Технологический процесс ремонта кузовов и кабин
Дефекты кузовов и кабин
Характерными дефектами деталей кузовов, кабин и оперения (рис.1.) являются коррозионные повреждения, механические повреждения (вмятины, обломы, разрывы, выпучины и т.д.), нарушение геометрических размеров, трещины, разрушения сварных соединений и др.
Коррозионные разрушения — это основной вид износа металлического кузова и кабин. Здесь имеет место электрохимический тип коррозии, при котором происходит взаимодействие металла с раствором электролита, адсорбируемого из воздуха. Особенно сильно развивается коррозия в труднодоступных для очистки местах, где периодически попадающая в них влага сохраняется длительное время, и, в связи с повышением температуры окружающей среды, происходит интенсификация реакции окисления. Коррозионные разрушения встречаются также в результате контакта стальных деталей с деталями, изготовленными из дюралюминия, пластмассы, влажной древесины и других материалов.
Трещины возникают в результате усталости металла, нарушения технологии обработки металла, применения низкого качества стали, дефектов сборки узлов и деталей, недостаточной прочности конструкции узла, а также в подверженных вибрации местах.
Разрушения сварных соединений происходят в результате некачественной сварки, воздействия коррозии, вибрации и нагрузок при нормальной эксплуатации автомобиля либо в результате аварийных повреждений.
Механические повреждения (вмятины, перекосы, разрывы и т. д.) являются следствием перенапряжения металла в результате ударов и изгибов, а также вследствие непрочного соединения деталей.
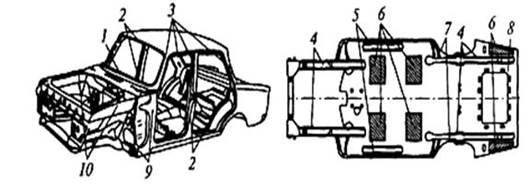
Рис.1. Характерные повреждения:
а.) цельнометаллический кузов автомобиля:
1 — передний и задний проемы ветровых стекол; 2 — дверные проемы; 3 — стойки под крышу; 4 — передние и задние лонжероны; 5 — левый и правый пороги основания; 6 — днище; 7- левый и правый задние брызговики; 8 — нарушение геометрических размеров; 9 — верх и низ соответственно левого и правого задних брызговиков; 10 — левый и правый передние брызговики.
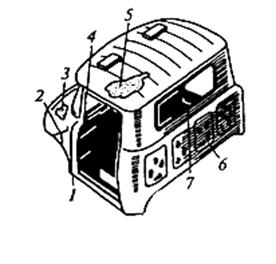
б.) кабина грузового автомобиля:
1 — разрушение сварочных швов; 2 — разрывы; 3 — вмятины и выпучины; 4 — прогиб и перекосы стоек; 5 — пробоины; 6 — коррозия; 7- трещины.
Технологический процесс ремонта кузовов и кабин
Технологический процесс ремонта кузовов и кабин в сборе включает разборку, полное или частичное снятие старой краски, дефектовку, ремонт составных частей или их замену, сборку, окраску и контроль качества.
Разборку кузовов и кабин выполняют в два этапа. Это демонтаж всех деталей и сборочных единиц, установленных с внутренней и наружной сторон кузовов и кабин, с последующей разборкой корпуса для ремонта после удаления старого лакокрасочного покрытия и выявления всех его дефектов. Так как в большинстве случаев цельнометаллические корпуса кузовов и кабин являются неразъемными (соединены сваркой), то полную разборку корпуса на панели и детали не производят. Ее выполняют только до такой степени, чтобы имелась возможность произвести дефектацию и при необходимости заменить или отремонтировать элементы корпуса, образующие каркас.
В зависимости от экономической целесообразности ремонта кузовов и кабин применяют различные способы устранения имеющихся на их поверхностях дефектов.
Наибольшую трудоемкость и стоимость ремонта кузовов и кабин составляют работы по устранению дефектов на их цельнометаллических сварных корпусах. Ремонт корпуса кузова, имеющего различные дефекты, предусматривает правку панелей, удаление поврежденных участков корпусов, устранение трещин и разрывов, крепление ДРД на места удаленных панелей, проковку и зачистку старых швов, окончательную правку и рихтовку поверхностей.
