействие сигнальных цветов. Последние наносятся на элементы станков, машин и оградительные устройства согласно требованиям ГОСТ 12.4.026 — 76*.
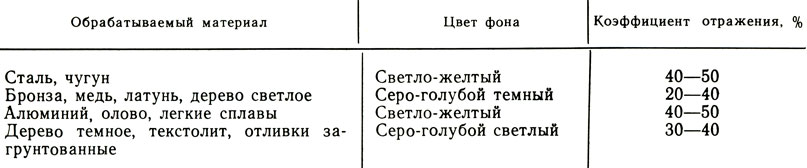
Таблица 7.3. Рекомендуемые цвета фонов для наиболее распространенных видов обрабатываемых материалов
Цвета окраски вспомогательного оборудования рекомендуется принимать близкими к цвету основного оборудования. В окраске опорных частей и оснований, подверженных загрязнению, следует применять более темные цвета. Комплексы вспомогательного оборудования рекомендуется окрашивать с учетом цвета изделий, обрабатываемых материалов и инструмента в гармоничном контрасте с цветом основного оборудования.
При разработке рекомендаций по цветовому оформлению с целью повышения его эстетических качеств необходимо учитывать следующие особенности форм:
чем больше размеры оборудования и более громоздки его формы, тем светлее должна быть его окраска. С уменьшением размеров оборудования окраска должна быть более насыщенной;
оборудование больших размеров целесообразно окрашивать несколькими цветами, что не рекомендуется при оформлении оборудования маленьких размеров;
при окраске оборудования с четкими формами рекомендуется применять малонасыщенные цвета, при сглаженных формах и нечетких границах — более насыщенные цвета;
цельная поверхность должна окрашиваться в один цвет. При многоцветной окраске применяются цвета одного тона, но разной светлоты и насыщенности. Необходимо, чтобы границы цветовых полей совпадали с членениями формы.
Цвет оборудования должен гармонично сочетаться с цветовым оформлением помещений. Для гармонии цветов необходимо наличие между ними объединяющего начала при контрасте по какому-либо показателю (по цветовому тону, светлоте или насыщенности). Цветовая гармония зависит не только от качественных характеристик цветов и степени их согласованности, но и от площади каждого цвета, формы и взаимосвязи элементов станков и машин, характера границ между цветами и т. д., что необходимо учитывать при сочетании цветов. Во избежание монотонности в оформлении производственного оборудования его не следует окрашивать под цвет стен.
Покрытия станков и других рабочих поверхностей не должны быть блестящими, так как высокая блескость создает дискомфорт и приводит к быстрому утомлению органа зрения. Так как цветовое оформление части выпускаемого оборудования производится в соответствии с государственными, отраслевыми стандартами и нормалями, рекомендации по цветовому оформлению помещений следует разрабатывать с учетом окраски выпускаемого оборудования.
Частичная компенсация недостатков температурного режима помещений достигается при окраске оборудования с использованием цветов из теплой или холодной гаммы.
Станки и машины, предназначенные для эксплуатации в цехах с тепловыделением, рекомендуется окрашивать в зеленоватые, зелено-голубые и голубые цвета, а для эксплуатации в холодных цехах — в теплые цвета.
Источник
ОКРАСКА ОБОРУДОВАНИЯ
Окраска оборудования — одна из операций технологического процесса ремонта предназначена для защиты оборудования от коррозии и придания ему определенного декоративного вида.
Чтобы надежно предохранить оборудования от коррозии, лакокрасочные покрытия должны обладать определенным комплексом свойств: сплошностью пленки, хорошим сцеплением с металлической поверхностью, стойкостью к действию масел, топлив, повышенной влажности, водной среды; в некоторых случаях к покрытиям предъявляются специальные требования, как например, сопротивление износу, теплостойкость, стойкость в кислотах, щелочах и др. Чтобы покрытие удовлетворяло этим требованиям и обладало достаточным сроком службы, необходимо правильно выбрать состав лакокрасочного материала и технологию его нанесения.
Лакокрасочные материалы, выпускаемые промышленностью, делятся на грунты, шпатлевки, лаки и эмали. Каждый вид лакокрасочного материала имеет определенное целевое назначение. Грунты обеспечивают хорошее сцепление между металлом и последующими слоями покрытия, а также создают надежный антикоррозионный слой. Шпатлевки применяют для выравнивания неровностей и заполнения грубых изъянов на окрашиваемой поверхности. Эмали и лаки используют для наружных слоев покрытия с целью получения механически прочных и химически инертных пленок, устойчивых к действию окружающей среды.