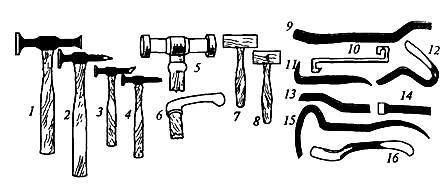
Неровности в панелях выравнивают напылением порошковых пластмасс или эпоксидными композициями. Для выравнивания вмятин в труднодоступных местах применяют Инструмент различной формы (рис.2). В отверстие внутренней панели вставляют отогнутый конец оправки и ударами молотка по ее рукоятке выравнивают помятую поверхность. Для устранения неглубоких пологих вмятин в ней сверлят отверстие диаметром 6 мм, в которое вставляют стержень с изогнутым концом и вытягивают вогнутую часть панели до нормального ее положения. Затем отверстие заделывают припоем или эпоксидной композицией.
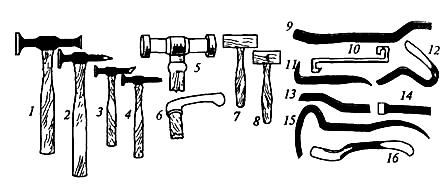
Набор инструментов для удаления вмятин:
1. 6 — молотки;7 и 8 — киянки; 9. 16 — оправки (ложки).
Правка панелей с аварийными повреждениями предусматривает работы по вытягиванию, выравниванию, выдавливанию и выколачиванию деформированных частей кузова или кабины для придания им первоначальной формы и размеров. При выполнении этих операций необходимо, чтобы растягивающее усилие было приложено под тем же углом, под которым была приложена сила, вызвавшая повреждение. Чтобы растяжение было регулируемым, напротив точки приложения растягивающей силы должна быть приложена противодействующая сила. При выполнении этих работ необходим контроль над процессом растяжения, а также за возможными попутными деформациями, вызванными растягивающим усилием.
Правку аварийных кузовов и кабин выполняют на стендах (рис. 3) с использованием комплекта приспособлений (рис. 4). Усилия растяжения и сжатия создают рабочими цилиндрами 1, 3 (рис. 3), в которые жидкость поступает от насоса. Для правки кузов 4 устанавливают на подставки 6, которые закреплены на фундаментной раме 2. На подставки опираются силовые поперечные трубы, которые губками зажимов закрепляют за ребра жесткости порогов кузова. Крепление последнего к раме выполняют расчалочными приспособлениями 5. Предварительной правкой устраняют глубокие вмятины (рис. 4, б), изгибы (рис. 4, в) и перекосы (рис. 4, г). Так как в процессе правки могут образоваться трещины или разрывы, которые в дальнейшем необходимо устранить, правку проводят перед сварочными работами.
Удаление поврежденных участков кузовов и кабин выполняют газовой резкой, электрифицированным фрезерным инструментом или пневматическим резцом. Преимущества пневматического резца — это высокая производительность труда (0,08…0,1 м/с) по сравнению с газовой резкой (0,02м/с) и лучшее качество кромок в местах вырезки. Дефектные участки размечают с помощью шаблонов и мела, а затем удаляют. При удалении дефектных участков кузова или кабины необходимо предохранять корпус от искажений геометрии из-за ослабления его жесткости и под действием собственной массы.
Трещины и разрывы в корпусе кузовов и кабин устраняют полуавтоматической дуговой сваркой в среде углекислого газа или газовой сваркой. При ремонте отдают предпочтение сварке в среде углекислого газа, так как производительность этого процесса и качество сварного шва выше. Сварку осуществляют полуавтоматами, питающимися от источников постоянного тока обратной полярности силой 40А и напряжении 30В, используя для этого электродную проволоку Св-08ГС или Св-08Г2С диаметром 0,7мм. Для ограничения распространения трещины в процессе сварки ее концы необходимо засверлить сверлом диаметром 8 мм.
Газовой сваркой устраняют трещины и разрывы в панелях, изготовленных из листовой стали толщиной 0,5. 2,5мм, горелками ВСМ-53 или ГС-53 с наконечниками № 1 (для листов толщиной в 5. 1,5мм) и № 2 (для листов 1,0. 2,5мм). Для этого используют проволоку Св-08 или Св-15 диаметром (0,5h + 1) мм, где h — толщина свариваемого металла. Чтобы деталь при нагреве не потеряла свою форму, вначале производят сварку в отдельных точках с интервалом 10. 30мм, а затем по мере необходимости отдельные участки проваривают сплошным швом от концов трещины к середине.

Рис.3.Стенд для правки кузова легкового автомобиля:
1,3— рабочие цилиндры;2 — рама; 4 — кузов; 5 — расчалочное приспособление;
Изготовление дополнительной ремонтной детали начинают с правки стального листа, его раскроя и резки заготовок по разметке. После его деталь загибают или формуют на специальном оборудовании, готовые детали обрезают, сверлят, правят и зачищают. Материалом для изготовления ремонтной детали является тонколистовая холоднокатаная малоуглеродистая сталь толщиной 0,7. 1,5мм.
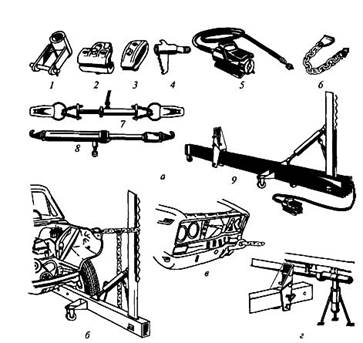
Приспособления для выполнения правки деформированного участка кузова:
а — комплект приспособления для устранения перекосов и перегибов; б, в и г — использование приспособлений при правке; 1 — оправка для вытягивания вогнутых деталей; 2 и 3 — самозакрепляющиеся гидравлические зажимы; 4 — оправка с зубцами для захвата выпрямляемой панели; 5 — насос; 6 — двойной захват; 7 — натяжной цилиндр с вытягивающим устройством; 8 — натяжной цилиндр с захватами; 9 — правильное устройство.
Проковка и зачистка сварных швов необходима для упрочнения места сварки и придания ему требуемого профиля. Ее выполняют пневматическим молотком при помощи комплекта поддержек и бойков. После проковки места сварки зачищают абразивным кругом, установленным в пневматических или электрических переносных машинках.
Окончательная правка и рихтовка панелей кузовов и кабин предназначена для обеспечения точности сборки и удаления мелких вмятин и выпучин, оставшихся на поверхностях. Рихтовку выполняют пневматическим рихтовальным устройством или вручную. Устраняют повреждения сваркой.
Источник
3.3. Планировка участков авторемонтного производства и особенностей расстановки технологического оборудования
3.3.1. Участок ремонта кузовов и кабин
Назначение. Участок предназначен для ремонта металлических кузовов (кабин) и деталей оперения, а также для изготовления новых деталей оперения и панелей кабин и кузовов.
Схема технологического процесса. На этот участок поступают металлические кузова, кабины и детали оперения, очищенные от загрязнений и старой краски на разборочно-моечном участке. Их подвергают контролю, в результате которого устанавливают объем ремонтных работ. После этого кузова или кабины и детали оперения поступают на соответствующие посты для ремонта.
При большой производственной программе ремонт кабин, кузовов, а также дверей и крыльев целесообразно предусматривать на точных линиях. Отдельные детали и механизмы арматуры ремонтируют на специализированных постах. Отремонтированные кузов, кабину и детали оперения транспортируют на малярный, участок для окраски.
Подбор оборудования. Оборудование может быть подобрано согласно требованиям технологии или рассчитано по формуле
 ,
,
где Тг.д – годовой объем работ при ремонте головок цилиндров двигателя; Фд.о – действительный годовой (расчетный) фонд времени работы оборудования.
Для ремонта кузовов, кабин, дверей и крыльев на поточных линиях следует предусматривать механизированные эстакады. Для приварки тонкостенных деталей на постах линии ремонта рекомендуется применять подвесную машину для точечной сварки.
Перечень основного оборудования участка ремонта кузовов, кабин и оперения приведен в табл. 4.
Планировочное решение. Кабины и оперение, очищенные от старой краски, поступают с разборочно-моечного участка на подвесном конвейере непрерывного действия. При помощи пневматического подъемного стола их снимают с конвейера, а при помощи склиза опускают вниз и затем при помощи подвесной кран-балки укладывают на площадке складирования.
Источник
Курсовая работа: Ремонт кузовов и кабин
| Название: Ремонт кузовов и кабин Раздел: Рефераты по транспорту Тип: курсовая работа Добавлен 07:21:48 24 июля 2011 Похожие работы Просмотров: 2064 Комментариев: 14 Оценило: 3 человек Средний балл: 5 Оценка: неизвестно Скачать | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Код услуги | Наименование услуги (работы) | Количество заявок | Востребо-ванность, ранг услуги | |
| Штук | Процент от общего числа | |||
| 017101 | Регламентные работы (по видам технического обслуживания) | 72 | 4,75 | 9 |
| 017103 | Уборочно-моечные работы | 5 | 0,33 | 20 |
| 017104 | Контрольно-диагностические работы | 66 | 4,35 | 11 |
| 017105 | Смазочно-заправочные работы | 15 | 0,99 | 17 |
| 017106 | Регулировка фар | 4 | 0,26 | 21 |
| 017107 | Регулировка углов установки управляемых колёс автомобиля | 94 | 6,20 | 5 |
| 017110 | Электротехнические работы на автомобиле | 88 | 5,80 | 6 |
| 017201 | Замена агрегатов | 255 | 16,82 | 1 |
| 017202 | Ремонт двигателей | 60 | 3,96 | 13 |
| 017203 | Ремонт коробки передач | 41 | 2,70 | 14 |
| 017204 | Ремонт рулевого управления и подвески | 100 | 6,60 | 4 |
| 017205 | Ремонт тормозной системы | 64 | 4,22 | 12 |
| 017207 | Ремонт кузовов | 149 | 9,83 | 2 |
| 017208 | Ремонт радиаторов и арматурные работы | 12 | 0,79 | 19 |
| 017209 | Подготовка к окраске и окраска | 64 | 4,22 | 12 |
| 017210 | Защита от коррозии и шума | 21 | 1,38 | 16 |
| 017211 | Шиномонтажные работы, балансировка колёс | 126 | 8,31 | 3 |
| 017212 | Ремонт местных повреждений или камер | 77 | 5,08 | 7 |
| 017216 | Ремонт сцепления | 4 | 0,26 | 21 |
| 017218 | Ремонт топливной аппаратуры бензиновых двигателей | 28 | 1,85 | 15 |
| 017219 | Ремонт топливной аппаратуры дизельных двигателей | 13 | 0,86 | 18 |
| 017601 | Регламентные работы по системам питания ГБА | 3 | 0,20 | 22 |
| 017603 | Переоборудование автомобилей на газовое топливо | 3 | 0,20 | 22 |
| 017613 | Установка дополнительного оборудования | 75 | 4,95 | 8 |
| 017615 | Предпродажная подготовка | 70 | 4,62 | 10 |
| 017618 | Ремонт, установка, тонирование и бронирование стёкол | 4 | 0,26 | 21 |
| 017623 | Ремонт системы выпуска отработавших газов | 3 | 0,20 | 22 |
| СУММА | 1516 | 100,00 | ||
 Определение востребованности и экологической опасности услуг на автомобильном транспорте
Определение востребованности и экологической опасности услуг на автомобильном транспорте
| Замена агрегатов, узлов | Ремонт кузовов | Шиномонтажные работы, балансировка колёс | Ремонт рулевого управления и подвески | Регулировка углов установки управляемых колёс автомобиля | Электротехнические работы на автомобиле | Ремонт местных повреждений или камер | Установка дополнительного оборудования | Регламентные работы (по видам технического обслуживания) | Предпродажная подготовка | Контрольно-диагностические работы | Ремонт тормозной системы | Ремонт двигателей | Ремонт коробки передач | Ремонт топливной аппаратуры бензиновых двигателей | Защита от коррозии и шума | Смазочно-заправочные работы | Ремонт топливной аппаратуры дизельных двигателей | Ремонт радиаторов и арматурные работы | Уборочно-моечные работы | Ремонт, установка, тонирование и бронирование стёкол | Ремонт системы выпуска отработавших газов |
Технология выполнения и контроль качества работ по техническому обслуживанию и ремонту автомобиля
Дефекты кузовов и кабин
Характерными дефектами деталей кузовов, кабин и оперения (рис.1.) являются коррозионные повреждения, механические повреждения (вмятины, обломы, разрывы, выпучины и т.д.), нарушение геометрических размеров, трещины, разрушения сварных соединений и др.
Коррозионные разрушения — это основной вид износа металлического кузова и кабин. Здесь имеет место электрохимический тип коррозии, при котором происходит взаимодействие металла с раствором электролита, адсорбируемого из воздуха. Особенно сильно развивается коррозия в труднодоступных для очистки местах, где периодически попадающая в них влага сохраняется длительное время, и, в связи с повышением температуры окружающей среды, происходит интенсификация реакции окисления. Коррозионные разрушения встречаются также в результате контакта стальных деталей с деталями, изготовленными из дюралюминия, пластмассы, влажной древесины и других материалов.
Трещины возникают в результате усталости металла, нарушения технологии обработки металла, применения низкого качества вали, дефектов сборки узлов и деталей, недостаточной прочностиконструкции узла, а также в подверженных вибрации местах.
Разрушения сварных соединений происходят в результате некачественной сварки, воздействия коррозии, вибрации и нагрузок при нормальной эксплуатации автомобиля либо в результате аварийных повреждений.
Механические повреждения (вмятины, перекосы, разрывы и т. д.) являются следствием перенапряжения металла в результате ударов и изгибов, а также вследствие непрочного соединения деталей.
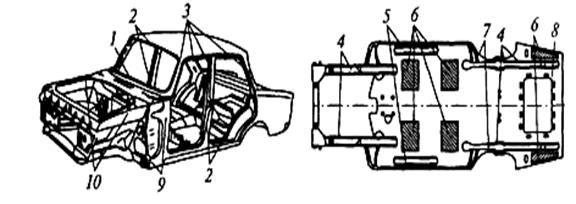
Рис.1. Характерные повреждения:
 а.) цельнометаллический кузов автомобиля :
а.) цельнометаллический кузов автомобиля :
1 — передний и задний проемы ветровых стекол; 2 — дверные проемы; 3 — стойки под крышу; 4 — передние и задние лонжероны; 5 — левый и правый пороги основания; 6 — днище; 7- левый и правый задние брызговики; 8 — нарушение геометрических размеров; 9 — верх и низ соответственно левого и правого задних брызговиков; 10 — левый и правый передние брызговики.
б.) кабина грузового автомобиля :
1 — разрушение сварочных швов; 2 — разрывы; 3 — вмятины и выпучины; 4 — прогиб и перекосы стоек; 5 — пробоины; 6 — коррозия; 7- трещины.
Технологический процесс ремонта кузовов и кабин
Технологический процесс ремонта кузовов и кабин в сборе включаетразборку, полное или частичное снятие старой краски, дефектовку, ремонт составных частей или их замену, сборку, окраску и контроль качества.
Разборку кузовов и кабин выполняют в два этапа. Это демонтаж всех деталей и сборочных единиц, установленных с внутренней и наружной сторон кузовов и кабин, с последующей разборкой корпуса для ремонта после удаления старого лакокрасочного покрытия и выявления всех его дефектов. Так как в большинстве случаев цельнометаллические корпуса кузовов и кабин являются неразъемными (соединены сваркой), то полную разборку корпуса на панели и детали не производят. Ее выполняют только до такой степени, чтобы имелась возможность произвести дефектацию и при необходимости заменить или отремонтировать элементы корпуса, образующие каркас.
В зависимости от экономической целесообразности ремонта кузовов и кабин применяют различные способы устранения имеющихся на их поверхностях дефектов.
Наибольшую трудоемкость и стоимость ремонта кузовов и кабин составляют работы по устранению дефектов на их цельнометаллических сварных корпусах. Ремонт корпуса кузова, имеющего различные дефекты, предусматривает правку панелей, удаление поврежденных участков корпусов, устранение трещин и разрывов, крепление ДРД на места удаленных панелей, проковку и зачистку старых швов, окончательную правку и рихтовку поверхностей.
 Неровности в панелях выравнивают напылением порошковых пластмасс или эпоксидными композициями. Для выравнивания вмятин в труднодоступных местах применяют Инструмент различной формы (рис.2). В отверстие внутренней панели вставляют отогнутый конец оправки и ударами молотка по ее рукоятке выравнивают помятую поверхность. Для устранения неглубоких пологих вмятин в ней сверлят отверстие диаметром 6 мм, в которое вставляют стержень с изогнутым концом и вытягивают вогнутую часть панели до нормального ее положения. Затем отверстие заделывают припоем или эпоксидной композицией.
Неровности в панелях выравнивают напылением порошковых пластмасс или эпоксидными композициями. Для выравнивания вмятин в труднодоступных местах применяют Инструмент различной формы (рис.2). В отверстие внутренней панели вставляют отогнутый конец оправки и ударами молотка по ее рукоятке выравнивают помятую поверхность. Для устранения неглубоких пологих вмятин в ней сверлят отверстие диаметром 6 мм, в которое вставляют стержень с изогнутым концом и вытягивают вогнутую часть панели до нормального ее положения. Затем отверстие заделывают припоем или эпоксидной композицией.
Рис. 2. Набор инструментов для удаления вмятин:
9. 16 — оправки (ложки).
Правка панелей с аварийными повреждениями предусматривает работы по вытягиванию, выравниванию, выдавливанию и выколачиванию деформированных частей кузова или кабины для придания им первоначальной формы и размеров. При выполнении этих операций необходимо, чтобы растягивающее усилие было приложено под тем же углом, под которым была приложена сила, вызвавшая повреждение. Чтобы растяжение было регулируемым, напротив точки приложения растягивающей силы должна быть приложена противодействующая сила. При выполнении этих работ необходим контроль над процессом растяжения, а также за возможными попутными деформациями, вызванными растягивающим усилием.
Правку аварийных кузовов и кабин выполняют на стендах (рис. 3) с использованием комплекта приспособлений (рис. 4). Усилия растяжения и сжатия создают рабочими цилиндрами 1, 3 (рис. 3), в которые жидкость поступает от насоса. Для правки кузов 4 устанавливают на подставки 6, которые закреплены на фундаментной раме 2. На подставки опираются силовые поперечные трубы, которые губками зажимов закрепляют за ребра жесткости порогов кузова. Крепление последнего к раме выполняют расчалочными приспособлениями 5. Предварительной правкой устраняют глубокие вмятины (рис. 4, б), изгибы (рис. 4, в) и перекосы (рис. 4, г ). Так как в процессе правки могут образоваться трещины или разрывы, которые в дальнейшем необходимо устранить, правку проводят перед сварочными работами.
Удаление поврежденных участков кузовов и кабин выполняют газовой резкой, электрифицированным фрезерным инструментом или пневматическим резцом. Преимущества пневматического резца – это высокая производительность труда (0,08…0,1 м/с) по сравнению с газовой резкой (0,02м/с) и лучшее качество кромок в местах вырезки. Дефектные участки размечают с помощью шаблонов и мела, а затем удаляют. При удалении дефектных участков кузова или кабины необходимо предохранять корпус от искажений геометрии из-за ослабления его жесткости и под действием собственной массы.
Трещины и разрывы в корпусе кузовов и кабин устраняют полуавтоматической дуговой сваркой в среде углекислого газа или газовой сваркой. При ремонте отдают предпочтение сварке в среде углекислого газа, так как производительность этого процесса и качество сварного шва выше. Сварку осуществляют полуавтоматами, питающимися от источников постоянного тока обратной полярности силой 40А и напряжении 30В, используя для этого электродную проволоку Св-08ГС или Св-08Г2С диаметром 0,7мм. Для ограничения распространения трещины в процессе сварки ее концы необходимо засверлить сверлом диаметром 8 мм.
Газовой сваркой устраняют трещины и разрывы в панелях, изготовленных из листовой стали толщиной 0,5. 2,5мм, горелками ВСМ-53 или ГС-53 с наконечниками № 1 (для листов толщиной в 5. 1,5мм) и № 2 (для листов 1,0. 2,5мм). Для этого используют проволоку Св-08 или Св-15 диаметром (0,5h + 1) мм, где h — толщина свариваемого металла. Чтобы деталь при нагреве не потеряла ивою форму, вначале производят сварку в отдельных точках с интервалом 10. 30мм, а затем по мере необходимости отдельные участки проваривают сплошным швом от концов трещины к середине.

Рис.3.Стенд для правки кузова легкового автомобиля:
1,3 — рабочие цилиндры;
5 — расчалочное приспособление;
Изготовление дополнительной ремонтной детали начинают с правки стального листа, его раскроя и резки заготовок по разметке. После его деталь загибают или формуют на специальном оборудовании, готовые детали обрезают, сверлят, правят и зачищают. Материалом для изготовления ремонтной детали является тонколистовая холоднокатаная малоуглеродистая сталь толщиной 0,7. 1,5мм.

Рис. 4. Приспособления для выполнения правки деформированного участка кузова:
а — комплект приспособления для устранения перекосов и перегибов; б , в иг — использование приспособлений при правке; 1 — оправка для вытягивания вогнутых деталей; 2 и 3 — самозакрепляющиеся гидравлические зажимы; 4 — оправка с зубцами для захвата выпрямляемой панели; 5 — насос; 6 — двойной захват; 7 — натяжной цилиндр с вытягивающим устройством; 8 — натяжной цилиндр с захватами; 9 — правильное устройство.
Проковка и зачистка сварных швов необходима для упрочнения места сварки и придания ему требуемого профиля. Ее выполняют пневматическим молотком при помощи комплекта поддержек и бойков. После проковки места сварки зачищают абразивным кругом, установленным в пневматических или электрических переносных машинках.
Окончательная правка и рихтовка панелей кузовов и кабин предназначена для обеспечения точности сборки и удаления мелких вмятин и выпучин, оставшихся на поверхностях. Рихтовку выполняют пневматическим рихтовальным устройством или вручную. Устраняют повреждения сваркой.
Ремонт оборудования и механизмов кузова и кабин
К арматуре кузовов и кабин относятся стеклоподъемники, замки, ограничители дверей, петли дверей, капота и т.п.
Стеклоподъемники могут иметь следующие дефекты: трещины и обломы деталей; перекос и деформацию обойм, рамок и направляющих; ослабление заклепочных соединений; повреждение резиновых уплотнителей; коррозию деталей. Стеклоподъемники и механизмы крепления стекол подвергаются разборке, мойке, дефектации, ремонту и сборке. При дефектации выбраковываются: детали с обломами; пружины, потерявшие упругость; обоймы с изношенными стеклами, не поддающимися обжатию; заклепки, не поддающиеся подтяжке; поврежденные резиновые уплотнители и другие детали с износами на поверхностях, влияющими на нормальную работу механизма. Трещины на деталях устраняют заваркой с последующей зачисткой сварочных швов, погнутость деталей — правкой в холодном состоянии.
Замки дверей могут иметь следующие дефекты: трещины и обломы, повреждения резьбовых отверстий, коррозию на поверхностях детали, ослабление пружин и заклепок крепления деталей, износы поверхностей деталей. Ремонт замков заключается в их разборке, промывке в керосине, дефектации, восстановлении поврежденных деталей, сборке и регулировки. Выбраковке подлежат детали, у которых наблюдаются глубокие следы коррозии, изношенные поверхности и обломы, пружины, потерявшие упругость. Трещины в корпусе замка заваривают. Обломанные винты в резьбовых отверстиях удаляют. Поврежденную резьбу в отверстии заваривают, зачищают место сварки заподлицо с основным металлом, сверлят отверстие и нарезают резьбу в соответствии с размером на рабочем чертеже. Незначительные налеты коррозии на поверхностях деталей очищают шабером или шлифовальной бумагой и смывают керосином.
Петли дверей могут иметь дефекты: трещины и обломы, износ отверстий и осей, погнутость. Изношенные оси петель двери заменяют новыми. Трещины и износ отверстий устраняют заваркой с последующей механической обработкой. Изношенные отверстия под ось петли развертывают под ремонтный размер, а погнутость петли устраняют правкой.
Ремонт неметаллических деталей кузовов.
При производстве автомобилей широко применяются неметаллические материалы: дерево, пластмассы, синтетические кожи стекло, резина и др. Большинство деталей из этих материалов при ремонте восстановлению не подлежат, а заменяются новыми, изготовленными на ремонтном предприятии или заводе-изготовителе.
Деревянные детали платформы и кузова изготавливают из пиломатериалов хвойных пород (сосна, ель), имеющих влажность не выше 18 %. Основными дефектами являются поломки, трещины, отколы, износ отверстий. Детали, имеющие разрушенные шипы или гнезда под шипы, заменяют новыми. Деревянные детали платформы кузова ремонтируют наращиванием их по длине или заменой негодных досок. Доски или бруски разрезают на заготовки определенных размеров, строгают со всех сторон, торцуют концы, нарезают проушины, пазы, сверлят отверстия и т. п. Для склеивания деревянных деталей применяют фенолформальдегидные клеи типа ВИАМБ-3 и казеиновый. Последовательность выполнения работ: поверхность, предназначенную для склеивания, обрабатывают так, чтобы детали плотно прилегали друг к другу и обеспечивали получение равномерной по толщине клеевой пленки; клей наносят кистью на склеиваемые поверхности (время выдержки на воздухе для клея ВИАМБ-3 составляет 4. 15 мин); сборка выдержка деталей под давлением 0,2. 0,3 МПа при температуре 16. 20°С в течение 5 ч; отверстия из-под выпавших сучков, болтов, шурупов заделывают деревянными цилиндрическими вставками из той же породы дерева, что и ремонтируемая деталь на клею, а трещины заполняют мастиками, шпаклевкой по дереву, смоляным клеем или же постановкой на клею деревянных вставок, плотно подогнанных по месту разделанной трещины.
Обшивку текстильных материалов или кожзаменителей при ремонте легковых автомобилей заменяют новой, так как в процессе эксплуатации материал стареет, теряет эластичность и другие физико-механические свойства.
Стекла кабин и кузовов могут иметь риски, царапины, помутнения, желтизну, радужность, выработку от щеток и другие дефекты. Лобовые и боковые стекла с желтизной, радужностью и выработкой от щеток выбраковываются. Риски и царапины устраняют шлифовкой с последующей полировкой. Стекло, подлежащее восстановлению, очищают от грязи, пыли и жировых загрязнений. Отмеченные мелом участки стекла шлифуют войлочной обивкой круга, на которую наносят слой пасты, представляющей собой водный раствор пемзы, с частотой вращения круга 300. 400 мин -1 до полного выведения рисок, царапин и следов помутнения. Затем со стекла смывают остатки пасты. Полируют стекло водным раствором крокуса или полирита с частотой вращения круга 700. 800 мин -1 до получения необходимой прозрачности. После обработки стекло обезжиривают.
Сборка и контроль кузовов и кабин.
Сборку кузовов и кабин при ремонте автомобилей выполняют в такой последовательности:
1.) До окраски на них устанавливают все детали и сборочные единицы, подлежащие окраске вместе с кузовом (двери, капот, оперение, крышка багажника и пр.), выдерживая требуемые зазоры между сопрягаемыми деталями;
2.) после нанесения лакокрасочных покрытий выполняется установка потолка, боковин и панелей внутренней отделки дверей, стекол, сидений, шумо- и теплоизоляционных прокладок, уплотнителей дверей, электрооборудования, панели приборов, деталей системы вентиляции и обогрева салона и др.
Контролю подлежат: геометрические отклонения размеров расположения групп отверстий, связанных между собой функционально, используя для этого контрольно-измерительную оснастку; проемы кузовов и кабин и места сопряжений контролируют шаблонами по форме сопрягаемой детали; герметичность и пыленепроницаемость кузова и кабины. Проверку герметичности собранного кузова производят в дождевальных установках при давлении воды 2 кгс/см 2 в течение 6 мин, при этом фиксируют проникновение воды и образование конденсата в приборах освещения и сигнализации. Плотность прилегания двери к ее проему определяют путем натирания уплотнителей мелом. При захлопывании двери на кузове или кабине должен остаться равномерный отпечаток мела. Регулировка плотности прилегания уплотнителей двери достигается перемещением защелки замка.
Итак, подведём итоги.
В своём курсовом проекте я провёл оценку востребованности услуг по техническому обслуживанию и ремонту легковых автомобилей, в ходе которой я нашёл и выделил пять наиболее востребованных услуг автосервиса. Ими оказались:
· замена агрегатов и узлов;
· шиномонтажные работы и балансировка колёс;
· ремонт рулевого управления и подвески;
· а также регулировка углов установки управляемых колёс автомобиля.
Также, мною была определена экологическая опасность услуг на автомобильном транспорте, в ходе которой были найдены и выделены следующие наименее безопасные услуги автосервиса:
· электротехнические работы на автомобиле;
· установка дополнительного оборудования;
· ремонт коробки передач;
· ремонт радиаторов и арматурные работы;
· и ремонт, установка, тонирование и бронирование стёкол автомобиля.
Это ещё раз подтверждает, что спецификой работ, выполняемых на автосервисном предприятии, является существенное влияние качества большинства оказанных услуг на экологическую опасность отремонтированного транспортного средства, а также влияние вида работ на загрязнённость атмосферы рабочей зоны.
Я доволен дисциплиной и выполненной работой, поскольку она дала мне полезные знания в области общих закономерностей и конкретных особенностей разработки, материального обеспечения и использования технологических процессов обслуживания и ремонта автотранспортных средств!
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1.) Технологические процессы в сервисе. Методические указания по выполнению контрольной работы и курсового проекта для студентов специальности «Сервис» специализации «Автосервис». – СПб.: Изд-во СПбГУСЭ, 2006г. – 23с.
2.) Технологические процессы ремонта автомобилей: учеб. пособие для студ. учреждений сред. проф. образования / В.М.Виноградов. – М.: Издательский центр «Академия», 2007. – 384с.
Источник