Обычно лакокрасочное покрытие представляет собой многослойную систему, состоящую из различных лакокрасочных материалов, нанесенных в определенной последовательности.
В зависимости от назначения покрытия применяются разные схемы его нанесения. Схемы нанесения покрытия выбирают, исходя из условий эксплуатации и с учетом возможности осуществления принятой технологии окраски оборудования на данном предприятии.
В каждом конкретном случае следует выбирать конструкцию покрытия с учетом предъявляемых к нему требований.
Отечественная промышленность выпускает большое количество различных лакокрасочных материалов (рис. 8.18).
Технологический процесс окраски состоит из подготовки поверхности под окраску, грунтования, шпатлевания, нанесения наружных слоев и сушки покрытия. Качество покрытия в значительной степени определяется качеством выполнения всех операций технологического процесса окраски. Чтобы обеспечить хорошее сцепление покрытия с металлом, необходимо правильно подготовить поверхность под окраску. Подготовка поверхности предусматривает очистку от ржавчины, окалины, влаги, старого лакокрасочного покрытия, жировых и других загрязнений.
Для обезжиривания поверхностей обычно применяют органические растворители (ацетон, бензин, уайт-спирит). На подготовленную поверхность наносят слой грунта, сушат, а затем шпатлюют. При выборе грунта необходимо учитывать природу лакокрасочных материалов, которые необходимо наносить на грунт. Под эпоксидные покрытия обычно применяют эпоксидный грунт. Толщина грунта не должна превышать 15-20 мкм. Грунт должен обладать высоким сцеплением с металлом, так как является основой лакокрасочного покрытия. Шпатлевание не улучшает защитных свойств покрытия, и если оно неправильно выполнено, то, наоборот, может снизить прочность и вызвать растрескивание покрытия.
После шпатлевания производят сушку изделия и механическую зачистку поверхности абразивными шкурками, а затем наносят основные слои покрытия. Для защиты от воздействия химически агрессивных сред основные слои покрытия следует получать нанесением эмали. Рабочая вязкость лакокрасочных материалов регулируется с помощью органических растворителей. Рабочую вязкость выбирают в зависимости от способа нанесения покрытия.
Лакокрасочные покрытия наносят на поверхности оборудования кистью, распылением, окунанием, обливом. Выбор способа нанесения лакокрасочного материала определяется прежде всего серийностью ремонтного производства, габаритами и конфигурацией окрашиваемого изделия.
На ремонтных предприятиях нефтегазовой отрасли наибольшее применение нашел способ воздушного распыления лакокрасочных материалов.
Окраску деталей небольших размеров производят окунанием, т.е. детали погружают в ванну с краской. Для устранения подтеков детали дополнительно обрабатывают в специальной камере парами растворителей. Для уменьшения потерь лакокрасочных материалов целесообразно применять окраску распылением в электрическом поле высокого напряжения. В этом случае корронирующий электрод вводят в пистолет-краскораспылитель или другое устройство, предназначенное для распыления краски, а окрашиваемую деталь заземляют. При распылении частицы краски, контактируя с корронирующим электродом, получают заряд, в результате чего приобретают в электрическом поле направленное движение и оседают равномерным тонким слоем на заряженной противоположным знаком металлической поверхности.
Процесс сушки лакокрасочных материалов является ответственной операцией, от правильности проведения которой существенно зависит качество покрытия. При сушке покрытия происходят испарение растворителя и сложные физико-химические превращения в полимерном материале, скорость которых зависит от температуры и продолжительности процесса отверждения. В зависимости от природы лакокрасочного материала и требований, предъявляемых к покрытию, сушку проводят при нормальной или при повышенной температуре. В некоторых случаях необходимо применять смешанный тип отверждения, т.е. сначала при нормальной температуре, а затем при повышенной в течение определенного времени. Для сушки покрытий при повышенных температурах применяют специальные нагревательные устройства, обогреваемые горячим воздухом, электронагревателями, газом или паром. Кроме того, успешно используются инфракрасные излучатели и индукционные печи, работающие на токах высокой или промышленной частоты.
Продолжительность сушки зависит от природы лакокрасочного материала и способа нагрева и колеблется в широких пределах.
 |
Рис. 8.18 Классификация материалов полимерных покрытий
 9 СПОСОБЫ ВОССТАНОВЛЕНИЯ
9 СПОСОБЫ ВОССТАНОВЛЕНИЯ
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник